Сварка труб без поворота
Обновлено: 05.10.2024
Это один из самых сложных видов сварочных работ. Основная сложность заключается в необходимости выполнения сварки в различных положениях. Неповоротные стыки по положению в пространстве бывают вертикальными (ось трубы горизонтальная) и горизонтальными (ось трубы вертикальная).
Неповоротные стыки труб при толщине стенок свыше 3 мм сваривают несколькими слоями, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равна двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм сваривают обратно-ступенчатым способом, длина каждого участка должна быть 150-300 мм. Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Сварка вертикальных стыков
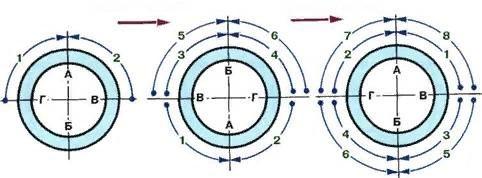
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1-3 мм на внутренней поверхности шва.
Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне.
При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5-6 см, и так каждый последующий слой относительно начальной точки сварки предыдущего.
Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхности шва от шлака.
Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок наложения вертикальных неповоротных стыков показан на рис. 3.
При сварке труб диаметром 600 мм и более после сварки корня шва рекомендуется выполнить подварку корневого слоя изнутри трубы. Подварочный шов не должен иметь мелкочешуйчатую поверхность, плавно сопрягающуюся с внутренней поверхностью трубы без подрезов и других дефектов. Усиление подварочного шва должно составлять не менее 1 и не более 3 мм. Подварку выполняют электродами основного типа диаметром 3-4 мм.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков. Если их двое, то сварка должна выполняться снизу от надира вверх по периметру в противоположные стороны. Если больше то каждый сварщик выполняет сварку на своём участке, которые расположены диаметрально противоположно.
Сварка горизонтальных стыков
При сборке горизонтальных стыков труб на кромке нижней трубы фаска не снимается или снимается угол 10-15°, что улучшает процесс сварки без изменения ее качества.
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва электродами диаметром 3-4 мм при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1-1,5 мм. После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки.
Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают и сваривают третий валик электродами диаметром 4-5 мм. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении, чем предыдущий. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм - обратно-ступенчатым методом. Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
Сварка неповоротных стыков труб требует опыта выполнения данного вида работ, поэтому её стоит доверить профессионалам. Особенно, если речь идет о трубопроводах с повышенными требованиями к герметичности сварных соединений.
Сварки стальных труб при помощи центраторов и без
Сварка труб с целью образования монолитного соединения. Подготовительные работы. Применение разных методов сварки. Техника, применяемая для такого вида работ. Особенности ведения процесса в зимнее время. С поворотом стыка и без.

Сварка труб – это процесс образования неразъемного соединения при прокладке трубопроводов. В итоге получается монолитное изделие, которое характеризуется прочностью и герметичностью. Перед началом работы все изделия проверяются на наличие сертификата. В них должна отсутствовать эллипсность. Толщина стенки может находиться в пределах, разрешенных допуском.
В зависимости от множества факторов выбирается способ формирования сварочного соединения. Это зависит от диаметра труб, толщины стенок, материала изделия и расположения трубопровода. Учитывая эти факторы, работа проводится плавящимися и неплавящимися электродами. Стальные трубы варятся электродуговым или газовом методом, иногда с применением аргона. Для некоторых соединений применяется холодная сварка.

Процесс работы начинается с подготовки сварочного соединения. Во время обработки стыков проверяется наличие перпендикулярности плоскости сечения к оси трубопровода. По всему периметру будущего сварочного шва обеспечивается равномерный зазор. После прохождения этого этапа начинается сам процесс сварки. По окончании процедуры отбивается шлак и ведется проверка качества полученного соединения.
Предварительная подготовка труб к сварке
Перед началом работы места стыковых соединений подготавливаются. Состоит этот этап из следующих операций:
- Осматриваются концы изделий. Если их поверхность неровная, то она выпрямляется или торцы обрезаются с помощью газовой горелки.
- При наличии на местах будущих сварочных швов грязи или ржавчины кромки обрабатываются молотком и зубилом.
- Внутренняя и наружная поверхности зачищаются до блеска на размер 10 мм. Для этого используется металлическая щетка или шлифовальная машинка.
Способы стыковки труб
Сложность задачи соединения трубопроводов заключается в том, чтобы обеспечить стыкам достаточную жесткость. С помощью центраторов для сварки достигается нужный результат. Такие устройства обеспечивают соосность обеих частей соединений, что отражается на надежности шва.
Первая категория тоже имеет разновидности. Внешние устройства разделяются на типы:
Внутренние центраторы отличаются сложностью конструкции. В их задачу входит не только внешнее центрирование, но и внутреннее.
Механизм отличается высоким эксплуатационным ресурсом. Приспособление не только обеспечивает сварку труб, но и добавляет жесткость, что устраняет риск прогиба системы в случае усадки почвы.
Разница в применении плавящихся и неплавящихся электродов
Сварочные работы проводятся плавящимися и неплавящимися электродами. В первом случае плавятся сам электрод и участок свариваемой поверхности. При работе неплавящимся электродом за счет дуги проходит смешивание расплавленного металла свариваемых поверхностей.
- стальные:
- медные;
- алюминиевые.
- вольфрамовые;
- угольные;
- графитовые.
Оба вида находят применение для сварки медных труб. Это мягкий металл, и он тяжело варится.
Неплавящиеся электроды применяются для сварки оцинкованных труб.
Сложность работ заключается в необходимости расплавления цинкового покрытия. Для этого температура прогрева должна достигнуть 1200 °C.
Популярные способы сваривания стальных труб
- Работа по сварке труб полуавтоматом. В основу заложен принцип автоматической подачи проволоки к горелке прибора. Свариваются изделия из любой стали вплоть до нержавейки.
- С помощью холодной сварки. В реальности это клей, содержащий в своем составе эпоксидные смолы. Таким способом устраняются только небольшие дефекты. Шов не выдерживает напряжений, направленных на разрыв.

Использование газосварки
Газосварка используется для работы с обычными сталями. Горючая смесь состоит из кислорода и одного из газов:
- ацетилена;
- пропана;
- бутана.
Для работы требуется сварочная проволока и флюсы, которые необходимы для защиты металла от окисления внешним воздухом.
Существует газовая сварка с применением аргона, который выполняет роль защитной среды. Он используется при работе с цветным металлом или легированной сталью. Подается газ за 20 с до начала сварочного процесса и убирается через 10 с после его окончания. В процессе работы аргон вытесняет воздух и препятствует окислению металла.
Орбитальная сварка труб
Орбитальная технология применяется для сварки трубопроводов в бесповоротном стыке. Вручную такой процесс проводить тяжело, особенно для боковых участков. Под действием силы тяжести расплавленный металл стремится вниз. Поэтому операция проводится в автоматическом режиме при помощи специального оборудования. Между изделием и электродом возникает дуга. В эту зону подается аргон, чтобы не происходило окисления металла.
Для этого применяются специальные камеры, которые бывают 2 видов:
- Механизм полностью повторяет диаметр трубы и надевается на нее. Внутри имеется голова, которая в среде защитного газа двигается по стыку и накладывает шов. Такой способ применим, если диаметр трубы небольшой.
- Для изделий большого диаметра используются открытые камеры. Голова передвигается вдоль образуемого шва на кронштейнах.
К преимуществу такого вида сварки относится высокая скорость, качество шва и отсутствие влияния человеческого фактора.

Электродуговой метод сварки труб
Электродуговая сварка – это процесс получения сварного соединения с помощью специального оборудования и электродов. Образующаяся электрическая дуга расплавляет материал изделия и электрод. Одновременно на поверхности электрода плавится стержневая оболочка, которая, смешиваясь с жидким металлом, выступает на поверхности шва в виде шлака.
Для сварки труб ручной дуговой сваркой требуются специальные электроды. На их поверхности присутствует оболочка, которая защищает сварочный шов от присутствующего в воздухе азота и кислорода.
Электроды для такого вида сварочных работ:
- с целлюлозным покрытием;
- с рутиловой пленкой;
- комбинированные.
Применяемое оборудование носит название инвертора, который имеет несколько режимов работы.
Оптимальный подбор режима оборудования зависит от вида материала свариваемого изделия и его толщины. С учетом этих факторов подбирается и соответствующая марка электрода. Все эти данные содержатся в нормативах ГОСТ по сварке трубных изделий.
Выбираем технику электродуговой сварки
Сварочный шов проваривается несколько раз. Делается это для повышения надежности и прочности соединения.
Проварка швов бывает нескольких видов:
- с поворотом стыков;
- без поворотов стыков.
С поворотом стыков
В первом случае сначала провариваются 2 верхние части трубы. Затем идет ее поворот на 180° и таким же образом варится низ. Затем изделие поворачивается на 90° и проваривается верхняя половина в той же последовательности. На последнем этапе идет поворот на 180° и варятся оставшиеся 2 части.
Вторым способом сначала провариваются 2 боковые поверхности. Потом труба поворачивается на 90° и варятся оставшиеся 2 четверти. При повторной сварке следует очередной поворот на 90° и опять обрабатываются поверхности с боков. На заключительном этапе идет последнее перемещение на тот же угол и проводится сварка оставшихся участков.
При работе с трубами большого диаметра проваривается слой в секторе, равном 45°. После этого изделие постепенно поворачивается.
Без поворота стыка
Сварка труб без поворота ведется отдельными участками: сверху вниз или снизу верх. Сначала варится первый слой, затем второй и третий. Такой метод имеет свои недостатки. Иногда попадаются труднодоступные места. Чтобы их обработать, требуется высокая квалификация сварщика.

Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.
Технология сварки неповоротных стыков труб

Сварка Труб
Один из самых сложных видов сварочных работ — сварка неповоротных стыков трубопроводов различного назначения.
Основная сложность заключается в необходимости выполнения сварки в различных положениях (нижний, вертикальный, потолочный шов).
Подготовка к сварке
Существующая технология сварки неповоротных стыков требует тщательного подхода при выполнении подготовительных работ.
Этот этап по своей трудоемкости может занимать до трети рабочего времени:
- Соединяемые детали должны быть очищены от старой краски, ржавчины, выполняется этот этап чаще всего при помощи механической обработки.
- Выполняя разметку, стоит обращать внимание на то, чтобы рез был перпендикулярен оси трубы. При этом необходимо оставлять припуск (для поперечного стыка 1 мм, а для продольного до 0,2 мм на каждый мм шва), это связано с тем, что в процессе сварки длина заготовок уменьшится.
- Резка заготовки может выполняться абразивным электроинструментом (болгаркой) или термическим способом (кислородная резка), выбор зависит в основном от диаметра трубы.
- Заготовки должны быть совмещены между собой, при этом необходимо контролировать их соосность.
- Для первоначальной фиксации накладывают несколько прихваток. Они представляют собой легкие сварные швы, параметры которых зависят от размеров соединяемых труб, но одна прихватка не должна быть больше 20-120 мм по длине и более трети от сечения шва.
Технология работы с неповоротными стыками

Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
Вертикальное расположение трубы
В этом случае технология практически не отличается от наложения горизонтального шва, единственная разница заключается в том, что по перемещению по окружности трубы необходимо менять угол наклона электрода.
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.

Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).
Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Выполнение неповоротных стыков требует существенного опыта выполнения сварочных работ, поэтому их выполнение стоит доверить профессионалам.
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
Технологии сварки неповоротных стыков труб

Тщательное выполнение подготовительных работ, которое обычно может занимать значительную часть рабочего времени — наиважнейший элемент любого вида трудовой деятельности. Сварка неповоротных стыков труб не является исключением.
Для начала необходимо очистить соединяемые элементы от краски, ржавчины и т.д. Это происходит путем механической обработки. Резка заготовительного элемента может выполняться как электроинструментом, так и термическим способом. Заготовки должны быть объединены друг с другом. В целях фиксации элементов накладываются прихватки, которые выглядят как легкие сварочные швы. Их параметры базируются на величине соединяемых труб.
Сварочная технология требует обязательно заземлить все металлические части сварочного устройства. Каркас трансформатора, стол также подлежат заземлению. Покрытие проводов и кабелей сварочного аппарата должно быть изоляционным.
Существует три направления, определяющих базисные технологии соединения металлических частей путем заливки промежутков между ними расплавленным металлом:
Выбор конкретной технологии зависит от следующих факторов:
- размещения труб;
- угла наклона при сварочном процессе;
- толщины слоя стенки трубопровода.
Если толщина стенки трубы достигает 12 мм, соединение металлических частей осуществляется трёхслойным швом. Каждая прослойка не должна быть более 4-х мм в высоту, а ширина валика не должна выходить за пределы 2-х-З-х диаметров сварочного электрода.
Сварка поворотных стыков труб в отличие от неповоротных более проста в осуществлении. Она позволяет повернуть трубу в нужном направлении, когда это необходимо. Это помогает не допустить создания сложных швов (потолочных и вертикальных).

Сварные стыки труб: а – поворотный, б – неповоротный
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.

Таблица соотношения сварочных токов в зависимости от различных показателей

Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.

Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Методика работы с вертикальными стыками трубопровода без поворота
Процесс электросварки с вертикальными стыками аналогичен процессу работы с горизонтальными элементами. Осуществлять его нужно короткой дуговой сваркой. Главное различие состоит в необходимости регулярно изменять угол наклона электрода, одновременно рассматривая его относительно периметра шва.
Технологический процесс проведения такого вида сварки определяется следующими основными блоками:
- «Варить» корневой шов нужно в два прохода. В процессе налаживания второго валика прослойку № 1 необходимо проплавлять — этим обеспечивается гарантия качества корневого шва. Величина стенки трубы и величина зазора между соединяемыми составными частями напрямую влияет не только на темп выполнения процесса, но и на величину силы тока.
- Кромки необходимо заполнять на довольно высокой скорости, одновременно положение электрода используется под «углом назад» или под углом 90 градусов.
- Замки смежных слоев осуществляются с учетом сдвига на 5-10 мм. Длина «замка» напрямую зависит от диаметра трубопровода.
- Плоскость получаемой поверхности с большего зависит от темпа сварки, наплавление лицевого слоя осуществляется узкими валиками.
Осуществление сварки трубопровода под 45-градусным углом
При выполнении такого вида сварки сварной шов располагается под определенным углом. Он образуется только при проведении существенного количества действий с электродом: изменение направления сварки; изменение угла наклона. В этом состоит основная особенность данного вида сварки, что, в свою очередь, требует от исполнителя определенного уровня профессионализма и универсальных навыков. Это требование в особенности касается трубопроводов с высокими требованиями к герметичности сварных элементов.
Важно запомнить, что выбор технологии сварки трубопровода под углом 45 градусов напрямую зависит от диаметра свариваемых труб:
Читайте также: