Принцип действия сварочного выпрямителя
Обновлено: 20.09.2024
Практически все отрасли промышленности не обходятся без сварки металлов, которая необходима для обеспечения прочных и надежных соединений. В виду большого разнообразия методов сварки и свариваемых образцов существуют различные виды применяемых аппаратов, среди которых часто выделяют сварочный выпрямитель. Что представляет собой данное устройство и чем качественно отличается от другого оборудования, мы рассмотрим в данной статье.
Устройство и принцип работы

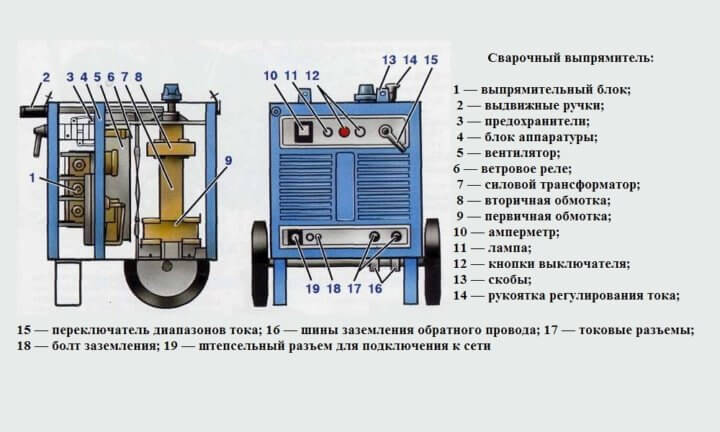
Рис. 1. Устройство сварочного выпрямителя
Само понятие сварочного выпрямителя было введено п. 150 ГОСТ 2601-84. Конструкция такого устройства включает в себя несколько блоков для реализации различных функций, а именно:
- Трансформатор – используется для преобразования переменного напряжения и тока. В сварочном выпрямителе это понижающие трансформаторы, предназначенные для снижения напряжения сети 230 В и пропорционального увеличения тока вторичной цепи.
- Выпрямитель – изготавливается из полупроводниковых элементов, собираемых, как правило, в мостовую схему. В качестве элементов часто используют вентильные диоды или тиристоры.
- Блок защит – осуществляет защиту оборудования от перегрузок, аварийных ситуаций или ошибок сварщика.
- Панель управления – представляет собой модуль регулировки, подключения и контроля рабочих параметров.
- Радиатор охлаждения – в процессе проведения сварочных работ происходит колоссальный нагрев токоведущих частей вторичной обмотки трансформатора и полупроводниковых элементов. Для предотвращения перегрева сварочного устройства устанавливаются радиаторы охлаждения, в некоторых особо мощных моделях с принудительной вентиляцией.
- Пусковое устройство – предназначено для запуска сварочной установки, в некоторых ситуациях может осуществлять отключение при коротких замыканиях и других неполадках.
- Сварочные шлейфа с электрододержателями – применяются для подачи напряжения в место сварки, закрепления электродов, обеспечивают хороший электрический контакт.
Принцип действия сварочного выпрямителя основывается на преобразовании электрической энергии, как по величине, так и по роду тока. Для этого напряжение сети после включения пускового устройства подается на первичную обмотку понижающего трансформатора. В первичной обмотке начнет протекать электрический ток, который генерирует ЭДС взаимоиндукции со вторичной обмоткой. Где наводится своя ЭДС, обуславливающая разность потенциалов на выводах вторички.

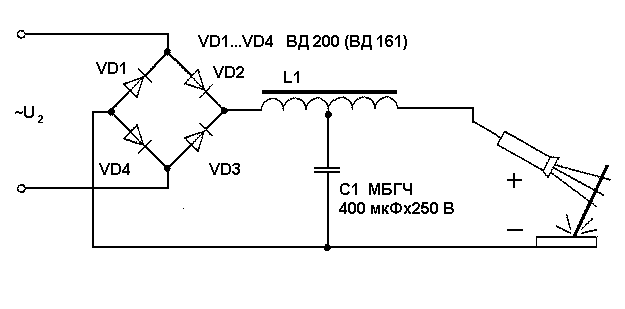
Рис. 3. Принцип действия сварочного выпрямителя
Напряжение от вторичной обмотки будет подаваться на выпрямитель. Положительная полуволна напряжения будет пропускаться одной парой диодов моста к нагрузке. А отрицательная полуволна будет пропускаться другой парой диодов к электроду и заготовке. В таком состоянии напряжение на клеммах ‟+‟ и ‟–‟ присутствует в состоянии холостого хода без нагрузки.
Как только к клеммам ‟+‟ и ‟–‟ подается нагрузка в виде электрода и заготовки для проведения сварочных работ, в цепи выпрямителя начинает протекать рабочий ток. Конденсатор C применяется для сглаживания напряжения на выходе выпрямителя. Помимо емкости, в цепи может использоваться дроссель для предотвращения резкого нарастания тока. В некоторых моделях сварочного выпрямителя может применяться регулятор величины рабочего тока.
Технические характеристики
При выборе конкретной модели сварочного выпрямителя необходимо руководствоваться типом и толщиной рабочих заготовок, которые вам нужно будет сваривать. А также учитывать особенности сети, к которой осуществляется подключение.
К основным техническим характеристикам сварочных выпрямителей относятся:
- Напряжение питания и его тип;
- Мощность сварочного выпрямителя;
- Номинальный ток и диапазон его регулирования (при наличии такой функции);
- Номинальное напряжение на выходе;
- Сечение питающих проводов и сварочных шлейфов;
- Относительная продолжительность нагрузки;
- Степень защиты от попадания пыли и влаги (обозначается индексом IP) для некоторых видов сварочных выпрямителей регламентируется в соответствии с п.4.2 ГОСТ 13821-77;
- Тип охлаждения;
- Габаритные размеры и вес.
Вышеперечисленные характеристики подбираются индивидуально, в зависимости от предполагаемых условий. В определенных ситуациях вы можете опускать некоторые параметры при выборе.
Разновидности
Сварочные выпрямители подразделяются на несколько категорий, в зависимости от критерия. Так, все агрегаты условно подразделяются на однофазные и трехфазные устройства.

Рис. 4. Однофазный и трехфазный сварочный выпрямитель
По количеству постов, которые способен обслуживать один выпрямитель выделяют однопостовые и многопостовые модели. Первый вариант подходит для профессиональной деятельности, второй предназначен для использования в промышленных масштабах.

Рис. 5. Пример многопостового сварочного выпрямителя
В зависимости от соотношения тока и напряжения на выходе выпрямителя существуют аппараты с жесткой, падающей (крутой и пологой) или возрастающей вольтамперной характеристикой.

Рис. 6. Разделение сварочных выпрямителей по типу вольтамперной характеристики
Наиболее часто встречаются выпрямители с крутопадающей и пологопадающей характеристикой. Первый вид применяется для ручной сварки с вольфрамовыми и стальными штучными электродами. Второй вид применим для механизированной сварки, производимой в среде инертных газов.
По типу регулирования величины тока на выходе сварочного выпрямителя различают:
- Трансформаторные – наиболее простые, так как регулировка производится путем переключения количества витков в обмотке. Что меняет величину напряжения и тока.
- Транзисторные – регулировка осуществляется путем введения транзистора в режим ключа, приоткрывающего или закрывающего цепь по величине пропускаемого тока.
- Регулируемые дросселем – при помощи изменения индуктивного сопротивления в цепи вторичной обмотки трансформатора можно уменьшать величину напряжения, подаваемого на мост выпрямителя.
- Тиристорные – производят переключение величины рабочего тока благодаря отдельному элементу.
- Инверторные – увеличивают и уменьшают рабочую величину выпрямителя за счет преобразования токов высокой частоты. Используются в установках двойного преобразования.
В зависимости от величины рабочего тока сварочные выпрямители подразделяются на:
- бытовые – с током до 200 А;
- полупрофессиональные – с нагрузочной способностью до 300 А;
- профессиональные – ампераж которых превышает 300 А.
Преимущества и недостатки
В сравнении с другими видами аппаратов для проведения сварочных работ выпрямитель характеризуется рядом весомых преимуществ:
- Обладает большим КПД и меньшими потерями на холостом ходу;
- Меньшие габариты и вес, не производит столько шума во время сварки, как аппараты переменного тока;
- Быстрее нагревается электрод, чем при подаче на него переменного напряжения;
- Стабильная дуга, благодаря чему получается ровный шов;
- Сведено к минимуму разбрызгивание металла, что повышает качество работ;
- Позволяет уменьшить скорость расхода электрода, что делает такие устройства более экономичными;
- Проще управлять рабочими параметрами сварочного выпрямителя;
- Более долговечны и надежны в работе;
- Обеспечивает равномерную загрузку фаз в трехфазной цепи.
Основным недостатком сварочных выпрямителей является их довольно высокая стоимость. Также они чувствительные к длительным коротким замыканиям, от которых их нужно дополнительно защищать, боятся перепадов напряжения в питающей сети.
Назначение
Такой аппарат постоянного тока предназначен для выполнения сварочных операций в самых различных сферах человеческой деятельности. Они широко применяются для работы как по высокоуглеродистым, так и низкоуглеродистым сталям, цветным металлам, сплавам алюминия и титана, чугунов, нержавейки и при сварке обратной полярности. По виду сварки выпрямители предназначены для:
- Ручных дуговых с покрытым электродом ММА;
- Путем плавления металла в среде защитных газов MIG;
- Аргонно-дуговых посредством неплавящегося электрода TIG.
Обслуживание и основные неисправности
Перед началом работы сварочный аппарат обязательно продувается от пыли, для чего можно использовать обычный фен. После длительного простоя полупроводниковые элементы требуют раскачки от режима холостого хода с плавной нагрузкой до номинального. Такая раскачка производится около 2 часов. В процессе сварки необходимо постоянно следить за степенью нагрева, чтобы не допустить выхода сварочного выпрямителя со строя.
При эксплуатации могут проявиться несколько видов неисправностей, наиболее частыми являются:
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Что такое сварочный выпрямитель и как он работает
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения. Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель. Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют?

Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается ( V ) , и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Преимущества использования
Эксплуатация выпрямителей в производстве при сварочных процессах дает несколько преимуществ перед обычными трансформаторами:
- более стабильное горение дуги;
- малое количество брызг расплавленного присадочного и основного металла;
- ровная поверхность шва с мелким чешуйчатым рисунком;
- лучшая свариваемость цветных и легированных металлов;
- экономия расходных материалов.
Применение выпрямителей
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48 V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.
Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение. Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки. Чтобы настраивать силу тока в соответствии с толщиной свариваемого соединения используется несколько видов регулировки.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями. Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме. Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
Разновидности аппаратов
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения. Их можно разделить на:
- однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
- двухфазные (с последовательным и параллельным подключением мостов);
- трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов. Встречаются и многопостовые аппараты, дающие возможность подсоединять к ним до шести электрододержателей одновременно. Чтобы обеспечить индивидуальные условия для каждого рабочего, в схему включают защиту от индукции и балластный реостат, для регулировки тока на месте.
В быту выпрямители применяются в составе сварочных инверторов. В этих аппаратах понижающий трансформатор изменяет силу тока, после чего выпрямляющий блок производит постоянное напряжение. Далее оно преобразуется обратно в переменное, но с очень высокой частотой. И хотя сварка такими устройствами выполняется на переменном токе, благодаря его модернизации, получаются качественные и ровные швы. Инверторы отличаются компактностью и легкостью.
Обслуживание и ремонт
Чтобы выпрямитель для сварки хорошо работал, требуется проводить грамотное обслуживание аппарата и своевременный ремонт. В первое, включается проверка всех токопроводящих частей на сохранность изоляции, надежность крепления клемм, и удаление пыли с внутренних элементов. Перед введением в эксплуатацию аппарат должен быть заземлен. Винт для регулировки хода вторичной обмотки требуется периодически смазывать. Запрещается работать с выпрямителем без защитного кожуха.
Из самых частых поломок встречается перегрев и сильный гул аппарата. Если наблюдаются такие симптомы, то это может означать:
- крыльчатка вентилятора не соответствует требуемой величине и ее необходимо заменить;
- заклинил вал вентилятора охлаждения;
- замкнула первичная обмотка трансформатора, которую следует перемотать;
- нарушена изоляция листов сердечника или его шпилек.
Среди других распространенных поломок выпрямителя требующих ремонта — понижение выходного напряжения. Это могло произойти из-за замыкания или обрыва во вторичной обмотке. Если магнитный пускатель включается на одну секунду и отключается, то причина кроется в неработающем диоде, или замыкании тока на кожух аппарата.
Выпрямитель позволяет производить сварочные работы с получением более качественных швов на различных металлах. Благодаря преобразованию тока от трансформатора в постоянное напряжение, возможна сварка и резка устойчивой дугой, и экономией расходных материалов.
Сварочный выпрямитель – его устройство и принцип работы

При выполнении сварочных работ важную роль играет обеспечение условий, в которых образуется ровный, аккуратный, прочный шов и сводится к минимуму разбрызгивание металла. Для создания именно таких условий служит сварочный выпрямитель, преобразующий переменный ток в постоянный.
В этом аппарате, состоящем из нескольких блоков, осуществляется выпрямление входного переменного тока, снижение напряжения и увеличение силы тока до необходимого значения.
Устройство, назначение и принцип работы сварочного выпрямителя
Производители предлагают несколько конструктивных схем аппаратов, но их главные компоненты одинаковы.
Как устроен сварочный выпрямитель – основные составные части:
- понижающий трансформатор;
- полупроводниковые элементы – диоды;
- охлаждающий блок;
- регуляторы электротока;
- измерительные устройства.
Основные этапы преобразования тока, поступающего в аппарат:
- На первичную обмотку понижающего трансформатора поступает переменный одно- или трехфазный питающий ток.
- На вторичной обмотке, благодаря электромагнитной индукции, генерируется ток со сниженным значением напряжения и силой тока, повышенной до требуемого значения.
- Переменный ток с новыми параметрами поступает на выпрямительный блок, состоящий из полупроводниковых элементов.
- В сварочную зону подается постоянный ток с нужными параметрами. Для контроля силы тока и значения напряжения в составе сварочного выпрямителя предусмотрены амперметр и вольтметр.
При эксплуатации полупроводниковые элементы (диоды) нагреваются, поэтому для их охлаждения устанавливаются специальные радиаторы и вентилятор. Во время функционирования аппарата диоды постоянно охлаждаются воздушным потоком, что значительно продлевает беспрерывный период функционирования выпрямителя. В современных моделях устанавливаются датчики перегрева, которые дают сигнал на отключение возможности сварки при перегреве аппарата.
Для настройки требуемой силы тока предусмотрено несколько режимов регулировки:
- Витковая. Осуществляется в аппаратах с секционированными обмотками, входящими в устройство сварочного выпрямителя.
- Фазовая. Осуществляется с использованием тиристоров.
- Импульсная – широтная, частотная и амплитудная. Применяется в преобразователях с транзисторным регулятором или в инверторных моделях.
- Магнитная. Осуществляется благодаря присутствию в схеме сварочного выпрямителя дросселя насыщения, смонтированного между блоком выпрямления и понижающим трансформатором. Дроссель – это несколько катушек, через которые пропускается напряжение. При переключении рычага изменяется путь прохождения тока, а следовательно, его сила.
Преимущества и недостатки применения сварочных выпрямителей
Сварочный выпрямитель имеет ряд достоинств, по сравнению с традиционным сварочным трансформатором, от которого он отличается наличием выпрямительного блока.
- более стабильная дуга;
- минимальное разбрызгивание металлического расплава;
- качественная поверхность шва;
- возможность качественной сварки легированных сталей, цветных металлов и сплавов на их основе.
- чувствительность к колебаниям напряжения в электрической сети;
- быстрый выход из строя при КЗ в сети;
- чувствительность к условиям окружающей среды – высокой влажности и запыленности.
Для чего служит сварочный выпрямитель?
Преобразователь с блоком-выпрямителем используется как для сварки, так и для резки металлов.
Для каких видов сварки эффективны сварочные выпрямители:
- толщина свариваемых заготовок с разделкой кромок – 1-50 мм, конкретная минимальная и максимальная толщина зависит от возможностей аппарата-преобразователя;
- при использовании плавящихся электродов с сечением 2-6 мм;
- при работе неплавящимися электродами – угольными и вольфрамовыми;
- свариваемые металлы – нелегированная и легированная сталь, чугун, цветные металлы и сплавы на их основе.
Виды сварочных выпрямителей по количеству фаз
В зависимости от числа фаз первичного тока питания различают одно- и трехфазные преобразователи. Однофазные модели, работающие от бытовой электросети переменного тока с напряжением 220 В, имеют небольшую и среднюю мощность. В основном применяются в бытовых целях. Имеют однополупериодное или двухполупериодное выпрямительное устройство (мостовое или с выводом средней точки вторичной обмотки трансформатора). Двухполупериодные устройства имеют большую мощность и КПД, по сравнению с однополупериодными. Наиболее популярны двухполупериодные мостовые модели, состоящие из понижающего трансформатора и четырех диодов, сформированных в диодный мост.
Трехфазные аппараты, бывающие одно- и многопостовыми, работают от сети напряжением 380 В, имеют среднюю и большую мощность, эффективны для сварки и резки металлов значительной толщины.
Типы сварочных выпрямителей – одно- и многопостовые
В зависимости от модели выпрямительного аппарата, к нему могут подключаться один или несколько сварочных кабелей.
Описание однопостового сварочного выпрямителя
Однопостовые аппараты, к которым может подключаться только один сварочный кабель, используются для выполнения работ небольших объемов. Это компактное устройство, обладающее невысокой мощностью, чаще всего используется в бытовых целях или в небольших мастерских. Имеет небольшие размеры и массу, поэтому его легко перемещать на новые рабочие места. В конструкции современных аппаратов предусмотрены защиты от перегрева и слишком высокого напряжения. В помещениях с естественной вентиляцией часто используются выпрямительные устройства серии ВД.
Однопостовые аппараты работают от одно- или трехфазного тока. Для бытовых целей обычно используются однофазные модели.
Характеристики многопостовых сварочных выпрямителей
Многопостовые аппараты востребованы для ручной и механизированной сварки. Модели для ручной сварки серии ВДМ имеют несложную конструкцию. Управление силой тока осуществляется балластными реостатами. Такие выпрямители часто используются при организации систем, питающихся от общецехового магистрального шинопровода. Отличаются стабильной выходной вольтамперной характеристикой.
Многопостовые аппараты для механизированной сварки могут обслуживать до 30 рабочих мест сварщиков. Применяются для наплавки и сваривания под флюсом. Взаимное влияние постов друг на друга исключено.
Подготовка к эксплуатации и эксплуатационные условия для сварочных выпрямителей
Эксплуатацию выпрямительных аппаратов можно начинать только после тщательного изучения сопроводительной документации, в которой изложена информация об устройстве модели, допустимых условиях работы, правилах безопасности. Перед использованием устройство очищается от пыли, заземляется и проверяется в соответствии с инструкцией.
Установку, подключение к электросети и регулировку должен осуществлять электромонтажник с третьей и выше группой электробезопасности. Сварочные работы может вести сварщик, прошедший обучение по использованию аппарата, имеющий удостоверение на право сварки и группу электробезопасности вторую и выше.
Поскольку сварочные выпрямительные устройства чувствительны к качеству питающего тока, в сетях с нестабильным электроснабжением их подключают через источники бесперебойного питания (ИБП) соответствующей мощности. Также следует контролировать уровни запыленности и влажности, максимальный уровень которых указывается в техдокументации.
Обслуживание и ремонт сварочных выпрямителей
Для обеспечения бесперебойной работы выпрямительное устройство нуждается в периодическом техобслуживании и своевременном ремонте. Перед эксплуатацией необходимо проверить надежность заземления. Обязательное условие – наличие защитного кожуха.
Основные этапы технического обслуживания:
- контроль целостности изоляции всех конструктивных элементов, находящихся под напряжением;
- обследование прочности фиксации клемм;
- удаление пыли и загрязнений с внутренних механизмов.
Распространенными неисправностями, требующими незамедлительного ремонта, являются появление гула и перегрев устройства.
Вероятные причины этих проблем:
- неправильно подобранная крыльчатка вентилятора;
- заклинивание вала вентилятора;
- замыкание первичной обмотки понижающего трансформатора;
- нарушение изоляции токоведущих частей.
Падение выходного напряжения ниже заданного значения может произойти из-за обрыва вторичной обмотки или замыкания витков. Одной из причин выхода из строя оборудования является поломка выпрямительного диодного моста.
Если напряжение холостого хода и рабочего режима нестабильно, то необходимо проверить:
- ручку регулятора;
- предохранители первичной обмотки;
- устойчивость фиксации клемм пускателя.
Для ремонта выпрямителей требуются определенные знания и навыки, поэтому диагностику и восстановление рабочих характеристик аппаратов рекомендуется доверить работникам специализированного сервис-центра.
Сварочный аппарат ВД: устройство и конструкция

Сварочный выпрямитель – устройство, предназначенное для преобразования сетевого переменного тока в постоянный, который будет использоваться для получения сварочной дуги. Однопостовой сварочный выпрямитель, обеспечивающий возможность подсоединения только одного сварочного кабеля, применяется для выполнения относительно небольших объемов работ.
Конструкция и принцип работы
Основные узлы и блоки сварочного выпрямителя:
- Силовой трансформатор – однофазный или трехфазный. Его конструкция и принцип действия аналогичны параметрам сварочного трансформатора, предназначенного для сварки на переменном токе. Выпрямитель с трехфазным трансформатором позволяет получить выпрямленный ток с более точными параметрами по сравнению с однофазным, что повышает качество результата.
- Выпрямитель. Переменный ток в постоянный преобразуют полупроводниковые элементы – диоды и тиристоры.
- Пусковое устройство. Имеется функция автоматического отключения аппарата от сети в случае его поломки.
- Панель управления. На ней расположены органы регулировки и измерения.
- Система охлаждения. Позволяет поддерживать оптимальную температуру и предотвращает перегрев оборудования.
- Сетевой ток подается на первичную обмотку интегрированного понижающего трансформатора. За счет ЭДС происходит понижение напряжения и повышение силы тока.
- Переменный ток с измененными параметрами поступает на выпрямители (диоды на основе кремния), на выходе которых образуется выпрямленный постоянный ток с небольшими пульсациями.
- Во время работы аппарат греется, поэтому все модели оснащены системами охлаждения, в которую входят вентиляторы и датчик перегрева.
- При превышении допустимого входного переменного напряжения датчики контроля напряжения, работающие совместно с автоматическими выключателями, отключают аппарат.
- С помощью регулятора устанавливают силу тока, соответствующую параметрам и толщине обрабатываемого металла.
Области применения
С помощью сварочных выпрямителей можно реализовывать несколько разновидностей сварки:
- MMA – ручная дуговая сварка плавящимися покрытыми электродами;
- MIG – сварка в среде инертного газа;
- TIG – аргонодуговая сварка неплавящимся электродом.
Сварочные выпрямители используются для сварки черных, коррозионностойких, жаростойких, жаропрочных сталей, чугунов, сплавов на основе меди, алюминия, титана. Помимо сварки с их помощью выполнять наплавку и резку.

Виды и технические характеристики
Виды однопостовых сварочных аппаратов ВД:
- ВД-306Д. Это универсальный компактный аппарат, который может использоваться для сварки, наплавки, резки. Работает с широким перечнем электродов с различными типами покрытий. Применяется для высоколегированных сталей. Предусмотрены все необходимые виды защит. Максимальный ток – 300 А.
- ВД-309. Используется для выполнения небольших объемов работ на производстве и строительной площадке. Работает с электродами с любыми видами покрытия. С его помощью можно выполнять все работы: сварку, наплавку, резку. Максимальный ток – 300 А.
- ВД-313 (Cu). В конструкции имеется электролитический конденсатор, выполняющий функции фильтра, который обеспечивает минимальное количество пульсаций в цепи постоянного тока и его оптимальные параметры. Максимальный ток – 315 А.
- ВД-413. Наличие запатентованного клинового магнитного шунта обеспечивает удобную смену режима работы и снижает время регулировки при сохранении высокого качества шва.
Подготовка к работе
Перед использованием однопостового сварочного выпрямителя сварщик должен:
- Получить задание от руководителя и расписаться в журнале выдачи занятий.
- Проверить состояние спецодежды и надеть ее. Одежда сварщика должна быть выполнена из негорючих натуральных материалов. Для защиты рук эффективны рукавицы из спилки и замши, для ног – кирзовые ботинки или сапоги. Безопасность кожи лица и глаз обеспечивают только правильно подобранные маски и щитки промышленного производства.
- Заземлить один из токовых разъемов выпрямителя, к которому подключаются обратный провод и сварочный стол.
- Проверить исправность инструмента, приспособлений, наличие и исправность заземления, плотность соединения наконечников проводов с зажимными болтами, целостность изоляции, работоспособность вентиляции.
- Освободить рабочее место от посторонних предметов и убедиться в эффективности его освещения.
- При обнаружении каких-либо неисправностей к работе не приступают до их полного устранения. Режим работы однопостового сварочного выпрямителя выбирают в соответствии с техническими свойствами обрабатываемого металла.

Требования безопасности
При работе с однопостовым сварочным выпрямителем необходимо соблюдать комплекс правил безопасности:
- Сварочное оборудование подключают через электрический щиток к отдельному автоматическому выключателю через УЗО.
- Длина электропровода, предназначенного для подключения аппарата, не должна превышать 10 м. В случае обрыва провода соединять его части можно только с использованием соединительной муфты.
- Рекомендуется прокладывать провод на высоте 2,5 м и подводить его к оборудованию по стальной трубе с заземлением.
- При осуществлении работ на открытом воздухе выпрямитель устанавливают под навесом. При сильных осадках работы необходимо прекратить.
- Сварочный кабель должен быть в хорошем состоянии, не иметь скруток.
Опасные и вредные производственные факторы, которые могут присутствовать при эксплуатации сварочных выпрямителей: повышенное напряжение в питающей сети, повышенный уровень статического электричества, брызги раскаленного металла, искры, высокий уровень электромагнитного излучения.
Читайте также: