Сварка трением в россии
Обновлено: 05.07.2024
Посмотрите информацию о предприятиях, которые оказывают услугу «Сварка трением» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Сварка трением (сварка без расплавления) - это технология, относящаяся к разделу сварки давлением, отличающаяся тем, что нагрев производится за счет трения одной из соединяемых заготовок, совершающей вращательные движения, о другую при постоянном или возрастающем с течением времени давлении. Возможно вращение обеих заготовок в противоположных направлениях. Преимущества метода: малая энергоемкость; надежность соединения постоянна по всей длине шва; практически отсутствует предварительная подготовка поверхностей; отсутствие продуктов горения.
Сварка трением
Часто необходимо провести сваривание деталей из расплавляемых материалов таких как металлы или полимеры без применения электрической дуги или тогда, когда ее применение невозможно или нецелесообразно. В этом случае применяется сварка трением.
Что это такое сварка трением?
Рассматриваемая нами технология — это одна из разновидностей сварки давлением, в процессе которой разогрев до состояния текучести производится за счет тепла, появляющегося в результате трения деталей друг о друга. Применяется для различных металлов и полимеров в различных производственных сферах. При формировании сварного шва можно выделить следующие этапы:
- Разрушение и удаление слоя окислов с поверхности под действием трения.
- Разогрев кромок в результате трения и выдавливание части пластичного материала из шва.
- Прекращение трения с одновременным оказанием давления на свариваемые детали и образование сварочного шва.
Как правило, свариваются таким методом тела вращения или листовые материалы. В этом случае источником трения становится либо вращение, либо вибрация. При этом одна деталь закрепляется статично, а вторая движется относительно нее. При этом свариваемые детали прижимаются друг к другу с постоянным или возрастающим давлением. В токарном искусстве сварка тернием — наиболее распространенный вариант соединения двух и более заготовок. Собственно, отсюда и пошёл данный метод, а его основателем стал токарь-новатор Чудиков А.И. в 1956 году.
Виды сварки трением
Среди видов сварки трением можно отдельно выделить сварку с перемешиванием. Если при простой сварке трением разогреваются вращающиеся или вибрирующие относительно друг друга детали, то сварка с перемешиванием — это особый процесс. Заключается он в следующем:
- Применяется для сварки «в стык» листового алюминия, титана, магния и их сплавов, а также полимеров и композитов.
- Для сваривания используется специальный инструмент, являющийся телом вращения, рабочая сторона которого утолщена.
- Возможна сварка любых материалов с температурой плавления до 1800°С или их комбинаций.
- При сварке вращающийся наконечник сварочного инструмента погружается на глубину, равную толщине соединяемых кромок.
- Вращаясь, сварочный инструмент перемешивает расплавленный материал двух заготовок, сваривая их между собой.
Применение сварки трением на предприятиях
Данная технология может применяться как для массового производства недорогих изделий из металлов и пластиков, так и для оказания услуг. Предприятия, оказывающие услуги по сварке трением, как правило, выполняют сварку с перемешиванием, поскольку простая сварка трением является достаточно специфическим процессом, применяемым для производства конкретных деталей. Сварка трением — процесс сваривания металлических и полимерных деталей для производственных предприятий. Данный метод дает хорошие результаты, однако его применение ограничено либо на небольших поверхностях вращения, либо на продолжительных технологических швах, когда детали свариваются «в стык». Возможно также отдельное направление деятельности предприятия — услуги сварки тернием.
Портал «Металлообработчики» в Московской области:
Сварка трением в россии
Ротационная сварка трением нашла широкое применение при приварке замков к бурильным трубам. Несомненным достоинством этого метода является возможность сварки разнородных трудносвариваемых дуговыми методами сталей, высочайшее качество и производительность сварки /1/. Однако, в полной мере возможности этого способа не используются в газовой отрасли.
При сварке технологических трубопроводов часто возникает необходимость сварки разнородных соединений. Например, при приварке к запорной арматуре из коррозионностойкой стали аустенитного класса труб из перлитной стали. Для этой цели удобно использовать переходники заводского изготовления, с тем, чтобы в монтажных условиях производить сварку только однородных соединений.
Существует также проблема коррозионной стойкости сварных соединений промысловых труб, особенно в серосодержащих средах. Решить эту проблему представляется возможным за счет конструкция трубы с внутренним покрытием и концевыми участками из нержавеющей аустенитной стали. Производительным и надежным методом реализации такой конструкции труб является наращивание торцов труб катушками из аустенитной стали в заводских условиях с применением ротационной сварки трением. Принципиальная конструкция такой трубы представлена на рисунке 1.

Рисунок 1 – Пример конструкции биметаллической трубы
Целью работы явилось исследование возможности качественной высокопроизводительной ротационной сварки трением биметаллических соединений труб по типу «низкоуглеродистая сталь – аустенитная сталь». Читать далее
Буровые штанги для установок горизонтально-направленного бурения (ГНБ)

В настоящее время к нам стало поступать много заявок из различных регионов на изготовление буровых штанг для установок горизонтально-направленного бурения (ГНБ). ООО «КТИАМ» осуществляет приварку замковой части к телу трубы на машине сварки трением ПСТ-20Т, а так же разрабатывает и изготавливает под заказ линии высадки концов труб и линии сварки трением.
В качестве ознакомительной информации о буровых штангах для установок ГНБ, мы предлагаем ознакомиться с выдержками из статьи журнала РОБТ – официального печатного издания Российского общества по внедрению бестраншейных технологий.
Буровые штанги и бурильные трубы для ГНБ
Как показывает многолетний опыт, далеко не все поставщики буровой техники относятся к вопросу предложения буровых штанг столь же пристально, как к выбору установки ГНБ на основании ее технических особенностей, преимуществ. Читать далее
Сварка трением теплообменных аппаратов

Внедрение сварки трением может значительно снизить себестоимость изготовления крупногабаритных теплообменных аппаратов.
В настоящее время изготовление теплообменных аппаратов связано со значительной трудоёмкостью и дороговизной сварочных процессов с последующей термообработкой. Стоимость термообработки одного теплообменного аппарата доходит до 1 млн. руб. с продолжительностью больше суток. Как отмечают исследователи: Читать далее
Применение сварки трением в строительстве. Аналитическая записка.
Целью данного исследования являлось выяснение причин, ограничивающих применение в России сварки трением при изготовлении сварных арматурных изделий и закладных элементов железобетонных конструкций.
Сварка трением быстрорежущих сталей с конструкционными

Концевой режущий инструмент (свёрла, торцовые фрезы, метчики, развёртки и т.п.) целесообразно изготавливать из разноимённых сталей. Режущая (рабочая) часть выполняется из быстрорежущей стали (Р9, Р18, Р6М5 и др.), имеющей высокую стоимость и отличающейся высокой износостойкостью, твёрдостью, красностойкостью. Для изготовления хвостовой части инструмента обычно применяют конструкционные стали марок 45 и 40Х, для придания этой части большей вязкости, что одновременно и значительно удешевляет стоимость инструмента. Читать далее
Свариваемость трением различных металлов и сплавов

По свидетельству некоторых исследователей схватывание принципиально возможно между любыми металлами. Исходя из этого можно было бы предположить, что сварка трением любой заданной пары металлов принципиально возможна, достаточно лишь создать для этого необходимые условия, подобрать режим. На фотографии видны заготовки из меди, алюминия и нержавеющей стали и сваренный на оборудовании КТИАМ триметаллический образец. Читать далее
Области применения сварки трением

Практикой установлено, что сварку трением целесообразно применять в следующих случаях:
- взамен электродуговой и других способов сварки плавлением;
- взамен контактной сварки;
- взамен пайки и клёпки;
- взамен разъёмных соединений деталей;
- при изготовлении деталей из сложных поковок и штамповок путём их расчленения на более простые заготовки с последующей сваркой;
- при соединении деталей с окончательно механически обработанными поверхностями;
- при создании новых рациональных конструкций деталей, оптимально отвечающих условиям эксплуатации;
- при ремонте деталей и инструмента.
Технологические особенности процесса сварки трением
Презентация оборудования КТИАМ
Линия по производству буровой трубы на основе ПСТ-20Т
Станок сварки трением ПСТ-80
Линия по производству буровой трубы на основе ПСТ-120Т
Установка УВТ-1
Сварка трением арматуры ПСТ-20Т
Применение сварки трением в строительстве. Аналитическая записка.
Сварка трением является по многим параметрам уникальным технологическим процессом создания соединений металлов, позволяющим получать швы высокой прочности и плотности, удовлетворяющие критическим требованиям к безопасности, однородные по качеству, при этом точность и повторяемость результатов близких к обработке на металлорежущих станках.
При замене контактной стыковой сварки основную экономию дают снижение трудоёмкости, уменьшение расхода основного металла, уменьшение затрат на электроэнергию по сравнению с контактной стыковой сваркой в 5-10 раз и снижение потребляемой мощности сварочного оборудования; а в отдельных случаях – значительное снижение потерь от брака по сварке. При этом трудоёмкость снижается преимущественно на подготовительных операциях (исключается зачистка поверхностей деталей для обеспечения токоподвода), за счёт ликвидации операций термообработки и правки детали после сварки.
Нами были проведены исследования нормативной документации России, Белоруссии и других стран, по результатам которых сделаны следующие выводы:
1. В странах Европейского союза, Юго-Восточной Азии а так же в США, сварка трением давно и успешно применяется при производстве закладных изделий и ЖБИ. Например, в ЕС это регламентируется следующими основными стандартами:
ISO 17660-1:2006 «Сварка. Сварка арматурной стали. Часть 1. Сварные соединения, несущие нагрузку»;
EN 1992-1-1-2011 «Еврокод 2. Проектирование бетонных конструкций. Часть 1-1. Общие правила и правила для зданий»;
EN 1090-2:2008+A1:2011 «Производство стальных и алюминиевых конструкций. Часть 2. Технические требования для производства стальных конструкций»;
В этих документах процесс сварки трением указан в числе допустимых процессов сварки как для стыковки арматуры диаметром от 6 до 50 мм, так и для приварки закладных изделий. Номер процесса «42» в соответствии с ISO 4063. Технические требования, аттестация и сам процесс сварки трением регламентируется основным международным стандартом ISO 15620:2000 «Сварка. Сварка металлических материалов трением», на который ссылаются вышеперечисленные стандарты ЕС.
2. В российских стандартах процесс сварки трением упоминается с 70х годов прошлого века, например, ГОСТ 19521-74 «Сварка металлов. Классификация». Данная технология внедрена во многих отраслях промышленности (машиностроительной, автомобильной, аэрокосмической, нефтегазовой, инструментальной и др.) при изготовлении ответственных деталей. Разработаны соответствующие отраслевые стандарты и руководящие технические материалы, например, РТМ 37.002.0365-82 «Сварка трением в автомобилестроении» (разработан институтом КТИАМ, утверждён Миавтопромом СССР в 1982 году).
Но, по каким-то причинам, сварка трением не вошла в перечни процедур сварки для строителей в ГОСТ 14098, хотя в Рекомендациях по применению в железобетонных конструкциях эффективных видов стержневой арматуры (Утверждены директором НИИЖБ Госстроя СССР 14.06.1987г.), в перечень рекомендуемых способов закрепления и натяжения стержней входит приварка трением резьбовых наконечников к торцам арматуры (п. 4.5). Кроме того, процесс стыковки арматуры сваркой трением упоминается в учебных пособиях для строительных ВУЗов, например, Николаев Г.А. и др. Расчет, проектирование и изготовление сварных конструкций. Издательство «Высшая школа», 1971. Ещё пример: Технология монолитного бетона и железобетона: Учебное пособие для строительных вузов. «Высшая школа», 1980.
В связи с проводимой в настоящее время гармонизацией российской и европейской систем нормативных документов, в том числе в строительстве, принят ГОСТ Р ИСО 15607-2009 «Технические требования и аттестация процедур сварки металлических материалов», где указано, что процесс сварки трением должен регламентироваться стандартом EN ISO 15620. Пока российского эквивалента данному стандарту нет.
Поручение Правительства Российской Федерации от 16 июня 2010 г. №ИШ-П9-4012 о включении Еврокодов на альтернативной основе в доказательную базу «Технического регламента о безопасности зданий и сооружений» и другие регулирующие документы по введению Еврокодов в строительстве, позволяют нам сделать вывод о том, что в настоящее время использование сварки трением возможно и допустимо в строительстве, т.к. в Еврокоде-2 «Проектирование железобетонных конструкций» в пункте 3.2.5. сварка трением входит в перечень допустимых процессов сварки.
3. Республика Беларусь в области гармонизации нормативной базы в строительстве продвинулась значительно дальше. В настоящее время в РБ уже действуют Еврокоды, например, технический кодекс установившейся практики ТКП EN 1992-1-1-2009 «Еврокод 2. Проектирование железобетонных конструкций. Часть 1-1. Общие правила и правила для зданий» допускает использование сварки трением, а так же приняты следующие стандарты, касающиеся сварки трением:
• СТБ ISO 15620-2008 «Сварка. Сварка трением металлических материалов»;
• СТБ EN 1090-2-2013 «Производство стальных и алюминиевых конструкций. Часть 2. Технические требования для производства стальных конструкций»;
• СТБ ISO 17660-1-2013 «Сварка. Сварка арматурной стали. Часть 1. Сварные соединения, несущие нагрузку»;
В качестве общего вывода можно сказать, что применение сварки трением в строительстве не только допустимо, но и экономически целесообразно. Эта технология позволит не только улучшить качество сварных соединений, ускорить и удешевить процесс сварки, но и внедрить новые типы закладных изделий, позволяющих снизить трудоёмкость и себестоимость сборки арматурных каркасов на строительной площадке.

Фото компании HRC – Metalock Industrier AS
Сдерживающим фактором для проектных строительных организаций в России является противоречивая нормативная база. ООО «КТИАМ», имея опытных и квалифицированных специалистов, готов принять участие в разработке руководящих технических материалов и других нормативных документов по использованию сварки трением в строительстве.
В заключение приведём выдержки из ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»:
— использовании международных стандартов как основы разработки национальных стандартов;
— недопустимости создания препятствий производству и обращению продукции, выполнению работ и оказанию услуг в большей степени, чем это минимально необходимо для выполнения целей стандартизации;
4.5. Продукция, соответствующая требованиям национальных стандартов либо международных и региональных стандартов при отсутствии соответствующего национального, имеет приоритетное применение при формировании государственных контрактов на ее разработку, производство и поставку.
Павлов Л.А., ведущий инженер ООО «КТИАМ»
«Это киборг какой-то»: Оборудование для сварки трением на РКЦ «Прогресс»
«Это киборг какой-то» — пробубнил под нос один из стоявших рядом журналистов. Удивление было тем удивительнее (простите за тавтологию), если вспомнить, что всего 15 минут назад мы были в святая святых самарского РКЦ «Прогресс», где собирают легендарные ракеты «Союз». Казалось, после такой экскурсии, где даже фотографировать запретили, удивлять нас уже нечем.

Станок для сварки трением с перемешиванием. Его покупка была наполовину профинансирована ФРП. Фонд предоставляет живые деньги под 1-3%. © Роман Ковригин/Сделано у нас
Я тоже думал, что самое захватывающее уже закончилось. Ну сами посудите, я сам, своей рукой дотронулся до «морковки» — бокового блока ракеты «Союз-2». Это вызвало у меня, 40 летнего мужика, просто детский восторг. Я теперь ни единого старта не пропущу, буду смотреть на ракету и думать — а не та ли это, к которой я прикасался, и на которой все еще остались следы моих рук? Да и руку с тех пор я не мыл (шутка).
Но оказалось, самое удивительное впереди. Оно началось с того, что мы въехали в цех прямо на автобусе. На большом междугороднем автобусе. Цех настолько огромный, что мы не просто по нему ехали на автобусе, но ехали довольно заметное время. Это цех, который сейчас оборудуют под сборку ракеты Союз-5.

Смотрите какой громадный цех - автобус в нем похож на игрушку. © Роман Ковригин/Сделано у нас
Смотрите какой громадный цех — автобус в нем похож на игрушку.

Как тебе такое, Илон Маск? © Роман Ковригин/Сделано у нас
Как тебе такое, Илон Маск?

И мы не в самом конце цеха, ехали-ехали, но до конца так и не доехали. За пленкой виднеется другое оборудование, но не для любопытных © Роман Ковригин/Сделано у нас
Вокруг все завешено пленкой от взгляда любопытных журналистов. Стоят огромные фанерные ящики с оборудованием, которые фотографировать нельзя. Впрочем, фотографировать запретили, а вот говорить что на них написано не запрещали, так что поверьте на слово, но там было написано «Станкозавод ТБС». Их не два, не три. Десятка полтора точно.
Станкозавод «ТБС» («Техническое Бюро Станкостроения») — предприятие по производству средних и тяжелых станков на территории России, специализирующихся на металлообработке. Преемник Станкостроительного завода им. «Свердлова». Располагается в Санкт-Петербурге.
Так что оборудование в этом громадном цехе будет в основном российского производства. Оно и понятно — космос стратегическая отрасль и от иностранцев должна зависеть по минимуму.
Ну и гвоздь сегодняшней программы — станок для сварки трением с перемешиванием разработанный и произведенный чебоксарской компанией «Сеспель».

Станок для сварки трением с перемешиванием разработанный и произведенный чебоксарской компанией "Сеспель". Синий - сам станок, а желтое это свариваемая деталь в оснастке. © Роман Ковригин/Сделано у нас
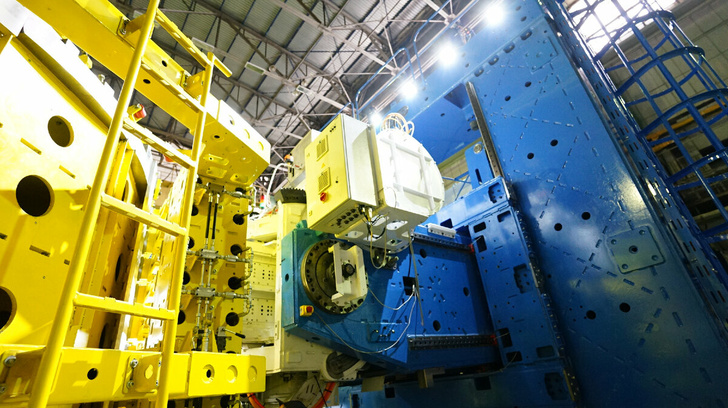
Станок для сварки трением с перемешиванием разработанный и произведенный чебоксарской компанией "Сеспель" © Роман Ковригин/Сделано у нас
Станок большой, красивый, и разработан в России компаний «Сеспель» совместно с Институтом физики прочности и материаловедения СО РАН (Томск). Об истории разработки этой технологии я подробно писал. Но насколько он российский? Может он весь из китайских деталей сделан?
Ну, начнем с того, что это оборудование просто уникально. Конечно, оборудование для СТП в мире делают, но этот станок создавался под требования Роскосмоса, и другого такого нет. Так что закупить готовые детали просто неоткуда.
Но интересно и то, что мне так и не удалось найти там хоть какую-то импортную деталь. Например, компрессор производства ведущего российского производителя компрессорного оборудования — Бежецкого завода.

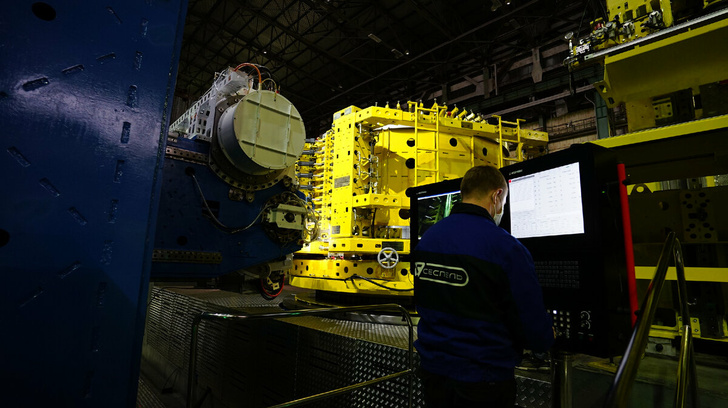
"Это киборг какой-то": Оборудование для сварки трением впечатлило журналистов © Роман Ковригин/Сделано у нас
Холодильное оборудование компании «Мегахолод», Московская область,

Система ЧПУ компании «Мехатроника», г. Иваново.

Кстати, о компании «Мехатроника» я подробно писал здесь. У них даже их ЧПУ на «Эльбрусе».
Там в глубине были видны электродвигатели, не видно производителя, но по форме и цвету это или Русэлпром или KEB г. Владимир.

Так что оборудование не только отечественной разработки, но и компоненты в основном российского производства. Ну и в целом, взгляните еще раз, тут неспециалисту понятно насколько это сложная машина. А это всего лишь одна часть — голова.
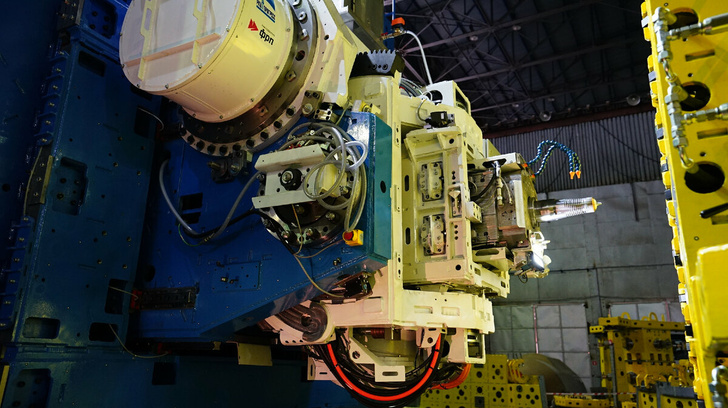
Да тут даже оснастка, которая нужна для фиксации свариваемых деталей, тоже сложнейшая вещь.
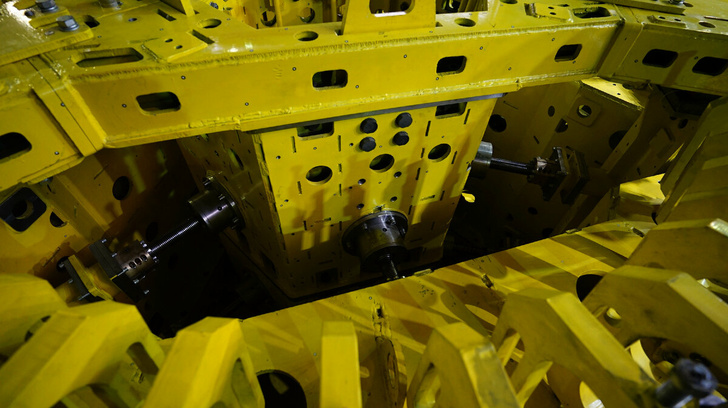
Залез прямо на неё, вид изнутри. Какие-то гидравлические распорки, сложные формы. Это для того чтобы правильно и точно удерживать свариваемые части деталей. © Роман Ковригин/Сделано у нас

Под каждый размер детали создается своя оснастка. © Роман Ковригин/Сделано у нас
И вся эта махина стоит на специальном основании, и ходит по рельсам, перемещаясь от одной оснастки к другой.

Бетонное основание станка © Роман Ковригин/Сделано у нас
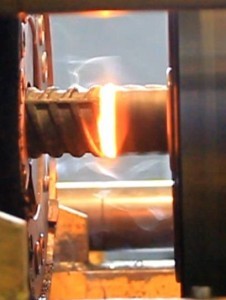
И все это для того, чтобы создать вот такой, ровный, почти идеальный шов.
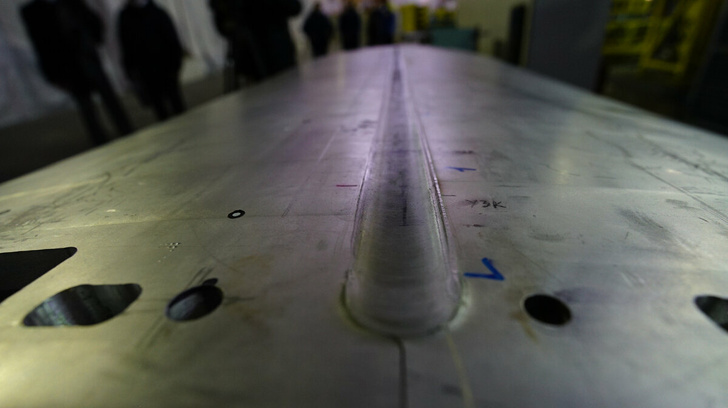
Бак ракеты Союз-5 © Роман Ковригин/Сделано у нас
Вы знаете, я много езжу по заводам, и каждая такая поездка — новые знания, новый опыт и впечатления. Но некоторые поездки выбиваются из обычных, о них хочется рассказать всем, о них помнишь всю жизнь, и приводишь в пример. Да что там скрывать, хочется просто хвастаться «А я там был!». От них получаешь незабываемые впечатления.
Но знаете чем они ещё выбиваются из общего ряда? Тем, что они неопровержимо доказывают и еще раз подтверждают, что мы живем в великой стране. Потому что невозможно в какой-то обычной стране создавать вот такое оборудование, ну не получится ничего. Нельзя вот так щелкнуть пальцами, дать денег, и бах, у вас громадный станок сваривает трением бак ракеты. Не бывает! Это как если тот, кто не занимался спортом, пил пиво на диване, вдруг запрыгнул на турник и подтянулся 30 раз.
Поэтому, поймите меня правильно, те кто в комментариях доказывают, что все разрушили и развалили. Ну не убедите вы меня, просто потому, что я своими глазами вижу то, что этой вашей теории противоречит. Ну не могу я заставить мой мозг не обращать внимания на реальность. Или придется тогда перестать ездить на заводы России.
Но не дождетесь.
Читайте в Дзене
В Объединённой двигателестроительной корпорации Ростеха смотрят в будущее, и поэтому заговорили о создании гибридной силовой установки (ГСУ).
Эту силовую установку планируют использовать в вертолетах Ансат, VRT-500 и Ка-226Т, где сейчас используются импортные двигатели.
Сахалин даже в XXI веке был изрезан "наследием" японкой оккупации словно шрамами на теле. Эти шрамы можно было видеть на любой карте.
Сварка трением перемешиванием (СТП)

Это уникальный и инновационный метод сварки материалов, который использует, нагрев от трения в комбинации с точно контролируемым усилием давления для обеспечения максимального взаимопроникновения материалов, благодаря чему сварные швы фактически не имеют дефектов. Из-за небольшой температуры в процессе сварки, а также из-за минимальной зоны нагрева механические деформации частей практически исключены, что также позволяет получить превосходное качество поверхности сварочного шва. Процесс СТП (FSW) эффективен для сварки плоских и цилиндрических частей, а также для сварки деталей с изменяемой толщиной.
Начиная с 2000 года оборудование Powerstir для СТП (FSW) от компании PTG имеет значительный интерес со стороны предприятий, ищущих инновационные способы для создания высокопрочных сварочных соединений без внутренних и внешних (видимых) дефектов, сопровождающих процесс сварки.
Разработанные для широкого спектра применения с особым вниманием к жёсткости и требованиям, связанным с работой при высоких нагрузках в процессе СТП (FSW) станки Powerstir способны воспринимать тяжёлые нагрузки возникаемые в процессе сварки при точном регулировании усилия и с минимальными отклонениями.
Предлагая широкие возможности для соединения трудно свариваемых сплавов станки модели Powerstir обеспечивают точное позиционирование, контроль усилия, измерение нагрузки, ведение журнала в реальном времени с записью параметров процесса сварки, слежение за направлением и толщиной сварочного шва.
Сварка трением перемешиванием сталей и титановых сплавов для аэрокосмической промышленности и авиации.
Исследования и разработки сделанные в штаб-квартире компании PTG в Великобритании позволили станкам для сварки трением перемешиванием модели Powerstir производимым подразделением Crawford Swift достичь новых высот, включая сварку специальных высоколегированных сталей и титановых сплавов, которые широко используются в аэрокосмической промышленности.
Нами были успешно выполнена сварка специальной стали и титана для аэрокосмической промышленности толщиной от 3 до 8 мм, при этом использовался специальный инструмент от компании PTG. Превосходные результаты были получены при сварке деталей из алюминиевых сплавов толщиной от 2 до 35 мм при различных технологических задачах, таких как:
- продольная сварка плоских деталей с использованием фиксированного инструмента – пина от PTG, перемещаемого пина вдоль оси и катушечного пина;
- сварка аэрокосмических алюминиевых сплавов при помощи катушечного пина PTG;
- сварка с поворотом (ось С) пластин сложного профиля с использованием фиксированного пина от PTG и методом перемещения пина вдоль оси для извлечения его из зоны сварки;
- продольная сварка цилиндров большого диаметра с использованием фиксированного пина и методом извлечения пина;
- радиальная сварка с поворотом (ось С) цилиндров большого диаметра с использованием извлечения пина – FSW технология;
- сварка с поворотом (ось С) частей полусфер с использованием технологии извлечения пина.
Области применения станков Powerstir
- сварка корпусов вагонов и локомотивов из алюминиевых панелей;
- сварка фюзеляжей самолетов и деталей авионики;
- сварка корпусов грузового отсека и рам космических аппаратов;
- сварка теплоотводов и корпусов электроприборов;
- сварка панелей кораблей и лодок;
- сварка корпусов топливных баков и контейнеров;
- сварка алюминиевых секций мостов, рам и архитектурных сооружений;
- сварка трубопроводов и теплообменников;
- сварка кожухов электродвигателей.
Отличительные особенности
Система ЧПУ
Система ЧПУ имеет специальное исполнение и обеспечивает полный контроль и мониторинг процесса сварки, включает систему сбора данных, поставляется обычно с сенсорным экраном.
Мониторинг процесса
Оператор может выбрать режим для выполнения процесса сварки указав позицию, значения усилия или изменив параметр глубины. Опционально станки оснащаются системой видеонаблюдения, которая позволяет осуществлять безопасное наблюдение за происходящим в зоне сварки.
Контроль нагрузки
Постоянная нагрузка и контроль за ней являются основным фактором для качественного выполнения процесса сварки трением перемешиванием, датчики измеряют нагрузку, и система поддерживает параметры, заданные оператором в течении всего процесса сварки.
Контроль температуры сварки
Несколько установок для бесконтактного измерения температуры в зоне сварки расположены вокруг рабочей зоны станка и позволяют передавать данные в режиме реального времени.
Отслеживание направления
Система слежения за линией соединения деталей передаёт данные системе ЧПУ станка, а та в свою очередь даёт команду на корректировку положения инструмента по оси Y, для того чтобы траектория перемещения инструмента оставалась на линии сопряжения деталей. Программное обеспечение позволяет наблюдать за состоянием системы слежения на дисплее.
Защита зоны сварки
Опция - защита рабочей зоны при работе с аргоном от атмосферных газов при сварке материалов, требующих высокотемпературный режим работы, таких как сталь и титан.
Зажимные приспособления
Опция – дополнительные приспособления, такие как боковые прижимы, оправки и опоры могут быть включены комплект поставки.
Система сбора данных
Все станки Powerstir оборудованы системами для измерения и записи всех данных процесса сварки. Для каждого процесса оператор может выбрать перечень параметров, которые будут отображаться, несмотря на это всё равно все параметры процесса сварки записываются и архивируются на жёстком диске станка. Система сбора данных записывает значения осевой силы, силы направленной по направлению перемещения инструмента, скорость вращения шпинделя и скорость подачи и направление.
Контроль положения по высоте
Бесконтактные датчики постоянно измеряют позицию инструмента относительно свариваемых деталей и контролируют зазор между державкой и поверхностью детали в пределах ±0,5 мм.
Производственная линейка станков для СТП (FSW)
Станки Powerstir для СТП (FSW) были разработаны для широкого спектра применения, и поэтому производственная линейка имеет широкий модельный ряд - от небольших станков для работы в научных лабораториях, от специальных машин, предназначенных для сварки деталей со сложными профилями – эллипсоидными или сферическими до больших портальных станков для сварки панелей для железнодорожной промышленности, кораблестроения и аэрокосмической промышленности.
Портальные станки с подвижным столом для сварки трением перемешиванием
Портальные станки имеют различные размеры рабочей зоны и обладают разными технологическими возможностями. Портальные станки нашли своё применение при проведении экспериментальных работ, особенно при разработке технологии сварки авиационных крыльев и фюзеляжа. Портальные станки также используются при разработках в аэрокосмической промышленности, так, например, применение СТП (FSW) позволяет уменьшить толщину стенки различных компонентов аппаратов.
Читайте также: