Схема и сущность ручной дуговой сварки
Обновлено: 03.05.2024
Сваркой называют технологический процесс получения неразъемных соединений из металлов, их сплавов и других материалов (пластмасс, стекла) с образованием на бывшей границе их раздела межатомных связей при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
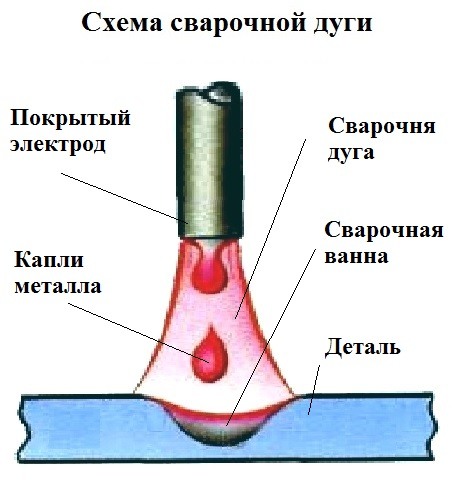
Сущность сварки плавящимся электродом (рис. 3.38) состоит в том, что металл по кромкам свариваемых деталей подвергается плавлению от нагрева сильным концентрированным источником тепла - электрической дугой, горящей между металлическим электродом, покрытым специальной обмазкой и деталью. Образовавшийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки и расплавленным металлом электрода, введенного в сварочную ванну через дугу. Создается общий объем жидкого металла, который называется сварочной машиной. Покрытие электрода при расплавлении создает условия для защиты капель жидкого электродного металла в дуге и сварочной ванны от вредного влияния кислорода и азота воздуха.
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AEvYqkbGAAAA2wAAAA8AAABkcnMvZG93bnJldi54bWxEj09rwkAUxO8Fv8PyhF5K3Vipf9KsIoVC wSrEetDbI/uaBLNvQ3Yb12/fLQgeh5n5DZOtgmlET52rLSsYjxIQxIXVNZcKDt8fz3MQziNrbCyT gis5WC0HDxmm2l44p37vSxEh7FJUUHnfplK6oiKDbmRb4uj92M6gj7Irpe7wEuGmkS9JMpUGa44L Fbb0XlFx3v8aBdtFePWzQPnTrmimk9P5uNl+HZV6HIb1GwhPwd/Dt/anVjCZwf+X+APk8g8AAP// AwBQSwECLQAUAAYACAAAACEABKs5XgABAADmAQAAEwAAAAAAAAAAAAAAAAAAAAAAW0NvbnRlbnRf VHlwZXNdLnhtbFBLAQItABQABgAIAAAAIQAIwxik1AAAAJMBAAALAAAAAAAAAAAAAAAAADEBAABf cmVscy8ucmVsc1BLAQItABQABgAIAAAAIQAzLwWeQQAAADkAAAASAAAAAAAAAAAAAAAAAC4CAABk cnMvcGljdHVyZXhtbC54bWxQSwECLQAUAAYACAAAACEAS9iqRsYAAADbAAAADwAAAAAAAAAAAAAA AACfAgAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9wAAAJIDAAAAAA= https://konspekta.net/studopediaru/baza19/2247979784459.files/image113.png" />
| Рис. 3.38. Схема процесса ручной дуговой сварки: 1 - металлический стержень электрода; 2 - электродное покрытие; 3 – сварочная дуга; 4 – капли расплавленного шлака; 5 – капли расплавленного электродного металла; 6 – сварочная ванна; 7 - расплавленный шлак; 8 – закристаллизованный шлак; 9 – сварной шов; 10 – изделие. |
Сварочная дуга представляет собой длительный электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся высокой плотностью тока и малым напряжением. Сварочная дуга состоит из катодной области, столба дуги и анодной области (рис. 3.39).
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AF7grWzEAAAA2wAAAA8AAABkcnMvZG93bnJldi54bWxEj0FrAjEUhO+F/ofwCr3VrBWkbI0iQtke elF7sLfX5HWzuHlZNs917a9vCoLHYWa+YRarMbRqoD41kQ1MJwUoYhtdw7WBz/3b0wuoJMgO28hk 4EIJVsv7uwWWLp55S8NOapUhnEo04EW6UutkPQVMk9gRZ+8n9gEly77WrsdzhodWPxfFXAdsOC94 7GjjyR53p2Agbfd+LlX1dRJ7qL6bD32xv4Mxjw/j+hWU0Ci38LX97gzMZvD/Jf8AvfwDAAD//wMA UEsBAi0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5 cGVzXS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3Jl bHMvLnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJz L3BpY3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAF7grWzEAAAA2wAAAA8AAAAAAAAAAAAAAAAA nwIAAGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACQAwAAAAA https://konspekta.net/studopediaru/baza19/2247979784459.files/image114.png" />
| Рис. 3.39. Схема строения сварочной дуги: К – катодное пятно; А – анодное пятно; 1 – катодная область; 2 – столб дуги; 3 – анодная область |
Для образования и поддержания горения дуги необходимо иметь в пространстве меду электродами электрические заряженные частицы (положительные и отрицательные ионы и электроны).
Электрически заряженные частицы образуются в катодной, анодной областях и в столбе дуги.
Катодная область распространяется на участок электродного металла и на приэлектродную часть дуги. На торце электрода при бомбардировке его положительными ионами образуется катодное пятно, с которого происходит выход первичных электронов.
В столбе дуги происходит образование вторичных электронов, а также положительных ионов. Электроны устремляются к аноду, поддерживая ионизацию в анодной области. Положительные ионы движутся к катоду, выбивают из него электроны.
Анодная область дуги состоит из анодного пятна и приэлектродной части. Анодное пятно подвергается бомбардировки потоком электронов, образовавшихся при ионизации в столбе дуги. В результате бомбардировки анода возникают ионы. От сильной бомбардировки анодная область имеет форму вогнутой сферы.
Сварочная дуга имеет высокую температуру. Наиболее высокая температура (около 600 0 – 7000 0 С) достигается в столбе дуги, наименьшая на поверхности катода и анода. Температура на поверхности катода и анода достигает температуры испарения металла (около 320 0 – 3800 0 С).
Тепловая мощность дуги определяется по следующей формуле (1):
q = 0,24·J·U, калл/с (3.11)
где J – сварочный ток, А;
U – напряжение дуги, В.
Тепло, выделяемое в дуге, расходуется полезно на нагрев электрода, изделия, на образование капель электродного металла и теряется на рассеивание в окружающую среду и разбрызгивание металла. Эффективный КПД процесса ручной дуговой сварки составляет 75 – 80%.
Соприкосновение электрода с изделием создает замкнутую сварочную цепь. В момент отрыва электрода от изделия, электроны, находящиеся на нагретом от короткого замыкания катодом пятне, теряет прочную связь с атомами и перемещаются на анод, образуя дугу с электрическим током. Эта дуга течением времени стабилизируется.
При зажигании дуги напряжение между электродом и свариваемым изделием обычно равно 50 …60 В. При замыкании сварочной дуги напряжение падает почти до нуля и после возбуждения дуги поддерживается в пределах 16 – 30 В в зависимости от длины дуги и марки электрода.
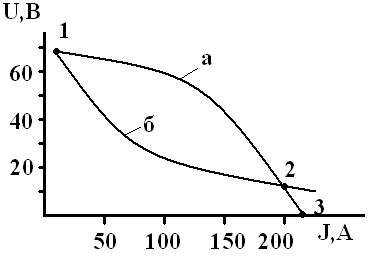
| Рис. 3.40. Вольтамперные характеристики дуги и источника питания |
При питании сварочной дуги необходим источник питания тока с крутопадающей вольтамперной характеристикой (рис. 3.40 а). Опытная зависимость напряжения дуги от тока при постоянных значениях длины дуги изображена на рисунке 3.40 б.
Режим горения сварочной дуги определяется точкой пересечения характеристик дуги «б» и источника тока «а». В точке 1 происходит возбуждение дуги, а в точке 2 обеспечивается устойчивое ее горение. В момент короткого замыкания в точке 3 напряжение дуги уменьшается до нуля.
Для питания сварочной дуги применяют как источники переменного тока (сварочные трансформаторы), так и источники постоянного тока (сварочные преобразователи, генераторы). Источники переменного тока более распространены, чем источники постоянного тока, т. к. имеют следующие преимущества:
трансформаторы проще в эксплуатации;
обладают более высоким КПД, чем генераторы постоянного тока.
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения. Трансформатор имеет стальной сердечник и две изолированные обмотки. В некоторых трансформаторах катушки первичной обмотки закреплены неподвижно, а вторичная обмотка, - подвижная и может перемещаться по сердечнику при помощи винта, связанного с рукояткой, выходящей на крышку кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелки вторичная обмотка приближается к первичной, магнитный поток рассеивания и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении против часовой стрелки сварочный ток уменьшается.
Сварочный преобразователь состоит из сварочного генератора постоянного тока и приводного электродвигателя, размещенных в одном корпусе. Электродвигатель преобразует электрическую энергию переменного тока в механическую, а сварочный генератор преобразует механическую энергию в электрическую энергию постоянного тока, питающего сварочную дугу. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллектором.
Регулирование сварочного тока производится реостатом, включенным в обмотку магнитных полюсов.
Зажигание дуги производится следующим образом: наметив место, где должна быть зажжена дуга, сварщик приближает к нему конец электрода, вставленный в электрододержатель. Когда конец электрода приближен к месту сварки на расстоянии около 10 мм, сварщик закрывается щитком и затем быстрым движением слегка касается концом электрода свариваемого металла, после чего тут же отводит электрод на 3 – 4 мм.
Зажженная дуга должна поддерживаться определенной длины на протяжении всего процесса сварки путем постепенного движения электрода по свариваемому металлу по мере его плавления.
Для получения валика постоянной ширины необходимо, чтобы в процессе сварки поперечные колебания электрода и скорость его перемещения вдоль шва не менялись, при этом амплитуда поперечных колебаний на должна превышать 2 – 4 d электрода.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с общими положениями ручной дуговой сварки электродом.
2. Рассчитать режим ручной дуговой сварки.
Основными параметрами режима дуговой сварки являются сила сварочного тока, напряжение дуги и скорость сварки.
Расчет режима ведут в следующей последовательности:
назначают диаметр электрода в зависимости от толщины свариваемого металла или катета углового шва (таблица 3.22).
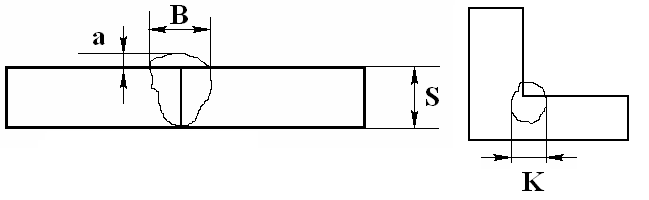
При сварке угловых швов диаметр электрода назначают равным катету шва «К».
| Толщина металла, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
рассчитывают силу сварного тока по формуле (3.12):
где d – диаметр электрода, мм.
определяют напряжение дуги по формуле (3.13)
рассчитывают скорость сварки по формуле (3.14)
где αн – коэффициент наплавки, г/А·ч;
γ – плотность наплавляемого металла, г/см 3 ;
Fн – площадь поперечного сечения наплавленного металла (5), см 2 .
Определить тепловую мощность дуги по формуле (3.11).
1. На чем основан принцип ручной дуговой сварки.
2. Что определяет эффективную тепловую мощность дуги?
3. Какие источники тока применяются при ручной дуговой сварке, их преимущества и недостатки?
Сущность ручной дуговой сварки
Ручная дуговая сварка относится к термическому классу сварки. Процесс осуществляется сварочными электродами, подача которых в дугу и перемещение вдоль свариваемых заготовок выполняется сварщиком вручную. В процессе сварки происходит оплавление поверхностей свариваемых заготовок под воздействием электрической дуги с образованием общей ванны расплавленного металла, после кристаллизации которой и получается неразъемное соединение.
Электрическая дуга представляет собой мощный стабильный электрический разряд в газах, сопровождаемый выделением значительного количества тепла и света. Возникновение дуги обусловлено эмиссией электронов с катода и ионизацией газового промежутка. Выделение электронов с поверхности катода достигается за счет термо- и автоэлектронной эмиссии, а также эмиссии в результате ударов положительных ионов. Ионизацию газового промежутка вызывают нагрев, облучение и соударение частиц.
Дуга горит между сварочным электродом и свариваемым (основным) металлом. Применяют неплавящиеся и плавящиеся электроды (рис. 1). Неплавящиеся электроды изготавливают из электротехнического угля, синтетического графита или вольфрама. Для плавящихся электродов наиболее распространенным материалом является холоднотянутая проволока, а также ленты и электронные пластины.
Рис. 1. Схема ручной дуговой сварки неплавящимся (а)
и плавящимся (б) электродом: 1 – свариваемый металл;
2 – электрическая дуга; 3 – электрод; 4 – электродержатель;
5 – присадочный материал
Ручной дуговой сваркой соединяют углеродистые, легированные и высоколегированные стали, чугуны, медь, алюминий, титан и сплавы на основе указанных металлов. Применяют постоянный или переменный электрический ток.
Электроды для ручной сварки представляют собой стержни длиной 50…450 мм с нанесенными на них покрытиями, которые обеспечивают стабильное горение дуги, защиту расплавленного металла, получение шва заданного состава и свойств. При сварке сталей в качестве стержней используют стальную сварочную проволоку диаметром, мм 1,5; 2,0; 3,0; 4,0; 5,0; 6,0 и 8,0. Покрытия в зависимости от химического состава бывают рутиловыми (обозначаются буквой "Р"), кислыми (А), основными (Б), целлюлозными (Ц), смешанными (например РБ) и прочими (П).
По назначению стальные электроды, согласно государственным стандартам, подразделяются на 4 типа:
1) Электроды для сварки конструкционных сталей. Обозначаются буквой "Э" и цифрой, указывающей минимальный предел прочности в 10 -1 МПа, например: Э38, Э50, Э85, Э150. Здесь различают электроды для сварки углеродистых и низколегированных конструкционных сталей
с временным сопротивлением разрыву до 600 МПа (в условном обозначении электродов ставится буква "У") и электроды для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (обозначаются "Л").
2) Электроды для сварки легколегированных теплоустойчивых сталей, например: Э-09М, Э-05Х2М, Э-10Х1М1НФС. Здесь и далее число, стоящее после буквы "Э", указывает содержание углерода в сотых долях процента, последующие буквы и цифры показывают гарантированное содержание легирующих элементов в наплавленном металле по тем же правилам, что и при маркировке сталей. В условном обозначении ставится буква "Т".
3) Электроды для сварки высоколегированных сталей с особыми свойствами (В): Э-02Х11НВМФ, Э-02Х19Н9Б. Эти электроды применяют для сварки коррозионностойких, жаропрочных и жаростойких высоколегированных сталей.
4) Электроды для наплавки поверхностных слоев, например: Э-10Г2, Э-80В18Х4Ф, Э-350Х26Г2Р2СТ обозначаются "Н".
Каждому типу электрода соответствует одна или несколько марок электродов, т.е. негостированных обозначений электродов, присвоенных заводом-изготовителем. Марка электродов характеризуется определенным составом покрытия, маркой электродной проволоки, технологическими свойствами и характеристиками наплавленного металла.
Условное обозначение электродов для сварки сталей состоит из марки электрода, его типа, диаметра, типа покрытия, механических характеристик наплавленного металла и металла шва, номера ГОСТа.
Например, обозначение расшифровывается следующим образом: Э46А – тип электрода по ГОСТ 9467-75 (Э – электрод для дуговой сварки; 46 – минимальное значение временного сопротивления sВ=460 МПа; А – металл шва обладает повышенной пластичностью); УОНИ-13/45 – марка электрода;
3,0 – диаметр стержня электрода; У – электрод для сварки углеродистых и низколегированных конструкционных сталей; Д2 – электрод с толстым покрытием второй группы. Цифры 432(5) характеризуют прочностные и пластические характеристики металла; Б – тип покрытия (основное);
10 – указывает род используемого тока и пространственное положение шва.
Техника ручной дуговой сварки покрытыми электродами
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
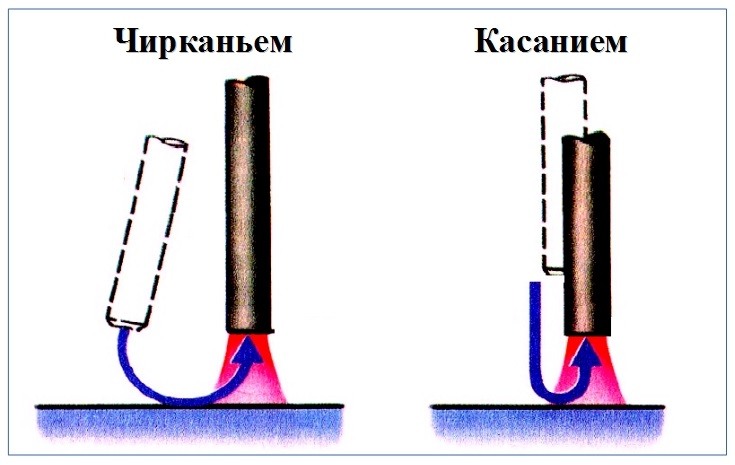
Способы зажигание сварочной дуги
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
Сварочная дуга
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны

Траектория движения электродом
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.

Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.

В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.

Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.
Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Еще по этой теме на нашем сайте:
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Наиболее скоростным способом сварить алюминий является использование полуавтомата. Именно при помощи данного оборудования, возможно, создать неразъемное соединение заготовок из конструкционных предметов. Полуавтоматические агрегаты позволяют применять.
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря.
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.

Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.

Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Читайте также: