Сварка швеллера и трубы
Обновлено: 16.05.2024
Существует несколько технологий, подходящих для качественной сварки швеллеров. Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Сварка швеллеров: электродуговая или газовая?
Электродуговая сварка имеет ряд преимуществ, так как выбор электродов большой, плюс их параметры обеспечивают более удобные условия для осуществления сварки швеллеров. Вот какие рекомендации нужно соблюдать при использовании электродуговой сварки:
- Все соединения следует выполнять внахлест, температура прокалки – 250 градусов.
- Места соединения очищают от загрязнений и ржавчины, работают короткой дугой.
- Сваренные конструкции не должны использоваться при температуре ниже 40 градусов.
Газовая сварка – еще один способ соединения швеллеров, которым пользуются не всегда по причине высокой температуры нагрева. Из-за этого меняются характеристики металлов, что негативно сказывается на всей конструкции. Но если нужно устранить дефекты готовых металлоконструкций, то подходит именно газовая сварка.

Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров. Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка. При сварке необходимо проварить две стороны накладки.

Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Как сваривать двутавровые балки

Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Но какой бы метод вы ни выбрали, всегда помните, что нужно соблюдать последовательность действий. Нельзя сначала разделывать кромки, а потом зачищать металл, после чего варить. Все этапы должны быть выполнены в соответствии с технологией. Если в ГОСТах указано, что сначала выполняется очистка металла, а потом все остальное, то следуйте этим правилам. И вообще ГОСТы — это ваши лучшие друзья. Ведь в них прописаны все особенности, которые нужно учитывать в работе. Как мы уже писали выше, рекомендуется вести шов от середины швеллера к его краям. При этом сначала варят наиболее толстую часть швеллера. Чтобы лучше осознавать результат, который вы хотите получить после выполнения работ, воспринимайте сварное соединение как дефект. Да, именно так. Ведь шов в любом случае ухудшает прочность всей конструкции, пусть и незначительно. Да, даже самое качественное соединение способно уменьшить прочность до 10%. Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Как сварить швеллер между собой

Любое сварное соединение ослабляет конструкцию и отдельные его узлы.
Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат.
Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Как правильно сделать сварную трубу из швеллеров?
Вот хочеться сделать прогоны из швеллеров спаренных в коробку.
Сечение подобранно, но вот вопрос, как их правильно сваривать между собой.
Если варить сплошной шов, то тогда коробочку начинает немного закручивать.
Да и трудоемко это.
Как правильно расчитать прерывистый шов.
как практик могу посоветовать:
- ведет от того что происходит неравномерный нагрев при сварке, чтобы этого избежать рекомендую варить прерывистым шахматным швом с большим шагом, а потом равномерно обваривать заполняя промежутки
Прерывестый шов и поверх с некоторым шагом наложить платики- квадраты и обварить их к швеелерам по контуру
А объясни зачем для прогонов работающих на изгиб применять коробчатое сечение из швеллеров, чем двутавры не устраивают.
К тому же внутри замкнутого сечения может образовываться конденсат ну и дальше все вытекающие последствия
| Если варить сплошной шов, то тогда коробочку начинает немного закручивать. |
Это смотря кто варит. Встречался со спецами, которые на площадке на козлах сплошной шов нормально делали.
шов является конструктивным и расчета не требует. Я всегда использую сплошной шов т.к сечение должно быть герметичным и обязательно ставлю заглушки на торцах
Механизатор широкого профиля (б/у)
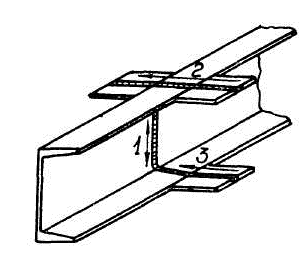
К сожалению, потерял одну книгу, в которой такие вещи рекомендовалось варить следующим образом (см. прилагаемый рис.)
1. Т.к. при непрерывном сваривании от точки А до точки F напряжения в сварном шве монотонно возрастают, то при достаточно большой длине свариваемых швеллеров они сильно изгибаются. Наступает момент, когда шов просто рвется.
2. Чтобы избежать этого, нужно:
а) состыковать два швеллера и скрепить их прихваточными швами.
б) последовательно сваривать так, так на рисунке показано стрелками: сначала сверху - от точки В к точке А (шаг 1), затем снизу - от точки В к точке А (шаг 2), затем опять сверху - от точки С к точке В (шаг 3), опять снизу от точки С к точке В (шаг 4), и т.д.
Проверено на практике.
Делали самопальный редлер (скребковый транспортер) длиной 18 м с днищем, охлаждаемым водой. Использовали швеллер №24 и лист 5. При попытке сварить сплошным швом уже через 1,5 м швеллер так изогнуло, что ВСЕМ стало ясно: кина не будет.
По представленной схеме дело пошло на лад. Незначительный изгиб на длине 9 м (порядка 50 мм) легко исправили на вальцевом станке.
[ATTACH]1169833508.jpg[/ATTACH]
Меня как-то монтажники уму-разуму учили, говорили, что снизу балки есть смысл варить, чтобы влагу не подсасывало, а вот сверху - прерывистым. С торцов - заглушки. А варить в шахматном порядке, затем доваривать промежутки - да не на стройке, а в теплом боксе, а то температурные перепады хорошо профиль поведут.
Спасибо.
Технология - это здорово.
Только трудоемко это, то с одной стороны, то с другой, заваривать промежутки и т.д.
А шов-то прерывистый как посчитать.
Чтобы составное сечение работало на изгиб как единое целое.
Некоторые заказчики не хотят на объекте совдепии в виде двутавров или швеллеров и, к примеру, хотят, чтобы зенитный фонарь был "весь такой квадратненький/кругленький/прямоугольненький".
Вот тебе и "коробочка" выплывает
Как правильно сварить два швеллера полками друг к другу?
Есть задача сварить два швеллера 18П полками внутрь, чтобы получился прямоугольник в разрезе. Это будет подстропильная срединная балка. Также надо сварить два швеллера 12П тоже полками внутрь - тоже подстропильная срединная балка.
Вопрос в том, как правильно это сделать? Сварщик я начинающий, хотя варю уже довольно хорошо, но не знаю, как сделать именно эту работу. Нужно ли держать швеллеры на расстоянии 3 мм, чтобы в этот промежуток наплавлять электрод 3 мм, при этом, думаю, надо соединить швеллеры с помощью струбцин, да? Сколько надо струбцин на 6 м швеллера 18П? Видимо, надо также делать прихватки, чтобы металл не "повело" от нагрева. Делать прихватки надо сразу по всей длине и с обеих сторон или как-то по-другому? Понимаю, что сплошной шов не нужен. Тогда какой длины должны быть швы и промежутки между ними?
Какие еще нюансы?
Подскажите, кто знает, пожалуйста.
Лично я думаю, что как раз нужен.
3 мм много. Да и вообще промежутка не надо. Просто прижать струбцинами и варить. Как варить - не знаю. Как то накладывают не подряд, а с перерывами. Сварил 150мм пропустил 150, потом вернулся когда это место остыло снова на те 150. Но это я так. сам не умею варить . Я когда то варил 2 12-ых швелера в коробку. Где то пол метра шва наложил. Когда струбцину отпустил - шов благополучно треснул по всей длине. Больше мне варить не давали
Всегда закладываю в проекты такие вещи (коробчатое сечение балок в виде сваренных швелелров с параллельными полками) под небольшие нагрузки в целях экономии металла, с прерывистым швом (ибо поведет прокат и смысла под небольшие нагрузки по всей длине варить нет). Стыкую прокат без зазора. Катет шва не менее 6 мм.
Pavel_MO, если Вы делаете по проекту - то в нем должен быть указан тип сварного шва в соответствии с ГОСТ. От этой информации и отталкивайтесь.
конструктор, смею надеяться, что инженер
моя имха - сварка по поконцам полок швеллера НЕ РАБОЧАЯ в некоторых случаях, поясняю почему - швеллер с уклоном полок по ГОСТ - какая толщина полки в том месте где вы будете варить? очччень тонкая. Да будет нести какую то нагрузку, фиг знает сколько (количество) и сколько (время). Всегда швеллера соединяю накладками по полкам.
Продажа навыков и умений
Если брать с точки зрения расчетной, то сваривать можно через 40 радшусов инерции швеллера, для обеспечения устойчивости сжатого пояса. Длина шва 6 см. Хотя в проектах всегда писал 100 мм через 300.
по нормам положено варить сплошным швом а не прерывистым
В СНиП есть пункт, что замкнутые профили должны быть герметизированы.
Сварка обратно ступенчатым способом либо с шагом 100/200, и варить с середины. А сплошняком варить будеш его винтом загнет и сабля будет..вообщем брак.
Учитель младших классов, вечный студент, самый генеральный конструктор.
Сложить аккуратненько впритык, в центре сварить миллиметров 10, по краям тоже. Перевернуть и повторить с другой стороны.
Теперь посваривать от центра опять миллиметров по 10 с шагом 200-300 мм.,только не всю длину сразу с одной стороны. а поворачивая.
Когда вся балка сшита, можно поварить , но по кускам , как кто то писал. Миллиметров по 100, то с дной, то с другой стороны и не подряд, а вразброс, чтоб не было нагретого участка балки. Ток надо подобрать чтоб не было подрезов и наплыва, так прогревать, чтоб проплавить стык. Можно отрезать два куска и потренироваться, заглядывая внутрь.
Варить надо электродами УОНИ. АНО хрупкие. Варить из расчета, что все швы потом пройти повторно, но опять обязательно вразброс и поворачивая..
В итоге, как писано выше , должен быть шов по 100 мм через 100 или 200. Если торцы свободны - ни о какой герметизации можно не говорить.
Электоды только надо прокалить, а то замучаетесь. И шов будет неаккуратный.
Как приварить швеллер

Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.

- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Способы сварки швеллеров между собой по ГОСТу

Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
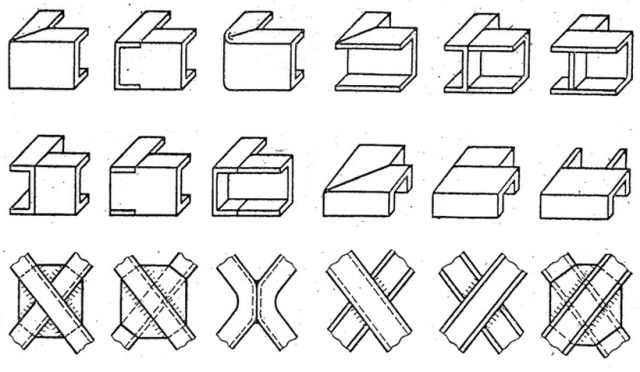
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
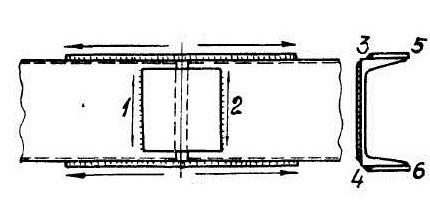
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Балки и возможные варианты их сваривания
Стыковое соединение между одинаковыми швеллерами. Накладные монтажные швы выполняются на тонком металле (1,2), а после на более толстом 3. Соединение используется для получения маломощных конструкций.

Комбинированное соединение. После выполнения стыковых соединений часто дополнительно применяют и угловой шов (4). При этом продольные швы никогда не доводят до окончания балки на расстояние, которое зависит свариваемых металлов и ширины полки швеллера. Так для низкоуглеродистой стали это расстояние равняется ширине полки (В), а для легированных металлов — двум размерам полок (2В). Для выполнения конструкций средней мощности используют такой вид соединения.

Соединение со смещенным стыком. Данное соединение выполняется двумя сварщиками и используется для сваривания швеллеров с разными по толщине полками. Первый шов выполняется для более толстого металла (1). Стыковое соединение (3) проводится согласно правилам, а угловые соединения (4) необходимо проводить одновременно двумя сварщиками (от краев балки к середине).
При изготовлении более сложных металлоконструкций используются эти же методы сваривания. Вся конструкция разбивается на отдельные узловые соединения, в которых происходит сваривание швеллеров. Монтаж конструкции всегда начинают от середины к краям и со швеллеров из более толстого металла, а после из более тонкого. Близко друг к другу швы располагать не желательно, лучше использовать подкладки из металла и дополнительные усиления конструкции.
Соединение швеллеров требует определенной последовательности действий и точного плана выполнения монтажа. Важность каждого шва нельзя недооценивать, так как существует большой риск потери всех преимуществ использования швеллеров для прочности конструкций.
Читайте также: