Сварка проволоки в домашних условиях
Обновлено: 02.05.2024
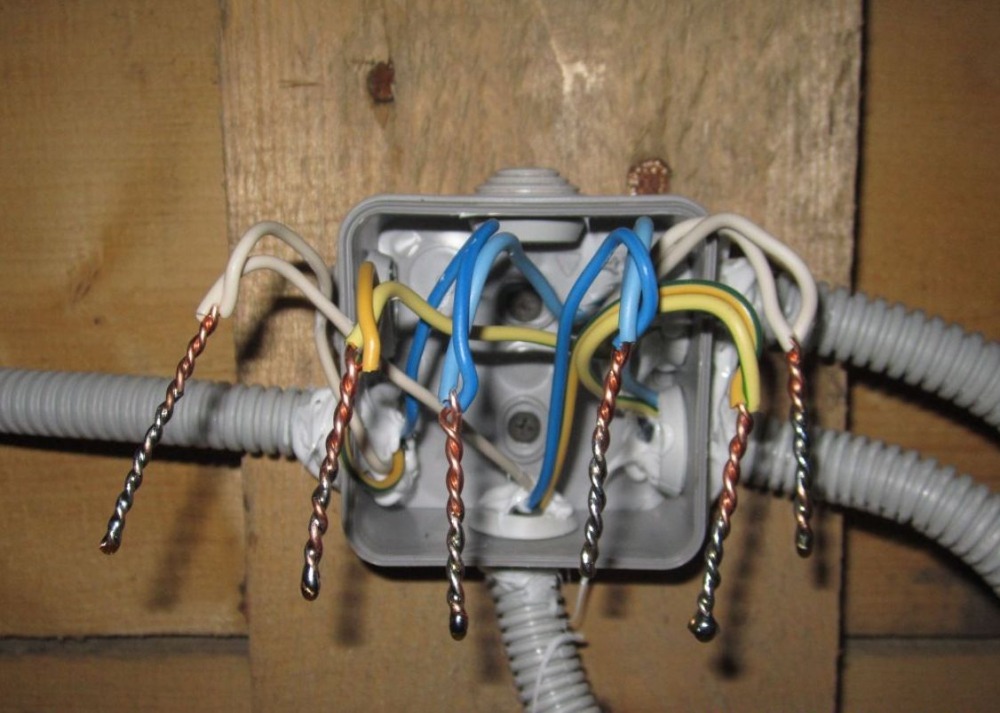
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Сварка проволоки в домашних условиях
При сварке проволоки необходимо знание нюансов работы и умение выполнить ее правильно. Следует точно разбираться в том, какой из методов, холодный или горячий, можно применить в том или ином случае.
Дома или на производстве, на даче или в гараже мы используем провода или проволоку чаще всего медные или алюминиевые. Варианты их применения разные, а поэтому и способы соединения не одинаковые из-за разницы в технических характеристиках проводников. Сварка – процесс получения монолитного соединения металлов – является самым высокопроизводительным, долговечным и экономичным видом выполнения электромонтажных работ, при условии соблюдения всех необходимых этапов.
Виды сварки и методы сваривания проволоки
Для начала отметим, что для соединения проводников широко используют два вида сварки:
- плавлением, или горячим методом, при котором междуатомное сцепление (сварка) происходит в результате расплавления металлов. Сварка плавлением получила универсальное применение;
- давлением, или холодным методом – это когда свариваемые элементы сдавливают. Сварку этого типа применяют для соединения алюминия, меди и других пластичных металлов встык или внахлест. Надежными и прочными будут различные соединения: алюминия и меди, алюминия и алюминия, стали и стали.
Стоит учесть, что в первом случае можно пользоваться источником как постоянного, так и переменного тока. При сварке плавлением происходит нагрев проводников электрической дугой или разогрев при контактном соединении. Также активно применяют:
- газовую пропановую сварку;
- термитную сварку, основой которой служит «самовоспламеняющийся» термитный порошок, надежно скрепляющий заготовки металлов при сильном жаре.
Как сваривать проволоку при горячем методе:
- очистить концы проводников на 5–7 см от изоляции, зачистить и скрутить жилы между собой. Обрезать концы так, чтобы они были ровными, затем нанести слой флюса (специальное вещество, удаляющее окислы с поверхности) на 7 мм от конца скрутки;
- зафиксировать скрутку и прижать электрод к ее концам. При помощи сварочного аппарата на расплавленных концах скрутки образуется сварной шарик, что говорит о качественном соединении.
Газовая и контактная сварка практически идентичны; при надежной и быстрой термитной сварке зачищенные на 3–5 см провода вставляют в термитный патрон и поджигают специальной спичкой, в результате чего расплавленные концы превращаются в монолитное соединение.
Как сварить проволоку между собой при холодном методе:
- очищенные от загрязнений и жирового слоя концы медных проводов смазывают техническим вазелином, алюминиевых – смазкой;
- в специальную гильзу вставляют провода и сжимают ее с двух сторон.
На сайте Welding Мaterials предприятия ООО «Стандарт» вы найдете широкий ассортимент различной продукции:
- электродов;
- сварочной проволоки;
- присадочных прутков;
- принадлежностей для сварки;
- средств защиты и других товаров.
Часто сварка бывает необходимой во время работы на даче или ремонта дома. Но как быть, если нет собственной контактной сварки? Ответ прост: ее нужно изготовить собственноручно, что мы и сделаем прямо сейчас.
Начнем изготовление точечной или контактной сварки с просмотра авторского видеоролика
Итак, нам понадобится:
– автомобильный аккумулятор;
– многожильные провода;
– изолента;
– два куска медной проволоки сечением 2-3 мм и длиной 7-8 см;
– деревянный брусок;
– мелкая наждачная бумага.
Первым делом в деревянном бруске нужно проделать два углубления под медную проволоку.
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.

По мнению специалистов, соединение проводов методом сварки наиболее эффективно и технологично. Особенно это актуально для проводов большого сечения, которые невозможно соединить между собой другими известными методами – скруткой или спайкой.
Спонсор размещения P&G Статьи по теме "Как сварить проволоку" Как сделать плазменную сварку Как армировать ленточный фундамент Как научиться сваривать металл
Для соединения проволоки или проводов используйте один из трех видов сварки – контактная, газовая или термитная, а ее высокое качество вам гарантирует применение флюсов – специальных веществ, удаляющих окислы с рабочей поверхности и последующей обработки соединения.
dimdom3 Ученик
Прошу подсказки по технологии!
нужно произвести N-ное количество колец из проволки d 3mm.
Материал - сталь "серебрянка".
после того, как навью проволку на цилиндрическую оправку, ее нужно будет сначала разрезать, а потом каждый полученный таким образом кусок сварить.
Подскажите пожалуйста, какие ныньче есть приспособления, чтобы можно было эфективно выполнить такую операцию?
Чем эту проволку лучше порезать?
А главное, какие ныньче есть способы, чтобы сварить полученные куски в кольца при этом, желательно, чтобы след от сварки был как можно меньшим.
Спасибо Вам! Надеюсь на подскази!
Как сварить проволоку
Как правильно сварить проволоку
Для соединения проволоки или проводов используйте один из трёх видов сварки – контактная, газовая или термитная, а её высокое качество вам гарантирует применение флюсов – специальных веществ, удаляющих окислы с рабочей поверхности и последующей обработки соединения.
Так чтобы соединить алюминиевые провода сечением от 2.5 до 10 мм2, вначале освободите их от изоляции примерно на 35-30 мм, зачистите их до блеска, скрутите и покройте слоем флюса на участке 5-6 мм от конца скрутки.
Скрутку зафиксируйте в вертикальном положении с помощью зажима и к её концам прижмите угольный электрод. Под действием напряжения от сварочного аппарата величиной 9-12В провода на конце скрутки расплавляются и образуют сварной шарик. При сварке алюминиевого и медного проводов вы должны учесть, что температура плавления меди почти в два раза выше.
Перед началом сварки вокруг медной жилы зачистите участок 50-60 мм и скрутите её с алюминиевым проводом, зачищенным на 25-30 мм. В процессе сварки вначале оплавится медный, а затем и алюминиевый стержень. Сварку можете считать законченной с образованием характерного металлического шарика. Газовая сварка проводов отличается от контактной лишь источником нагрева и конструкцией охладителей.
Термитная сварка способствует образованию цельнометаллического соединения проводов. Она осуществляется с помощью термитных патронов, представляющих собой спрессованную смесь – муфель, внутри которой находится кокиль – стальная трубка со сплошной или продольной щелью.
Для сварки концы соединяемых проводов, зачищенные на 30-35 мм, вставьте в термитный патрон и подожгите его термитной спичкой. При горении муфеля создаётся температура от 3500 до 4000 градусов, что приводит к расплавлению металла и сварке проводов.
чем сваривать тонкую стальную проволоку.
чем сваривать тонкую стальную проволоку.
Санки на моторе 1.76сс так что думаю проволоки 2мм хватит
Есть лезвие конька . Нужно к нему как-то приделать некий штырь, на котором он будет держаться и которым же поворачиваться.
Как это сделать - придумать не могу. Единственное, что приходит в голову, пропилать паз в толстом прутке около 4мм и п получившейся вилочке просверлить две дырки под какой-нить тоненький болт. Но что-то как-то неизящно.
Ну не верю я, что никак нельзя спаять/сварить это.
Воздушные рули не предлагать. Пробовал. Не рулится
Совет 4: Как выбрать сварочную проволоку
Сварочная проволока – это материал, который используется при сварке для спаивания металлов. Какая бывает эта самая проволока, как найти и купить сварочную проволоку? Этими вопросами задаются многие люди, которым интересна данная тема. Правильный подбор материала гарантирует вам хороший результат, а именно – ровный, устойчивый к диффузии сварочный шов. Данная статья поможет вам определиться с выбором.
Сварочной проволокой начали пользоваться наши деды еще в начале 20 века, ведь именно в это время сварка стала пользоваться популярностью. В 20 веке в СССР был яркий подъем промышленного производства, наемная рабочая сила стала необходимой. В связи с этим, оборудования и материалов стране требовалось много.
Проволока, используемая при сварке, бывает порошковой и сплошной. Сплошная проволока может иметь алюминиевую, нержавеющую или омедненную поверхность.
Выбирать порошковую поволоку стоит тогда, когда изделие будет находиться под высоком прессом, подвергаться ощутимым нагрузкам. Порошковая проволока обеспечит высокую прочность и неуязвимость от высокой температуры.
Если процесс вашей работы заключается в сварке низколегированной стали, то приобретайте омедненную проволоку. Именно такая проволока убережет изделие от диффузий на долгое время.
Для сварки алюминия вам нужно брать алюминиевую сварочную проволоку. Прочность данного материала высока, а вдобавок к этому, блеск проволоки сохраниться надолго. Изделие, сваренное с помощью алюминиевой проволоки, будет смотреться очень эстетично и аккуратно долгое время.
Если главное для вас – качество, высокая прочность и надежность, то выбирайте ту проволоку, где содержание фосфора минимально.
Диаметр и размер любой сварочной проволоки зависит от толщины того металла, который будет задействован в работе. Чем толще металлический лист, тем толще должна быть проволока.

Обратите внимание на поверхность сварочной проволоки, она должна быть идеальной. Увидев загрязнения, ржавчину или почувствовав шероховатость, сразу отказывайтесь от покупки. Работа с качественной проволокой будет идти спокойно. Если во время сварки материал начинает вскипать, брызгаться, то лучше остановить процесс.
Отныне вы будете знать, какую проволоку нужно выбрать. Остался один вопрос – вопрос стоимости. Цена сварочной проволоки может достигать 3.000 рублей за моток. Вполне приличную проволоку можно приобрести за 500 рублей. Теперь-то точно, вы получили ответы на все вопросы, которые интересовали вас ранее.
Как сварить алюминий в домашних условиях
Оптимальный вариант – это выполнять сварку алюминия специально разработанным для этих целей импульсным аппаратом, который обладает способностью с помощью импульса высокого напряжения разбивать оксидную пленку металла. Но если нет возможности приобрести такой достаточно дорогостоящий прибор, то можно воспользоваться обычным полуавтоматом, даже не обладающим режимом сварки алюминия. Правда, использование такого аппарата предполагает выполнение небольших переделок. Чтобы получить ожидаемый результат, такая сварка алюминия в домашних условиях в нашем видео, предполагает последовательное и строгое выполнение определенных действий приведенных ниже.
Сварка алюминия в домашних условиях & инструкция
I. Подготавливаем полуавтомат.
1. Меняем направляющий проволоку металлический канал, который проходит внутри кабеля, на тефлоновый, который лучше снижает сопротивление трения и не позволяет проволоке запутываться. Для этого откручиваем зажимную гайку и вынимаем старый канал, после чего вставляем на его место тефлоновый канал. Если новый канал окажется слишком длинным, его нужно будет подрезать.
Если впрессованный в оплетку болт мешает прохождению канала, то разбираем грелку с обратной стороны и проталкиваем канал. После чего вновь собираем горелку.
2. Заменяем предварительно установленный наконечник на специальный наконечник для алюминия, маркируемый «А» или «Al». Такой наконечник имеет свойство препятствовать застреванию и пригоранию алюминиевой проволоки.
3. Выбираем специальную алюминиевую проволоку, марка которой соответствует обрабатываемому материалу, и устанавливаем ее в аппарат.
4. Настраиваем аппарат на сварку алюминия:
- прогоняем сварочную проволоку ускоренным темпом, нажатием соответствующей кнопки на полуавтомате;
- когда проволока выйдет, выставляем на панели материал , диаметр проволоки, скорость подачи .
II. Подготавливаем алюминий к сварке.
Очищаем поверхность металла от загрязнений и обезжириваем ее.
III. Выполняем сварку алюминия.
Теперь сварку алюминия полуавтоматом можно выполнять по той же технологии, что и сварку стали.
Пособие сварщика. Как научиться сварить металлическую трубу самостоятельно. Картинки, технологии, способы и приёмы работы
Как научиться сварить металлическую трубу. Режимы сварки труб газом.
Режимы сварки газом определяются выбором следующих основных параметров: Мощность пламени, её часто называют - Сила пламени, Вид пламени и Диаметр присадочной проволоки. Поэтому, знакомя вас с режимами сварки газом, мы рекомендуем вам возможные параметры сведённые для у удобства в понятные и наглядные таблицы с нужными характеристиками.
Чем сваривать тонкую проволоку 4-5 мм
Здравствуйте. Появилась необходимость в большом объёме изготавливать сетки для полов - 2.10 - на 3.10 метра из проволоки 4 мм - подскажите пожалуйста как лучше, быстрее и технологически правильнее это делать - главный критерий - к оборудованию - скорость процесса - и соответственно мобильность и удобство в обращении(ячейка/шаг проволоки - 100 мм).
Некоторые советуют приобрести полуавтомат - другие клещи.
П.С. Желательно чтобы цена вопроса была в районе 30 тыс. рублей. Спасибо.
Я бы выбрал п/а и проволоку без газа.
« Забор как вчера упал,так и стоит »
клещи и только клещи. А лучше станок для сварки сетки, чтоб сразу ряд варить.
Нам в Команду требуется станочник универсал: боготворящий работу с металлом и обожающий свою работу.
Нам в Команду требуется сварщик универсал: боготворящий работу с металлом и обожающий свою работу.
Чем обусловлено отсутствие газа в сварочном процессе в этом случае?
Sakhalin_Cat , Модель, что берёт 5+5 озвучте пжлста если не затруднит.
Станок не вариант - объёмы не настолько большие))). А у вас есть опыт использования клещей?
Sakhalin_Cat , Модель, что берёт 5+5 озвучте пжлста если не затруднит.
Мобильность. Может с место на место часто требуется передвигаться?Я наверное не правильно употребил это слово - мобильность не в смысле гонять из цеха в компрессорную, или на полигон - а имел ввиду чтобы оборудование не мешало быстро работать рукой - было не слишком тяжёлое - чтобы можно было достаточно быстро и эффективно клепать сетки.
Blade , Я работал клещами, они очень энергоёмки. Вот к примеру
Мы своими(не указанными выше), однофазными сваривали лист 2мм, - сеть грузят капитально.
проволоку 4+4 должны взять китайские которые для листа 2+2(3), на проволоке падение напряжения гораздо меньше чем на листе, рассеивания нет. Но надо пробовать, от клещей зависит.
А п\а это подрезы на прутке. Да и если честно, то проще готовое полотно брать, оно копейки стоит. Сетка кладочная называется, на любой металлобазе есть. Хочешь 4*4, хочешь 5*5, 6*6 и ячейка любая 50х50, 100х100 итд. купил да нарезал в размер. А каждую ячейку тыкать, времени столько жрет, что за это время можно на 10 сеток заработать.
А если их использовать при менее слабых энергоресурсах - то вероятно "спайка" всё-равно - произойдёт - но только за большее время по сравнению с рекомендуемыми параметрами энергосети для этих клещей?
проще готовое полотно брать, оно копейки стоит. Сетка кладочная называется, на любой металлобазе есть. Хочешь 4*4, хочешь 5*5, 6*6 и ячейка любая 50х50, 100х100 итд. купил да нарезал в размер. А каждую ячейку тыкать, времени столько жрет, что за это время можно на 10 сеток заработать.
Вот такое у нас "предприятие" - сам задал этот вопрос - начальнику - он не смог пояснить это мне.
30,000руб это больше 1 тонны сетки по ценам материка.
Заказ сетки как был так и убудет а - оборудование-то останется))). Вот я и подумал "под шумок" - так как мы здорово отстаём от графика - подкинуть эту идею - тыщ 30 они могут потратить в этом случае. Тем более цена заказа Явно выше 30 т.р..
Если честно, то у меня как у предпринимателя в голове не укладывается коммерческая составляющая данного проекта. Это как водку вылить, бутылки сдать а деньги пропить.
В чем прикол то сетку вручную производить?
Требуемый вам размер 2100*3100*100мм =21шт*31шт= 651 точка.
если на точку тратить 5сек, то это 3255сек / 60 = 54,25 мин непрерывной сварки.
Так не бывает, ставим 7-и минутные интервалы на перекур через 15 мин. и добавляем 20% времени на за. от этой тупой работы усталость. 54,25/15=3,616 перерыва\час *7мин = 25мин перерыва.
Теперь прибавим к времени изготовления % на усталость (ведь мы работаем раком) 54,25*1,2=65,1мин на сварку +25мин перерывов = 90,1 мин сварки = 1,5 часа на одну сетку.
Размотка и правка проволоки, резка прутка в размер, укладка на расчестки. = 2чел*60 мин на болгарке и если проволоку правим машиной (камаз и проволока привяз к забору) =2ч\час
Или 2 чел * 30 мин при наличии правильной машинки и мехножниц с упором. = 1 ч\час
Итого изготовление сетки = примерно 3,5часа. т.е за рабочий день - 2 сетки.
Если оплата работника = 1000руб\день то затраты на изготовление 2х сеток = 1000руб без учета электроэнергии, дисков, тепла, СИЗ, аренды итд. итого пусть будет 1300руб , плюс помошник 300руб\день = 1600руб \2 сетки, без учета проволоки. И идеальных работниках которые смогут выполнять эту тупую работу без остановок и отлыниваний и не сойти с ума через неделю.
Не пойму в чем прикол такого кол-ва заморочек и убыточного пр-ва? 850+проволока это цена 2х готовых сеток на базе. А ведь еще и прибыль где-то должна быть. Или у вас рабы есть?
И попробуйте меня убедить в обратном.
Читайте также: