Сварка пвх пленки своими руками
Обновлено: 20.09.2024
Баннерная ткань ПВХ пользуется большой популярностью. Ее используют не только в рекламной индустрии для изготовления плакатов, но и применяют в качестве укрывного полога, навеса, полотна для палатки, для автомобильных чехлов, для изготовления надувных лодок и так далее.
Большая распространенность такни ПВХ объясняется ее свойствами. Этот материал является стойким к влаге и другим атмосферным явлениям, он устойчив к перепадам температур в определенном диапазоне, а также стоек к механическим воздействиям. Из ткани ПВХ легко можно создать конструкцию по заданному шаблону – материал пластичен и его можно соединять при помощи ручной либо аппаратной сварки.
Область использования полотен
Современные ПВХ-ткани выпускаются в широкой цветовой гамме, они могут быть применимы для изготовления:
- надувных лодок и катамаранов;
- укрывных тентов для грузового транспорта, легковых автомобилей, яхт и катеров, железнодорожных вагонов;
- навесов над окнами или дверями, пологов, беседок, шатров, торговых палаток и павильонов, тентов для сада;
- рекламных баннеров и билбордов, растяжек, плакатов, вывесок;
- промышленных занавесей в ангарах;
- укрытия для бурильных установок, сельскохозяйственных хранилищ, лесоматериалов;
- навесных крыш на строительных площадках для защиты от непогоды;
- надувных детских аттракционов (батуты, горки, санки- «ватрушки»).
Ткани ПВХ выпускают и в виде толстой прозрачной пленки, которую применяют в качестве штор для пищевых цехов, для организации завесы между двумя помещениями с холодным и теплым воздухом, для изготовления окон в палатке или павильоне.
Прозрачный материал прочен, легок и износоустойчив.
Оборудование
Сварка ПВХ тканей получила большую популярность благодаря тому, что процесс не является высокотехнологичным и трудозатратным.


Материалы можно соединять, пользуясь определенными инструментами вручную или автоматизировано, с применением специальных станков, причем такой станок быстро окупает свои затраты, да и стоимость его невелика.
Для выполнения сварочных работ по ПВХ-ткани может быть применено 2 вида промышленного производственного оборудования.
- Термофен ручной. Выпускается на заводах, снабжен сильной воздушной помпой. Термофен разогревает воздух до температуры плавления ПВХ-материала. Приспособление легкое, его можно переносить в руках в любое нужное для работы место, где имеется возможность его подключения к сети электропитания.


- Установка ТВЧ. Это приспособление предназначено для сварки деталей из ПВХ путем применения тока высокой частоты. Изготавливается прибор в заводских условиях, но такая конструкция тяжела для мобильного перемещения, поэтому она применяется для массовых сварочных работ, выполняемых в промышленных условиях. Применение ТВЧ-установки позволяет сделать готовый сварочный шов идеально ровным и высококачественным. Эти установки являются полуавтоматическими и практически исключают участие человека в осуществлении данного вида технологического процесса.

Стационарные промышленные аппараты обладают высокой степенью производительности, но они не подходят для использования в сварочных работах, которые требуется выполнить на определенном участке ПВХ-ткани что называется «по месту» – то есть их нельзя применять для локальной сварки или ремонта изделий из ПВХ.
Что касается термофена, то с его помощью можно выполнять вручную ремонт и сварку отрезков материала определенной длины.
Технология ручной сварки
При сварке ткани ПВХ своими руками применяется метод плавления материала при помощи горячего воздуха. Такой подход позволяет соединять не только обычную ткань, но и двухслойные ПВХ-мембраны.
Технология процесса заключается в следующем.
После застывания шва он выглядит как продолжение единого полотна, но с видимым утолщением в месте стыка. Подобный сварной стык может выдерживать те же нагрузки, что и цельный кусок ткани. Он не разрушается от механических повреждений и намного прочнее, чем швы, выполненные, например, путем сшивания двух кусков ПВХ-материала.
Когда необходимо состыковать два кустка ткани без нахлеста, то под ПВХ-материю подкладывают стержень из ПВХ для присадки, а затем уже по этому стержню проводят сварку горячим воздухом термофена.
Автоматизированный метод
Для осуществления сварки тканей из ПВХ в больших объемах на производстве используют аппараты, к которых задействован ток высоких частот. Обеспечивает этот высокочастотный ток специальный генератор, подключенный к сети электропитания. Станки с током высоких частот довольно громоздки, но обеспечивают высокую скорость и производительность. Методику сварки токами высоких частот используют в массовом производстве изделий из ПВХ.


Существует также и оборудование, обеспечивающее сварку поливинилхлоридных тканей горячим потоком воздуха. Такие приспособления являются стационарными и используются в промышленных условиях. Подобный тип оборудования выпускают компании Leister и RiveFord. Два участка ткани складывают, плотно прижимая друг к другу, а затем подводят их к специальному соплу, из которого подается раскаленный воздух. Одновременно с подачей ткани на месте шва работают прижимные ролики. В процессе слаженной работы горячего воздуха и роликов получается ровный и прочный шов.


Сварка выполняется быстро, так как у таких станков высокая производительность. Оператор станка следит за его работой и вручную направляет движение сопла. Температура и сила прижима роликов регулируется автоматически – важно лишь изначально правильно настроить требуемый диапазон на станке. Выбор режимов работы зависит от типа ткани ПВХ, ее плотности и количества слоев.
Станок устроен так, что его роликовый механизм способен выполнять сварочные швы для деталей любой конфигурации.
Узнать подробнее о сварке ПВХ-ткани можно в видео ниже.
Устройства для сварки ПВХ пленки
Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Суть технологий
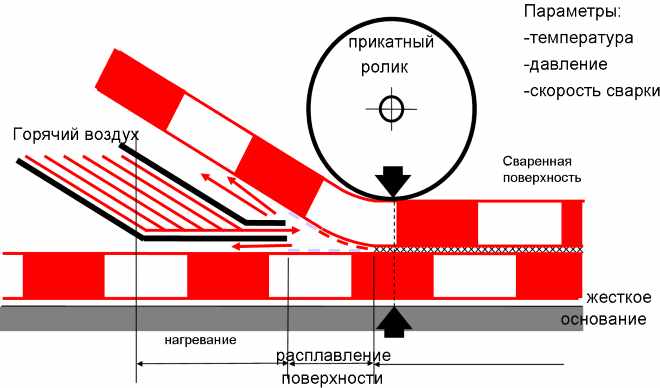
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.
Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.

Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
- рабочей и спортивной одежды;
- мебельной обивки;
- туристических аксессуаров;
- навесов, тентов, шатров;
- выставочных павильонов, автомоек, киосков, летних веранд кафе;
- тентов грузовых автомобилей, прицепов, катеров;
- ангаров для авиационной техники, производственных складов, автостоянок, зерно- и овощехранилищ;
- защитных покрытий для бассейнов, беседок, временных площадок;
- рекламных баннеров, растяжек, щитов.
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
- водоотталкивающие свойства обеспечивают герметичность без применения дорогих материалов при строительстве гидроизоляционных объектов;
- стойкость к агрессивным веществам обеспечивает сохранность ПВХ-ткани даже при длительной эксплуатации в их среде;
- стойкость к морозу и перепадам температуры предохраняет материал от растрескивания, деформации;
- стойкость к ультрафиолетовому излучению предохраняет ПВХ-ткань от выгорания при установке на улице в течение всего срока эксплуатации;
- небольшой вес удобен для монтажа своими руками без дополнительных приспособлений, хранения, разборки, перевозки для установки на новом месте;
- срок службы 5 — 7 лет даже в агрессивной среде под нагрузкой.
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Важно!
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Как сварить полиэтиленовую пленку своими руками
Во многих случаях необходима сварка полиэтилена. Пленка разной толщины и фактуры используется в строительстве в качестве пароизолятора, она нужна в быту для обустройства парников, теплиц. При монтаже отдельных частей клей или скотч использовать бесполезно: плотное соединение на молекулярном уровне обеспечивает только горячее соединение.
Производители выпускают оборудование различной модификации. Приобретать его для личных целей нецелесообразно, чтобы им пользоваться, нужны навыки. Монтировать полиэтиленовую пленку в домашних условиях специалисты научились с помощью бытовых приборов. Паяльник и утюг после небольшого усовершенствования заменяют инструмент заводской сборки.

Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Сварка пленки паяльником
Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки. Но жало необходимо усовершенствовать, стандартное заменяют медным или алюминиевым прутком. Площадь касания нужна небольшая, до 2 мм. Удобно, когда есть радиус скругления, обеспечивается плавность движения инструмента.
Остро заточенное с одной стороны жало упрощает процесс монтажа: одновременно происходит соединение материала и обрезка краев.

Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки
Готовое жало фиксируется в паяльнике с помощью винта. Иногда для надежности край жала круглым не оставляют, его расплющивают, а затем устанавливают в пропил. Самодельное оборудование для сварки применяется при фасовке небольших партий метизов, изготовлении нестандартной упаковки. С его помощью легко сделать футляр для пульта, чехол для гаджета.
Сваривать куски пленки стандартным жалом неудобно:
- слишком большая площадь контакта, образуется неаккуратный шов с наплывами;
- происходит налипание разогретого полиэтилена;
- не обеспечивается прочность соединения, много прожогов.
Упрощенный вариант жала – медная или алюминиевая пластина 2–3 мм толщиной. Ее одной стороной закрепляют в паяльник, другую закругляют, один край затачивают. К пленке ее прижимают под углом 35-45°. Вместо паяльника допустимо использование выжигателя. Он устроен по такому же принципу.
Сварка при помощи утюга
Важным этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Как правильно соединить пленку своими руками с помощью утюга:
- укладывают материал на деревянную или другую ровную теплоизоляционную поверхность;
- сверху кладут лист плотной бумаги;
- утюг устанавливают на режим «хлопок» (нужна температура 120–150°С);
- шов делается острым краем подошвы, ее наклоняют так, чтобы с поверхностью бумаги был угол 5–10°;
- утюг двигают медленно, после этого на бумагу кладут мокрую тряпку.
Для прочности шва операцию повторяют 3–4 раза.

Умельцы делают на утюги насадки с металлическими направляющими по типу коньков. С их помощью делают двойные и тройные швы. Для изготовления насадок используется:
- жаропрочная нержавеющая сталь, если есть навыки ее монтажа;
- цветные металлы на основе меди;
- алюминиево-магниевый дюралевый сплав.
Профессиональное оборудование для сварки полиэтиленовой пленки
Инструмент для сварки плотных полимеров: ПВХ, ПНД, пропилена и других при соединении полиэтилена не применяется. Допустимо использование фена с узкой насадкой, но для работы им нужны навыки:
- для образования прочного шва необходимо соблюдать нужную скорость;
- зазор между полимером и сварочным феном не должен меняться.

Аппарат для сварки полиэтиленовой пленки конструктивно напоминает ножницы, полимер проходит между нагреваемыми планками. Он оснащен регуляторами:
- разогрева;
- скорости подачи материала;
- силы сжатия паяльника.
Для расплавления полимера используется металл или горячий воздух. Ширина подающего полотна варьируется. Инструмент обычно предназначен для заправки рулонов фиксированной ширины. Практика показывает, что промышленное использование сварочных устройств целесообразнее склеивания полимера.
Читайте также: