Сварка титана в камере
Обновлено: 04.10.2024

Среди других металлов титан выделяется малым весом и способностью противостоять коррозии. По этой причине он активно используется в производстве сложных узлов для нужд авиации, судостроения, машиностроения. В этой статье мы поговорим о таком виде обработки, как сварка титана аргоном.
Технология и особенности сварки титана аргоном

Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0 С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0 С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.

Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.

Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.

Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Рекомендуем статьи по металлообработке
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:

Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Методы сварки титана аргоном
Сварка титана осуществляется как «холодным» методом, так и методом дугового флюса либо при помощи плазменно-дуговой сварки. Однако наибольшее распространение получил метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, так называемая TIG-сварка.
Для соединения деталей крупного сечения применяют метод электрошлаковой сварки аргоном.
Немаловажное значение играет вид сплава. Так, напомним, что титан марки ВТ1-ВТ5 отлично сваривается, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сегодня используются следующие виды контактной сварки аргоном:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При работе с использованием флюса в ход идет бескислородный флюс АН-11 или АН-Т2.
Ручная сварка сплавов с титаном аргоном производится постоянным током прямой полярности в пределах 90 – 200 А. Отметим, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.
Следите за цветом получившегося шва. Если перед вами яркий серебристый шов, все хорошо. Тогда как желтоватый или голубой оттенок говорит, что рано прекращена подача защитного газа. Самый худший вариант – это серые, темно-синие или белесые швы, поскольку их нужно полностью удалять и качественно зачищать стыки для повторного соединения. Для зачистки берут щетку для металла из нержавейки.

Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.

При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0 С, в среднем на это уходит минута.

Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Как выполняется автоматическая сварка титана
Для этого используется вольфрамовый электрод. Причем размер отверстий сварочной горелки должен находиться в пределах 12 – 15 мм. Также нужно учесть, что соединение неплавящимся электродом лучше проводить постоянным током прямой полярности.
Высокая активность титана вынуждает зажигать и гасить горелку на специальных планках, вне изделия. Как и при ручной технологии, газ подают еще 1 минуту после гашения дуги, защищая шов и переходную зону от окисления. Далее представлены режимы для автоматической сварки титана аргоном в защитных газах и под флюсом:
Технология сварки титана

В наши дни никого уже не удивишь изготовлением изделий из титана с помощью сварки. Металл получил широкое распространение, и технология сварки титана достаточно хорошо отработана. В своей основе она опирается на удивительные свойства этого материала. Об особенностях этого процесса мы расскажем в нашей статье.
Подготовка титана к сварке
Подготовительные работы с титаном состоят из обработки кромки деталей, очистки присадочного прутка и обеспечения защиты другой стороны детали. Чтобы предотвратить появление холодных трещин и снизить хрупкость металла во время сварки, желательно снять верхний слой металла, так как в нем содержится большое количество кислорода и азота, а частицы этого слоя могут попасть в сварной шов.
Технология сварки титана подразумевает выполнение разделки кромок с углом раскрытия 60°. Хотя если толщина детали меньше 4 мм, то можно этого не делать. В том случае, когда деталь была изготовлена путем газовой или плазменной резки, желательно удалить не менее 5 мм кромки. Также производится тщательная очистка кромки и присадочной проволоки непосредственно перед началом сварочных работ. Очистка выполняется механически напильником, абразивным кругом, а также с помощью химических средств (ацетона или растворителя).

Согласно технологии сварки титана, следует большое внимание уделить защите обратной стороны деталей и корня шва. Даже если сварочный шов не будет выходить на другую сторону, титан может вступить в реакцию с газами из окружающего воздуха, что возникает даже при температуре +300…+400 °С.
Поддерживайте рабочее место в чистоте. На крупных производствах в сварочном цехе оборудуют специальное место, где выполняются сварочные работы по титану. Здесь не должно быть никаких факторов, которые могут негативно повлиять на качество сварки: сквозняка, пыли, влаги, жира и прочих загрязнений. Все остальные процессы обработки металла (резка, зачистка, краска) должны выполняться в другом месте. Помимо этого, важно контролировать влажность воздуха.
Технология сваривания толстостенных конструкций несколько отличается. Здесь допускается отсутствие защиты детали с другой стороны, если сварочный шов не выходит наружу и деталь сильно не нагревается. Такой результат достигается путем производства коротких швов (по 15–20 мм), между выполнением которых обязательно делается перерыв для охлаждения.
Защита титана при сварке
Титановые сварные соединения выполняются под защитой, которая нужна вплоть до их остывания до температуры +427 °С. Кроме этого, расплавленная сварочная ванна также должна быть под защитой, что не позволит начаться реакции взаимодействия с воздухом. Наиболее распространенными защитными газами являются аргон и гелий. Именно они предусмотрены технологиями сварки титана TIG и MIG.
Защитный газ используется сразу в нескольких направлениях:
- Первичная защита расплавленной сварочной ванны.
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны.
- Защита обратной стороны сварочного шва.
- Первичная защита расплавленной сварочной ванны. Грамотный выбор сварочной горелки позволяет обеспечить качественную первичную защиту. Так, чтобы не нарушать технологию сварки титана аргоном TIG, понадобится горелка, оборудованная газовой линзой и большим керамическим соплом. С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.

Разновидности технологии сварки титана
1. Ручная дуговая сварка.
Выше мы уже говорили о том, что технология сварки титана в первую очередь опирается на качественный шов, что обеспечивается грамотно созданной защитой, причем и остывающих участков свариваемых деталей.
Технология соединения элементов с тонкими стенками допускает сварочную процедуру без обработки кромок или использования присадочной проволоки. В таком случае зазор между кромками составляет 0,5–1,5 мм. Состав присадки должен быть аналогичен основному материалу изделия.
Сварочная технология подразумевает несколько режимов сварочных работ. Работа выполняется током силой 90–100 ампер в том случае, если используется электрод 1,5-2 мм из вольфрама и присадочная проволока 2 мм. При этом толщина деталей не должна быть более 2 мм. Ток силой 120–140 ампер применяют для соединения деталей большей толщины (до 4 мм). При этом он должен быть переменным постоянной полярности.

Также сварочная технология требует соблюдения целого ряда дополнительных условий:
- Ручная процедура предполагает использование короткой дуги, электрод и присадка не должны колебаться. Движение осуществляется точно по шву.
- Сваривание производится углом вперед. В этом случае электрод ориентирован в противоположную от направления движения сторону.
- Сваривание титана с применением присадочного материала осуществляется под углом 90° (электрод относительно материала).
- Важно наладить беспрерывную подачу присадки в сварочную ванну.
- Защитный газ в зону сварки должен подаваться даже после гашения дуги, поскольку он обеспечивает процесс охлаждения. В течение одной минуты материал охладится до температуры ниже +400 °С.
- Качество сварного шва во многом зависит от охлаждения материала. Определить его можно по цвету. Светлый желтый или соломенный цвет шва указывает на хорошее качество, а черный, серый и синеватый оттенок указывает на окислительные процессы, что свидетельствует о сниженном качестве.
Технология полуавтоматической и автоматической сварки аналогична ручной. Большое значение имеет размер отверстия в сопле горелки. ГОСТом установлен диаметр 12–15 мм. Желательно использовать специальные планки и подкладки, чтобы зажечь или погасить горелку.
2. Электрошлаковая сварка.
Технология сварки титана и его сплавов зависит от состава материала. Для соединения легированных титановых сплавов чаще всего применяют электрошлаковый метод. Так, для создания сплава ВТ5-1, где в составе есть 5 % алюминия и 3 % олова, больше всего подходит метод прессования и прокатки, в результате чего получаются тонкие листы. Толстостенные изделия создаются путем ковки.
Сваривать толстостенные детали гораздо сложнее. Для этого нужна среда защитного газа аргона и флюс марки АН-Т2. С помощью трехфазного трансформатора в зону обработки подается переменный ток.
Характеристики оборудования имеют определяющее значение. Обязательно должно выдерживаться напряжение 14–16 вольт с силой тока 1600–1800 А. Согласно технологии, зазор между деталями должен составлять 26 мм. Защитный газ аргон подается со скоростью 8 л/мин., а флюс засыпается в объеме 130 г. Качество соединения деталей при данной технологии обуславливается диаметром электрода. 12-миллиметровый электрод позволяет добиться идеальных результатов, а электрод 8 мм может стать причиной снижения прочности на 20 %. Желательно отказаться от использования электродов из легированных сплавов, если вы хотите обеспечить достаточную пластичность металла сварного шва.
3. Контактная сварка.
Контактный способ также подходит для соединения деталей из этого металла. Технология сварки титана, предусмотренная ГОСТом, предполагает оптимальную скорость сваривания материала в размере 2-2,5 мм/сек. Нежелательно превышать данный показатель, дабы не понизить прочностные характеристики металла в зазоре. При технологии контактного соединения этот показатель имеет определяющее значение, ведь скорость процесса довольно высокая. В данном случае кромки деталей не зачищают и не фрезеруют.

Разработаны разные способы контактного соединения заготовок: линейный, точечный и конденсаторный. Для изделий из титана подходит любой из них. Технология каждого способа опирается на определенную толщину заготовок, диаметр электродов и их давление, размеры сварочной пластины, длительность сжатия и скорость прохождения тока через металл. Сочетания данных параметров помогают установить оптимальный режим для достижения наилучшего результата. Это совсем несложный процесс, если все параметры учтены в соответствии с выбранной технологией.
Особенности технологии сварки титана плазмой
Авиационная и космическая промышленность очень часто используют титан и его сплавы. Для создания несущих конструкций обычно применяют металл толщиной не менее 12 мм.
В таком случае может возникнуть много проблем в процессе сваривания деталей, поскольку этот металл имеет очень специфичные свойства. Технология сварки титана такой толщины максимально эффективна, если опирается на электронно-лучевой метод соединения в вакууме.
В то же время сварочное оборудование для этого метода и сама работа стоят довольно дорого. Альтернативным вариантом соединения деталей из титана с высоким качеством сварных швов, большой производительностью и более низкой стоимостью является плазменная сварка титана проникающей дугой. В данном случае происходит сквозное проплавление. При использовании этой технологии ванна жидкого металла во время создания сварного шва удерживается на весу.
Чем толще металлическая заготовка, тем сложнее удерживать жидкую ванну в стабильном состоянии и делать качественный сварной шов. Технология сварки титана толщиной 10–12 мм рассчитана на довольно узкий диапазон сварочных параметров, поскольку очень сложно поддерживать баланс силовых факторов на передней стенке жидкой ванны. В данном случае очень высоки шансы допустить прожог, если гравитационные силы возьмут верх над силами поверхностного напряжения.
Только при низких скоростях сварки можно сформировать сварной шов. Стоит лишь увеличить скорость соединения, как начинается разрушение сварочной ванны и сброс расплавленного металла. Попытки сварки титана большой толщины до сих пор не увенчались успехом.
Если удастся удерживать в стабильном состоянии на весу ванну жидкого металла при сварке титана проникающей дугой, поддерживая соотношение гравитационных и капиллярных сил, то теоретически предельными толщинами для титана могут быть δ=20÷25 мм.
С ростом δ увеличивается вероятность прожога, поскольку нужно снижать поперечные размеры самой жидкой ванны. А это требует повышения концентрации энергии до значений, не достигаемых сжатой дугой.
Если газодинамическое воздействие на переднюю стенку жидкой ванны повышается вследствие увеличения мощности сжатой дуги, то это может привести к неустойчивости силового баланса на передней стенке жидкой ванны, в результате чего появляется прожог.
В ходе практической деятельности доказано, что невозможно увеличить диапазон свариваемых толщин плазмой только через варьирование характеристик сжатой дуги. Важно снизить влияние сжатой дуги на переднюю стенку жидкой ванны, при этом не снижая мощности сжатой дуги. Такое возможно только через подбор оптимального соотношения сжатой дуги и полости кратера.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка титана
Высокая прочность и большая коррозионная стойкость, при малом удельном весе, обеспечивают титану и его сплавам все более широкое применение в различных областях человеческой деятельности. В наше время титан используется не только в авиа- и космостроении, химической промышленности и прочих высокотехнологичных отраслях, но и в производстве устройств бытового назначения. Сварка титана - задача, сталкиваться с которой обычному мастеру случается не так уж и редко.

Сварка титана в специальной камере
Свариваемость
На свариваемость титана накладывают отпечаток две особенности - высокая химическая активность металла в отношении газов, содержащихся в воздухе (кислорода, азота и водорода) и его повышенная склонность к росту зерна при температуре выше 800-850°C.
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается - сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов - это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Способы сварки титана
Для сваривания титана и его сплавов могут применяться различные способы сварки. Все способы предполагают защиту зоны сварки от воздуха. Сварка с защитой инертными газами является самой широко применяемой. Способ защиты зависит от конфигурации и размеров свариваемой детали. Это может быть местная защита в виде струи газа, выходящего из сопла горелки, и различных накладок на свариваемую деталь или защита с использованием специальных камер. Последние могут быть локальными (необитаемыми), куда помещаются только деталь, сварочная оснастка и горелка, и обитаемыми. Обитаемые камеры вакуумируются, заполняются аргоном, затем через шлюзы в них входят сварщики в скафандрах.





В быту применяется практически только один способ - сварка титана неплавящимся электродом (метод TIG) с местной защитой зоны сварки инертным газом и накладками.
Необходимое оборудование и материалы
- сварочный аппарат, поддерживающий режим TIG и оснащенный горелкой;
- баллон с защитным газом - аргоном, гелием или их смесью;
- неплавящиеся вольфрамовые электроды;
- присадочную проволоку.

Необходимое оборудование и материалы для сварки титана
Защитный газ. Высокая химическая активность титана по отношению к газам требует применения инертных газов высокой степени чистоты. В качестве таковых выступают аргон и гелий, имеющие некоторые технологические отличия друг от друга.
Гелий обеспечивает более плавный переход шва от усиления к основному металлу. Он позволяет повысить тепловую мощность дуги и производительность процесса расплавления, что важно при сварке деталей средних и больших толщин.
Аргон дает более узкое и глубокое проплавление основного металла, его расход оказывается в 1,5-2 раза меньше, чем гелия.
Чтобы объединить достоинства газов, иногда используют их смесь.
Электроды. Сваривать титан можно любым вольфрамовым электродом, но не все они обеспечивают одинаково хорошее качество сварного шва и оптимальные характеристики дуги.
Хорошими качествами обладают лантанированные электроды марок ЭВЛ (WL). Добавление оксида лантана увеличивает несущую способность (максимальный ток) электродов примерно на 50% в сравнении с чисто вольфрамовыми. Повышается долговечность электродов и уменьшается загрязнение вольфрамом сварного шва.
Рабочая часть электрода затачивается в конус под углом 30-45°. При увеличении угла заточки снижается глубина проплавления. Нужно иметь в виду, что работоспособность электрода повышается со снижением шероховатости его конуса.

Вольфрамовый электрод
Присадочная проволока. В качестве присадочного материала используются прутки из титана различных марок. Для предохранения металла шва от насыщения водородом, который содержится в присадочных прутках, последние полезно подвергать вакуумному отжигу, в результате которого металл избавляется от водорода.
Подготовка титана к сварке
Подготовка титана к сварке включает в себя обработку кромок свариваемых деталей, обеспечение их защиты с обратной стороны, очистку присадочного прутка. Перед сваркой следует полностью удалять поверхностный слой титана с повышенным количеством кислорода и азота, поскольку при попадании частиц данного слоя в сварной шов металл становится хрупким, появляются холодные трещины.
Если толщина свариваемых заготовок не превышает 3-4 мм, их можно сваривать без разделки кромок. У более толстых деталей выполняется разделка с углом раскрытия равным 60°.
Если свариваемые детали подвергались газовой или плазменной резке, их кромки необходимо срезать механическим способом не менее чем на 3-5 мм. Непосредственно перед сваркой, кромки необходимо очистить от загрязнений, удалить окисную пленку напильником или абразивным кругом и обезжирить ацетоном или иным растворителем. Присадочную проволоку также необходимо очистить от окисей и обезжирить.

Подготовка титана к сварке
Кроме очистки кромок необходимо обеспечить защиту корня шва и поверхность свариваемых деталей с обратной стороны. Это нужно делать даже в том случае, если шов не выходит на противоположную сторону, поскольку титан начинает вступать в реакцию с газами, содержащимися в воздухе, уже при температуре 300-400°C.
Защиту обратной стороны шва производят плотно подгоняемыми съемными стальными или медными подкладками, поддувом аргона в специальные канавки в подкладках или подачей аргона внутрь конструкции (если она имеет трубчатую форму).

Защита титана при сварке
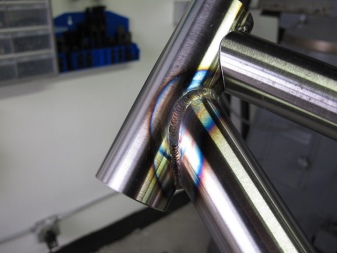
На рисунке ниже изображена система подачи аргона внутрь детали, осуществляемая при сварке рамы велосипеда из титановых трубок.

Защита внутренней стороны трубчатой конструкции из титана
При сваривании толстостенных конструкций, у которых корневой шов не выходит наружу, сварку можно производить без защиты обратной стороны детали при условии ее минимального разогрева. Швы в этом случае должны выполняться короткими (15-20 мм), с перерывами на охлаждение.
Технология сварки титана
В помещении, где производится сварка титана, температура не должна быть ниже 15°С, а скорость движения воздуха - выше 0,5 м/с. Сварка осуществляется постоянным током прямой полярности с подачей присадочного прутка. При толщине металла менее 1,5 мм допустима сварка без присадки. В этом случае шов формируется только из основного металла и получается прочнее шва, выполненного с присадочным прутком, поскольку последний является поставщиком некоторого количества газов в зону сварки.
Подбор диаметров электрода и присадочной проволоки, а также соответствующего им сварочного тока зависит преимущественно от толщины свариваемого металла. В качестве ориентировочных, можно использовать данные, приведенные в нижеследующей таблице.
| Толщина свари- ваемого металла, мм | Свароч- ный ток, А | Напря- жение дуги, В | Диаметр приса- дочной прово- локи, мм | Коли- чество прохо- дов |
| 1 | 40-60 | 10-14 | 1,2-1,5 | 1 |
| 2 | 70-90 | 10-14 | 1,5-2,0 | 1 |
| 3 | 120-130 | 10-15 | 1,5-2,0 | 2 |
| 4 | 130-140 | 11-15 | 1,5-2,0 | 2 |
| 5 | 140-160 | 11-15 | 2,0-2,5 | 2-3 |
| 10 | 160-200 | 11-15 | 2,0-3,0 | 10-14 |
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва - 2 л/мин.
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал - под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги - в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.

Положение электрода и присадочной проволоки
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Дефекты сварки титана
При соблюдении технологии сварки титана, прочность сварного соединения достигает 80% от прочности основного металла. Дефекты швов могут снизить показатели прочности на 40-60 и более процентов. Наиболее частыми из них являются поры и холодные трещины.
Основная причина образования пор - газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени - иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
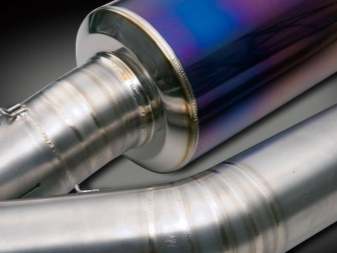
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета - коричневый, голубой, серый с налетом - говорят о плохой защите шва.

Внешний вид швов после сварки титана
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Способы и техника сварки титана аргоном
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.


Особенности
Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок. Поэтому его используют во многих местах, и вероятность столкнуться с титановыми изделиями велика у любого сварщика.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.


Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.


Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.
Предварительную очистку делают:




Технология
Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
6-8 л газа за минуту;


Толстый (3 мм) титан надо сваривать электродами диаметром 2,5-3 мм. Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.


Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.


Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.


Подготовка к сварке непроста. Перед нею требуется на 100% убрать поверхность заготовки. В нем содержатся значительные количества атмосферных газов. Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.


Очень важную роль играет защита корневого шва.
Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения. Температура в комнатах, где варят титан, ограничена 15 градусами. Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.


Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.
Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты. Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше. Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
Сварка титана: особенности и правила
Титан — по-настоящему удивительный металл, который характеризуется комбинацией легкости, особой прочности и повышенной стойкости к коррозии, а кроме того, этот металл не отторгается тканями человеческого организма. Из него делают детали для кораблей, подводных лодок, самолётов и самые современные протезы. В то же время термообработка титана связана с некоторыми сложностями. Для их преодоления технологами были разработаны специализированные методы сварки непосредственно титана, а также его сплавов.

Известно, что температура плавления этого металла варьируется от 1460 до 1830 гр.
Титан отличает повышенная жаростойкость, достигающая 500 градусов и устойчивость к появлению ржавчины.
Титан имеет ряд физико-химических характеристик, которые становятся причиной трудностей при проведении сварки конструкций, выполненных из этого металла. К ним относят:
- низкую теплопроводность;
- при контакте с кислородом из воздуха и уровне нагрева до 400 гр. у металла проявляется склонность к возгоранию;
- под действием углекислого газа начинаются окислительные процессы;
- при нагреве до уровня 600 гр., а также прямом взаимодействии с азотом формируются нитритные соединения;
- при нагреве до отметки 250 гр. металл поглощает водород;
- при нагреве больше уровня в 800 гр. начинается изменение структуры титана, в частности увеличение зернистости.
Таким образом, для титана, а также его сплавов критичным считается повышение температуры за пределы 400 гр. При данном уровне нагрева у него изменяется физико-химическая активность, титан активно реагирует с компонентами газовой смеси атмосферного воздуха, и это оказывает самое неблагоприятное воздействие на качество сварочного шва. В этот момент формируется карбиды, нитриды, а также гидриды и многие другие соединения, ухудшающие прочность сварки.
Таким образом, любое малейшее нарушение технологии и несоблюдение установленных требований зачастую приводит к тому, что сваренные элементы могут отвалиться даже от самого лёгкого удара.
На процесс варки титана и всех его сплавов распространяется утвержденный ГОСТ Р ИСО 5817-2009, этот документ определяет степень качества при соединении самых разных материалов — никеля, стали, а также титана и устанавливает допустимые параметры дефектов готового изделия на выходе.
Способы
Для выполнения сварки обычно используют холодный способ, также сварщики прибегают к технике дугового флюса или плазменно-дуговой технике. Однако самой востребованной в наши дни стала сварка титана при помощи аргона, когда металл плавится в полностью изолированной аргоновой среде. Для варки элементов крупного сечения используют электрошлаковую сварку.
Выбор конкретной технологии в первую очередь определяется характеристиками сплава. Так, состав марки ВТ1-ВТ5 сваривается довольно легко, но он не подлежит последующей закалке. В то время как сплавы, относящиеся к группе ВТ15- ВТ22, подвергаются сварки труднее, они формируют крупнозернистый шов довольно низкой прочности, который требует дополнительной закалки. Все остальные типы титановых сплавов относятся к промежуточной категории, к ним применяют штыковую, точную или роликовую технику сварки.
В общем случае сварка титановых элементов выполняется под действием постоянного электрического тока прямой полярности.
При этом сила тока пропорциональна толщине скрепляемых заготовок, а также размеру поперечного сечения присадочной проволоки и калибру используемых электродов — она может варьироваться от 90 до 200 А. Детали толщиной 2 мм соединяют при подаче тока параметром 90 А, а для заготовок 3-4 мм потребуется ток в 130-140 А, элементы толщиной 10 мм нуждаются в максимальном режиме работы от 160 до 200 А. Обращаем внимание на то, что при проведении любых работ лучше всего использовать минимальный ток из всех возможных. Напряжение во всех случаях одинаково — от 10 до 15 В.
При работе используют неплавящиеся вольфрамовые электроды. Еще до начала сварочных работ их затачивают под углом 30-40 градусов, при этом, чем больше будет угол заточки, тем будут меньше параметры сплавления.
При интенсивной эксплуатации электрода требуется его повторная заточка сразу же, как он затупится. Лучше всего использовать электроды с содержанием оксида лантана, поскольку их несущая способность намного выше, чем у изделий из вольфрама. Соответственно, шов будет в меньшей степени загрязнён вольфрамом, будет чище и прочнее.


Любая сварка требует использования присадки, которая представляет собой проволоку особого химического состава. Проволоку отжигают под вакуумом для полного выведения водорода, который зачастую имеется в сплаве. Кроме того, необходимо защитить материал от окислов. Подготовленную проволоку до начала работ можно хранить в герметично закрытых емкостях не больше 5 суток. При сваривании металла толщиной менее 1,5 мм проволоку использовать необязательно — такой шов будет более прочным даже без присадки.

Технология и режимы сварки
Для формирования долговечного, надежного шва надо специальным образом подготовить свариваемые поверхности. Для начала следует снять оксидную пленку – для этого заготовку следует тщательно очистить от загрязнений и обезжирить с обеих сторон на удалении не менее 20 см от линии будущего шва. Выполнять эти манипуляции нужно в защитных перчатках и кузнечном фартуке, в противном случае потожировые пятна попадут с рук и одежды на свариваемые поверхности, и это ухудшит качество работ.


После этого элементы обрабатывают протравкой, для этого смешивают 35 частей соляной кислоты, 65 частей обычной воды и 50 г натрия фторида.

Раствор прогревают до 60 градусов и обрабатывают поверхности около 10-15 минут.
После этого приходит очередь механической обработки, которая сводится к шлифовке поверхности наждаком No12 и металлизированными щетками, это помогает полностью удалить все трещины.
Аналогичным образом обрабатывают сварочный пруток — лишь после этого можно переходить непосредственно к привариванию титановых сплавов.
В ходе проведения сварочных работ обычно выдерживается постоянная скорость движения электронов, тем самым достигается непрерывность подачи присадки. На этом этапе нужно задать такой режим работы, при котором скорость электрода составляет примерно 2-2,5 мм в секунду. Очень важно придерживаться точности движений, свести к минимуму уводы электродов в сторону и их колебания — в процессе работы электрод должен прикасаться к шву по направлению снизу вверх так, чтобы сварка выполнялась «вперед углом» исключались поддувы.
В ходе сварочного процесса, а также примерно в течение 50-60 секунд после выключения горелки нужно продолжать подачу защитного газа на шов до тех пор, пока температура нагрева шва не опустится до отметки ниже 400 гр.
Режим работы необходимо задать таким образом, чтобы газ аргон в месте сварочных работ расходовался со скоростью 58 л/мин, а на внутренней стороне сварочного шва — 2 л/мин.
Чтобы варить титановые трубы, потребуется герметизация их концов, для этого используется инертный газ, обычно аргон либо гелий, его закачивают внутрь через специальный насос.
При отсутствии специализированного сварочного аппарата в домашних условиях приварить трубы из этого металла не представляется возможным. Единственно доступной технологией является стыковая конденсаторная сварка заготовок из металла марки BT1-ВТ2, диаметр поперечного сечения которой не превышает 20-23 мм с толщиной стенок не больше 1,5 мм. Такие элементы можно приваривать друг к другу исключительно в огнезащитной газовой среде и только конденсаторным методом при повышенном заряде, напряжение которого установлено на отметке 850- 2100 B.
Контроль качества
Сформированный в результате сварки шов должен обязательно иметь серебристый оттенок. Не допускается наличие трещин и пор. Желтый цвет шва свидетельствует об умеренном качестве сварки, такой уровень качества считается удовлетворительным. В то время как все остальные цвета — коричневый, ярко-золотистый, сероватый, фиолетовый, синий или даже голубой прямо указывает на то, что технология работ было грубо нарушена, а материал шва включает недопустимые примеси, которые образовались при контакте атмосферного воздуха с раскалённым титаном.


Подобное соединение будет непрочным и при минимальном давлении разрушится.
Деформации также связаны с тем, что титан имеет родство с кислородом. При прогреве до 500 гр. в сплаве начинается бурное взаимодействие этого металла с азотом из воздуха и начинается образование нитритов — всё это повышает прочность сварки, но в то же время, утрачивается её пластичность, шов становится хрупким и покрывается трещинами.
Одним из самых распространенных сварочных дефектов при работе с титаном становится повышенная пористость шва, она является результатом поглощения шовным покрытием водорода, попавшего в сварочную ванну. Во избежание такого дефекта необходимо перед началом сварочных работы основательно почистить и обезжирить все поверхности и обеспечить эффективную защиту самой сварочной ванны, а также остывающего титана от попадания атмосферного воздуха.
Часто встречается образование активного слоя, который от шва начинает переходить к сплошному металлу соединенных деталей. Чтобы избежать такого неприятного явления, необходимо поддерживать вокруг рабочей зоны газовое облако вплоть до момента, когда шов остынет до температуры 400 градусов.
О том, как выглядит сварка титана, смотрите далее.
Читайте также: