Сварка трением буровых штанг
Обновлено: 18.05.2024
Ротационная сварка трением нашла широкое применение при приварке замков к бурильным трубам. Несомненным достоинством этого метода является возможность сварки разнородных трудносвариваемых дуговыми методами сталей, высочайшее качество и производительность сварки /1/. Однако, в полной мере возможности этого способа не используются в газовой отрасли.
При сварке технологических трубопроводов часто возникает необходимость сварки разнородных соединений. Например, при приварке к запорной арматуре из коррозионностойкой стали аустенитного класса труб из перлитной стали. Для этой цели удобно использовать переходники заводского изготовления, с тем, чтобы в монтажных условиях производить сварку только однородных соединений.
Существует также проблема коррозионной стойкости сварных соединений промысловых труб, особенно в серосодержащих средах. Решить эту проблему представляется возможным за счет конструкция трубы с внутренним покрытием и концевыми участками из нержавеющей аустенитной стали. Производительным и надежным методом реализации такой конструкции труб является наращивание торцов труб катушками из аустенитной стали в заводских условиях с применением ротационной сварки трением. Принципиальная конструкция такой трубы представлена на рисунке 1.

Рисунок 1 – Пример конструкции биметаллической трубы
Целью работы явилось исследование возможности качественной высокопроизводительной ротационной сварки трением биметаллических соединений труб по типу «низкоуглеродистая сталь – аустенитная сталь».
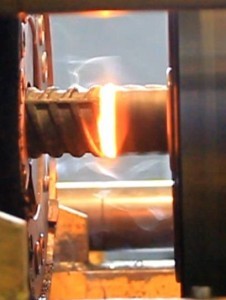
В качестве оборудования для ротационной сварки была применена впервые созданная ООО «КТИАМ» г. Челябинск машина ротационной сварки трением с усилием осадки до 150 тонн. Отличительной особенностью этой современной установки является возможность быстрого программирования цикла автоматической сварки в широком диапазоне параметров сварки. Внешний вид установки со стороны шпинделя представлен на рисунке 2. Регистрируемая установкой диаграмма режима сварки представлена на рисунке 3.
Эксперименты по сварке проводили с использование катушек труб диаметром 159х8 из низкоуглеродистой стали 20 и катушек труб диаметром 159х8 из аустенитной стали 08Х18Н10Т. Площадь свариваемого сечения составила 3600 мм2.

Рисунок 2 – Шпиндель установки ротационной сварки трением

Рисунок 3 — Регистрируемая установкой ротационной сварки трением диаграмма режима сварки (фото с экрана дисплея)
По результатам подбора режима, сварка образцов проводилась при значениях удельных давлений в свариваемом сечении 6 кГ/мм2 при нагреве и 12 кГ/мм2 при проковке. Внешний вид образцов после сварки и удаления грата представлен на рисунке 4.

Рисунок 4 – Внешний вид биметаллических образцов после сварки (катушка – аустенитная сталь, труба низкоуглеродистая сталь)
В качестве промежуточного вывода можно отметить, что поскольку максимальное давление в цикле составило 43,2 тонны, использованная нами установка с усилием 150 тонн принципиально позволяет выполнить сварку биметаллических труб размером 325х15 мм.
Образцы биметаллических сварных соединений подвергались ультразвуковому контролю и разрушающим исследованиям.
Разрушающие исследования проводились путем испытаний на статическое растяжение, статический изгиб, проводились так же металлографические исследования и замеры твердости всех участков сварного соединения.
Испытания на статическое растяжение показали, что все образцы разрушились по основному металлу низкоуглеродистой стали, рисунок 5.

Рисунок 5 – Внешний вид образцов после испытаний на растяжение
Испытания на статический изгиб показали, что все образцы не разрушились при угле загиба более 150°, рисунок 6.

Рисунок 6 – Внешний вид образцов после испытаний на статический изгиб
Металлографические исследования микроструктуры показали отсутствие каких либо переходных структур, включая карбидные прослойки по линии соединения разнородных сталей, рисунок 7.
Рисунок 7 – Микроструктура по линии соединения разнородных сталей, где а) травление на низкоуглеродистую сталь, б) травление на аустенитную сталь
Исследования микроструктуры аустенитной стали показали наличие строчечных включений феррита вдоль направления проката в основном металле (рисунок 8 а) и вдоль линии соединения в околошовной зоне соединения (рисунок 8 б).
Рисунок 8 – Микроструктура аустенитной стали, где а) основной металл, б) околошовная зона
Исследования микроструктуры низкоуглеродистой стали показали, что в зоне термического влияния произошли процессы рекристаллизации, приведшие к измельчению зерна по сравнению с основным металлом, а в околошовной зоне существуют участки структуры близкие к видманштетовой и указывающие на то, что металл на этом участке претерпел изменения, характерные для распада аустенита, рисунок 9.
Для установления факта возможного образования хрупких структур в сварном соединении были проведены исследования твердости по Викерсу по маршруту от основного металла одной стали до основного металла другой стали с измерением твердости всех участков сварного соединения, которые показали полное отсутствие каких либо закалочных структур в сварном соединении, рисунок 10.
Рисунок 9 – Микроструктура низкоуглеродистой стали, где а) основной металл, б) зона термического влияния, в) околошовная зона

Рисунок 10 – Значения твердости HV10 с привязкой к структуре сварного соединения
Поскольку, как и в других методах прессовой сварки, при сварке трением могут возникать только плоскостные дефекты без раскрытия, не обнаруживаемые при радиографическом контроле, была проведена работа по определению возможности ультразвукового контроля для обнаружения дефектов в сварных швах. Исследование возможностей ультразвукового контроля проводился на дефектоскопе Isonic 2009 с использованием секторного сканирования 16 элементной фазированной решеткой и TOFD метода /2,3/. Эксперименты проводили как на образцах без дефектов, сваренных на оптимальных режимах сварки и проверенных в дальнейшем разрушающими методами исследований, так и на специально изготовленных образцах с дефектами. На специально изготовленных дефектных образцах усилие осадки соответствовало усилию при нагреве и не увеличивалось после прекращения вращения, наличие дефектов в них было в дальнейшем подтверждено разрушающими исследованиями.
Сканирование показало, что с поверхности катушки из аустенитной стали генерируется огромное количество сигналов препятствующих обнаружению сигналов, отраженных от дефектов. Расположение датчика фазированной решётки на низкоуглеродистой стали значительно уменьшает количество ложных сигналов, однако не исключает их негативное влияние на результат контроля. Результаты контроля в виде сканов представлены на рисунке 11 и 12.
Рисунок 11 – Результаты секторного сканирования образца без дефекта, где а) сканирование со стороны низкоуглеродистой стали, б) сканирование со стороны аустенитной стали
Рисунок 12 – Результаты секторного сканирования образца с дефектами, где а) сканирование со стороны низкоуглеродистой стали, б) сканирование со стороны аустенитной стали
В отличии от эхо-импульсного метода TOFD метод позволил о идентифицировать образец с возможным наличием дефекта типа несплавление, рисунок 13.
Рисунок 13 — Результаты TOFD метода, где а) скан образца без дефекта б) скан образца с дефектом
Дифракционная картина на образце с дефектом свидетельствует об резком снижении амплитуды сигнала прошедшего от излучателя к приемнику. На рисунке 14 представлен излом образца на участке с дефектом типа несплавление.

Рисунок 14 – Излом образца (участки сплавления имеют темный цвет, а участки несплавлении светлый цвет)
Выводы
1. Разнородное сварное соединение «низкоуглеродистая сталь – аустенитная сталь» труб размером 159х8 мм, сваренное ротационной сваркой трением обладает комплексом высоких механических свойств, обеспечивающих прочность и пластичность не ниже уровня низкоуглеродистой стали.
2. На всех участках сварного соединения отсутствует дефекты структуры характерные для сварки плавлением (укрупненное зерно, карбидные прослойки и т.д.).
3. Среди распространённых методов неразрушающего контроля наиболее эффективным для выявления возможных плоскостных дефектов ротационной сварки трением типа несплавление является TOFD метод ультразвукового контроля.
Авторы: Бровко В.В., Кусый А.Г. (ФГАУ «НУЦСК при МГТУ им. Н.Э. Баумана»); Павлов Л.А. (ООО «КТИАМ»), Хоменко В.И.(ЗАО «Ультракрафт»)
1. Сварка металлов трением. Вилль В.И., Ленинград, «Машиностроение», 1970, с. 176.
2. Щербинский В.Г. Технология ультразвукового контроля сварных соединений. – Изд. 3-е, перераб. и доп. – Санкт-Петербург: СВЕН, 2014. – 495с.
3. Неразрушающий контроль и диагностика: Справочник/ В.В.Клюев, Ф.Р. Соснин, А.В.Ковалев и др.; Под ред. В.В.Клюева. – 3-е изд. Испр. И доп.-М.: Машиностроение, 2003, – 656 с., ил.
Презентация оборудования КТИАМ
Сварка трением буровых штанг
Целью работы явилось исследование возможности качественной высокопроизводительной ротационной сварки трением биметаллических соединений труб по типу «низкоуглеродистая сталь – аустенитная сталь». Читать далее
Буровые штанги для установок горизонтально-направленного бурения (ГНБ)

В настоящее время к нам стало поступать много заявок из различных регионов на изготовление буровых штанг для установок горизонтально-направленного бурения (ГНБ). ООО «КТИАМ» осуществляет приварку замковой части к телу трубы на машине сварки трением ПСТ-20Т, а так же разрабатывает и изготавливает под заказ линии высадки концов труб и линии сварки трением.
В качестве ознакомительной информации о буровых штангах для установок ГНБ, мы предлагаем ознакомиться с выдержками из статьи журнала РОБТ – официального печатного издания Российского общества по внедрению бестраншейных технологий.
Буровые штанги и бурильные трубы для ГНБ
Как показывает многолетний опыт, далеко не все поставщики буровой техники относятся к вопросу предложения буровых штанг столь же пристально, как к выбору установки ГНБ на основании ее технических особенностей, преимуществ. Читать далее
Сварка трением теплообменных аппаратов

Внедрение сварки трением может значительно снизить себестоимость изготовления крупногабаритных теплообменных аппаратов.
В настоящее время изготовление теплообменных аппаратов связано со значительной трудоёмкостью и дороговизной сварочных процессов с последующей термообработкой. Стоимость термообработки одного теплообменного аппарата доходит до 1 млн. руб. с продолжительностью больше суток. Как отмечают исследователи: Читать далее
Применение сварки трением в строительстве. Аналитическая записка.
Целью данного исследования являлось выяснение причин, ограничивающих применение в России сварки трением при изготовлении сварных арматурных изделий и закладных элементов железобетонных конструкций.
Сварка трением быстрорежущих сталей с конструкционными

Концевой режущий инструмент (свёрла, торцовые фрезы, метчики, развёртки и т.п.) целесообразно изготавливать из разноимённых сталей. Режущая (рабочая) часть выполняется из быстрорежущей стали (Р9, Р18, Р6М5 и др.), имеющей высокую стоимость и отличающейся высокой износостойкостью, твёрдостью, красностойкостью. Для изготовления хвостовой части инструмента обычно применяют конструкционные стали марок 45 и 40Х, для придания этой части большей вязкости, что одновременно и значительно удешевляет стоимость инструмента. Читать далее
Свариваемость трением различных металлов и сплавов

По свидетельству некоторых исследователей схватывание принципиально возможно между любыми металлами. Исходя из этого можно было бы предположить, что сварка трением любой заданной пары металлов принципиально возможна, достаточно лишь создать для этого необходимые условия, подобрать режим. На фотографии видны заготовки из меди, алюминия и нержавеющей стали и сваренный на оборудовании КТИАМ триметаллический образец. Читать далее
Области применения сварки трением

Практикой установлено, что сварку трением целесообразно применять в следующих случаях:
- взамен электродуговой и других способов сварки плавлением;
- взамен контактной сварки;
- взамен пайки и клёпки;
- взамен разъёмных соединений деталей;
- при изготовлении деталей из сложных поковок и штамповок путём их расчленения на более простые заготовки с последующей сваркой;
- при соединении деталей с окончательно механически обработанными поверхностями;
- при создании новых рациональных конструкций деталей, оптимально отвечающих условиям эксплуатации;
- при ремонте деталей и инструмента.
Технологические особенности процесса сварки трением
Линия по производству буровой трубы на основе ПСТ-20Т
Станок сварки трением ПСТ-80
Линия по производству буровой трубы на основе ПСТ-120Т
Установка УВТ-1
Сварка трением арматуры ПСТ-20Т
Буровые штанги для установок горизонтально-направленного бурения (ГНБ)
Как показывает многолетний опыт, далеко не все поставщики буровой техники относятся к вопросу предложения буровых штанг столь же пристально, как к выбору установки ГНБ на основании ее технических особенностей, преимуществ.
Устоявшаяся мировая практика доказывает, что буровые штанги лучше приобретать непосредственно на заводе-изготовителе с устоявшейся репутацией, либо у официальных дилеров таких предприятий. Чем же отличаются буровые штанги от бурильных труб?
Как известно, буровые установки ГНБ подразделяются на три группы: малой, средней и большой мощности. Аналогичным образом инструмент подразделяется на группы: для малых, средних и больших нагрузок.
Рассмотрим вариант применения установок малой и средней мощности.
С увеличением длины пилотного бурения увеличиваются нагрузки на подачу и вращение колонны, появляется эффект пружины, т.е. проходит определенное время для передачи вращения от шпинделя на установке до буровой лопатки. Это вносит определенные неудобства для работы с системой локации. Оператору проблематично «поймать» положение на «6…12 часов» из-за скручивания колонны. Чтобы улучшить ситуацию при бурении на большие расстояния можно использовать буровые штанги большего диаметра, что уменьшает скручивание колонны и изгиб в плоскостях. При этом у вас увеличивается минимально допустимый радиус изгиба штанг, но удается легче соблюдать прямолинейность бурения.
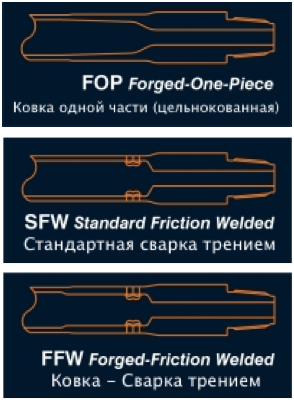
Производители штанг для малого и среднего класса машин в основном делают штанги трех типов: «кованые», «сварка трением» и «сварка трением с предварительной ковкой». Рассмотрим все существующие методы.

Первый метод – FOP (Forged-One-Piece, цельнокованая штанга) – метод ковки при котором оголовки буровой штанги значительно утолщаются за счет многократного индукционного нагрева концов трубы и дальнейшей их высадке на пресс–станке. Далее, после остывания концов нарезается необходимая резьба.
Второй метод – SFW (Standard Friction Welded) –метод стандартной сварки трением. При этом методе замковая часть буровой штанги изготавливается отдельно и, как правило, из более прочного материала – стали марки 42CrMo4. После нарезки необходимой резьбы в соответствии с калибром на станке с ЧПУ, резьбовая часть подвергается процессу азотирования. При этом происходит поверхностное упрочнение стали, что делает поверхность замка и профиль резьбы более устойчивым к износу. На последнем этапе происходит сварка замковой части с телом буровой штанги методом трения.
Третий метод – FFW (Forged-Friction Welded) –метод сварки трением с предварительной ковкой концов буровой штанги. При этом методе концы буровой штанги нагреваются индукционным способом и производится их дальнейшая высадка на прессе. Далее замковая часть, изготовленная отдельно, приваривается к телу буровой штанги методом сварки трением.
Первый метод позволяет сохранить структуру буровой штанги как единое целое, обладающее весьма прочной конструкцией. При этом слабыми местами остается весьма низкая гибкость штанги и весьма быстрый износ замковой части и резьбы.

Буровые штанги диаметром 42 мм на линии ПСТ-20Т (фото: ООО «КТИАМ»)
Третий метод – это удачный «микс» первого и второго методов. Данная технология требует больших затрат, но при этом получаются достаточно гибкие штанги с усиленной замковой частью. В последние десятилетия этот метод является наиболее удачным при изготовлении буровых штанг для горизонтального направленного бурения, а также для производства бурильных труб применяемых на глубоких вертикальных скважинах, имеющих отклонение от вертикали.
Поэтому, когда вы выбираете буровые штанги, необходимо принимать во внимание, по какой технологии они изготовлены – это определяет характеристики конечного продукта, такие как предел прочности на разрыв, минимальный радиус изгиба, максимально допустимый крутящий момент.
На сегодняшний день существует огромное количество заводов, занимающихся выпуском штанг. В основном они располагаются в США и Китае, причем, многие заводы, гонясь за дешевизной выпускаемых изделий, до сих пор применяют метод дуговой сварки. Это самое дешевое производство, которое привело к общему восприятию сварных штанг, как некачественных по отношению к «кованым» штангам. Хотя, если завод-производитель буровых штанг осуществляет на собственном производстве доведение стали до нужного класса с обязательным контролем качества и применяет технологию предварительной ковки с дальнейшей сваркой трением замковой части, Вы получаете на выходе продукт наивысшего качества. Это дает Вам дополнительную уверенность при производстве работ методом ГНБ.


Буровые штанги диаметром 63 мм (фото: ООО «КТИАМ»)
В последнее время с увеличением диаметров трубопроводов возросла потребность определенных компаний в использовании установок ГНБ класса «мега» усилием 500 — 600 тонн, а в этом классе бурильные трубы с замком 6 5/8” уже работают на пределе технических возможностей. Здесь необходимо обратить внимание на бурильные трубы с замком 7 5/8”, которые сравнительно недавно появились на рынке. Приведем их основные параметры: диаметр тела трубы – 7 5/8” (193,7 мм), допустимый крутящий момент – 292 kNm, допустимое усилие на разрыв – 595 т. Замки: наружный диаметр – 8 1/2”(215,9 мм), внутренний диаметр – 4 1/4”(108 мм), допустимый крутящий момент – 230 kNm, допустимое усилие на разрыв – 1033 т.
Теперь о бурильных трубах для мощных установок.
Технология производства бурильных труб отличается более высокими требованиями к исходному материалу труб (green pipes), химическому составу металла, термообработке, высадке трубы, сварке трением, изготовлению замков и постоянным контролем качества после завершения каждой операции.
Продолжительность использования бурильной колонны напрямую зависит от усталости металла бурильных труб, наружного износа замковой части и самой резьбы. Слабое место на бурильной трубе, более подверженное нагрузкам при изгибе и вращении колонны – это переход тела трубы к замковой части. Для того, чтобы уменьшить усталость металла в этой зоне как раз и делается высадка трубы. Высадки существуют трех типов: наружная (EU), внутренняя (IU) и комбинированная (IEU). Обычно, в зависимости от диаметров бурильных труб, тип высадки меняется. Например, в трубах 3 1⁄2” (88,9 мм) используется наружная высадка, чтобы не уменьшать проходной диаметр, а в трубах от 5” (127 мм) используется комбинированная высадка.

Высаженный конец трубы на линии УВТ-1 (Фото: ООО «КТИАМ»)
Длина высадки у заводов-производителей отличается в зависимости от технологических возможностей производства. Величины меняются от 4’’, 5”, 7’’, 9’’ до 11’’. Завод, на котором мы знакомились с производством бурильных труб, на сегодняшний день, единственный, который делает высадку в диапазоне 9” — 11” (228 — 279 мм), что позволяет выполнить наиболее плавный переход от тела трубы до замковой части и увеличить сопротивление к усталости металла в зоне подверженной самым большим нагрузкам. Для такого размера высадки используется пресс с усилием 2500 т.
После высадки трубы отправляются в печь для термообработки, затем проходят контроль на прямолинейность, контроль магнитной дефектоскопии, ультразвуковой контроль.


Продольный разрез высадки в диапазоне 9» — 11» (слева), Разрез замковой части (справа)
Процесс изготовления замковых соединений по технологии и контролю схожий, но к резьбе предъявляются дополнительные требования, т.е. после нарезки резьбы проводят азотирование, далее приработку резьбовых и упорных соединений методом троекратного закручивания и раскручивания замковых соединений с рекомендуемым крутящим моментом. По желанию заказчика возможно нанесение твердого сплава на замковую часть для уменьшения износа, потом контроль магнитной дефектоскопии, и замки готовы для сварки трением с трубой. После сварки трением удаляются бурты снаружи и изнутри, металл зачищается на ширину 300 мм для последующей термообработки сварного соединения, контроля на твердость, магнитной дефектоскопии и ультразвукового контроля всего изделия.
Благодаря этим технологиям, получаются бурильные трубы с уменьшенным радиусом изгиба, что и нужно для производства работ методом ГНБ (ННБ).
Автор статьи: Федько А.В. технический директор ООО «СДС-11», г. Санкт-Петербург.
Профессиональный журнал «РОБТ» №10/12/2013
Буровая штанга это элемент буровой колонны от которого во многом зависит управление траекторией скважины. На сегодняшний день существует три основных метода изготовления буровых штанг.
.png)
Первый метод - FOP (Forged-One-Piece) метод ковки (цельнокованная), при котором оголовки буровой штанги значительно утолщаются за счет многократного индукционного нагрева концов трубы и дальнейшей их высадке на пресс - станке. Далее после остывания концов нарезается необходимая резьба.
Второй метод - SFW (Standard Friction Welded) метод стандартной сварки трением. При этом методе замковая часть буровой штанги изготавливается отдельно и как правило из более прочного материала - стали марки 42CrMo4. После нарезки необходимой резьбы в соотвествии с калибром на станке ЧПУ, резьбовая часть подвергается процессу нитродирования или азотирования. При этом происходит поверхностное упрочнение стали, что делает поверхность замка и профиль резьбы более устойчивым к истиранию. Последним этапом происходит сварка замковой части с телом буровой штанги методом трения.
Третий метод - FFW (Forged-Friction Welded) метод сварки трением с предварительной ковкой оголовков буровой штанги. При этом методе оголовки буровой штанги утолщаются за счет индукционного нагрева концов трубы и дальнейшей их высадке на пресс - станке в одну стадию нагрева. Утолщение незначительно и процедура выравнивания молекулярной решетки стали не представляет сложности. Далее замковая часть изготавливается также отдельно и приваривается к телу буровой штанги как при методе стандарной сварки трением.
В чем же отличие каждого из методов?
Первый метод позволяет сохранить структуру буровой штанги как единое целое изделие обладая весьма прочной конструкцией. При этом "больными" (слабыми) местами остается весьма низкая гибкость штанги и весьма быстрая истираемость замковой части и пятен контакта резьбы. Это следствие технологии изготовления такой штанги, при которой длинное единое тело штанги не представляется возможным подвергнуть процессу нитродирования или азотирования, чтобы придать поверхностное упрочнение стали в замковой части буровой штанги.
Третий метод это удачный "микс" первого и второго метода. Эта технология более затратная, но при этом получаются достаточно гибкие штанги при этом с упрочненной замковой частью. В последние десятилетия этот метод является наиболее удачным при изготовлении буровых штанг для горизонтально-направленного бурения, а также для производства буровых штанг применяемых на глубоких вертикальных скважинах, имеющих отклонение от вертикали.
Поэтому когда Вы выбираете буровые штанги необходимо принимать во внимание по какой технологии они изготовлены - это определит физико-механические характеристики конечного продукта, такие как нагрузка на разрыв, предельный минимальный радиус изгиба и т.п.
.jpg)
Не секрет, что приобретение установки ГНБ для любой специализированной компании является важным событием, если хотите, своего рода небольшим (а может быть и большим) профессиональным праздником. Хотите продлить праздничное настроение и получать от эксплуатации машины продолжительное удовольствие? Тогда самое пристальное внимание следует уделить буровым штангам.
Если приобретая вместе с машиной комплект буровых штанг, вы не уяснили для себя ряд важнейших нюансов, а ограничились только фактом, что удовлетворяет общая длина и диаметр, разочарование будет не за горами.
К таким нюансам, например, можно отнести соответствие буровых штанг нагрузкам от установки ГНБ, геометрии трассы сооружаемых переходов, производительности НВД, наконец, необходимому уровню качества изготовления, да и многому другому.
Устоявшаяся мировая практика доказывает, что буровые штанги лучше приобретать непосредственно на заводе-изготовителе с устоявшейся репутацией, либо у официальных дилеров таких предприятий. Почему?
Давайте поговорим, о том, чем же отличаются буровые штанги от бурильных труб.
Как известно, буровые установки подразделяются на три группы: малой, средней и большой мощности. Аналогичным образом инструмент подразделяется на группы: для малых, средних и больших нагрузок.
Рассмотрим вариант применения установок малой и средней мощности.
Длина пилотного бурения зависит как от мощности установки, мастерства оператора, качества бурового раствора, так и от используемого инструмента, в нашем случае – от буровых штанг.
С увеличением длины пилотного бурения увеличиваются нагрузки на подачу и вращение колонны, появляется эффект пружины, т.е. проходит определенное время для передачи вращения от шпинделя на установке до буровой лопатки. Это вносит определенные неудобства для работы с системой локации. Оператору проблематично «поймать» 6. 12 часов из-за скручивания колонны. Чтобы улучшить ситуацию при бурении на большие расстояния можно использовать буровые штанги большего диаметра, что уменьшает скручивание колонны и изгиб в плоскостях. При этом у вас увеличивается минимально допустимый радиус изгиба штанг, но удается легче соблюдать прямолинейность бурения. Выбор за вами.
Второй метод – SFW (Standard Friction Welded) – метод стандартной сварки трением. При этом методе замковая часть буровой штанги изготавливается отдельно и, как правило, из более прочного материала – стали марки 42CrMo4. После нарезки необходимой резьбы в соответствии с калибром на станке с ЧПУ, резьбовая часть подвергается процессу азотирования. При этом происходит поверхностное упрочнение стали, что делает поверхность замка и профиль резьбы более устойчивым к износу. На последнем этапе происходит сварка замковой части с телом буровой штанги методом трения.
Третий метод – FFW (Forged-Friction Welded) – метод сварки трением с предварительной ковкой концов буровой штанги. При этом методе концы буровой штанги нагреваются индукционным способом и производится их дальнейшая высадка на пресс-станке. Далее замковая часть, изготовленная отдельно, приваривается к телу буровой штанги методом сварки трением.
В чем же отличия каждого из методов?
Третий метод – это удачный «микс» первого и второго методов. Данная технология требует больших затрат, но при этом получаются достаточно гибкие штанги с усиленной замковой частью. В последние десятилетия этот метод является наиболее удачным при изготовлении буровых штанг для горизон- тального направленного бурения, а также для производства бурильных труб применяемых на глубоких вертикальных скважинах, имеющих отклонение от вертикали.


Сварка трением с предварительной ковкой (слева), Кованые штанги (справа)
На сегодняшний день существует огромное количество заводов, занимающихся выпуском штанг. В основном они располагаются в США и Китае, причем, многие заводы, гонясь за дешевизной выпускаемых изделий, до сих пор применяют метод дуговой сварки. Это самое дешевое производство, которое привело к общему восприятию сварных штанг, как некачественных по отношению к «кованым» штангам. Хотя, если завод-производитель буровых штанг осуществляет на собственном производстве доведение стали до нужного класса с обязательным контролем качества и применяет технологию предварительной ковки с дальнейшей сваркой трением замковой части (это обязательно при производстве бурильных труб для нефтяной и газовой отрасли), Вы получаете на выходе продукт наивысшего качества. Это дает Вам дополнительную уверенность при производстве работ методом ГНБ.
В последнее время с увеличением диаметров трубопроводов возросла потребность определенных компаний в использовании установок ГНБ класса «мега» усилием 500 - 600 тонн, а в этом классе бурильные трубы с замком 6 5/8” уже работают на пределе технических возможностей. Здесь необходимо обратить внимание на бурильные трубы с замком 7 5/8”, которые сравнительно недавно появились на рынке. Приведем их основные параметры: диаметр тела трубы – 7 5/8”, допустимый крутящий момент – 292 kNm, допустимое усилие на разрыв – 595 т. Замки: наружный диаметр – 8 1/2”, внутренний диаметр – 4 1/4”, допустимый крутящий момент – 230 kNm, допустимое усилие на разрыв – 1033 т.


Испытание сварных соединений на растяжение и изгиб
Теперь о бурильных трубах для мощных установок.
Продолжительность использования бурильной колонны напрямую зависит от усталости металла бурильных труб, наружного износа замковой части и самой резьбы. Слабое место на бурильной трубе, более подверженное нагрузкам при изгибе и вращении колонны – это переход тела трубы к замковой части. Для того, чтобы уменьшить усталость металла в этой зоне как раз и делается высадка трубы. Высадки существуют трех типов: наружная (EU), внутренняя (IU) и комбинированная (IEU). Обычно, в зависимости от диаметров бурильных труб, тип высадки меняется. Например, в трубах 3 1⁄2” используется наружная высадка, чтобы не уменьшать проходной диаметр, а в трубах от 5” используется комбинированная высадка.
Длина высадки у заводов-производителей отличается в зависимости от технологических возможностей производства. Величины меняются от 4’’, 5”, 7’’, 9’’ до 11’’. Завод, на котором мы знакомились с производством бурильных труб, на сегодняшний день, единственный, который делает высадку в диапазоне 9” - 11”, что позволяет выполнить наиболее плавный переход от тела трубы до замковой части и увеличить сопротивление к усталости металла в зоне подверженной самым большим нагрузкам. Для такого размера высадки используется пресс с усилием 2500 т (Согласитесь, не маленький).


Продольный разрез высадки в диапазоне 9'' - 11'' (слева), Разрез замковой части (справа)
Приобретая бурильные трубы, узнайте как можно больше о производителе, требуйте паспорта на трубы с номерами труб и результатами контроля.
В истории «российского ГНБ» имели место случаи поставки бурильных труб с красивым названием «PREMIUM», хотя на самом деле, это были трубы б/у, восстановленные по «1-му классу». Так что, будьте внимательны!
Для большей наглядности приводятся таблицы с параметрами для бурильных труб из разных типов стали и трех классификаций.
API диапазон бурильных труб
| API Range | Длина (ft) | Длина (м) |
| 1 | 18 - 22 | 5,686 - 6,706 |
| 2 | 27 - 30 | 8,230 - 9,144 |
| 3 | 38 - 45 | 11,582 - 13,716 |
API класс стали бурильных труб
Класс стали
API классификация бурильных труб: New (N), Premium (P), Class 2 (2)
Читайте также: