Сварка стальной ленты встык
Обновлено: 04.10.2024
Г, И. Башев СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ВСТЫКЗаявлено 26 июня 1956 г. аа Уе 55)27 и Ко)нтет ио делам изобретений и открытий ии и и е ."ив,ст;и .ГРП рсдмет изобретения Известен способ сварки металлитССКИХ ЛЕПТ ВСТЫК ГУтЕМ ЭЛСКтРО- нагрева сгыкуемых концов и последукнцего и. обжатия. Этот способ СисРКИ НЕ Даст ВОЗМОжНОСтн ОСУ- нествить сварное соединенс концов быстро движущихся лент в прогсссе непрерывного произодствя металлических изделий из ленты.Дс 5 уСтрНЕНИя ЭТОГО НЕдОСтатна 1 обеспечения непрерывной подачи ленты при нагреве стьнса, предл- гается стьпуемые концы предварительно соединять зеткду собой в замок с помощью быстродействующего штампа.Описываемый способ поясняется чертежом, где процесс стыкования концов лент показан схематически.В процессе работы лента непрерывно подается из бухты 1. Конец ленты из бухть 2 подготоален для стыкования с концом леты из бухты 1 и заложен в штамп о. МикроВЫКЛЮЧятс;Ь 4 СрссбятвВяст прохождении пяд ним конца ленты нз бухтя 1 и включеИД ПГГЯМнс , КОТОР 1 Й О,иИ СЛЯ)ОМ П 11) ОсСГ В ОООИХ КОпс 1 Х Л.Нт зя тГи:, ГнГсто 1 кн 1 хвОс Г), с :ДсВРОЕЕНЫМ СОЕДИНСЯИЕМ ЭТ 1 Х к;нП. Роликии 6 пер мепют ЕН У 1 СРСЗ 11 РЕВс 1,ЬНЬИ ",НЯУКГОР Т. ГДСЫК,ент ПспРСВсЕтСЯ, 1;песе ссркн зяверияеся Обж-от с якРОГксх б. 1 Яки 00- р;зо) 0 сснсчивяе гс 5 н 1)ц)ввОс .ИжеиЕ .сс 1 ГсЛГНссенс ЛСН 1, Н , парк кицв лен щ)оисхо.г без Р( К 1)ЯЕИ 5 Ю;сИ 71 ПГ 1.НО Об) С 5 с) Кп .)Ос Л ИсЕСКПХ , ент всти 1 тем нагревмх )н)в с нсг 1 чмОНР 1 ОбжятНМ, стЛНЧОЩИйСЯ тЕМ, ПО,полни )б)с чкчения непрсрывнсп подачи исить при нагреве стыка, стыкуем ые концы пре;варител ьно Ое,ияк)т км с 000 й и зя.нк с пОмоннО Птямпя.Отв, редактор Л. Г. ГоландснийСтандзртгнз. Подл. к печ. 5/1 Хг. Оогвеч 0,125 п. Гор, Алатырь, типография Ж 2 Министерства культуры ирагк 850, Цена 25 коп ашской АССР. Зак. 549
Заявка
МПК / Метки
Код ссылки
Способ нанесения покрытия на торец ленты шовной сваркой

Номер патента: 1532237
. с воз 1532237 А 1 варочного ролика относительа длину зоны леформации фиг. 2) позволяет располооны контакта сварочный ро, 1)ыНс 7 на кратцай шем расстояниизоны контактов боковой ролик подложка 8. 11 ри таком расположении роликов основная часть тока сварочного импульса протекает по головной части сварочной зоны, повышая экономичность процесса и прочность сварного соединения.Длина зоны деформации покры гия, 3, следовательно, и максимальная величина смецения ) сварочного ролика относитсльно боковы роликов может быть вычислена по формуле, Выведенной эксперимен:;1,ЬНО 1.) диаметр сварочного ролика по кольцевой канавке;высота покрытия н исходном состоянии;Й в . высота покрытия н готовой ленте (.мешенс между сварочным и боковыми ро,иками.
Устройство для дуговой сварки металлическим электродом в атмосфере защитного газа

Номер патента: 70790
. ножки, при помощи которой указанная трубка и свободный конец державки опираются на свариваемое изделие. Благодаря применению такого устройства сварщик получает возможность управлять электрододержателем и газоподводящей насадкой одной рукой.Изложенное поясняется схематическим чертежом, на фиг. 1 и 2 которого изображено предлагаемое устройство в двух положениях (начало и конец сварки), на фиг, 3 - газоподводящая насадка в разрезе.Насадка - кольцевая трубка 1 с отверстиями 2 для подвода газа к дуге - прикрепляется к стальной складной держание Г, составленной из отдельных звеньев (пластинок толщиной 0,7 - 1,0 ля), скрепленных между собой заклепками и легко поворачивающихся друг относительно друга. Благодаря этому державка может свооодно.
Устройство для сборки и сварки металлических

Номер патента: 246741
. тавровых профилей и повышает производительность.На чертеже изображено предлагаемое устройство.Вертикальную стенку 1 тавра заводят между двумя прижимами 2 и 3, смонтированными на основании 4. Концы стенки 1 шарнирно присоединяют к тянущему пневмо-рычажному механизму, выполненному в виде кронштейна б, установленного на одном конце основания 4, и системы рычагов б, связанных между собой и с подвижным штоком 7 пневмоцилиндра 8 с помощью шарниров. Пневмоцилиндр 8 с системой рычагов б расположен на другом конце основания 4. Поворотом перепускного крана 9 включают тянущий пневмо-рычажный механизм, который создает натяжение стенки 1, в результате чего верхняя кромка 10 стенки 1 приобретает прямолинейность и совпадает с плоскостью А.
Способ электрической дуговой сварки металлическим электродом

Номер патента: 27749
. на электрод в жидком виде, после чего электоод высушивается и затем уже употребляется в работу. При электросварке с применением существующих плавней всегда получается более или менее значительное количество твердого шлака, для удаления которого приходится пользоваться зубилом и молотком, а,кроме того, и в толще шва часто получаются раковины и скопления шлака.Предлагаемое изобретение касается способа электрической дуговой сварки металлическим электродом и имеет целью устранение вышеупомянутых недостатков путем нанесения на металлический элек.трод непосредственно перед сваркой 1 тонкого слоя мыла.Способ этот заключается в следующем,Металлический электрод, непосредственноперед сваркой, покрывается тонким слоем обыкновенного мьла и затем.
Автомат для изготовления металлического обода из ленты

Номер патента: 1779520
. элемента шаблона со сварочным электродом, а также спаренных прижимно-обкатных механизмов, благодаря которым отмеряется мерная заготовка и сводятся ее концы перед соединением их сваркой, механизма для резки мерной заготовки, состоящего из неподвижного упора с захватом для ведущего конца ленты, и отрезного механизма, установленных вне пределов контура неподвижного шаблона и управляемых по циклу с помощью электро- пневматической кулачковой системы,На фиг,1 изображен предлагаемый автомат, вид сбоку; на фиг,2 - то же, вид сверху; на фиг.3 - схема механизмов размотки ленты, подачи ленты получения мерной заготовки, сведения ее концов; на фиг.4 - вид А на фиг.1; на фиг,5 и б - получаемый обод,Автомат для .изготовления металлического.
Стыковая сварка
Подавляющее количество различных металлических конструкций получается при применении технологии сварки. За длительный период применения подобной технологии было разработано несколько ее разновидностей, некоторые характеризуются высокой эффективностью, другие подходят для работы с труднообрабатываемыми материалами. Среди всех технологий отметим стыковую сварку. Она характеризуется большим количеством особенностей, о которых поговорим подробнее.

Технология стыковой электросварки металлов
Следует учитывать, что стыковая сварка является частным случаем контактной. Именно поэтому обе технологии предусматривают применение практически одной и той же аппаратуры. Применяемый сварочный аппарат характеризуется следующими особенностями:
- Генерация электрического тока проводится за счет установки трансформатора повышенной мощности.
- Передача электрического тока проводится за счет неподвижного электрода.
- Конструкция также имеет подвижный электрод, за счет которого проводится подача энергии.
- Для передвижения основного элемента может проводится установка различного привода.
- Есть и система управления технологическим процессом.
Особенности конструкции определены тем, как именно проводится стыковая сварка. Стоит учитывать, что схема стыковой сварки характеризуется следующими особенностями:
- Нет необходимости генерировать большой ток. Это связано с тем, что используемый расходный материал обеспечивает поддержание стабильной дуги.
- Метод предусматривает лишь локальный нагрев поверхности. За счет этого существенно повышается эффективность процесса и снижаются затраты на количестве затрачиваемого тока.

Схема контактной стыковой сварки
В целом можно сказать, что технология характеризуется довольно большим количеством особенностей, которые должны учитываться. Силовой сварочный трансформатор генерирует напряжение от 2 до 10 вольт.
Процесс осуществления ручной сварки
Сегодня выполняется сварка при применении рассматриваемой технологии для получения качественных изделий. К особенностям процесса можно отнести следующие моменты:
- Перед началом проведения работы заготовки размещаются в специальных креплениях. В качестве подобных элементов выступают электроды.
- Применяемые зажимы максимально повторяют форму будущего изделия. За счет этого можно получить качественное изделие.
- В качестве электродов применяются специальные расходные материалы, которые характеризуются хорошей устойчивостью к механическому воздействию.
- За счет специального привода обе заготовки подводятся друг к другу. Передаваемое усилие может быть достаточно большим, за счет чего повышается качество соединения.
После прочного зажатия соединяемых заготовок трансформатор включается. Через электроды ток подается на обрабатываемую часть заготовки. Высокий показатель тока обеспечивает локальный нагрев металла.

Ручная гидравлическая машина для стыковой сварки
Приведенная выше информация указывает на то, что стыковая контактная сварка может проводится при применении специального оборудования. За счет их особенностей можно автоматизировать процесс и повысить качество получаемых изделий.
Преимущества
У рассматриваемой технологии есть довольно большое количество преимуществ, что определило ее распространение. Примером назовем нижеприведенную информацию:
- Нет необходимости в проведении тщательной подготовки обрабатываемых кромок.
- При обычной сварке в некоторых случаях приходится выполнять термическую подготовку поверхности. Это связано с тем, что локальное воздействие высокой температуры позволяет достигнуть наилучшего результата.
- Получаемое соединение характеризуется вповышенной надежностью и прочностью. Как показывает практика, если при проведении работы соблюдались все рекомендации, то соединение может прослужить в течение длительного периода.
- Рассматриваемый метод характеризуется простотой и легкостью в исполнении. Именно поэтому мастер не должен обладать особыми навыками.
- Оказываемое тепловое и механическое воздействие обеспечивает получение однородного металла. Именно поэтому можно получить металл с высокой прочностью.
- В определенных условиях можно автоматизировать процесс.
- Высокое значение производительности.

Сварка труб для ливневой канализации
Довольно большое количество преимуществ контактной сварки определяет ее распространение. Однако, нужно учитывать и некоторые недостатки технологии, о которых далее поговорим подробнее.
Недостатки
Есть и несколько существенных недостатков, которые нужно учитывать при рассмотрении процедуры контактной сварки. Они следующие:
- Довольно большие электрические затраты. Это связано с тем, что нужно подавать ток с высоким напряжением для плавления материала.
- Предъявляются высокие требования к размерам соединяемых элементов.
- Применяемое оборудование характеризуется большой стоимостью. Поэтому в домашних условиях провести рассматриваемую работу практически не возможно.
Подобные недостатки определяют то, что технология получила широкое распространение.
Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
Стыковая сварка методом сопротивления
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.

Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Стыковая сварка пластиковых труб
Рассматриваемая технология применяется для соединения пластиковых труб. Среди особенностей стыковой сварки отметим следующие моменты:
- Стоит учитывать, что пластик не пропускает ток. Именно поэтому приходится использовать специальное оборудование с контактным нагревателем.
- Оба соединяемых элемента должно прилегать плотно друг к другу. Именно поэтому диаметр труб должен идеально подходит друг к другу.
- Для того чтобы равномерно нагреть поверхность применяется специальная насадка, которая повторяет форму трубы.
- На момент воздействия тепла насадку немного сжимают. При воздействии давления образуется качественное соединение.

Сварка полиэтиленовых труб
После того как поверхность была оплавлена требуется некоторое время для ее остывания. В продаже встречается просто огромное количество различных специальных инструментов для получения качественного соединения труб из ПВХ.
Свойства шва
Распространение технологии можно прежде всего связать с высоким качеством получаемого шва. Он характеризуется следующими свойствами:
- Повышенные декоративные качества. При обычной сварке может образовываться широкий вал, который приходится дополнительно обрабатывать для получения ровной поверхности.
- Надежность и прочность соединения. Шов может выдерживать самое различное воздействие, в том числе и переменную нагрузку.
- В зоне расположения шва металл не теряет свои свойства, так как происходит локальный нагрев металла.
Как правило, качество получаемого шва проверяется визуально. На высокопроизводительной линии для этого может применяться специальное оборудование.
Устройства для осуществления процесса
Оборудование для контактной сварки может применяться для полной автоматизации проводимого процесса. В большинстве случаев достаточно лишь правильно разместить заготовки и нажать на одну клавишу. К другим особенностям аппаратов стыковой сварки можно отнести следующие моменты:
- Хорошая производительность.
- Возможность автоматизации процесса.
- Высокая стоимость оборудования.
- При проведении работы исключается вероятность допущения ошибки.

Аппарат для стыковой сварки
В продаже можно встретить оборудование самых различных производителей. Рекомендуется уделять внимание продукции лишь известных компаний.
Виды сварочной проволоки
При проведении стыковой сварки следует правильно выбрать наиболее подходящую проволоку. Она может применяться для получения качественного изделия. Специалисты должны различать разновидности проволоки и уметь подбирать наиболее подходящую. Сегодня в продаже встречается следующая проволока:
- Медная получила большое распространение при соединении низкоуглеродистых сталей.
- Из нержавеющей стали подходит для работы с хромированными и другими легированными сталями
- Алюминиевая чаще всего выбирается при работе с сулиминами или дюралюминием.

Медная сварочная проволока
Кроме этого, уделяется довольно много внимания выбору поперечного сечения. Он подбирается в зависимости от того, какая будет площадь контакта соединяемых элементов.
Области применения стыковой сварки
Распространение подобного метода можно связать с различными их достоинствами. Стыковая сварка используется:
- В строительстве при изготовлении монолитных конструкций. Они должны быть рассчитаны на воздействие большой нагрузки.
- В металлургии метод используется для соединения листового и проволочного проката. Стыковая сварка позволяет получить сплошную поверхность высокого качества.
- В железнодорожной сфере проводится создание рельс без стыков. Они позволяют технике развивать довольно высокую скорость. Для соединения отдельных секций уходит относительно небольшое количество времени.
- В автомобильной сфере технология стыковой сварки применяется для получения корпусных изделий. Особенности применяемого оборудования позволяют получать изделия сложной формы.
- При создании режущей части из легированной стали также применяется контактная сварка. Именно поэтому при работе режущая кромка не цепляется за обрабатываемую поверхность. Прочность соединения довольно высокая, поэтому инструмент выдерживает оказываемую нагрузку.
- Соединение стальных и пластиковых труб также проводится при применении рассматриваемого способа. За счет применения специального инструмента можно получить равномерный шов высокого качества.
Трубопроводы для подачи газа и нефтепродуктов также создаются при контактной сварке. Технология позволяет соединять трубы диаметром до 1420 мм. Высокая производительность позволяет сделать герметичное соединение в течение 5 минут.
В заключение отметим, что контактная сварка в большинстве случаев может заменить распространенную технологию, связанную с подачей тока высокого напряжения на обрабатываемую деталь. При этом не происходит расплавка металла и изменения основных эксплуатационных качеств.
Металлические конструкции могут изготавливаться цельными, например, с помощью литья в форму, однако подавляющее большинство металлических элементов скрепляется с помощью сварки – создания неразъемных соединений путем установления прочных межатомных связей, которые достигаются посредством высокого нагрева. На сегодняшний день наиболее распространена стыковая контактная сварка.

Определение
Стыковая сварка труб – это процесс соединения различных металлических заготовок и конструкции, например, трубы, сваи, уголки, рельсы, двутавровые балки и так далее, который выполняется по всей площади стыкового соединения. Как уже было сказано выше, такая процедура проводится при очень высоких температурах, чтобы металл смог расплавиться и привариться. Помимо стыкового способа сварки существует шовный, точечный, рельефный и прочие.
Области применения
Данный способ соединения практически во всех отраслях промышленности, таких как:
- Машиностроение. Большое количество швов в автомобилях и других агрегатах выполняется данный способом;
- Авиастроение;
- Кораблестроение;
- Строительство. Создание опорных конструкций, фундаментов, стен и так далее;
- Сварка листового металла самой различной толщины.
Область применения контактной сварки очень широка за счет того, что получаемые конструкции очень жесткие и прочные.
Сварка встык имеет множество преимуществ по сравнению с другими, к ним относятся:
- Отсутствует необходимость в подготовке кромок деталей, а также их предварительная термообработка, что упрощает задачу и ускоряет процесс, однако такие действия не нужно применять при методе оплавления, в других случаях предварительная подготовка обязательна;
- Высокая надежность и прочность получаемых соединений. Сваренные детали при правильной технологии и соблюдении всех правил могут прослужить несколько десятков лет без каких-либо дефектов;
- Простота и легкость. Такую работу сможет совершить абсолютно любой человек, здесь не требуются глубокие познания;
- Высокая степень химической однородности металла после сваривания, благодаря чему улучшаются прочностные свойства;
- Возможность полной автоматизации процесса;
- Быстрота выполнения.
Однако при таком большом количестве достоинств стыковая сварка имеет ряд недостатков:
- Высокая стоимость сварочного оборудования, такие агрегаты сможет позволить себе не каждый человек, поэтому чаще всего соединение стальных изделий встык осуществляется вручную;
- Большие затраты на электрическую энергию;
- Высокие требования к размерам соединяемых металлических элементов.
Варка труб или других изделий чаще всего выполняется на специальных сварочных машинах, благодаря которым обеспечивается полная автоматизация и достаточно лишь нажать на кнопку. Такие агрегаты представляют собой большие устройства, в которые с двух сторон вставляются металлические заготовки в зажимные электроды, после чего возможно два варианта осуществления:
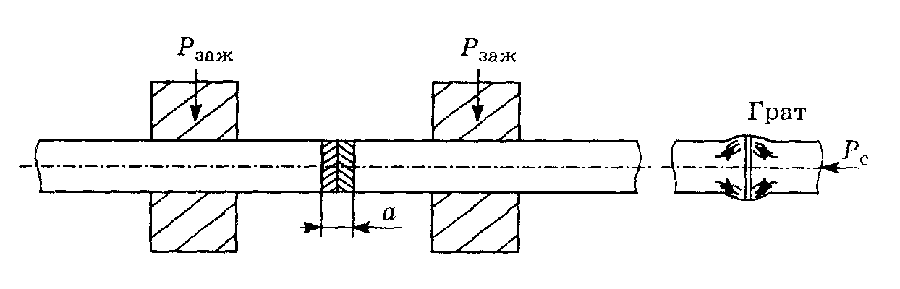
Способ сопротивления, который применяется для деталей, площадь сечения которых не превышает 200 мм2, обычно это проволока, тонкие трубы. Сущность такого процесса заключается в том, что через зажимные электроды подается электрический ток и на месте стыка двух деталей металл становится мягким и пластичным, но не расплавляется, а детали в это время прижимаются друг к другу и питание отключается, в результате под действием большого давления получается шов. Все действия выполняет запрограммированная машина. Недостатками данного способа является то, что заготовки необходимо предварительно подготовить, убрать все неровности, тщательно отшлифовать, удалить все окислы, чтобы конструкция получилась жесткой и прочной;
Стыковая сварка арматуры, труб способом оплавления. Заключается такой метод в том, что заготовки нагреваются до температур расплавления металла и после этого расплавленный металл под действием давления сшивается. Данным способом ввариваются детали площадью сечения до 1000 см2, то есть это могут быть стальный трубы, арматура для фундамента, рельсы, швеллеры и так далее. Данный метод наиболее распространен ввиду того, что не требует тщательно подготовки поверхности свариваемых деталей.

Сварка, которая осуществляется на таких машинах, очень прочная и жесткая, порой бывает так, что прочность сварки больше, чем прочность самой детали. Обычно такие машины имеются не у каждого человека, поэтому при возникновении потребности сварки двух больших металлических изделий, которые будут испытывать высокое напряжение, можно обратиться в мастерскую, где платно будет осуществлена такая сварка.
Вручную осуществлять сварку арматуры встык рекомендуется, если она не будет подвергаться высоким напряжениям, потому что ручное сваривание не сможет обеспечить требуемую прочность и жесткость для серьезных деталей. Для ручной сварки понадобится нагревательный элемент, защита для глаз, рук и тела, а также проволока.
Для того, чтобы сваривать стальные трубы небольшого диаметра или любые другие металлические элементы следует «набить руку» и потренироваться на неответственных деталях и конструкциях, сам процесс кажется довольно простым, однако здесь важно само умение и прямота рук, кому-то сварка арматуры встык дастся с первого раза, а кому-то нет, поэтому для начала следует потренироваться.
Процесс ручной сварки металла встык проводится в следующих этапах:
- Подготовка пространства для работы, все необходимо разместить так, чтобы ничто не угрожало жизни, рядом установить огнетушитель или любой другой способ тушения огня, первый разы проводить сварку в одиночку не следует, лучше, чтобы были запасные руки для дополнительной помощи;
- Фиксирование заготовок, которые необходимо сваривать. В магазинах можно приобрести специальные зажимы, однако лучше всего проводить данный процесс на земле и закрепить детали с помощью кирпичей или просто, откопав углубление, чтобы они были неподвижны;
- Очистить поверхность свариваемых деталей, осуществляется данная процедура с помощью напильника или наждачной бумаги;
- Нагревание стыкового места с помощью сварочного аппарата, желательно прикладывать давление в место стыка;
- После сварки необходимо дать шву остыть, обычно охлаждение проводится на воздухе.
Перед начало осуществления данной процедуры необходимо тщательно все проверить, если на улице идет дождь, то лучше сварку вообще не проводить, или же убедиться, что площадка для сварки полностью укрыта от дождя. То же самое можно сказать, если на улице сильный ветер, который поднимает частички пыли, грязи и песка. Работу проводить нужно в специальном шлеме или очках, руки и тело также нужно укрыть плотной тканью, чтобы избежать попадания искр. Приобрести такую защитную одежду можно в специализированных магазинах.
Стыковая контактная сварка ручным способом требует правильного выбора проволоки, с помощью которой детали будут скрепляться. Необходимо уметь различать разные виды сварочной проволоки и понимать, какую именно использовать для соединения деталей из определенных металлов. Проволока не должна сильно отличаться по свойствам от скрепляемого металла. Сегодня существуют проволоки:
- Медная. Применяется для скрепления низкоуглеродистых сталей;
- Алюминиевая. Используется при работе с сулиминами, дуралюминами;
- Нержавеющая стальная. Используется при соединении стальных изделий, легированных никелем и хромом;
Особенности проведения ручного процесса сварки
- Контактно стыковая сварка будет прочнее, если проводить ее в нижнем положении постоянно поворачивая скрепляемые детали, это лучше всего осуществлять в несколько рук для удобства и комфорта;
- Очень важна скорость, нужно стараться делать все как можно быстрее;
- При соединении двух труб можно использовать муфты как дополнительный фиксирующий элемент, однако следует понимать, что площадь сечения внутренней части уменьшится;
- При больших размерах труб лучше всего проводить сварку в несколько рук, причем осуществлять соединение одновременно.
Таким образом, контактная сварка, стыковая, шовная или другая, является действительно очень качественным и надежным способом соединения нескольких металлических деталей. Неразъемные соединения получаются крепкими и прочными. Осуществить такую сварку можно на специальных машинах в мастерских или у себя дома, если такой агрегат имеется в наличии, также есть возможность совершить все вручную, однако перед этим нужно пройти должную подготовку.
Контактная стыковая сварка – технология и аппараты для сварки
Контактная стыковая сварка — способ соединения площадей сечений изделий путем глубокой деформации металлических поверхностей без плавки самого металла. Она применяется как в процессе строительства масштабных конструкций, например, космических аппаратов, массивных труб, так и при соединении миниатюрных деталей: микросхем, полупроводников и т. д. Преимущества этого способа сварки в широте использования и в универсальности соединения практически всех конструкционных материалов: легированной стали, низкоуглеродной, сплавы на основе титана, алюминия, магния и т. д.
Различаются два варианта контактной стыковой сварки: оплавлением и сопротивлением. Частота и использования сварки оплавлением составляет не больше 10 % общего количества технологических процессов сварки.

Технология стыковой сварки
Сварка — электродеформационный технологический процесс, согласно ГОСТ 2601—84, он относится к высокоэффективным вариантам стыка металлических поверхностей изделий. Этот способ прочного сцепления двух изделий относят к автоматизированным, поскольку в технологическом процессе участвует сварочный аппарат.
Стыковая сварка — метод сцепления площадей двух изделий (стыков) путем воздействия сильного электротока. При таком способе соединения ввариваемые поверхности прочно соединяются, контактирование происходит без расплавления самих деталей, а за чет деформации их поверхностей — стыка.
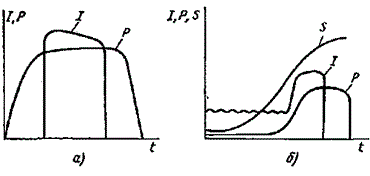
Где, I - сварочный ток; Р - усилие сжатия; S - перемещение подвижной плиты; t - время сварки; а - сопротивлением; б - оплавлением;
Главный физический процесс при стыковой сварке — нагрев и последующая деформация поверхности, за счет чего происходит удаление поверхностных пленок, происходит контактирование, затем получается высокопрочное соединение с заданными характеристиками. Стыковой сваркой соединяют полиэтилен, стыки труб, арматуры и пр. детали из конструкционных материалов.
Стыковая сварка выполняется на основе з-на Джоуля-Ленца. Процесс происходит под действием тока высокого значения путем очень сильного сжатия, прикладываемого к свариваемой поверхности.
Сварка сопротивлением — вид стыковой сварки, при которой процесс происходит с нагревом контакта до состояния пластичности. Если же технология происходит путем оплавления площадей контактирующих изделий — это способ стыковой сварки плавлением. Когда производится сварка сопротивлением, стык очень плотный — две площади сцепляются в замках сварочной машины, далее на них направляется сильный электр. ток. Когда площади деталей станут пластичными, происходит осадка — ток отключается.
Чтобы процесс происходил с соблюдением всех правил, сварное соединение было прочным, поверхности деталей необходимо предварительно подготовить:
- стык обезжирить;
- устранить все пленки, главным образом оксидные;
- выполнить пассивирование, нейтрализацию;
- просушить поверхности;
- выполнить контроль готовность деталей к процессу для прочного сварного контакта.
Поверхности, которые контактируют, должны отвечать следующим требованиям:
- создавать минимальное сопротивление сильному электротоку;
- на контакте значение сопротивления равное по всей его площади;
- площади изделий для сварки необходимы в максимально ровном виде к совпадающим плоскостям.
Сварка оплавлением
Существует два вида сварки оплавлением: непрерывным процессом, прерывистым.


При непрерывной стыковой сварке оплавлением, изделия крепятся в спец. замках сварочной машины. Далее при подаче тока путем плавного передвижения изделия приводят в сцепление. При этом площадь изделий контактирует, они свариваются. Затем происходит осадка на необходимое значение, долее ток отключается. Этот вариант контактирования и сварки применяется при контактной сварке рельсов, труб с тонкими стенками, листов и т. п. Преимущество метода контактной стыковой сварки плавлением в большом технологическом выходе, а минус — в потере металла. При сварке за счет прерывистого оплавления выполняется чередование уплотненного стыка с неплотным при включенном электротоке.
Такие поступательные и возвратные движения при воздействии тока замыкают цель, пока поверхности деталей на контакте не достигнут предела 800-900 градусов, при такой температуре происходит оплавление, осадка материала. Сварка плавлением используется при стыке изделий из низкоуглеродистой стали, когда контактная сварка оплавлением с помощью непрерывного соединения является недостаточной. Этот вариант требует доп. расхода материала, поэтому нагрев может дополнительно осуществляться сопротивлением — ток идет при замкнутой сварочной цепи, затем детали разъединяются, далее идет плавление, осадка.
Стыковая сварка оплавлением возможна с менее тщательной обработкой свариваемых изделий, чем при сварке сопротивлением, поскольку металл из области сваривания частично плавится — расходуется, поэтому место стыковки обрабатывается в технологическом процессе. Детали для оплавления могут резаться пресс. ножницами, с помощью кислородной резки, однако при последнем способе понадобится последующая очистка от шлака или окалины. Возможно отклонение поверхностей в торцевании в пределах 12-15 %. При норм. условиях контактно-стыковой сварки электроток, давление направляются прямо к месту стыкования.
Сварка сопротивлением
Этот способ несколько отличается от других, его называют «электротермодеформационным». Сварка сопротивлением выполняется без плавления основания — в этом ее отличие и уникальность. Металл при контактно-стыковой сварке таким методом поддается сильной деформации на пластичность. Основа контактно стыковой сварки заключается в следующем: стержни для сварки оснащаются подключенным электротоком. При соприкосновении образуется замкнутая электроцепь. В зоне контакта происходит высокое сопротивление, в связи с этим выделяется небольшое количество тепла. Далее разогретые стержни прижимаются давлением друг к другу, затем подача электротока прекращается.
Разогретые стержни постепенно отвердевают, в связи с этим технология и получила название сварки сопротивлением. Стоит сказать, что для распределенного повышения температуры материала и последующего использования стыковой сварки сопротивлением поверхность свариваемых деталей нуждаются в тщательной обработке. По существу детали очень сильно сцепляются, поэтому никаких мельчайших инородных тел на стыкуемой поверхности быть не должно. Через детали при очень плотном стыке дается сильный ток, при нагревании они переходят в пластичную форму, далее детали сжимаются с увеличивающимся нажатием до получения сцепления в твердом физсостоянии.
Контактная стыковая сварка сопротивлением подразумевает зачистку области механич. способом. Для прочих вариантов контактной стыковой сварки эта подготовка не нужна. Высокой квалификации и большого профессионализма сварка сопротивлением не предусматривает. Этот вид контактной сварки довольно востребован, он применяется в разных сферах производства, строительства. Применяется для площадей сечением от 1 до 20 квадратных мм. Ограничения касаются только алюминиевых (сечение до 500 кв. мм), медных (сечение до 200 кв. мм)./p>
Очень часто сварка сопротивлением используется для сварки труб, проволоки. Для контактной сварки сопротивлением может использоваться и сталь, однако низкоуглеродистая.
По мнению экспертов, с помощью контактной сварки сопротивлением можно сваривать металлы разных свойств, для примера, алюминий и чугун, медь и сталь. Можно встретить и критические замечания по поводу соединения. Оптимальный результат при сварке сопротивлением получается при использовании малоуглеродистых и низколегированных материалов, легких сплавов из металла.
Машины и аппараты для стыковой контактной сварки
Из практики многократного проведения технологии стыковой сварки полиэтиленовых труб она происходит чаще всего с помощью специальной машины стыковой сварки. Полимер, из которого выполнены трубы, прекрасно поддается контактной сварке. Большая популярность аппарата стыковой сварки полиэтиленовых труб обусловлена надежностью, безопасностью, а также возможностью взаимодействия с трубами разнообразного размера.

Стыковая сварка полиэтиленовых труб с помощью аппарата выполняется качественно и надежно. Сварочные машины для стыковой сварки труб бывают следующих разновидностей:
- стационарные;
- подвесные;
- передвижные;
- специализированные;
- универсальные.
Любая машина для стыковой сварки труб ПНД состоит из механической и электрической части, пневмосистемы, а также системы водяного охлаждения. Стыковая сварка труб ПНД немного отличается от стыковой, поскольку пластик не проводит сквозь себя ток, из-за этого торцы таких труб прогревают спец. контактными элементами для нагрева. А в остальном же технология соединения площадей изделий, затвердевание, кристаллизация в общем похожи.
Машины для стыковой сварки существенно ускоряют процесс сцепления поверхности двух деталей, поэтому на технология успешно применяется в разнообразных областях: в строительстве, в металлургии, в ж/д строительстве, в автомобильной промышленности, при производстве инструментов, при прокладке трубопроводов для соединения труб из пластика со стальными.
Читайте также: