Сварка пвх ткани строительным феном
Обновлено: 18.05.2024
4. Технология сварки мембран, тканей, пленок нагретым газом внахлест
EN 13705:2004 собирательно называет такие материалы «liner». DVS 2225-1 – «liner membranes». Самый удачный перевод, который удалось подобрать для прототипа ГОСТ – «рулонные материалы».
4.1. Принцип сварки и устройство оборудования
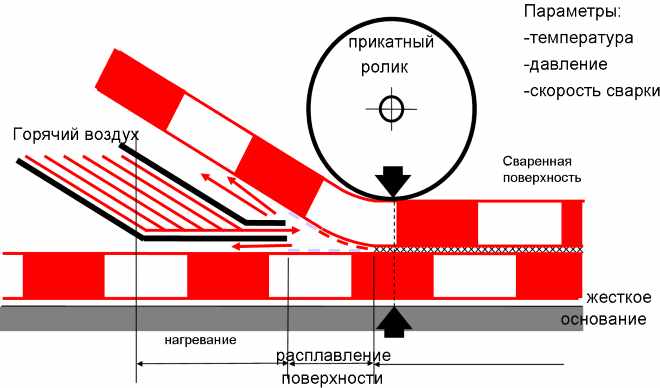
Два листа рулонного материала укладываются внахлест. Свариваемые поверхности (т.е. нижняя поверхность верхнего листа и верхняя поверхность нижнего листа) нагреваются горячим воздухом до пластифицированного состояния. Горячий воздух поступает в пространство между листами через плоское сопло, установленное на аппарат горячего воздуха. Аппарат с соплом равномерно перемещается в направлении прокладки шва. Сразу после нагрева листы прижимаются друг к другу прижимным роликом, следующим за аппаратом горячего воздуха. Присадочный материал не используется.
Сопла, применяемые для сварки пленок внахлест – т.н. щелевые.
Сварка внахлест применяется как для изготовления изделий из рулонных материалов, так и для их ремонта (т.н. технология ремонта тентов).
 |  |
| Сварка тентов | Ремонт тентов |
Применение строительного фена для сварки пленок и тканей внахлест требует большей мощности нагрева, чем для прутковой сварки. Тем не менее, мощность выше 3 000 Вт здесь не имеет смысла – в ручном режиме оператор не в состоянии эффективно использовать такую мощность. Ручные аппараты предназначены для сравнительно небольших объемов работ.
Оператор равномерно перемещает ручной аппарат нагретого газа по направлению шва и прижимает роликом нагретые листы материала. Усилие прижима и скорость сварки контролируются по ширине выдавливаемого грата, которая не должна превышать половину толщины пленки (ткани).
Для некоторых материалов (например, PVC-P) рекомендуется перемещать ролик не в направлении сварки, а под углом примерно 45º к направлению сварки.
4.2. Материалы и параметры сварки
Сварка (в частности, сварка нагретым газом) применима для тканей и пленок на основе термопластов: PVC-P – пластифицированный ПВХ (пластикат); PE-HD – полиэтилен высокой плотности (ПНД); PE-LD – полиэтилен низкой плотности (ПВД); PE-C – хлорированный полиэтилен (ХПЭ); ECB – этиленовый сополимер битума; E/VA – этилен-винилацетат.
ВНИМАНИЕ: Не следует пытаться сваривать пленки на основе эластомеров, которые также очень популярны при производстве пленок.
Пленки на основе термопластов серийно производятся шириной 1-12м и толщиной до 5мм. Поверхность пленки может быть гладкой или рифленой. Пленка может быть как гомогенной (т.е. сделанной из одного материала), так и двухслойной или многослойной; пленка может быть армирована, например, тканью; может быть ламинирована, например, нетканым волокном или металлической фольгой.
Параметры сварки для пленок из наиболее популярных материалов для ручного и автоматического режимов сварки указаны в Табл.3. Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.
| Параметр | PE-HD | ECB | PVC-P | |||
| ручной | автомат | ручной | автомат | ручной | автомат | |
| Температура горячего воздуха, ºС | 280-320 | 350-450 | 320-500 | 450-550 | 450-500 | 450-550 |
| Поток воздуха, л/мин | около 230 | около 600 | около 230 | около 600 | около 230 | около 600 |
| Усилие прижима, Н/мм ширины ролика | - | 20 | - | 10 | - | 10 |
| Скорость сварки, м/мин | 0,1-0,2 | 0,5-2,5 | 0,4-0,6 | 1,5-3,0 | 0,2-0,4 | 1,0-3,0 |
Для сварки ПВХ пленки и ткани рекомендуем строительный фен HOT AIR S (Арт. F104500S) с плоским соплом шириной 40 мм (Арт. F4003). Для ремонта тента своими руками – строительный фен QUICK-S Electronic (Арт. F105000S) с плоским соплом шириной 20 мм (Арт. F4002). В любом случае, для сварки нахлесточным швом потребуется силиконовый прижимной валик.
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
- рабочей и спортивной одежды;
- мебельной обивки;
- туристических аксессуаров;
- навесов, тентов, шатров;
- выставочных павильонов, автомоек, киосков, летних веранд кафе;
- тентов грузовых автомобилей, прицепов, катеров;
- ангаров для авиационной техники, производственных складов, автостоянок, зерно- и овощехранилищ;
- защитных покрытий для бассейнов, беседок, временных площадок;
- рекламных баннеров, растяжек, щитов.
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
- водоотталкивающие свойства обеспечивают герметичность без применения дорогих материалов при строительстве гидроизоляционных объектов;
- стойкость к агрессивным веществам обеспечивает сохранность ПВХ-ткани даже при длительной эксплуатации в их среде;
- стойкость к морозу и перепадам температуры предохраняет материал от растрескивания, деформации;
- стойкость к ультрафиолетовому излучению предохраняет ПВХ-ткань от выгорания при установке на улице в течение всего срока эксплуатации;
- небольшой вес удобен для монтажа своими руками без дополнительных приспособлений, хранения, разборки, перевозки для установки на новом месте;
- срок службы 5 — 7 лет даже в агрессивной среде под нагрузкой.
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Важно!
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Сварка ПВХ ткани своими руками


Сварка ПВХ пленки или ткани обеспечивает высокую прочность шва и эффективна в применении. Фиксация по направлению на разрыв для такого материала происходит значительно качественнее. ПВХ сварка обеспечивает герметичность соединения и позволяет использовать материал практически в любых целях.
В зависимости от принципа соединения материала, все методы сварки можно объединить в три основные группы:
- Склеивание за счет химической реакции.
- Спаивание за счет физико-химического воздействия.
- Механическое соединение с помощью нанесенной на изделие резьбы или фитингов (для труб из ПВХ).
Склеиванию подлежат полотна и детали любых размеров, толщины и диаметра.
Примером химического соединения является холодная сварка пленки клеем, в процессе которой полимер размягчается и образует прочный шов после отверждения. Физико-химическое спаивание предполагает температурное воздействие на материал. Принцип соединения аналогичен: консистенция и структура полотна или изделия меняются, а затем восстанавливаются, и детали соединяются на молекулярном уровне.
Область использования полотен
Полимерные полотна имеют ряд уникальных свойств, благодаря которым получили массовое распространение и всеобщее признание в качестве материала №1 для изготовления многих видов продукции. Основные преимущества ПВХ-тканей:
- влагонепроницаемость, благодаря чему применяется в гидроизоляционных конструкциях и везде, где требуются водоотталкивающие свойства полотен;
- почти полная химическая инертность, что позволяет материалу работать в условиях агрессивных сред, имея при этом значительный срок службы;
- не подверженность воздействию солнечного излучения — полотно не выгорает и не меняет свойств находясь под открытым небом долгое время;
- невосприимчивость к перепадам температуры и хорошо переносит очень низкие температуры, не трескаясь и не деформируясь;
- в самых сложных условиях эксплуатации (агрессивная среда плюс механические нагрузки) имеет срок эксплуатации не меньше 5-10 лет.
Являясь по сути “всепогодным” материалом, пленки и полотна из такого полимера в то же время имеют небольшую массу — их легко можно перевозить, хранить, они несложны в монтаже, а при необходимости демонтаже с последующей повторной установкой.

Все это делает ткань из ПВХ незаменимой в условиях любого хозяйства, будь то промышленное производство или бытовые потребности. А для мелкого ремонта или скрепления больших полотен в одно с успехом используется сварка пвх. И область использования материалов данного типа очень широка.
Основные сферы применения ПВХ-тканей:
- изготовление тентов и павильонных накрытий — повсеместно сегодня можно видеть ларьки, автостоянки, выставочные павильоны, покрытые полотном из поливинилхлорида;
- промышленная сфера — складские ангары, производственные цеха, мастерские и заправочные станции, самолетные и вертолетные ангары и т. п.
- отдельного упоминания стоят автомобильные тенты — ими покрыты кузова 4 из 5 сегодняшних грузовиков и прицепов, а также для катеров;
- защитные накрытия — бассейны, беседки, временные площадки и все виды шатров.
- различного рода рекламная продукция, в том числе больших площадей — баннеры, рекламные щиты, транспаранты, “биг-борды” и т. п.
В связи с последним пунктом даже развился целый небольшой частный бизнес по изготовлению рекламных носителей — для выполнения заказов предпринимателями зачастую используется самодельная сварка баннеров, сделанная на основе воздушной помпы и воздушного тена (благо, это конструктивно несложно).

Благодаря отсутствию сложных технологических процессов и невысокой стоимости оборудования сварка пленки пвх получила широкое распространение, в том числе и самостоятельно с применением определеных инструментов.
Работа автоматом (аппаратом): технология и рекомендации
Когда пленку сваривают специальным аппаратом, необходимо следить за температурой воздуха в помещении. Она должна составлять 15-20 градусов при температуре горячего воздушного потока 350-500 градусов. Превышение этих показателей приводит к ухудшению качества шва и деформации материала.
Аппарат двигается со скоростью около 2 метров в минуту, если величина дополнительного веса составляет 10 кг. Оптимальное расстояние между соплом и осью прижимного ролика равно 45 миллиметрам в среднем с максимальным выходом сопла за край 1-2 миллиметра. Через каждые 200 метров соединения нужно выполнять проверку качества шва.
Процедура выглядит следующим образом:
- Одно из полотен раскатывают продольно и фиксируют вначале с натяжением для предотвращения морщин на поверхности. Сначала закрепляют торцы, после этого – длинную сторону.
- Вторую часть растягивают и накладывают внахлест на первую.
- Сварочный аппарат выравнивают по линии шва, на прижимной ролик устанавливают груз.
- Сопло устанавливают между полотнами, после чего аппарат начинает двигаться.
- В процессе склеивания оператор следит за ровным передвижением прижимного ролика и соблюдением траектории перемещения аппарата.
В процессе сварки место шва умеренно дымится. Маленькие участки соединения и труднодоступные места спаивают феном вручную.
Как происходит ручная сварка (фен)
Склеивая пленку феном, используют прокаточный ролик на основе тефлона или силикона, который предотвращает прилипание расплавленного материала в ходе прокатки. Чтобы обеспечить аккуратность и качество шва, необходимо следовать определенным рекомендациям:
- Правильно настроить температурный режим аппарата с учетом состава материала и советов производителя.
- Выполнить пробный шов на излишках материала и убедиться в его качестве.
- Использовать сопло диаметром 20 миллиметров и ролики шириной 20-40 миллиметров для горизонтальных швов.
Сварка с прутком
В определенных случаях пленку или ПВХ ткань сваривают с присадочным материалом в виде сварочного прутка. При работе с деталями, толщина которых составляет менее 4 миллиметров, предварительная подготовка кромок не обязательна. Чтобы материал проваривался равномерно, в вершине сварочного шва оставляют 1-миллиметровый зазор.
С точки зрения механической прочности лучшие характеристики показывает соединение встык. Сваривать внахлест не рекомендуют – при аналогичной толщине полотен прочность будет меньше примерно в 6 раз.
Выполняя сварочные работы, необходимо контролировать правильное размещение присадки относительно поверхности шва. Для непластифицированного ПВХ присадку устанавливают под прямым углом. Более острый угол увеличивает расход присадочного материала и вызывает изгиб прутка внутри шва. Угол больше 90 градусов повышает вероятность разрыва прутка после остывания. Оптимальный угол расположения прутка для пластифицированного ПВХ составляет 120 градусов.
Струю горячего воздуха подают колебательными движениями одновременно и на кромки, и на присадочный материал. Скорость зависит от температуры воздуха и диаметра прутка. Предварительный разогрев основного материала и присадки ускоряет процесс. Так называемое скоростное соединение используют при работе с плоскими деталями и изделиями цилиндрической формы с протяжёнными швами. Диаметр прутка подбирают с учетом геометрии шва, толщины основного материала, скорости обработки и требований к надежности соединения. Обычно корень сварочных швов заполняют 2-миллиметровым прутком, после чего укладывают пруток диаметром 3 или 4 миллиметра.
Способы сварки ПВХ тканей
Из поливинихлоридных нитей производят несколько типов тканей разных сортов и свойств. Направления использования материалов охватывают многие сферы. Из ПВХ тканей шьют рабочую и спортивную одежду, туристическое оснащение, делают обивку мебели, шторы для душевых кабин.
Полотна высокой плотности и большой толщины применяют в качестве тентов для широкого круга объектов: от торговых павильонов, автостоянок до бассейнов и многофункциональных ангаров. Из отдельной группы ПВХ материалов делают рекламные баннеры. Они отличаются эстетичным внешним видом, хорошо декорируются пленками, фотопечатью. Отрезки ПВХ ткани сшивают между собой или используют для более надежного соединения сварку.
Достоинства продукции из винила
Материалы из поливинилхлоридных волокон обладают высокими водоотталкивающими свойствами. Эти ткани не изменяются в агрессивной среде, переносят действие солнечного ультрафиолета, сохраняют форму при колебаниях температуры воздуха.
Даже при совокупном влиянии всех факторов одновременно они смогут прослужить более 5-7 лет без существенной потери внешнего вида. Важный этап получения продукции из ПВХ – соединение заготовок из полотен.
Для шитья обычных изделий из синтетических материалов используют швейные машины. При изготовлении баннеров, тентовых покрытий требуется сварка ПВХ тканей. Другими методами качественную продукцию получить не удастся.
В зависимости от толщины и назначения синтетического материала ПВХ определяют выбор метода его сваривания. В целом подходы подобны тем, которые применяют при работе с любым другим виниловыми сырьем. Можно воспользоваться:
- автоматическим методом;
- ручной сваркой.
Автоматические машинки, позволяющие сваривать длинные швы, выпускает несколько европейских известных компаний, представительства которых есть в России. Ручной метод применяют, если надо сварить небольшие полоски ПВХ ткани. В каждом из методов применяются свои технологии.
Автоматические технологии
Сварка тентовой ткани может быть проведена с использованием токов высокой частоты. Технология требует наличия специальных генераторов тока с требуемыми значениями частот.
Станок для сварки ТВЧ имеет большие размеры, работает автоматически с большой производительностью, стоит дороже, чем остальное оборудование. Метод используется в основном на определенных видах производств.
Чаще применяют оборудование для сварки ПВХ горячим потоком воздуха. В этом процессе главное расплавить поливинилхлорид и прижать полотна друг к другу.
Существует несколько видов агрегатов. Популярны модели компании Leister. Ролики придавливают место будущего шва, вмонтированное сопло подает горячую струю. Сварка происходит быстро с образованием прочного шва.
Оператору нужно только легким движением рук корректировать направление движение машинки. Автомат регулирует показания температуры, силу работы пресса в электронном режиме. От сварщика требуются минимальные навыки работы с полотнами, умение выбрать правильную настройку оборудования для сварки ПВХ ткани.
Некоторые компании, например RiverFord, поставляют недорогие, удобные в работе станки. Нагревательный элемент этого оборудования сделан фирмой Leister. Вместо него можно установить фен другой марки.
Степень прижатия полотен регулируется механизмами трех видов. В зависимости от характеристик ПВХ ткани можно выбрать наиболее подходящий вариант. Станок способен легко перемещаться на роликах, может быть использован для сваривания швов любой формы.
Устройства для ручной работы
Большое количество мастеров предпочитают ручную работу. На место требуемого внахлест соединения направляют горячий воздушный поток феном для сварки ПВХ ткани.
После расплавления феном шов придавливают специальным валиком. Образующийся монолитный стык герметичен и зрительно не заметен, хотя имеет несколько большую толщину, чем остальная часть полотен. Разницу в плотности ПВХ ткани можно почувствовать только на ощупь.
Если есть необходимость в изготовлении шва встык, применяют другую технологию сварки. В этом случае между краями укладывают прут или стрежень присадочного материала, сделанного также из поливинилхлорида.
На рабочую зону направляют горячий воздух, добиваясь расплавления и слияния полимера в единое целое.
Очень удобны для использования в этих целях ручные экструдеры. Они имеют сопло для выхода нагретой воздушной массы и блок, подающий присадку.
Экструдеры для сварочных работ имеют регуляторы температуры, скорости подачи присадочного прута и воздушного потока. Модели отличаются по мощности, рекомендуемому диаметру ПВХ присадки, наличием дополнительных функциональных возможностей, цене.
Особенности баннеров
При выборе аппарата для сварки баннера, необходимо учитывать специфику дальнейшей обработки полотна. Баннерные полотна, используемые для изготовления рекламной продукции, имеют особенности.
Они приспособлены для последующего нанесения печати, самоклеющейся пленки, имеют иное плетение ПВХ ткани, требуют специальных приемов сварки. Выбирая аппарат, согласуйте с продавцами возможность его применения для изготовления баннеров своими руками.
Поливиниловые ткани отличаются размерами раппорта (количеством нитей в рисунке плетения), пористостью, заполнением, многими другими параметрами. Они имеют разную толщину поверхностного слоя, нанесенного на стержень нити.
Устройства для сварки ПВХ пленки
Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Суть технологий
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.
Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.

Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Читайте также: