Редуктор co2 для сварки
Обновлено: 25.04.2024

Паришься с баллоном под углекислоту/аргон/сварочную смесь Ar+CO2 для сварки? мечтаешь о струйном переносе, но все ищешь смесители и 10 литровые баллоны? Все ответы здесь.
Итак, электродуговая сварка в среде защитных газов знает три типа основных газов, которые можно найти почти во всех крупных столичных городах:
— углекислота (CO2);
— аргон (Ar);
— сварочная смесь Ar+CO2
Все остальное или очень специфично, или тупо дорого (гелий He).
Применяемость газов хорошо описана в Интернете, но если проще — варить заборы из чернухи => углекислота. Варить в своем гараже: для TIG — аргон, для полуавтомата — сварочная смесь.
Тем самым, если Вы хотите стационарно работать с аргоном или сварочной смесью => Ваш выбор однозначно 40 л баллон. Если Вы хотите быть мобильным и наличие аргона/сварочной смеси не критично, то уточняйте у местных пожарных имеется ли возможность заправлять углекислотные баллоны 10 л., а если ответ положительный, то покупайте 10 л. с плоским дном.
Что нужно знать при покупке и обмене баллонов
Не буду повторяться, есть отличное видео —
Также, есть нормативное регулирование срока службы баллона.
Согласно п. 485 Федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением":
Срок службы баллонов определяет организация-изготовитель. При отсутствии таких сведений срок службы баллона устанавливают 20 лет. Экспертизу промышленной безопасности в целях продления срока службы баллонов массового применения, объем которых менее 50 л, не производят, их эксплуатация за пределами назначенного срока службы не допускается, за исключением баллонов специального назначения, конструкция которых определена индивидуальным проектом и не отвечает типовым конструкциям баллонов и экспертизу (техническое диагностирование) которых проводят по истечении срока службы, а также в случаях, установленных руководством (инструкцией) по эксплуатации оборудования, в составе которого они используются.
На основании разъяснений разрешается использовать баллоны с истекшим сроком службы, но с действующей аттестацией.
Таким образом, покупая баллон, Вы должны выбрать максимально более свежий по году выпуска. Баллоны старше 95 года без действующей аттестации могут не принимать на станциях обслуживания.
АПДЕЙТ 2020 г: появилась позиция, что срок службы баллонов, изготовленных по ГОСТ 949-73 и по ГОСТ 15860-84 до 22.12.2014г. установлен не более 40 лет в соответствии с ПБ 03-576 03, МТО 14-3Р-001-2002 и МТО 14-3Р-004-2002, в том числе баллоны, находящиеся в эксплуатации для наполнения газами, вызывающими разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью:
— не более 0,1 мм/год 40 лет
— более 0,1 мм/год 20 лет
Газы, вызывающие коррозию металла баллона со скоростью:
— не более 0,1 мм/год — азот, аргон, водород, воздух, гелий, кислород, углекислота и другие;
— более 0,1 мм/год — хлор, фосген, сероводород, сернистый ангидрид, хлористый водород, хлористый метил и другие.
Тем самым распространенные баллоны под сварочные газы в виде аргона, углекислоты, гелия по указанной методике служат 40 лет.

Далее, на рынке есть три типа разного рода регуляторов/редукторов:
— регулятор с ротаметром
— стрелочный регулятор
— редуктор.
Отличие редуктора от регулятора понятно: редуктор на выходе выдает просто определенное давление, а регулятор на выходе регулирует поток газа. Редуктор Вам не нужен вообще :)
регулятор с ротаметром или стрелочный регулятор?
Возникает еще один вопрос, на рынке есть два основных типа регуляторов


Какой из них выбрать — дело вкуса. На мой взгляд, стрелочный более продвинутый в плане экономии газа, поскольку фактически это редуктор с калиброванным жиклером и он всегда поддерживает заданное давление. Исходя из известного диаметра жиклера и давления производитель нанес метки расхода на шкалу прибора… тем самым, при начале работы не происходит характерного сброса давления, как это бывает на дешевых регуляторах с ротаметром.
Дешевые регуляторы с ротаметром работают исключительно за счет снижения давления до определенной величины, условно до 6 атм, а также последующего истечения газа через изменяемое гайкой отверстие… иными словами, на начальном этапе работы во всем сварочном рукаве образуется максимальное давление и как только сварщик давит триггер, то избыточное давление сбрасывается, это влечет повышенный расход газа.
Так что по общему правилу — стрелочный подешевле будет в итоге, но есть одно исключение.
Если вы варите нержавейку, то Вам иногда требуется поддув с обратной стороны шва… для этого есть регуляторы с двумя ротаметрами:
Инструменты. Сварочный аппарат и принадлежности. Газовый баллон, редуктор и шланг. Мой опыт — Часть 3

Это будет полезно для абсолютных новичков, потому что люди либо знают какие принадлежности покупать по опыту, либо не знают ничего вообще, и то, что очевидно для того, кто хотя-бы небольшой опыт уже имеет, для того, кто только хочет купить полуавтомат и попробовать — загадка и тайна!
И так, разочаровавшись в ММА, я заказал полуавтомат!
Ибо он устраняет сразу две проблемы новичков — неумение контролировать длину дуги одновременно с движением электрода (длина дуги поддерживается автоматически при подаче проволоки), и зашлаковывание шва (шлака при сварке с газом просто нет— чистый металл).
Так как сваривать мне нужно редко и мало, искал самый недорогой, но решил выбрать модель с синергетикой (автоматические преднастройки вместо трех ручных крутилок — для новичков идеально) и съемным рукавом с горелкой (у совсем дешевых полуавтоматов горелка не отсоединяется от корпуса, что неудобно и стремно).
Смотрел Aurora Динамика 200 — на момент покупки они стоили около 30 000р.
Но самым доступным на тот момент аппаратом с синергетикой был START PRO WEGA 200 miniMIG — 23 500р + на 2350р подарок (любые товары на выбор) в магазине Сварыч.
Дешевле были только те самые аппараты с неотсоединяемыми горелками и полностью ручными крутилками — 15-17 тысяч они стоили. Но нам такого не надо — нужно минимальное из нормального! )
Посмотрел отзывы и обзоры Wega 200 miniMIG — отзывы очень хорошие, в обзорах говорят, что все отлично, только слабоват входной диодный мост (выпрямитель) — при сварке на большом токе при пониженном напряжении в сети может сгореть. Сойдет! Если что — поменяю мост!
Ну и цвет бомбезный — бесценно! 👍😆
И к тому же именно эта модель компактная и легкая (если забыть, что внутрь нужно еще вставить 5 кг катушку со сварочной проволокой! 😆) относительно большинства полуавтоматов моделей — спокойно можно переносить!
Аппарат был куплен и поставлен на полочку:

Потому, что мало купить сам полуавтомат!
К нему нужен еще купить: баллон с углекислотой, редуктор для газа (уменьшает большое давление газа в баллоне, до слабого давления подачи газа в сварочном аппарате), шланг от баллона к аппарату, причем если аппарат и баллон не всегда на одном месте стоят, то нужно не напрямую шланг подключать, а через легко отключаемые разъемы — быстросъемные коннекторы типа рапид (Евро) от компрессора.
Вместе с аппаратом был куплен баллончик с антипригарным спреем, редуктор, шланг для газа и коннекторы к нему.
Баллон и проволоку я купил отдельно в других магазинах.
Ну начну с баллона!
Ведь именно баллонами — огромными, неподъемными и взрывоопасными — пугают тех, кто осмелился задуматься о чем-то лучшем, чем присирание электродом и зашлаковывание шва! 😆
Объем баллона:
Если у вас не автосервис или производство, НЕ ПОКУПАЙТЕ огромные баллоны на 50-40 литров!
НО! Они огромные и неподъемные! Места они требуют много. Когда газ кончится, ВЫ ОДИН должны будете оттащить этот баллон, умудриться засунуть его в машину и отвезти на заправку. А когда его заправят — сюрприз! Он будет весить гораздо тяжелее с жидкостью внутри (углекилота в баллонах в виде жидкости).
А кто же их покупает, спросите вы?
Их покупают автосервисы и производства — те, кто днями ведут сварочные работы. Только вы поймите — они сами ничего не таскают, им привозит грузовик сразу много баллонов, разгружает, забирает старые. Никто в багажник их не пихает, раскладывая сидения, никто сам в одиночку не пытается поднять.
Я для себя решил, что самое лучшее — баллон на 10 литров. Если вы варите на выезде — то вам идеально подойдет 5л баллон (но прочитайте ниже про опасность перевозки баллонов!).
Немного примерных цифр:
10л баллон под углекислоту весит 13 кг и имеет длину 865 см.
40л баллон имеет вес 65 кг и длину 1350 см.
50л баллон имеет вес 76 кг и длину 1650 см.
Добавить тут нечего! Кроме веса углекислоты — ведь это ориентировочный вес пустых баллонов, а, например, в только что заправленном 10л баллоне находится еще 6 кг углекислоты, в 40л — 24 кг углекислоты — 90 кг придется тащить! 🤣
10л баллон как раз удобно влез мне в багажник:

Я не стал покупать в сварочном магазине пустой баллон, а купил за эту же цену новый, поверенный и уже заправленный баллон в конторе, которая занимается пивным оборудованием (углекислота используется в пищевой промышленности).
Вот так можно немного сэкономить (бесплатная первая заправка).
А вот как экономить НЕ стоит — НЕ ПОКУПАЙТЕ БУ баллоны!
Во-первых БУ баллон может быть дефектным. По причине старости, или по причине что его при загрузке-выгрузке постоянно швыряли, или его роняли на пол. Вопросов правильного хранения баллона я коснусь ниже, но скажу одно — то, что выдержит новый баллон, старый может уже не перенести!
Во-вторых, он может быть уставшим, в нем может травить клапан.
В-третьих — БУ баллон нужно переаттестовывать — проверять повышенным давлением. Это занимает время и стоит рублей 500 (как целая заправка).
Еще есть вариант — покупка баллона из обменного фонда заправки.
Вкратце: по цене нового вы получаете уже 100 раз перезаправленный баллон, имеющий вид как с помойки! Весь облезлый, возможно с подтравливающим вентилем. При последующей заправке вам не нужно перезаправлять свой баллон — вы просто платите как за заправку, сдаете пустой, и вам сразу дают другой, уже заправленный, такой же облезлый.
Плюсы — такие станции могут быть удобнее расположены, так как не зависят от заправки, часто непосредственно на них ничего не заправляется — баллоны им могут привозить на грузовике, а пустые увозить на заправку, вам не нужно ждать заправки, выданный баллон уже будет испытан и аттестован. Наверное! 😆
В общем, я решил купить свой абсолютно новый баллон на 10 литров за 3500р, и заправлять в дальнейшем именно его — не обменом на новый, заправленный. Когда у моего закончится аттестация, я просто продам его, и куплю себе новый.
Что нужно знать про баллон:
Для эпизодической бытовой сварки покупайте баллон на 10 литров — этого достаточно, а его транспортировка и хранение не доставят проблем.
Имейте в виду, что баллоны бывают с разным размером выходной резьбы на вентиле. У меня баллон и редуктор с резьбой 3/4.
Но, например, маленькие баллоны имеют выход 21.8, а импортные — вообще какие-то свои размеры. Учитывайте это при выборе! Хотя существуют переходники на любой вкус.
Покупайте только новый, уже поверенный баллон.
Новые российские баллоны, сделанные по ГОСТ, имеют срок эксплуатации 5 лет, после этого нужно будет проходить переаттестацию, и теоретически использовать дальше.
Заправляйте именно свой баллон, без обмена.
Чем заправлять?
В основном черную сталь варят либо чистой углекислотой, либо смесью углекислоты и аргона в определенной пропорции.
Углекислый газ (углекислота, CO2) — самое выгодное и по цене, и по емкости в баллоне. Если вы новичок — не думая выбирайте ее!
Углекислый газ тяжелее воздуха, не имеет цвета, практически без запаха.
В нормальном состоянии существует в виде газа, но при повышенном давлении (в газовом баллоне) становится жидкостью. При пониженных температурах замерзает, образуя так называемый сухой лед (при неправильной заправке или эксплуатации возможно замерзание).
Углекислота, сама по себе абсолютно безопасна, она активно используется в пищевой промышленности. Не взрывоопасна, не воспламеняется. Не ядовита. Но убиться ею теоретически можно — если в очень маленьком закрытом помещении без вентиляции открыть вентиль баллона с газом, и просто выпускать его в комнату. 😆
Углекислый газ тяжелее воздуха, он вытеснит воздух, и можно задохнуться. Но такой сценарий в быту крайне маловероятен, а в промышленности для интенсивной сварки в ограниченных пространствах используют специальные дыхательные маски.
Теперь коснемся заправки баллонов!
Перезаправка 10л баллона стоит примерно 400р.
Углекислота в баллон закачивается в виде жидкости.
Кстати, именно поэтому баллон можно использовать только в строго вертикальном положении, вентилем вверх. Иначе на выход в шланг будет идти жидкость, а не газ! (А вот перевозить можно и горизонтально.)
Это работает так — в нижней части баллона плещется углекислота в виде жидкости, с ее поверхности испаряется газ, и в верхней части баллона углекислота находится уже в газообразном состоянии. Вы ее забираете сверху через вентиль, снижая давление, на освободившееся место испаряется еще. Это дает нам постоянное давление на выходе — не важно, полный баллон или жидкости уже на дне — газ все равно будет занимать весь оставшийся объем.
А вот если давление начинает падать — значит баллон пуст, жидкости не осталось, а давление газа падает, так как жидкости уже нет, и больше ничего не испаряется, чтобы поддерживать давление. Это легко проверить, пошатав баллон из стороны в сторону (если у вас 10л баллон а не 40л, конечно! 👍😆) — если в баллоне что-то плещется, значит там еще есть запас.
Аргоновой смеси же в баллон влезает ощутимо меньше, чем углекислоты, потому что эта смесь там исключительно в виде сжатого газа, без жидкой формы, и когда он начинает заканчиваться, не так очевидно, потому что углекислота в баллоне жидком виде испаряется в газ, а аргоновая смесь — чисто сжатый газ. Считается что аргоновый шов красивее и с минимумом брызг. Но брызг от углекислоты не так уж и много, да и в быту для того, чтобы уголок подварить, это абсолютно не важно. Зато мороки меньше, а цена — ниже. Для бытовых целей углекислоты — за глаза. А как начнете варить профессионально — уже можно будет задуматься об аргоне.
Баллоны заправляют не по давлению, а по весу закачиваемой жидкости. Вес пустого баллона известен (выбит на самом баллоне), остальное — вес жидкой углекислоты.
Сколько кг жидкости влезет в мой баллон?
Чтобы узнать, паспортный объем пустого баллона умножаем на 0.6, получаем сколько жидкости в него максимум можно залить. Или просто смотрим паспорт или выштамповку на баллоне.
В 10л баллон закачивается 6 кг жидкости, в 5л — 3 кг, в 40л — 24кг, в 50л — 30кг.
А что такое маленькое давление — стрелка на первой четверти манометра? Мне не заправили баллон? Обманули — не долили углекислоты? Каким должно быть давление на манометре?
Давление в норме, просто шкала у манометра с запасом! )
Нормальное безопасное давление в баллоне с углекислотой не более 70 бар.
Как правило давление правильно заправленного и правильно хранимого баллона — 50-70 бар.
На 200 бар на манометре красная риска — это предел давления, которое выдерживает исправный баллон.
На самом деле под углекислоту часто используют кислородные баллоны — они теоретически выдерживают 300 бар, но под углекислоту их под таким давлением, конечно, не испытывают, тем не менее манометр таки размечен под 300 бар — с небольшим запасом.
Как узнать, сколько в баллоне еще осталось?
Как было написано выше, в случае с углекислотой давление ничего не значит — так как даже минимальное количество жидкости на дне будет испарять газа на то же давление, что и заправленный баллон. Давление постоянно, а если начинает падать — значит баллон вообще пуст, и уже поздно пить боржоми.
А в реальной жизни давление еще и зависит от температуры окружающего воздуха!
Все о редукторах для полуавтомата

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
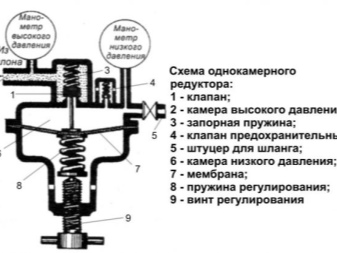

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
Редуктор углекислотный – устройство, принцип работы, как выбрать

Сваривание деталей в среде защитного газа подразумевает подачу такого газа в зону сварки под определённым давлением. Это давление намного меньше, чем давление газа в газовом баллоне. Напрашивается естественный вывод о необходимости снижения давления перед подачей его в горелку. Для этих целей служит специальное устройство – редуктор.
Принцип работы углекислотного редуктора
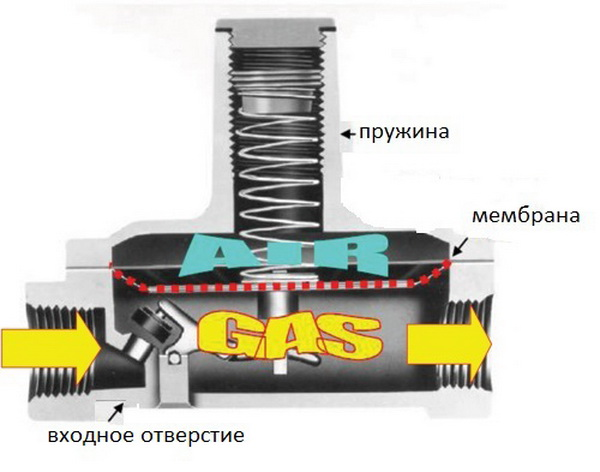
Принцип работы очень прост, что позволило создать надежное устройство. Работа начинается с подачи газа через входное отверстие. Когда давление газа в аппарате достигнет нужной величины, мембрана пойдет вверх и через механическую тягу закроет входное отверстие. Газ будет выходить на горелку через выходное отверстие, что приведет к снижению давления в редукторе. Мембрана пойдет вниз и откроет входное отверстие и газ из баллона снова начнет поступать в редуктор.
Таким образом, в редукторе и на выходе из него будет поддерживаться постоянное давление, необходимое для ведения сварочных работ. Величину этого давления можно задавать и регулировать силой сжатия пружины, для чего имеется специальная гайка.
Конструкция
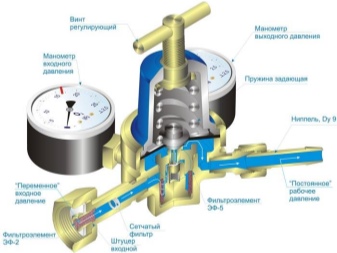
Существует два вида конструкций: устройство прямого типа и устройство обратного типа. В устройстве прямого типа газ, поступающий из баллона, давит на клапан снизу и открывает его. Если давление на выходе ниже рабочего давления, мембрана выгибается и открывает редуцирующий клапан, осуществляя подачу газа из баллона. Для регулирования давления необходимо вращать регулирующий винт.
В устройствах обратного типа регулировка осуществляется как раскрытием клапана, так и выгибанием мембраны. Для контроля давления газа в баллоне и на выходе из аппарата рекомендуют установку двух манометров. Устройства обратного типа характерны тем, что у них повышается рабочее давление по мере расхода газа в баллоне.
ГК «КЕДР» выпускает и реализует проверенные временем углекислотный редуктор УР-6 и его улучшенную версию КЕДР УР-6-6м. Они относятся к одноступенчатым баллонным редукторам прямого типа и состоят из следующих элементов:
Устройства обеспечивают рабочее давление 0,6 мПа и имеют пропускную способность 6м 3 /час. Ознакомиться с характеристиками, заказать и купить углекислотные редукторы можно на сайте производителя КЕДР в Москве.
Сфера применения
При использовании баллонного углекислого газа вам не обойтись без редуктора. Чаще всего он применяется в следующих случаях:
сварка в среде защитного газа;
в химической промышленности;
для газирования продуктов в пищевой промышленности и подачи пива;
для нейтрализации щелочей (углекислота);
в сельском хозяйстве для ускорения роста растений;
при производстве бумаги
Иногда, в отсутствие углекислотного редуктора, возникают вопросы о возможной замене его кислородным. Они действительно очень похожи и размерами, и наличием двух манометров. Но мы категорически не советуем заменять эти редукторы один другим. И хоть внешне они отличаются только цветом, по сути это совершенно разные устройства. Манометр на входе кислородного редуктора рассчитан на 25МПа, а на углекислотном всего 15 МПа. На выходе соответственно: 16 МПа и 1 МПа. Разные настройки и у предохранительных клапанов: 9 – 10 атмосфер у углекислотного и 16,5 – 18 у кислородного.
Как выбрать
Устанавливая приобретённый редуктор на штатное место, проверяйте герметичность и надёжность резьбовых соединений и плотность закрывания газового баллона. Также рекомендуется установка ротаметра, который позволит визуально следить за расходом газа. Опытный сварщик может определить наличие утечки газа по показаниям ротаметра.
Правила работы
Перед началом работы необходимо удостовериться в исправности манометров и расходомеров. Визуально определить исправность уплотняющих прокладок на входном штуцере и уплотняющих поверхностей ниппеля и выходной втулки. После этого можно присоединять редуктор к баллону и горелки к редуктору. Настройка и регулировка рабочего давления производится по манометрам. После чего следует убедиться, что система «держит». Каждые три месяца проверять герметичность соединения показывающих устройств и предохранительного клапана с корпусом редуктора.
При обнаружении любой неисправности необходимо закрыть запорный вентиль баллона, выпустить газ из редуктора и отсоединить его. При возникновении случаев обмерзания редуктора необходимо организовать его подогрев. К работе с горючими и взрывоопасными газами, с сосудами под давлением допускается только подготовленный соответствующим образом персонал. Наличие квалифицированного персонала и соблюдение правил техники безопасности – залог безаварийной работы.
Как устранить обмерзание редуктора и баллона
При сварке в среде защитного газа качество шва зависит от стабильной и равномерной подачи газа. При использовании углекислого газа может происходить обмерзание баллона и редуктора. Обмерзанию способствует большой расход защитного газа (чаще при сварке полуавтоматами) и низкая температура окружающей среды. В таком случае сваривание становится проблематичным: вместо газа в зону сварки «выплёскивается» жидкая углекислота.
Во избежание случаев обмерзания необходимо использовать подогреватели газа. Они бывают двух видов: корпусные и проточные. Корпусные нагреватели используют для ведения сварочных работ при минусовых температурах. Они крепятся непосредственно на редуктор и поэтому могут использоваться только на устройствах определённого типа.
Эти массивные устройства обеспечивают надёжный обогрев всего корпуса редуктора, запитываются от источника электрической энергии напряжением 36 вольт. Такое напряжение предусматривается на большинстве сварочных аппаратов. В противном случае нужно применять дополнительный трансформатор 220/36 В.
Большими удобствами и универсальностью обладают проточные нагреватели газа. Установленные между баллоном и редуктором, они имеют электрическую спираль, которая нагревает протекающий через них газ. Такую конструкцию можно применять для любых видов редукторов.
Выбор редуктора для сварки
В процессе выполнения сварки или газопламенной резки давление подаваемого в зону сварки или резки газа должно быть меньше того, что имеется в газовом баллоне. Чтобы уменьшить давление, используется устройство, называемое газовым редуктором. Принцип его работы достаточно простой. При открытии вентиля газового баллона, газ начинает поступать в камеру высокого давления, находящуюся внутри редуктора. Рабочее давление газа зависит от натяжения пружины, воздействующей на редуцирующий клапан. Виды газовых редукторов различают по принципу работы:
Прямого действия. Поступающий в устройство газ стремится открыть клапан.
Обратного действия. Поступающий в редуктор газ стремится закрыть клапан и прижать его к седлу.

Маркировка устройств по цвету
Выбор редуктора для сварки или резки следует делать в соответствии с используемым типом газа. Существует система цветовой маркировки. Согласно ей, корпус редуктора окрашивается в цвет, который присваивается определенному газу. Перечислим наиболее распространенные редукторы и специальные требования к ним:
Кислородный (голубой). Используется при газовой резке и сварке металлов. Все детали, которые соприкасаются с кислородом, обязательно обезжириваются. Пружины и прочие движущиеся части, которые находятся в контакте с кислородом, выполняются из материалов, стойких к окислению. На пружины допустимо наносить защитное покрытие, стойкое по отношению к кислородной среде.
Ацетиленовый (белый). Применяется при газовой сварке и резке изделий из металла. Для изготовления деталей, которые контактируют с ацетиленом, не допускается использование меди и её сплавов (с содержанием меди свыше 65%), цинка (исключением являются антикоррозийные покрытия), ртути, магния, серебра (кроме твердых припоев) и его сплавов.
Пропановый (красный). Широко применяются на разного рода предприятиях – особенно в металлургии и машиностроении. Неметаллические детали (к примеру, смазки и уплотнители), которые контактируют с пропаном, должны отличаться стойкостью к n-пентану.
Углекислотный (черный с жёлтой надписью). Такой тип редуктора в отличие от кислородного имеет иной диаметр форсунки клапана и размер накопительной камеры. Чтобы повысить чистоту поступающего в редуктор газа, впускающий клапан зачастую оснащается очистными фильтрами.
Аргоновый (черный с белой или синей надписью). Фиксируется на баллоне при помощи присоединения штуцера и его фиксации гайкой. Особенность аргоновых редукторов – большая площадь мембраны. Причиной этому является необходимость тщательного контроля расхода аргона в процессе сварки. Большая мембрана позволяет экономичнее расходовать газ и не давать ему замерзать при низких температурах.
Возможна ли взаимозаменяемость
Обычно рекомендуется использовать конкретный вид редуктора с учётом используемого гащитного или горючего газа. Но некоторые устройства взаимозаменяемы. К примеру, вместо углекислотного редуктора допустимо применение кислородного, но обратную замену производить нельзя. Это связано с тем, что кислород представляет собой сильнейший окислитель, для работы с которым применяются специальные металлы и сплавы. Кроме того, этот вид газа закачивается в баллон под давлением, которое превышает аналогичный параметр для CO2 в два раза. Углекислотный редуктор, зафиксированный на кислородном баллоне, способен продержаться не более 1-2 недель в связи с неминуемым разрушением уплотняющих мембран.
Что касается кислородного редуктора, устанавливаемого на углекислотный баллон, то он подвержен другой проблеме. Углекислота способна вызывать промерзание деталей, контактирующих с ней, до -60°C. Так как устройство для регулирования давления кислорода не предназначено для работы в таком режиме, оно постепенно начнет разрушаться. Кроме того, в случае обмерзания редуктора, возможно полное прекращение прохождения газа через каналы редуктора и, как следствие, нарушение газовой защиты в зоне сварки.
Чтобы сварщик не допустил ошибочных действий, на моделях редукторов для горючих и негорючих веществ выполняется разная резьба. Для горючих газов используется левая резьба, для негорючих – правая.
На что обратить внимание при выборе редуктора для сварки или газопламенной резки
Чтобы не ошибиться с покупкой, обратите внимание на следующие характеристики:
тип сварочного оборудования;
требуемый расход газа;
значение входного и выходного давления;
При установке газового редуктора следует убедиться в полной герметичности и надежности резьбовых соединений, а также обязательно закрывать вентиль газового баллона после завершения работ. При большом объёме сварочных работ и отсутствии ограничений по финансам можно купить модель не с дополнительным манометром, а ротаметром. Он позволяет более точно контролировать расход газа, т.к. дает визуальный контроль и позволяет выявить даже малейшую утечку газа.
Редукторы производства ГК «КЕДР»
Группа компаний «КЕДР» специализируется на производстве надёжного и долговечного оборудования для сварки, в т.ч. и газовых редукторов. Среди предлагаемой продукции есть следующие модели:
УР-6 (углекислотный). Максимальная пропускная способность составляет 6 м3/ч, рабочее давление газа – 0,6 МПа.
БКО-50 (кислородный). Имеет климатическое исполнение УХЛ-2. Рабочий интервал температуры составляет от -15С до +15С. Максимальная пропускная способность составляет 50 м3/ч, рабочее давление газа – 1,25 МПа.
БПО-5 (пропановый). Подходит для типа атмосферы II и группы условий эксплуатации – 3 по ГОСТ 15150. Рабочий интервал температуры: от -15С до +15С. Максимальная пропускная способность составляет 5 м3/ч, рабочее давление газа – 0,3 МПа.
При выборе оптимального решения Вы можете воспользоваться помощью нашего специалиста. Также у него Вы можете узнать о действующих акциях и сроках доставки заказа.
Читайте также: