Сварка стали 20 со сталью 09г2с
Обновлено: 20.05.2024
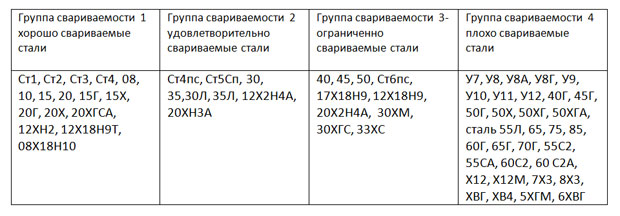
Свариваемость стали - характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
Группа свариваемости 1 - хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 - удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 - ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 - плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки - подвергнуть термообработке.
Сварка труб из стали 20

Материал относится к малоуглеродистым конструкционным сталям. Из него изготавливают широкий ассортимент проката: от поковок до прямошовных патрубков.
Сырье обладает хорошей свариваемостью и не требует предварительного подогрева. Последующая термообработка также не требуется. После обработки сплав не теряет прочности, надежности, а полученный шов (рубец) выдерживает значительное механическое воздействие.
Способы сварки
Трубные конструкции из ст20 сваривают по-разному. Наиболее распространены три технологии:
- термическая: к ней относятся газовая, лазерная, плазменная, дуговая, электронно-лучевая;
- механическая: в эту группу входит состыковка металлоизделий трением и взрывом;
- термомеханическая: комбинированный способ подразумевает воздействие на металл повышенной температурой и механическими усилиями. Подходит для скрепления малогабаритных частей.
Кроме того, выделяют подвиды в зависимости от способа проведения работ: механизированную и ручную технологии.
Для низкоуглеродистого сплава двадцать оптимально подходит электросварка (полуавтоматическая в среде защитных газов, автоматическая с применением проволоки, ручная дуговая, ручная аргонодуговая). Газовую используют реже: она представляет повышенную опасность из-за баллонов с газом, который находится под повышенным давлением.
Регламентирующий стандарт
Основные требования, которым должны соответствовать физико-химические свойства ст. 20, прописаны в ГОСТ 1050-2013.
В России действуют несколько госстандартов, которые касаются типологии сварочных способов. Так, виды сварочных швов прописаны в ГОСТ 14771-76, 5264-80.
Стандарты на сварные соединения, правила аттестации сварщиков содержатся в ГОСТ 5264-80, 8713-79, 11533-75 и др.
Технология сварки
Обычно делится на три этапа: подготовительный, непосредственно металлообработка, завершающий. По нормативам в первый входит очистка поверхности заготовок от грязи, жира; выравнивание стальных труб в месте стыка; подбор подходящего режима сваривания. Зачистка краев элементов от окалины, заусенцев и обезжиривание поверхностей позволит избежать дефектов в полученном шве.
После подготовительных мероприятий приступают ко второму этапу – свариванию.
- Включают сварочный аппарат, к которому присоединен кабель с держателем стержней. Выбор источника тока, режима зависят от толщины деталей, опыта сварщика, метода работ. Также необходимо зафиксировать на обрабатываемых заготовках земляные контакты.
- Выполняют предварительный подогрев (для стали двадцать он не требуется).
- Устанавливают прихваточные швы. Их размеры, количество определяются толщиной металла на деталях, размером заготовок.
- Осуществляют проварку изделий по контуру.
На завершающем этапе сварной рубец очищают от шлака. Остывший затвердевший покров отбивают молотком. С помощью жесткой щетки его зачищают от окалин, брызг раскаленного металла, наплывов. Если количество образований большое, задействуют шлифовальную машинку или болгарку. После полученные рубцы осматривают, чтобы исключить дефекты или непроваренные участки. В промышленных условиях для визуального контроля используют рентген-просвет.
Какими электродами варить трубу
При работе не обойтись без расходных материалов – электродных прутков. Они представляют собой металлический стержень, на поверхность которого нанесено специальное покрытие (обмазка). Оно обеспечивает защитный слой (пленку), который предотвращает попадание в шов кислорода и азота.
Виды оборудования по типу защитного слоя:
- с рутиловой пленкой ‒ нужны для создания угловых швов, прихваток;
- с целлюлозным покрытием ‒ используются для скрепления объектов с большим диаметром. Позволяют создавать кольцевые, вертикальные швы;
- с рутилово-целлюлозным слоем ‒ комбинация востребована при выполнении сложных конструкций (например, вертикального шва сверху вниз).
При подборе стержней учитывают несколько факторов: режим функционирования, мощность аппаратуры, условия, при которых выполняется работа, качество металла и другие. Выбор сердечника строго регламентируется специальными документами.
Электроды для трубопроводов под давлением
Для присоединения трубных секций из ст.двадцать оптимальны прутки Э42А УОНИ-13/45. Если в их составе присутствуют материалы 30ХМА, 20Х3МВФ, лучше выбрать оборудование ЭП-60, ЦЛ-19ХМ, ВСН-2.
Также для стыковки магистралей высокого давления применяют марки ОК 74.70, ОК 53.70. Последние покрыты специальным флюсом, позволяют проводить качественную обработку сетей, которые созданы на основе малоуглеродистых сталей. В результате получается сварное соединение, которое обладает повышенной пластичностью, хорошей ударной вязкостью.
Электроды для газопроводов
Для газопровода используют несколько марок. Наиболее универсальной считается ОК-46. Она обеспечивает качественный шов, поэтому часто используется при обработке ответственных сооружений (в т.ч. в судо- и авиастроении).
Прочные долговечные швы в поворотных и неповоротных местах газовых магистралей позволяют получить марки ЛБ-52, УОНИ-1355, МТГ-01К. Для этих стержней характерна стабильная дуга, легкое удаление шлакового покрова, небольшое разбрызгивание.
Электроды для нефтепроводов
Среди отечественных элементов наибольшее распространение получили сертифицированные марки ЛЭЗ ЛБгп. Устройства с диаметром 2,5 - 4 мм покрыты кремнием, серой, углеродом, марганцем.
Также для нефтепроводов применяют оборудование иностранных производителей: ОК 53/70 (Швеция), LB 52U (Япония) и др.
Электроды для тепловых сетей
Для создания короткой дуги часто используют марку ЦЛ-9 с низким содержанием водорода. Она позволяет работать в любом пространственном положении, но выделяет токсичные ядовитые вещества при горении. Также для тепловых сетей выбирают проволоку Э42А, Э-09Х1МФ, УОНИИ-13/45.
Сварка труб из стали 20 и 09г2с
Сплавы отличаются невысоким содержанием углерода. Они не закаливаются, не склонны к перегреву, устойчивы к образованию трещин. Для ручного или автоматического скрепления конструкционных слаболегированных веществ 09Г2С и 20 подходит оборудование УОНИ-13.55, Э42, АНО-21, ОЗС-12, МР-3 ЛЮКС. При соблюдении технологии, грамотного подбора сырья и аппаратуры получается прочный участок сварного соединения.
Технология сварки разнородных сталей

Разнородными принято считать стали, которые отличаются атомно-кристаллическим строением, т.е. имеют ГЦК-, ОЦК- решетку или принадлежат к разным структурным классам (перлитные, ферритные, аустенитные), а также стали с однотипной решеткой, относящиеся к различным группам по типу и степени легирования (низколегированные, легированные, высоколегированные). Они содержат в сумме до 5, 10 или свыше 10 % хрома и других легирующих элементов соответственно.
В табл. 1 приведены основные группы сталей, применяемых в машиностроении. Из них формируют различные сочетания для изготовления сварных конструкций.
Табл. 1 Классификация сталей, применяемых в сварных соединениях разнородных сталей
Класс сталей и сварочных материалов
Характеристика сталей
Марки (примеры)
Перлитные и бейнитные
09Г2С, 10ХСНД, 20ХГСА
30ХГСА, 40Х, 40ХН2МА, 38ХВ
Теплоустойчивые (Cr-Мо и Cr-Mo-V)
12МХ, 12Х1МФ, 20Х1М1Ф169
Мартенситные, ферритные, ферритно-мартенситные, аустенитно-мартенситные, ферритно-аустенитные
12 %-ные хромистые, жаростойкие
08X17Т, 15Х25Т, 20X17Н2
12 %-ные хромистые, жаропрочные
Аустенитные стали и сплавы на никелевой основе
Аустенитные коррозионно-стойкие и криогенные
Жаропрочные никелевые сплавы
Конструкции, сваренные из разнородных сталей, называют комбинированными. Они применяются в тех случаях, когда условия работы отдельных частей конструкции отличаются температурой, агрессивностью среды, особыми механическими воздействиями (износ, знакопеременное нагрузка и т.п.).
Особенности технологии сварки комбинированных конструкций из сталей различных структурных классов
Одна из причин пониженной свариваемости перлитной и аустенитной сталей - образование хрупкого мартенситного слоя или карбидной гряды в объеме переходной кристаллизационной прослойки, у которой уровень легирования металла снижается, приближаясь к перлитной стали. Образование этой прослойки объясняется ухудшением перемешивания жидкого металла в пристеночных слоях. При небольшом запасе аустенитности металла шва толщина этой прослойки может достигнуть критической величины, при которой происходит хрупкое разрушение сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочтение технологии, при которой толщина кристаллизационной прослойки минимальна. Этого достигают следующими методами:
- Применением высококонцентрированных источников тепла (электронный луч, лазер, плазма);
- Разделкой кромок или их наплавкой (рис. 1), уменьшающей долю участия сталей;
- Выбором режимов сварки с минимальной глубиной проплавления;
- Переходом к дуговой сварке в защитных газах, обеспечивающей интенсивное перемешивание металла ванны.
Преимущества сварки комбинированных конструкций в защитных газах связаны с увеличением температуры расплавленного металла, снижением поверхностного натяжения и, соответственно, увеличением интенсивности его перемешивания, что вызвано ростом приэлектродного падения напряжения сварочной дуги и увеличением кинетической энергии переноса капель электродного металла и плазменного потока в дуге.
Добавление в аргон кислорода, азота, углекислого газа усиливает отмеченные преимущества. Добавки кислорода повышают температуру ванны также тем, что вызывают экзотермические окислительно-восстановительные реакции. В результате отмеченных явлений снижается уровень структурной и механической неоднородности в зоне сплавления перлитной стали с аустенитным швом.
При ручной дуговой сварке положительные результаты получают в противоположном варианте, т.е. при снижении температуры сварочной ванны, что зависит от температуры плавления электрода. Снижения температуры плавления электрода достигают увеличением содержания никеля и марганца. Применение таких электродов является наиболее радикальным мероприятием и при сварке под флюсом, одновременно уменьшающем ширину кристаллизационных и диффузионных прослоек (рис. 2).
При сварке под флюсом перемешивание ванны также может быть усилено увеличением силы тока, напряжения или скорости сварки. Однако рост этих параметров приводит к неблагоприятному изменению схемы кристаллизации (увеличению угла срастания кристаллитов), что увеличивает риск образования горячих трещин. Скорость сварки, как правило, не должна превышать 25 м/ч. Интенсивному электромагнитному перемешиванию ванны препятствует наличие шунтирования магнитного поля перлитной сталью, а также нарушение шлаковой защиты. В этом процессе весьма эффективен ввод внутренних стоков тепла в виде охлаждающей присадки (рис. 3), также снижающей температуру ванны.
Табл. 2 Выбор композиции наплавленного металла и термообработки для сварки перлитных и бейнитных сталей с аустенитными сталями и сплавами
Группа свариваемых сталей (см. табл. 1)
Композиция наплавленного металла
Предельная температура эксплуатации, °С
Термическая обработка
VI – VIII + XI – XIII
При формировании следующего слоя 2 со стороны перлитной стали в нем участвует основной металл (т. П), и корневой шов (отрезок а - в), образуя ванну состава т. Д, а также входящий в нее электрод (т. В), что в сумме создает металл слоя со структурой в - г, соответственно долей их участия. Аналогично слой 3 со стороны аустенита характеризуется отрезком е - д.
Большой запас аустенитности металла шва позволяет предотвратить образование малопластичных участков с мартенситной или карбидной структурой в корневых швах и слоях, примыкающих к перлитной стали в условиях неизбежного колебания долей их участия. Однако для этого варианта технологии будет характерна высокая склонность к возникновению горячих трещин в однофазном аустенитном металле шва, образующихся по границам зерен, сформированных в результате миграции. Для их предотвращения в швах со стабильно аустенитной структурой наплавленный металл легируют элементами, снижающими диффузионные процессы при высоких температурах, применяют электроды типа Х15Н25АМ6, содержащие 6 % Мо и 0,2 . 0,3 % N. Они препятствуют развитию высокотемпературной ползучести и межзеренного проскальзывания в твердом металле при сварке, повышая при этом пластичность в температурном интервале хрупкости и тем самым предотвращают образование горячих трещин. Более сложный вариант технологии необходим при сварке жестких узлов из аустенитной и среднеуглеродистой стали мартенситного класса, когда в корневых слоях из-за увеличения до 0,5 доли участия основного металла возможно образование горячих трещин, а в верхних слоях - холодных трещин типа "отрыв" и "откол". В этом случае корневые слои выполняют электродами, содержащими до 60 % Ni и 15 % Мо.
Указанные электродные материалы с однофазной аустенитной структурой шва применяют и при сварке перлитных сталей с термоупрочняемыми жаропрочными аустенитными сталями и никелевыми сплавами.
В большинстве таких случаев при сварке перлитных и термически неупрочняемых аустенитных сталей группы IX применяют другой - аустенитно-ферритный электрод, образующий в наплавленном металле 10 . 12 % ферритной фазы и допускающий долю участия перлитной стали в металле шва до 30 %. При смешивании материала электрода и расплава в том же соотношении будет получен шов, содержащий 4 . 6 % дельта-феррита, что исключает образование горячих трещин, но несколько увеличивает толщину кристаллизационной прослойки.
Такой вариант технологии допустим при сварке аустенитных сталей с перлитными (группы II - III), содержащими активные карбидообразователи для ограничения диффузии углерода, либо содержащих весьма малое количество углерода путем его частичной замены азотом.
Для сварных узлов, эксплуатирующихся при высоких температурах, необходимо применение высоконикелевых электродов типа ХН60М15. Швы, выполненные такими электродами хорошо работают в условиях теплосмен из-за равенства коэффициента линейного расширения с перлитной сталью (см. табл. 10.2). Этими электродами заваривают дефекты литья сталей групп IV и V без последующей термообработки.
При недостаточности или неприемлемости указанных технологических вариантов прибегают к сварке через проставки или к предварительной, в том числе комбинированной (см. рис. 10.9) наплавке кромки перлитной стали аустенитным металлом, с последующей сваркой таких заготовок аустенитно-ферритными сварочными материалами с регламентированным количеством ?-Fe (2 . 6 %).
При сварке кислотостойких и жаропрочных высокохромистых ферритных сталей (гр. VIII) с аустенитными (гр. XI . XIII) принципиально возможно применение как аустенитных, аустенитно-ферритных, так и высокохромистых электродов, поскольку при перемешивании в ванне указанных сталей с электродным металлом при доле его участия до 40 % металл шва сохраняет такую же структуру, как и у наплавленного указанными электродами. При этом с повышением температуры эксплуатации выше 500 °С предпочтительны высокохромистые электроды. При эксплуатации в условиях термоциклирования необходимо сваривать указанные сочетания сталей аустенитными электродами на никелевой основе, поскольку их коэффициент линейного расширения близок с высокохромистой сталью. Для удовлетворения требований жаростойкости шва следует применять электроды с высоким содержанием хрома (25 . 27 %) и никеля (12 . 14 %), что позволяет их эксплуатировать при 1000 °С.
При неагрессивных рабочих средах соединения указанных сталей, подвергаемые термообработке, могут быть выполнены электродами типа Э-08Х15Н25АМ6, которые допускают значительное перемешивание с основным металлом без образования горячих трещин. Если термообработка невозможна, рекомендуется облицовка кромок закаливающихся сталей электродами на никелевой основе.
Третий вариант технологии предусматривает предварительную наплавку на перлитную закаливающуюся сталь аустенитного слоя, при которой производится предварительный или сопутствующий подогрев, обеспечивающий необходимую скорость охлаждения, с последующим отпуском для устранения закалки. После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней.
Во всех случаях сварки разнородных сталей важным параметром процесса является уровень содержания водорода в шве, зависящий от длины дуги и температуры прокалки электродов. Водород вызывает пористость швов и способствует развитию зародышей всех указанных выше типов холодных трещин в закаленных зонах. Поэтому необходимо применять низководородистые электроды с основным покрытием и флюсы на фтористо-кальциевой основе.
Другое сочетание сталей разнородных структурных классов в сварных конструкциях - сварка перлитных и высокохромистых сталей. При сварке перлитных сталей с 12 %-ными хромистыми сталями необходимо предотвратить образование мартенсита и холодных трещин, а также развития диффузионных прослоек при отпуске и высокотемпературной эксплуатации. При выборе сварочных материалов следует исключить образование хрупких переходных участков в зонах перемешивания сталей. Для обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса (табл. 3). В этом случае в переходных участках со стороны высоколегированной стали, содержащих до 5 % хрома, сохраняется высокая пластичность, вязкость, а также длительная прочность соединения в целом. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством более активных, чем хром, карбидообразующих элементов.
Табл. 3 Выбор композиции наплавленного металла и термообработки для сварки перлитных сталей с мартенситными, ферритными и аустенитно-ферритными
Технология сварки углеродистых и низколегированных сталей
Низколегированная сталь марки 09г2с за счет своих свойств (малый процент легирующих компонентов) при сварке не перегревается и не закаливается. Это дает возможность варить сталь и конструкции из нее широким рядом электродов для сварки .
Электроды для сварки низколегированных сталей марки 09 г2с с временным сопротивлением разрыву до 60 кг/см2 — обозначаются « У». (ГОСТ 9467-75)
При ручной сварке применяют:
Электроды УОНИИ 13/45 (Э 42а)
Этими электродами сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха. Металл сварного шва требует более жестких показателей прочности.
Электроды отличаются минимальным распылением металла при сваривании..
Электроды выбирают в зависимости отих линейного размера, который связан с их диаметрами: от 300 мм до — 450 мм .
Значение диаметра и положение швазадают силу тока( в А.)
По отзывам сварщиков эти электроды оказывают меньшее воздействие на качества наплавленного металла и не ухудшают его свойств. А так же у них отличная способность удаления нагара.
Сваренные швы выдерживают значительные нагрузки, что выгодно отличает эти электроды от других .
Электроды УОНИИ13/55 С (Э 50а)
Этими электродами так же сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
Этими электродами возможно делать сварочные швы в любом местонахождении в конструкциях. Работают на обратном постоянном токе .
Металл шва содержит малый процент водорода и имеет повышенную устойчивость к образованию трещин.. Отличаются отличным самоотделением шлака.
Сварка ведется короткой дугой почистым от жировых и прочих загрязнений поверхностям.
Значение диаметра и положение шва задают силу тока( в А.)
Электроды могут дать порообразование , если удлиняется дуга по окисленной поверхности.
Электроды МР-3 (Э 46)
Этими электродами сваривают конструкции и детали из стали 09г2с при всех расположениях шва. Исключение – вертикальный шов сверху вниз. Работают электроды от тока любой полярности от источников питания с напряжением не менее 65 В. Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
Разрешается сварка ржавого, влажного, а так же недостаточно очищенного металла. Имеют достаточно высокую производительность сварки.
Сварка швов конструкций и проката средних и больших толщин в нижнем расположении конструкции проводится на более высоких режимах.
Сваривают электродами на короткой длине дуги, но разрешена сварка и на средней длине дуги.
Электроды ОЗС-4 (Э 46)
Электроды с покрытием из оксида титана (рутиловым), с успехом применяют для сваривания деталей и конструкций из стали 09г2с во всех плоскостях. Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
При работе с этими электродами сокращается время сварки.
Работают электроды от постоянного тока и переменного. Этими электродами можно сваривать даже окисленные конструкции , при этом сохраняется красивый вид шва.
Они применяются прежде всего в ответственных конструкциях.
Технология
Ручная дуговая сварка – наиболее распространенный метод соединения материалов сварочных конструкций, при котором вручную:
Работа проводится покрытыми электродами. Способ заключается в горении сварочной дуги с электрода на свариваемый предмет. Кромки изделия оплавляются, металл электродного стержня и покрытие электрода расплавляются. Основной металл и материал электрода кристаллизуются, образуя сварной шов.

Схема ручной дуговой сварки покрытыми электродами
Используемые электроды и оборудование
Марка и тип выбираются с учетом:
- назначения изделия;
- степени его ответственности.
Типы электродов металлических покрытых для ручной дуговой сварки низколегированных сталей прописаны в ГОСТ 9467-75.
Информация об электродах для сварки низколегированных конструкционных сталей представлена в таблице.
Какими электродами воспользоваться при сварке труб — основные виды, их характеристики и особенности
Для сварочных работ без электрода не обойтись. На сегодня рынок предлагает более двухсот видов, в которых сложно разобраться. Ведь каждый стержень предназначен для отдельного вида работы.
Шов газовых или водопроводных труб должен быть особенно прочным. С помощью, каких электродов этого можно добиться, мы поговорим с вами в этой статье.
Как обеспечить надежность сварочного шва, так, что бы он мог выдерживать высокое давление? Каким должен быть состав стержня для труб насосно-компрессорные трубы (НКТ)?
В нашем обзоре мы поможем новичку разобраться с широким выбором электродов.
Как варить нержавейку полуавтоматом
Часто детали для соединения могут располагаться в труднодоступных местах. Сварка нержавеющей стали полуавтоматом обеспечивает надежный шов, который защищен от преждевременного износа.
Подготовка металла
Перед выполнением работ по соединению присадочной проволокой необходимо подготовить детали:
- в месте соединения удаляют все загрязнения;
- проводят обезжиривание металла, для надежности шва и защиты от трещин, помогут при этом растворители;
- для удаления избыточной влаги детали рекомендуется нагреть до значения 100°С.
Техническая схема сварки
Для соединения нержавеющих сплавов при помощи сварки применяют три метода:
- для деталей маленькой толщины необходим метод короткой дуги;
- при струйном переносе получают сварное соединение нержавейки при деталях большой толщины;
- импульсный метод считают универсальным.
Технологический процесс требует выполнения некоторых правил:
- для хорошего обзора необходимо горелку располагать под отрицательным углом к шву;
- головку следует вести на расстоянии 12 мм от поверхности металла;
- проволока должна плавиться небольшими порциями, без больших капель.
Сварщику рекомендуется выполнять ряд требований:
- сварка ведется при обратной полярности клемм;
- значением угла регулируется качество и ширина шва;
- длина вылета присадочной проволоки должна составлять не более 12 мм;
- в место шва необходимо подавать осушенный газ, при расходе до 12 м3/мин;
- для предотвращения появления брызг поверхности обрабатывают раствором мела;
- начало и окончание шва рекомендуется делать на некотором расстоянии от края деталей.
Исправление дефектов
При выполнении сварочных работ в местах соединения могут возникать деформации, происходит это в результате нагрева. Для устранения следует выполнять следующее:
Для получения шва необходимо изучить теоретическую часть, а также выполнить пробную сварку на образцах.
Сварочный электрод для газовой сварки
Какими же характеристиками должен обладать стержни для сварки трубы, предназначенной для газовой магистрали?
Выделим несколько марок: ОК-46, ЛБ-52 и УОНИ-13\55. Стержни бренда ОК-46 считается универсальным, так как обладает рутиловым покрытием. Перечисленный расходный материал хорошо подходить к деталям с широким зазором, а также к трудам НКТ.
Упомним ещё один электрод, — LB 52U низкопроводной группы с основным видом покрытия. Содержания в небольшом количестве водорода позволяет обеспечить особенно крепкий шов, применяется для газопроводов и нефтепроводов из прочной стали.
В работе с таким исходным материалом дуга держится стабильно и полностью проникает в металл.
Сварочные стержни ESAB МТК-01К обеспечить шов на достойном уровне в сложных участках, например, таких, как поворотных и неповоротных стыков.
Их можно применять на деталях из углеродной и низколегированной стали. Подходит для работы как на постоянном токе, прямой и обратной полярности. Сварка проходит легко, дуга горит стабильно, встречается незначительное разбрызгивание металла.
Чем лучше сварить систему отопления
Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Такими могут стать УОНИ 13\45 с диаметром 3 мм. Они чувствительны к ржавчине, поэтому деталь, с которой вы собираетесь работать, нужно будет тщательно зачистить. Сварку выполнять короткой дугой.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Если нужно сварить трубы с повышенным давлением, например под горячую воду, хорошо подойдет марка МР-3. Это электроды предназначены для сварки конструкций из малоуглеродистых сталей.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Какие же стержни понадобятся для монтажа водопровода
Монтаж водопроводных труб одна из наиболее часто встречающихся видов работы. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Когда нужно сделать вертикальный шов рекомендуем электроды МНЧ-2. Для работы в холодном и горячем режимах — ЦЧ-4. При подборе электродов следите за покрытием, для водопроводных труб оно должно быть толстым.
Приобретайте стержни с обмазкой, они помогут защитить от избыточного влияния кислорода.
Как провести сварку труб НКТ
При работе с насосно-компрессорными трубами понадобиться специальные электроды способные справится с довольно сложной задачей. Мы можем порекомендовать стержни бренда УОНИ 13\45 или 13\55.
Такие электроды применяют для углеродистых и низколегированных деталей из стали. А трубы НКТ изготавливают из особо прочного металла.
Шов с помощью продукции марки УОНИ способны выдержать динамические нагрузки при низких температурах, высокое давление.
Правильный подбор электродов для сварки очень важен, но во многом еще зависит и сварочный аппарат, которым вы воспользуетесь.
Разобраться в тонкостях сварочного дела вам сможет помочь опытный специалист, с хорошим багажом знаний и опытом. А верный выбранный режим на инвентаре обеспечит положительный исход сварки.
Электроды для сварки низколегированных сталей
Сварка низколегированных сталей, которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей. Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются.
Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А, которые перед использованием необходимо прокаливать. При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной. Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности.

Для сварки таких видов сталей можно использовать электроды УОНИ 13/55, ПСК-50 и СК»-50. Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом, поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно.
Особенности процесса
Низколегированная сталь – материал, относящийся к группе удовлетворительно свариваемых металлов, которые соединяются почти всеми видами сварки.
Сварка низколегированной стали выполняется труднее низкоуглеродистой конструкционной. Она более чувствительна к тепловым воздействиям. Следует учитывать, что содержание в материале более 0.25% углерода может привести к формированию закалочных структур и трещин в шве, а выгорание углерода – к образованию пор.
Во избежание формирования закалочных мартенситных структур деталь подогревают, применяют многослойную сварку с соблюдением между наложением слоев металла в шов минимального интервала времени. Материал покрытых электродов выбирается с низким содержанием фосфора, углерода и серы. Это способствует увеличению стойкости шва против кристаллизационных трещин.
Соединение хромокремнемарганцовистых сталей
Сварка низколегированных сталей
Основы сварочного дела
Низколегированные стали получили большое применение В СВЯЗИ с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Толщина металла, мм.
Диаметр электрода, мм.
Сварочный ток, А.
при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже — 10°С. При более низких температурах зону сварки на ширине 100. 120 мм по обе стороны от шва предварительно нагревают до Ю0. 150°С. При температуре —25°С сварка не допускается.
Выбор параметров режима сварки
Сварка производится на постоянном токе обратной полярности.
Диаметр электродной проволоки выбирают в зависимости от типа сварного соединения, толщины свариваемого металла и положения шва в пространстве.
Читайте также: