Сварка рутиловыми электродами без отрыва
Обновлено: 21.09.2024
привет коллеги. у меня такой вопрос: какая разница между сваркой трубы с отрывом и без. просто у нас на работе возникла дискуссия по этому поводу и мы ни как не могли прийти к общему знаменателю-что лучше и качественней.
ну во первых смотря какая труба, и что есть в наличии ( электроды), если труба нормальная новая, если получится то желательно без отрыва( как положено по технологи.)Но а если трубы гнилые, то увы про книжку можно вообще забыть и вспомнить как деды учили, с отрывом.
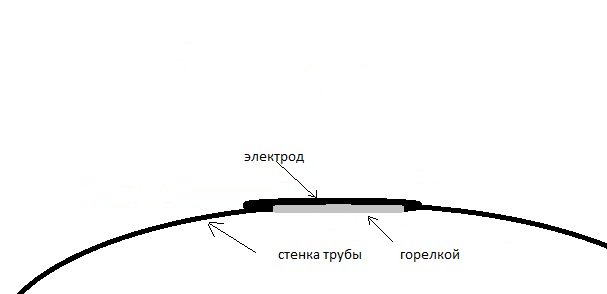
К примеру: в среду труба сотка (пар) разорвало. Труба на столько гнилая что нельзя молотком постучать от ржавчины. поскреб щеткой, кое где шилом поскреб. Взял горелку провел по ржавчины, пламя горелка помогает почистить от ржавчины, при нагревание ржавчины на трубе, она сама отлетает ( типа стреляет). Самой замены трубы , время нету, ситуация аварийная ( главное протянуть до выходных, а там заменят). после очищенного место от ржавчины, метал выглядит как фольга. Если сразу ткнуть электрод, то все сразу Ж-ОП-а, прожог обеспечен от первого касания. В таком случае я делаю так: рис 1 пламя горелки не направляю на саму трубу. Пламя смотрит параллельно трубы на припой, слегка касаясь пламени стенки трубы, при этом сама стенка трубы нагревается (краснеет). Надо внимательно смотреть на металл, не давать ему нагреться большими площадями, иначе при нагревании металл тянет (рвет) и появляются трещины. Тут надо чтоб припой прилип к металлу. На месте трещины если можно, а нужно взять побольше участок, наплавить побольше припоя. После того, я уже смело направляю на саму трубу пламя и расплавляю получше . В принципе можно на этом и остановиться, но я делаю далее рис 2 ( вдруг начальники скажут менять трубу, не на выходных, а в марте). Потом беру электрод МР-3 диам 3. и наплавляю с отрывам, при этом стараюсь еще больше захватить участок трубы, стараюсь соединить место горелки с трубой. тут надо осторожно, так как могут появиться подводные камни ( новый прожог).
Трещины бывают разные, если по шву течет, то я варю с отрывом.
Я думаю так, варить без отрыва, можно только на хорошем металле, с гнилой вряд ли получится, там девки по другому пляшут .

Ни разу не спорю,что сварка без отрыва предпочтительней,качественней и тому подобное.
Ответственно утверждаю,что швы,заваренные с отрывом,проходят узк ,гамма-контроль и мех.испытания.
Примеров тому в галерее св.швов и моей практике достаточно много.
По ряду причин не всегда представляется возможным варить без отрыва и придерживаться
рекомендованных режимов,которые так любезно пишут на своих пачках изготовители электродов.
привет коллеги. у меня такой вопрос: какая разница между сваркой трубы с отрывом и без. просто у нас на работе возникла дискуссия по этому поводу и мы ни как не могли прийти к общему знаменателю-что лучше и качественней.
Уже столько раз жевали эту тему,но,как видно,очень уж она вкусная .
Есть несколько причин,на мой взгляд,существенных,влияющих на метод сварки(с отрывом или без):требования стандарта,имеющиеся сварочные источники и материалы,состояние и "стояние"(расположение) объекта сварки,т.е.удобство.Это в общих чертах,не углубляясь в тех.процесс и т.п.Если шов качественный,то на подавляющем большинстве гражданских объектов ему без разницы,чем он сделан-рутилом или основными,с отрывом или без.Во главе угла стоит мастерство сварщика.А споры в коллективе(да и не только) обычно возникают из-за элементарного неумения одних варить без отрыва(когда это более эффективно и удобно в данном случае),в результате начинается поиск отмазок.
У меня одна железная "отмазка" и прокатывает всегда.
"Покажи как это делаешь ты и я сделаю так же".
После этой фразы разговор обычно меняет тему и тональность.
У меня одна железная "отмазка" и прокатывает всегда.
"Покажи как это делаешь ты и я сделаю так же".
После этой фразы разговор обычно меняет тему и тональность.
"Покажи как это делаешь ты и я сделаю так же"
Совершенно верно,но я ремесленник и лучше не могу.Хоть как нибудь заляпать,чтоб прошёл рентген и мел-керосин.
Тема заезжана прям до не могу.Сварка должна выполняться без отрыва.
Все что говориться трубы гнилые, электроды плохие, электроды рутиловые - Это все отмазка, люди плывут по течению, что им сказали то и варят, что дали тем и варят. Мы вели 219 газовую трубу на факел, привезли уонни мол это всеголишь газ на факел давление не большое, мол варите этим, у нас никто не стал варить, так как сейчас здесь уонни заваришь, они тебе их всегда будут совать, сидели ждали пока привезут ЛБ52.
Есть руководящие документы, в которых описывается то, как должны быть выполнены работы. Если идет отклонение от условий - то это уже брак.Так что если вы варите Б/У трубы сырыми электродами, то можете забить на просвет и узк, по той простой причине, что нет смысла светить такой стык, так как даже при годном сварочном стыке, просвет покажет расслоение основного металла стенки Б\У трубы и естественно это брак.(хотя здесь надо подметить, что даже на наших котельных, ставят б\у и трубы и отводы и тройники и т.д. - так как экономят и это все брак, а то что проходит - неудивительно, у нас и авто ВАЗ - это европейское качество).
Вот те жизненный прикол из темы как правильнее варить. Устраивался работать через кадровое агентство, отправили нас 8 чел в Воркуту, пока ехали в поезде общались, все прям спецы (самые сварщики из сварщиков). По приезду надо тестовую катушку варить, Кто заварит образец - встает на трубу с з\п 70000руб, кто не заварит - на металлоконструкции с зарплатой 50000руб.
Ну так вот подходит чел и начинает варить отрывисто, сжигает электрод, ему говорят все хватит идешь на метал, второй варит такая же картина, тут мы и смекнули, что в этой конторе даже есть главный сварщик и его мнение - если кто варит отрывисто, его следует считают сварщиком с низкой квалификацией и на трубу не ставить. Короче из 8 человек, мы только вдвоем пошли на трубы с зарплатой 70000.
Почему варят с отрывом и не могут варить без отрыва - да по тому, что в силу тех или иных обстоятельств завышают сварочный ток.На завышенном токе идет прожег, да и ванна не держится, убегает. Вот например: стык перед сваркой не был зачищен, при правильно подобранном токе электрод залипает из-за всякой грязи, вот увеличиваем ток варим прирывисто и типа все ок.Или просто привыкли все работать с балласниками, где погрешность 10-15А туда сюда гуляет и сами не понимают, что завышают ток.Я варил трубу 57х3,5 без отрыва, за один проход, так вот изменение тока всего на 1-2А давало большой результат, тогда варили так много стыков, что я приспособился подбирать ток одним взглядом на стык и в зависимости от зазора (который гулял всего на 1 мм) я ставил от 59А до 61А.
Совет только один - варите без отрыва(учитесь, тренеруйтесь), а уж если варите гнилые трубы, то ни кто вам не мешает найти обрезок хорошей трубы,очистить его, правильно подогнать, взять нормальные электроды и учится варить без отрыва.
Кстати вот когда допрут сварщики, что чем меньше d трубы, тем меньше нужен d электрода и заставят им это дать, вот тогда начнут прекрасно варить и мелкую трубу без отрыва.
Насчет электродов, я прекрасно варю 57 трубу МР-3 без отрыва, так же прекрасно варю без отрыва трубы d 16 - 32, только электроды беру 2мм.
А на счет легче, не легче - Мне без отрыва гораздо легче, да и быстрее - подогнанный и расхваченный стык 57 трубы - варю 6 минут с копейками, сжигая 2 электрода d 2,6мм.
Сварка круглой трубы без отрыва электродом с рутиловым покрытием!
Сварка круглой трубы без отрыва электродом с рутиловым покрытием! Alexader: Сварил радиатор из труб, насмотревшись вас. Должен сказать, что упражнение то ещё. Измучался. Но сделал. Без отрыва никак. Очень много соединений, зазоры плавают.
Короче, трубы - самое сложное. Сразу все положения. У вас тут хоть зазор не меняется, в жизни так редко бывает
Дата: 2021-02-05






Комментарии и отзывы: 9
Владимир
Роман здравствуй.
Возникла проблем. Варил печку для бани. Сталь3 толщина 6мм. Инвертор Интерскол-200/9, 4. Ток по крутилке 140-160А. Электроды ТМУ-21У Ф4мм. Прокалить не было возможности. Только просушил в духовке 200 С. Варил на улице в мороз -15 С.
Проблемы
1. Отвратительный поджиг.
2. Варить приходилось не просто на короткой дуге, а тупо вдавливать электродом в шов. Только таким образом получалось крошить обмазку. Она само сгорать не хотела и дуга гасла. Метал из электрода вытекал, а обмазка не сгорала.
3. Повторный пождиг был просто цирком. Долбить бесполезно - обмазка каменная. Приходилось дико стучать в стороне, но обмазка отлетала большими кусками и сильно оголяла электрод. Сильно оголённый электрод тупо залипал и его проходилось зачищать чирканьем.
4. Через 30 см от начала шва дуга вдруг начинала переходить с шипения к гудению и даже рёву как будто кто-то накидывал тока.
5. Шлак выглядел странно. Вместо чёрной глянцевой корки была бурая матовая и категорически сопротивляется отбиванию и зачистке.
Что можешь сказать про это?
И попутный вопрос. Как бороться с запотевание и обледенением маски от дыхания? Вариант не дышать был опробован, но не прижился.
Евгений
День добрый, Роман и Сергей! Видео как всегда в тему. У меня вопрос: Роман, встречался ли ты со сварочной маской партнёр? Подскажи, пожалуйста, в чем может быть проблема срабатывания фильтра? Батарейки новые, при розжиге фильтр срабатывает, а при отрыве электрода задержка происходит чуть ли не в минуту, либо пока на солнце не поднимешь. Очень затрудняет работу, особенно когда делаешь прихватки. Подскажи, пожалуйста!
Геннадий
Роман привет. Подскажи пожалуйста, купил себе года 3 назад сварочник, самый простой, самый дешёвый из Леруа т. к. ни разу не варил и только учусь, Arc-on 190A. Но провода ооооочень короткие, где то метр. Может ли удлинить хотя бы держатель до метров 5? Какие провода нужны?
Богдан
Здравствуйте ваши видео очень познавательные и полезные, но смотреть вас каждый на практике в течений 4 недель это не выносимо, особенно про топор очень познавательно но надоело, не могли бы вы хотя бы пару шуток вставить ото как нудно и грустно. Спасибо
Джанат
Мысль свою. или маленькая просьба к вам
Если можно, конечно
При сварке таких изделий, разделите видео как бы на сварку и электродами с основным покрытием.
Половину трубы - рутиловыми
Другую половину- с основным покрытием.
Ещё раз. успехов вам!
Ильяс
Спасибо за видео как всегда в тему!
А о маске сам на себе испытал и убедился что на этой вещи экономить нельзя! Попробуйте маску
Fubag Ultima 5-13 Panoramic Natural Color удивитесь и креплению оголовья и прекрасному виду, и чёткости фиксации в поднятом положении.
Николай
Насчет УОНИ 13/55, я научился варить с отрывом. Инвертор Ресанта 250А новодел. По мне это самые лучшие электроды, шлак не летит во все стороны, вообще нету проблем со шлаком, о нем вообще не думаешь. Да поначалу мучился их поджигать, ща легко поджигаю
Артём
Покажи как в один проход заваривать, с отрывом или без не важно. Мне на курсах поставили такую задачу заварить чтоб получился всего один замок, рутилом вертикал опустить чтоб получилось нормально спустя месяц у меня так и не получилось.
Георгий
Роман привет. Сергею по поводу маски пусть пересмотрит порядок набора прокладок и резинок на крутилке, у меня так же было не помню что и как но порядок с магазина напутан. Между гайкой с наружи и корпусом должна быть шайба.
Сварка электродами УОНИ с отрывом. Возможно или нет?
Возможно ли сваривать электродами УОНИ13. 55 с отрывом? Будем разбираться и показывать. Владимир: УОНИ 13/55 можно заварить облицовку, и она будет красивее чем той же ОКОЙ или Кейселем, просто надо уметь. Правильно для корня если используешь УОНИ не надо отрывать дугу, просто делаются движения вроде запятой справа налево или наоборот, или же по кромкам с обоих сторон, в зависимости от зазора, все зависит от умения сварщика, вот он показывает отрыв, а я просто чуть поднимаю вверх и отпускаю в ванну а электрод постоянно горит.
Дата: 2020-09-05





Владимир
УОНИ, это один из электродов, который спокойно варит с отрывом, в далёком прошлом его использовали для сварки корня на трубе, пока не появился Гарант, ну а потом LB и Фокс Цель, это на магистральных трубопроводах, а на сегодня они используются везде для сварки мелких труб и деталей, ещё есть заводы которые делают УОНИ похожие на электроды.
Molotkadiman
150 -160 ампер, что то не заметил я у тебя хорошего отрыва ) народ я уони на инвекторе использую тока когда чугун надо чтото подварить чугун со сталью а так не епитесь покупайте что надо для отопления ано 21 для монтажа можно мр3 на отопление не советую мр3 он заканчивается раковинкой может капать шов
yurokvasiliev
Я начинающий сварщик, и мне проще варить основными 1355 нежели рутиловыми электродами, почти всегда варю с отрывом, проблем нет, ничего не липнет. С рутиловыми электродами очень (как мне кажется) много шлака все кипит бурлит брызжет и тд
Вячеслав
мне лосиноостровские такие папались. писец просто изматерился. потом пензинские папались вот классные как рутилки горят и швы получаются так что не всё от рук электроды тоже роляют ну я пока не особо давно свариваю.
ваня
Здравствуйте! Пытался варить УОНИ 13/55 такого шва не получается, варил на 120 амперах, шов крепкий, но не казистый. Что посоветуете? варил лосино-островскими МП3, шов нормальный и все хорошо. Как привыкнуть к УОНИ 13/55?
Denis
А я как-то сразу обратил внимание на то что даже уоники повтороно зажечь так же просто как и рутиловые только пока он еще красный. А если уже остыл и это не проблема козырек отломил и дальше погнал.
Житель
Присылают электроды 3мм завернутые в бумагу, без маркировки, но они длиннее чем обычные на 10см то есть 45см, покрытие гладкое, а сам металл более тёмный? Что за электрод? Работаю в ржд
дмитрий
Вроде как с отрывом нельзя из за ухудшения металла шва, так как при погасании дуги воздух попадает на электрод. правда это наверно не про уони, них кончик закрыт. зиипешся стучать
Максим
подскажите в чем проблема. свежекупленые электроды УОНИ 13-55 3-ка. ставлю 80 ампер. электрод липнит. ставлю 100А, липнит, 120 липнит. угол наклона электрода 45 градусов. метал 3мм.
Все что нужно знать, чтобы варить вертикальные швы ручной и полуавтоматической сваркой даже без опыта
Хотите научится сваривать вертикальные швы и узнать, как правильно это делать. В нашей статье Вы найдете подробное описание и простой способ сварки вертикальных швов, которым получится заварить даже новичку.
Особенности

Вертикальные швы выполняют сварщики имеющий разряд не ниже 3 так как сварка этого вида шва процесс непростой. Он имеет ряд следующих особенностей:
В процессе выполнения вертикального шва расплавленный металл стекает под действием силы тяжести и образует такие дефекты как наплывы и с этим нужно справляться определенным образом.
Существует несколько техник выполнения сварки какая и в каком случае используется рассмотрим ниже.
Процесс выполняется на сниженных значениях сварочного тока (на 10-15 %) от значений для нижнего положения.
В зависимости от направления выполнения сварки вертикала используют обозначения В1- процесс выполняться «на подъем» начинают в нижней точке и поднимаются вверх, и В2 – «на спуск», то есть начинается в верхней точке и ведут до низа.
Принципы сварки и основные требования
Основным принципом при сварке вертикальных швов ручной дуговой (РД) сваркой является то, что процесс нужно вести снизу вверх непрерывно или с отрывом электрода.
Варить «на спуск» сверху вниз всегда сложнее, потому что металл будет активнее стекать и придется вести процесс на низких значениях тока, что зачастую не дает нужного проплавления.
При сварке же «на подъем» снизу вверх, металл сварочной ванны будет поддерживаться от вытекания ранее наплавленным и уже кристаллизовавшимся металлом. Вытекание металла будет особенно заметно после того, как он нагреется и станет более текучим.
Также важным принципом при сварке вертикальных швов является совершение колебательных движений электродом. О способах выполнения движений поговорим ниже.
Основные требования к подготовке и к сварке, следующие:
Свариваемые заготовки должны быть зачищены до металлического блеска, абразивным инструментом, напильником или металлической щеткой.
Далее производится сборка и прихватка. Прихватка — это сварочный шов небольшой длины выполняемый для того чтобы зафиксировать детали в процессе сварки. Так как из за увеличения температуры металл расширяется и деформируется.
Размер прихватки зависит от толщины свариваемых деталей. Как правило высота прихватки 0,5–0,7 от толщины деталей. Длина же их от 10 до 30 мм. Расстояние между прихватками 150-250 мм.
Проверка размеров после сборки. Проверяется зазор между деталями, угол скоса кромок (если это предусмотрено типом соединения), смещение деталей относительно друг друга.
Ниже приведены допустимые значения контролируемых параметров на примере стыкового соединения С17 с V-образной односторонней разделкой по ГОСТ 5264-80.

Условия получения качественного шва
Чтобы получать качественные соединения при выполнении вертикальных швов электросваркой необходимо соблюдать несколько важных условий:

Сила сварочного тока меньше (на 10-15%) чем при сварке в нижнем положении. Данное условие обеспечит минимальная стекание расплавленного металла и позволит избежать наплывов.
Выбор силы сварочного тока нужно проводить на пробной заготовке. Изначально нужно выставитьрекомендованные, среднии значения силы тока и начинать варить.
Если электрод часто гаснет, прилипает и дуга плохо и не стабильно горит – значит нужно тока добавить.

Если же при сварке кромки прожигаются и металл ванны как бы проваливается, то нужно значения снижать. Шаг настройки как правило 5 А, то есть если нужно прибавить добавляем на 5А и сновы пробуем варить и так пока не подберем оптимальные значения.
Процесс сварки должен вестись на «короткой» дуге. Длина дуги — это расстояние между электродом и сварочной ванной. «Короткой» считается дуга длина которой 0,5 – 1 диаметр электрода, но не более 1,5 мм.
Чем длиннее дуга, тем сильнее идет нагрев металла и выше её давление. Все эти факторы неизбежно приводят к дефектам в виде пор, прожогов, наплывов и подрезов.
Подрез — это сварочный дефект в виде небольшого углубления между сварочным швом и основным металлом.

Как варить вертикал – способы
Как уже говорилось ранее существует 3 техники снизу вверх, сверху вниз и сварка с отрывом электрода.
Опытный сварщики чаще всего используется техника снизу вверх он обозначается — В2. Процесс выполняется «на подъем» из нижней точки к верхней.
Реже используется способ сверху вниз – В1. Тут ситуация обратная сварка выполняется «на спуск» из верхней точки к низу.
Начинающие сварщики и любители используют такой метод как сварка с отрывом электрода.
Процесс идет снизу вверх «на подъем» при этом сварочная дуга зажигается и проваривают небольшой участок «сварочную точку», и дуга обрывается. После процесс повторяется до полного заполнения разделки.
Для первых двух способов лучше всего использовать электроды с основным покрытием, а для сварки с отрывом с рутиловым. Потому как рутиловые электроды обеспечивают более легкий поджиг дуги, но варить ими протяженные швы сложнее из-за большого количества шлака.
В процессе сварки шлак сильно растекается и начинающему сварщику сложно понять, где в сварочной ванне метал, а где расплавленный шлак. Из-за чего часто получается такой дефект как зашлаковка шва.
Подробно рассмотрим каждый из этих способов ниже.
Снизу вверх
Применяя данный способ легче всего контролировать сварочную ванну и проваривать большие толщины. Сварочный шов начинают в нижней точке и постепенно заполняя разделку поднимаются до верха.
Сам процесс сварки вертикального шва выполняется в несколько этапов: первоначально разжигается друга, длина которой немного больше 2–3 диаметра электрода. Это делается для того, чтобы прогреть металл и электрод не прилип. Прогрев происходит 2–3 секунды после чего длина другие уменьшается до 0,5–1 диаметра электрода.
Далее можно начинать процесс сварки, а именно наплавки в нижней точке небольшого валика (полки). Если толщина металла более 3 мм, то сварку нужно выполнять в несколько проходов. Первый – корневой проход нужно варить без колебательных движений, просто медленно ведя электрод снизу вверх или совершая возвратно поступательные движения вдоль разделки кромок.
При следующих проходах (заполнении и облицовке) электрод медленно перемещают от одной кромки к другой.
В процессе сварки нужно уделить особое внимание скорости ведения процесса, так как если вести сварку слишком медленно, металл начнёт стекать, образуя наплывы. В то же время если сварку вести слишком быстро, то есть риск не проварить стык.
Начинающие сварщики здесь могут использовать такой прием. Нужно вести сварку так, чтобы верхний край сварочной ванны был примерно на одной линии с верхней кромкой электрода.
Сварочный электрод при выполнении вертикальных швов снизу вверх держит как правило под углом около 45–50 градусов.
В тех случаях, когда нужно обеспечить более глубокий провар угол электрода выбирают ближе к 90 градусам. А когда металл начинает течь то электрод наклоняют на встречу сварочной ванне, удерживая расплавленный металл в сварочной ванне за счёт давления дуги.
Чтобы заполнить разделку, сварщику необходимо совершать колебательные движения электродом. Основные виды движении имеют форму: треугольника, полумесяца, буквы Z и другие. О них подробно будет написано ниже.
Сверху вниз
Метод сварки сверху вниз используется реже, так как техника его выполнения сложнее и требуется определённые сварочные электроды, которые позволяют варить «на спуск». При данном методе сварочный шов будет иметь меньшую глубину проплавления, но большую ширину. Это хорошо в тех случаях, когда нужно сварить тонкий металл, чтобы не прожигать его.
Процесс возбуждения дуги происходит при расположении электрода под углом 90 градусов к поверхности детали. После того как дуга загорелась электрод располагают углом на сварочную ванну, чтобы за счёт давления дуги не давать расплавленному металлу вытекать.
Процесс также выполняется с колебательными движениями. В данном случае чаще всего используются Z-образные перемещение или в виде полумесяца.
Этот способ (В1) часто применяется при полуавтоматической сварке, а при ручной дуговой достаточно редко.
Как варить вертикальный шов дуговой сваркой с отрывом
Несомненным плюсом способа сварки с отрывом является то, что им может варить вертикал даже новичок. Так как при использовании его металл будет успевать остыть и не будет течь. Это сильно облегчает процесс, но есть и минус в виде того, что скорость выполнения сварки сильно снижается.
Процесс выполнения, следующий:
- подключить аппарат на обратную полярность и выставить силу тока (подбирать значение на пробных заготовках)
- зажигается дуга в разделке кромок и увеличиваем ее длину до 1,5–2 диаметра электрода;
- электрод под углом 45–50 градусов.
- прогреваем металл в нижней точке 1-3 секунды перемещая электрод с одной детали на другую;
- металл остывает меняя цвет с ярко красного до бордового в этот момент снова происходит поджиг дуги;
- дуга переносится с одной детали на другую, задерживаясь на каждой из стенок совершая как бы движения по спирали накладывая точки одна на другую.
Как варить вертикальный шов — движения электрода
Для вертикальных стыков применяют чаще всего 3 вида перемещения электрода:
- Колебательные движения поперек стыка.
- Возвратно-поступательное перемещение вдоль стыка.
- Прямолинейное (прямое) перемещение.
Колебательные перемещения электрода позволяют получать швы большой ширины (до 3–4 диаметров электрода за один проход). Это серьезно увеличивает производительность, особенно в тех случаях, где толщины металла 20 мм и более.
Возвратно-поступательное и прямолинейное движения используются при сварке корневого прохода, также для деталей с небольшими толщинами и на нержавеющих сталях. Шов будет получаться более аккуратным и прочным, а в процессе выполнения можно отчетливо видеть, где шлак, а где металл. На данном способе легче удерживать одинаковую скорость и длину дуги, а следовательно, начинающим будет легче.
Хотите узнать что такое MIG MAG сварка и в чем отличие. Переходите по ссылке.
Возвратно-поступательные (для рутиловых электродов)

Возвратно-поступательное движение при сварке вертикальных швов чаще всего используются когда толщина соединяемых деталей небольшая (до 5 мм) сварка выполняется рутиловыми электродами. Также данный метод можно использовать при сварке корневого шва (корневой – это шов, который выполняется самым первым, при многослойной сварке).
Техника выполнения несложной и заключается в следующем:
- Зажигается дуга и проваривается небольшой участок шва ( 5-10 мм).
- Далее происходит возврат электрода на 1/3 заваренного участка.
- После электрод снова перемещают вверх проваривая новый 10-15 мм и так повторяется до конца стыка.
В результате получается сварной валик шириной 1,3-1,5 диаметр электрода.

Елочка
Для вертикальных соединений данный способ перемещения выполняют следующим образом:
- В нижней части наплавляется небольшая полочка, которая не даст металлу вытекать.
- Электрод начинают вести во вверх и вправо, после чего возвращаются вниз.
- Далее электрод ведут вверх и влево после чего снова возвращаются вниз.
- Так процесс выполняется до полной заварки стыка.
- Процесс необходимо ввести и равномерно (с одинаковой скоростью), чтобы получить максимально аккуратный шов.
Треугольник
Этот способ перемещения чаще всего используют, когда нужно сваривать большие толщины, так как он позволяет за один проход получать максимально широкий шов до 4 диаметров электрода. Его очень удобно использовать для тавровых соединений. Техника выполнения, следующая:
- Зажигается дуга и производится прогрев металла.
- В нижней части всё также нужно наплавить небольшую полочку на каждый из кромок.
- Начинаем сварку по центру, зажигаем дугу и немного задерживаемся (до 0,5 сек).
- Смещаем электрод на правую кромку и задерживаемся на ней.
- Переходим на левую кромку также задерживаемся на ней.
- Переводим на центр стыка чуть выше и повторяем процесс до завершения, задерживаясь на каждой из кромок и по центру.
Задерживаться нужно в точках для того чтобы шов имел плавный переход к основному металлу (не был чрезвычайно выпуклый), а также чтобы не образовывался подрез.
Полумесяцем и Z-образные перемещения
Z- образные перемещения, а также их усложнённая версия полумесяцем выполняются в следующей последовательности:
- Направляем полку внизу.
- Зажигаем дугу немного прогреваем металл.
- Электрод плавно и с одинаковой скоростью перемещается с одной кромки на другую
Если использовать данные способы для облицовки лучше применить угол близких к 90° чтобы шов не был чрезмерно выпуклый. При заполнении угол можно делать более острым.
Как правильно варить вертикальный шов полуавтоматической электросваркой
Сварка вертикальных швов полуавтоматом чаще всего выполняется с использованием проволоки диаметром от 0,8 до 1,2 мм. Для данного способа сварки очень часто применяется метод сверху вниз при толщинах до 4 мм без колебательных движений. Угол между горелкой и изделием должен быть около 20-35°.
Если толщина больше, то применяется сварка снизу вверх. Горелкой так же, как и при ручной сварке совершаются колебательные движения. Чаще всего это движение типа “треугольник” с задержкой в середине. Угол наклона горелки к изделию в районе 75–85 градусов.
Сварочную дугу ориентируют на передний край ванны. Это делается для того, чтобы за счёт давления дуги снизить стекания жидкого металла и обеспечить глубокое проплавления корня.
Виды соединений
Вертикальные швы выполняются на таких видах соединений как:
- Нахлёсточные;
- Стыковые (встык);
- тавровые;
- угловые.
Встык
Вертикальная сварка стыковых соединений чаще всего применятся для труб, конструкциях из листов и профильных изделий. Процесс бывает однопроходные и многопроходной, односторонний и двухсторонний на подкладке и без таковой. Самый распространённое стыковое соединение это с17 двухсторонней V-образные разделкой выполняемые без подкладки.
Сварка встык при толщине до 3,5-4 мм чаще всего выполняется без колебательный движений и без разделки кромок за один проход. В тех случаях, когда толщина более 4 мм производится разделка кромок и процесс выполняется с колебательными движениями электрода.
Внахлест
Нахлёсточное соединение используется при сварке листовых конструкций, а также приварки фасонных и профильных изделий. Самым распространенным является соединение Н1 по ГОСТ 5264. Нахлёсточные соединения могут быть толщиной до 60 мм согласно данного ГОСТа. Процесс сварки ведут, снизу вверх выполняя Z – образные колебательные движения.
Как сваривать вертикальный шов при тавровом или угловом соединении
Вертикальные угловые и тавровые соединения свариваются снизу вверх с колебательными движениями электрода в виде треугольника с задержкой на каждый из кромок и по центру.
Контроль длины электрической дуги
В процессе сварки вертикального шва чрезвычайно важным является контроль длины сварочной дуги. Увеличенная длина дуги ведёт к образованию множество дефектов таких как:
- наплывы;
- подрезы;
- кратеры;
- поры;
- брызги;
- неравномерность шва;
- прожоги металла.
Начинающим сварщикам необходимо тренироваться удерживать одинаковую длину дуги особенно при выполнении движений электродом.
Различают следующие длины дуги:
- Короткая дуга (которой 0,5 – 1 диаметр электрода, но не более 1,5-2,0 мм).
- Нормальная дуга — 2,0-3,0 мм.
- Длинная дуга — более 3,5 мм.
Для ручной дуговой сварке рекомендуется использовать именно короткую дугу. Использование нормальной длины дуги также допустимо.
Таблицы режимов сварки
Для наиболее часто применяемых электродов группы Э50 (для группы материалов М01 – углеродистые и низколегированные «черные» стали) ниже приведены режимы сварки вертикальных соединений.
Зачистка сварных швов
По окончанию всех сварочных операций сварочный шов зачищается минимум на 50 мм в обе стороны.

Зачистку производят абразивным инструментом, металлическими щётками или наждачной бумагой. В процессе зачистки с поверхности шва убирают шлаковую корку и брызги металла.
Если сварочный шов будет подвергаться УЗК или рентген контролю то шероховатость поверхности должна быть не более Rz40.
Читайте также: