Сварка труб из легированной стали
Обновлено: 18.05.2024
Особенности сварки нержавеющих сталей зависят от физических свойств, химического и фазового состава, а также их кристаллической структуры.
Особенности и сложности при электродуговой сварке деталей из нержавеющей стали
Теплопроводность хромоникелевых сталей в два раза ниже, коэффициент линейного расширения при нагреве в полтора раза больше, электросопротивление в пять раз выше, чем у малоуглеродистых сталей.
Знание этих свойств помогает сварщику учитывать поведение сталей при сварке. Для расплавления нержавеющих сталей требуются более мягкие режимы сварки и ввод меньшей электрической энергии. При одинаковых токах электрод (проволока) разогреваются значительно сильнее, поэтому для сварки нержавейки применяют укороченные электроды. Низкая теплопроводность и высокий коэффициент линейного расширения способствуют заметному увеличению сварочных внутренних напряжений.
Общим классификационным признаком нержавеющих сталей является присутствие в их химическом составе не менее 12% хрома. Хром, введенный в таких количествах, выделяется на поверхности стали в виде плотной окисной пленки, что и делает сталь устойчивой к образованию оксидов железа (ржавчины). Вторым по важности легирующим элементом в нержавеющих сталях является никель. Его 9-процентная легирующая добавка делает железо немагнитным потому, что такой сплав состоит из аустенита. Широко применяются для легирования нержавеющих сталей следующие элементы:
Все легирующие элементы не только изменяют химический состав стали, но и оказывают влияние на её физические свойства, а, следовательно, и на свариваемость.
Коррозионностойкие хромоникелевые стали с содержанием хрома до 20% с низким содержанием углерода до 0.1% обладают хорошей свариваемостью.
Повышение доли углерода приводит к образованию и выпадению карбидов хрома по границам зерен и способствует межкристаллитной коррозии в зоне термического влияния при нагреве выше 500 С.
Способы сварки нержавейки и их краткие характеристики
Сварка нержавеющих сталей выполняется классическими способами с соблюдением специальных режимов.
Сварка вольфрамовыми электродами в среде инертных газов (TIG)
Требует специализированного газового оборудования и применения соответствующих сварочных горелок. В качестве электрода используется пруток из вольфрама марки ВЛ, заточенный на конус под углом 20+/-2 град., диаметром 2-5 мм в зависимости от силы сварочного тока.
Аргон служит защитной атмосферой зоны горения дуги. Сварку необходимо вести в закрытых помещениях, что, в свою очередь, влечет за собой необходимость применения принудительной локальной вентиляции для обеспечения безопасности персонала.
Особое внимание уделяется выбору присадочной проволоки.
Ручная дуговая сварка плавящимся электродом (ММА)
Наиболее распространённый способ. Важно соблюдать мягкие режимы и избегать перегрева металла в зоне термического влияния. Пристальное внимание уделяется подбору электродов в зависимости от требований к сварным швам и конструкциям в целом.
Полуавтоматическая сварка (MIG)
Самый производительный из рассматриваемых способов, особенно при выполнении угловых и тавровых швов в нижнем положении. Применяются стандартные сварочные полуавтоматы с применением присадочной проволоки малых и средних диаметров.
Сварочные материалы
Сварочные электроды для ручной дуговой сварки выбираются по ГОСТ 10052-75 и по каталогам производителей или поставщиков. Различаются по типу и маркам в зависимости от химического состава наплавленного металла, механических свойств, применяемых режимов сварки и рекомендуемого пространственного положения шва.

Примерная стоимость электродов для ручной дуговой сварки на Яндекс.маркет
Сварочная проволока нержавеющая по ГОСТ 2246-70 и ГОСТ 18143-72 применяется для TIG и MIG и выбирается по химическому составу и требованиям к сварным соединениям. Правильно подобранные присадочные материалы обеспечивают гарантированное качество швов.

Примерная стоимость сварочной проволоки на Яндекс.маркет
Технология
Техника и режимы нацелены на следующее:
- снижение сварочных напряжений и деформаций. Рекомендуется устанавливать сварочный ток на 20-30% ниже, чем при сварке низкоуглеродистых конструкционных сталей. Выполнять сварку узкими прямыми валиками на максимальной скорости и с охлаждением швов ниже 200 о С после каждого прохода;
- минимальный перегрев и уменьшение размеров сварочной ванны, быстрое охлаждение после каждого прохода;
- соблюдение зазоров и тщательную очистку свариваемых кромок и около шовной зоны.
Технология сварочного процесса для каждого из способов сходна по операциям подготовки поверхностей перед сваркой, требованиям к высокой квалификации сварщиков, по тщательному выбору сварочных материалов и настройкой режимов, а отличается выбором полярности подключения.
Сварку плавящимся электродом (MMA и MIG) осуществляют с применением обратной полярности: «+» на электроде, «-» на детали. Для TIG предпочтительна прямая полярность с целью экономии расхода вольфрамового электрода.
На практике совмещают два и более способов для сварки одного стыка. Прихватки и проварку корня шва выполняют аргонодуговым способом, а заполнение разделки — полуавтоматом или ручной сваркой плавящимся электродом.
Особенности сварки нержавеющих труб
Кольцевые замкнутые швы, особенно в случае сварки толстостенных нержавеющих труб малых диаметров требуют особого внимания.
Для предотвращения избыточных сварочных напряжений и появления горячих трещин следует выполнять многопроходную сварку валиками малого сечения. Нужно обращать дополнительное внимание на правильный выбор разделки кромок и соблюдения зазоров между соединяемыми деталями.
Есть еще одна специфическая проблема при односторонней сварке труб из хромоникелевых сплавов и жаростойких нержавеющих сталей. Это образование «мениска»- вогнутости в сечении шва с внутренней стороны труб. Приходится применять специальные разделки и координировать скорость сварки и силу тока.
Сварка труб из легированной стали

Сварка трубопроводов высокого давления, термообработка сварных соединений трубопроводов
При изготовлении и монтаже трубопроводов высокого давления применяют все промышленные способы сварки. Учитывая особую ответственность сварки труб высокого давления, к выполнению этих работ допускаются только сварщики, имеющие удостоверение о сдаче испытаний в соответствии с правилами Госгортехнадзора.
Трубы высокого давления требуют выполнения некоторых особых условий сварки и контроля качества. Особые условия сварки вызваны технологическими затруднениями вследствие больших толщин стенок труб при сравнительно небольших диаметрах. При этом необходимо обеспечивать получение высоких механических свойств сварного шва при нормальных, отрицательных и повышенных температурах транспортируемой по трубопроводу среды, а также шва, стойкого против коррозии. Трубопроводы из сталей 20 и ЗОХМА сваривают электродуговой или газовой сваркой в зависимости от их диаметра и толщины. Применение газовой сварки допускается только для углеродистых труб с условным проходом от 6 до 25 мм.
Автоматическую и полуавтоматическую сварку под слоем флюса при ручной подварке корня шва применяют для труб с условным проходом 100 мм и выше. Трубы меньшего диаметра сваривают ручной электродуговой сваркой. Трубы с условным проходом от 25 до 40 мм сваривают обычным швом с V-образной разделкой кромок, а более 60 мм — с подкладными кольцами или без них.
При ручной сварке труб из стали 20 применяют электроды типа Э42А марки УОНИ-13/45, а из сталей ЗОХМА, 20ХЗМВФ — электроды типа ЭП-60 марок ЦЛ-19ХМ и ВСН-2. Перед прихваткой и еваркой стыки труб всех диаметров из легированных сталей (ЗОХМА, 20ХЗМВФ и др.) предварительно подогревают до 300—350° С, а из стали 20 при толщине стенки более 27 мм — до 150—200° С. Температуру подогрева поддерживают в течение всего периода прихватки и сварки. Количество слоев сварки зависит от толщины стенки и составляет от 4 до 10.
Полуавтоматическую сварку под флюсом осуществляют с помощью полуавтомата ПШ-5 с удлиненным мундштуком и специальной воронкой. Сварку выполняют в несколько слоев в зависимости от толщины стенки трубы. Усиление шва должно быть в пределах 2—4 мм и обязательно с плавным переходом к основному металлу.
После любого вида сварки для снятия возникающих внутренних термических напряжений стыки на участке длиной не менее 200 мм (по 100 мм с обеих сторон шва) подвергают термической обработке. Стыки из стали 20 при толщине стенок труб более 27 мм подвергают отпуску при температуре 560—580° С с выдержкой 2,5—3 ч.
При сварке труб из некоторых марок легированных сталей, а также толстостенных труб из стали 20 вследствие высоких температур происходит изменение структуры металла шва и околошовной зоны основного металла, возникают внутренние термические напряжения и, как следствие, ухудшаются механические свойства сварного соединения. Чтобы снять внутренние термические напряжения, сварные соединения подвергают отжигу, а для улучшения структуры металла и повышения пластичности— нормализации. Для стыков толстостенных труб из стали 20 вполне достаточной термообработкой является высокий отпуск. Режимы термообработки зависят от марки стали свариваемых труб и их толщины стенки; обычно они указаны в производственных инструкциях на сварку или на чертежах. На трубозаготовительных заводах или в цехах термообработку сварных соединений элементов и узлов трубопроводов (без арматуры) производят в специальных термических печах.
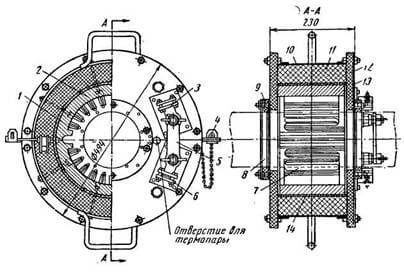
Рис. 86. Электрическая муфельная печь сопротивления:
1 — шплинты, 2 — керамиковые полуцилиндры, 3, 6 — контакты, 4 — замок, 5 — медная перемычка, 7— нихромовая лента, 8— установочные полукольца, 9 — шпильки, 10— корпус,
11, 12 — теплоизоляционный материал, 13 — стальной кожух, 14 — асбестовый лист, 15 - внешний вид на opti-myst engine 600
В монтажных условиях для термообработки сварных соединений труб применяют муфельные печи сопротивления, газовые кольцевые горелки и индукционные нагреватели. Электрические муфельные печи сопротивления (рис. 86) предназначены для нагрева сварных соединений труб диаметром от 30 до 325 мм со стенками любой толщины до 900—950° С. Печь — разъемная; состоит она из двух половин.
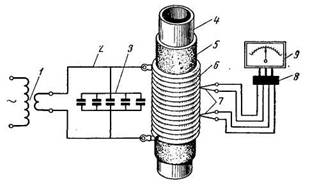
Рис. 87. Схема термообработки сварных стыков труб индукционным способом нагрева токами промышленной частоты:
1 — сварочный трансформатор, 2 — гибкий провод, 3 — конденсаторная батарея, 4 — нагреваемая труба, 5 — слой асбеста, 6—-нагревающие витки провода, 7 —термопары, 8 — переключатель, 9 — гальванометр
Индукционный способ нагрева токами промышленной частоты (50 гц) применяют при термообработке сварных стыков труб с условным проходом от 100 мм и выше при толщине стенки более 10 мм. Для этого стык и прилежащие к нему участки трубы (рис. 87) на 600—700 мм в каждую сторону обертывают листовым асбестом толщиной не менее 10 мм; поверх него укладывают 12—28 витков медного многожильного неизолированного провода сечением не менее 100 мм 2 . Провод наматывают на трубу достаточно плотно с расстоянием между витками 15—20 мм (во избежание замыкания). Последние витки закрепляют хомутами. Провод подключают к источнику низкого напряжения при силе тока около 800—1000 а. Обычно используют сварочные трансформаторы ТСД-1000 и ТСД-2000.
При термической обработке сварных стыков трубопроводов торцы труб следует закрывать временными пробками, чтобы предотвратить создание воздушной тяги и охлаждение стыка.
При термической обработке с помощью хромель-алюминиевых термопар и гальванометров непрерывно контролируют температуру.
Выполняют термообработку сварных соединений трубопроводов специально обученные для этой цели слесари-трубопроводчики под наблюдением ответственного инженерно-технического работника.
1. В чем заключаются особенности сварки трубопроводов высокого давления?
2. Какие виды сварки применяют для трубопроводов высокого давления?
3. Для чего производится термическая обработка сварных соединений?
4. Какое оборудование и какие приспособления используют для термической обработки сварных соединений?
Легированные стали и особенности их сварки
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Основные легирующие элементы — это хром, марганец, никель, кремний, молибден, вольфрам и другие. Легирование делается с целью изменения строения металла и придания ему определенных физико-механических свойств. Легированием можно повысить коррозионностойкость материала, его твердость, износостойкость и так далее. Ниже будут рассмотрены особенности сварки легированных сталей.
Легированные стали бывают трех видов. Это низколегированные, в которых содержание легирующих элементов не более 2,5% , среднелегированные — с содержанием 2,5% — 10% и высоколегированные — более 10%. В зависимости от присутствующих в составе материала легирующих элементов они называются хромистыми, ванадиевыми, хромоникелевыми и так далее. Каждый такой элемент в маркировке стали обозначается специальными буквами: Х — хром, М -молибден, В — вольфрам, Г — марганец, К — кобальт, Ю — алюминий, С — кремний, Н — никель, Т — титан, Ф — ванадий, Б — ниобий, А — азот, Р — бор. Легированные стали подразделяются на следующие типы: нержавеющие, жаростойкие, кислотостойкие и окалиностойкие, которые и определяют сферу применения каждой конкретной стали.
Низколегированные стали
Низколегированные стали должны обладать хорошей пластичностью, удовлетворительной свариваемостью и высокой сопротивляемостью хрупкому разрушению. Оптимальные механические свойства они приобретают после закалки или нормализации и последующего высокого отпуска. Примеры низколегированных сталей — 14Г2, 14ХГС, 15ГС и другие. Они характеризуются малым содержанием углерода (<0,18%). Высокие механические свойства низколегированных и малоуглеродистых сталей достигаются применением других присадок (марганца, хрома, никеля, кремния и других).
Данные виды металла отличаются хорошей свариваемостью и хорошей ударной вязкостью с низким пределом хладноломкости (- 40С° — — 60С°). Они имеют мелкозернистую структуру, так как изготовляются спокойными. Наличие никели, хрома, меди увеличивает коррозионностойкость многих марок сталей. Однако низколегированные имеют повышенную чувствительность к концентрации напряжений и поэтому у них более низкая вибрационная прочность.
Технология сварки низколегированных металлов
Основными показателями свариваемости низколегированных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению. Такие металлы обычно имеют ограниченное содержание C, Ni, Si, S и P, поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют. Критериями при определении диапазона режимов выполнения сварочных работ и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны.

Химический состав сплавов
Электроды для сварки низколегированных сталей ручной дуговой сваркой имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10 ; Mn 0.8…1,2 ; Si 0,2…0.4 ; Cr 0,6…1,0 ; Mo 0,2…0.4 ; Ni 1,3…1,8 ; S до 0,03 ; Р до 0,03. Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. Сварку технологических участков нужно производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200С°.
Особенности сварки низколегированных сталей под флюсом заключаются в её проведении на постоянном токе обратной полярности. Сила тока при этом не должна превышать 800 А, напряжение дуги — не более 40 В, скорость сварки изменяют в пределах 13…30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке. Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних или двусторонних) используют проволоку марки Св-08ХН2М, так как швы в этом случае имеют излишне высокую прочность и применение более легированной проволоки для таких соединений нецелесообразно.

Влияние легирующих элементов на структуру и свойства металлов
Если сварка низкоуглеродистых и низколегированных сталей осуществляется в углекислом газе, то в качестве электрода применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку. При сварочных работах в смесях на основе аргона используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металлических швов при сварке сталей с прочностью до 700 МПа. Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку также применяют при сварке низкоуглеродистых и низколегированных сталей повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Газовая сварка низколегированных сталей характеризуется повышенным разогревом свариваемых кромок, пониженной коррозионностойкостью и усиленным выгоранием легирующих примесей. Это приводит к ухудшению качества сварных соединений по сравнению с другими способами сварки. При газовой сварке в качестве присадочного материала используют проволоку марок СВ-10Г2, Св-08, Св-08А, а для ответственных швов — Св-18ХГС и Св-18ХМА. Механические свойства шва можно повысить проковкой при температуре 800 °С — 850°С с последующей нормализацией.
Среднелегированные стали
Среднелегированные стали содержат углерод в количестве от 0,4% и более. Они легированы в основном Ni, Mo, Cr, V, W. Оптимальное сочетание прочности, вязкости и пластичности достигается после закалки и низкого отпуска. Такие среднелегированные стали, как ХВГ, ХВСГ, 9ХС, пользуются большим спросом за счет своих легирующих добавок при изготовлении сверл, разверток и протяжек.
Эти стали выплавляют из чистых шихтовых материалов для повышения пластичности и вязкости. Также их тщательным образом очищают от фосфора, серы, газов и различных неметаллических включений. В этом случае стали могут подвергаться электрошлаковому или вакуумно-дуговому переплаву, рафинированию в ковше жидкими синтетическими шлаками. Хорошее сочетание прочности, вязкости и пластичности среднелегированных сталей достигается термомеханической обработкой.
Технология сварки среднелегированных металлов
Чтобы обеспечить эксплуатационную надежность сварных соединений, нужно при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Степень изменения этих свойств зависит от доли участия основного металла в формировании шва. Поэтому следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл. Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня.
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке. Одновременно при выполнении сварочных работ следует исключить другие источники насыщения сварочной ванны водородом (влага, ржавчина и другие).
Для сварки среднелегированных сталей широко применяются аустенитные сварочные материалы. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246-70 предусмотрены проволоки марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 — электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки — основные флюсы. Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и другие по ГОСТ 10052-75 и ГОСТ 9467-75.
Высокое качество сварных соединений толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. При этом для увеличения проплавляющей способности дуги применяют активирующие флюсы (АФ). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама.
Газовая сварка легированных сталей осуществляется ацетиленокислородом, который обеспечивает качественный сварной шов. Газы-заменители в данном случае применять не рекомендуется. Но даже ацетиленокислород не может стопроцентно гарантировать получение качественного шва. Этого можно достичь только путем применения дуговой сварки.
Закалка стали — обязательный этап в машиностроении, так как от правильности его выполнения зависит качество продукции. Подробнее читайте в этой статье.
Высоколегированные стали
Высоколегированные стали имеют повышенно содержание легирующих элементов — Cr и Ni (обычно не ниже 16% и 7% соответственно). Они придают таким металлам соответствующую структуру и необходимые свойства. Высоколегированные стали по сравнению с менее легированными обладают высокой хладостойкостью, коррозионностойкостью, жаропрочностью и жаростойкостью. Несмотря на высокие свойства этих сталей, их основное служебное назначение определяет соответствующий подбор состава легирования. В соответствии с этим их можно разделить на три группы: жаростойкие, жаропрочные и коррозионностойкие.
После соответствующей термообработки высоколегированные стали обладают высокими прочностными и пластическими свойствами. В отличие от углеродистых при закалке эти материалы приобретают повышенные пластические свойства.
Структуры высоколегированных сталей очень разнообразны и зависят в основном от их химического состава, то есть от содержания основных элементов: хрома (ферритизатора) и никеля (аустенитизатора). Также на структуру влияет содержание других легирующих элементов-ферритизаторов (Mo, Ti, Si, Al, W, V) и аустенизаторов (Co, Cu, C, B).
Технология сварки высоколегированных металлов
Высоколегированные стали обладают комплексом положительных свойств. Поэтому одну и ту же марку иногда можно использовать для изготовления изделий различного назначения. В связи с этим и требования к свойствам сварных соединений будут индивидуальными. Это определит и различную технологию выполнения сварочных работ, направленную на получение сварного соединения с необходимыми свойствами, определяемыми составом металла шва и его структурой.

Легирующие элементы – обозначение
Особенности сварки высоколегированных сталей определяются наличием у них характерных теплофизических свойств. Пониженный коэффициент теплопроводности сильно изменяет распределение температур в шве и околошовной зоне. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий. Поэтому для уменьшения коробления нужно применять способы и режимы, отличающиеся максимальной концентрацией тепловой энергии.
При ручной дуговой сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют широкий допуск по химическому составу. Применением электродов с фтористокальциевым покрытием достигается получение металла шва с нужным химическим составом. Тип покрытия электродов для данной сварки диктует необходимость применения тока обратной полярности. Тщательная прокалка электродов способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин.
Газовая сварка высоколегированных сталей наименее благоприятна, для соединения этих кислотостойких сталей, которые подвержены значительной межкристаллитной коррозии. Такая сварка может использоваться для сваривания жаропрочных и жаростойких сталей толщиной 1…2 мм. Сварка ведется нормальным пламенем мощностью 70…75 л/ч на 1 мм толщины. В сварных соединениях могут образовываться большие коробления.
Сварка под флюсом высоколегированных сталей толщиной 3…50 мм имеет большое преимущество перед ручной дуговой сваркой ввиду стабильности состава и свойств металла по всей длине шва. Это достигается отсутствием частых кратеров, образующихся при смене электродов, равномерностью плавления электродной проволоки и основного металла по длине шва, а также более надежной защитой зоны сварки от окисления легирующих компонентов кислородом воздуха.
При сварке под флюсом уменьшается трудоемкость подготовительных работ, так как разделку кромок выполняют на металле толщиной свыше 12 мм (при ручной сварке — свыше 3…5 мм). Типы флюсов предопределяют их использование для сварки постоянным током обратной полярности.
Что собой представляют высоколегированные стали? Нюансы технологии их сваривания ручным дуговым методом
Для улучшения физико-механических характеристик стали производят ее легирование. Легирование стали — это добавление в состав стали различных добавок. В качестве добавок используются хром, никель, вольфрам, ванадий, титан, молибден, кремний и другие элементы. В зависимости от содержания добавок стали бывают:
- низколегированные (≤ 2,5%);
- среднелегированные (≤ 10 %);
- высоколегированные (от 10 до 50 %).
Высоколегированные стали применяют в различных сферах промышленности и хозяйства. Чаще всего они используются в нефтяной и химической отрасли, энергетике. Широко используются такие стали в конструкциях, работающих в условиях агрессивной среды и большого перепада температур.
По своим свойствам различают два основных вида высоколегированных сталей:
Наряду с содержанием добавок, высоколегированные стали классифицируются также по типу их внутренней структуры. Структуры их разнообразны и зависят от содержания основных элементов. При этом различают стали:
Существуют также высоколегированные стали со смешанной структурой. Например, феррит-аустенитные.
Наиболее распространенный вид высоколегированных сталей — это стали со структурой аустенит. Основными составляющими таких сталей являются никель (до 8%) и хром (≥18%). Изменением состава других добавок получают высоколегированные стали с необходимыми свойствами. При этом хром обеспечивает жаростойкость и устойчивость к коррозии, а никель делает сталь более пластичной и увеличивает жаропрочность.
Кроме того, для повышения жаропрочности в состав вводят вольфрам, ванадий, а для устойчивости к коррозии (нержавейка) в состав стали вводят титан, молибден.
Особенности сварки
По сравнению со сваркой других видов стали, сварка высоколегированных сталей имеет свои особенности. Это связано с тем, что стали такого вида имеют сниженный коэффициент теплопроводности и повышенный коэффициент линейного расширения. В результате того, что отвод тепла замедлен, увеличивается глубина проплавления основного слоя. А из-за большого коэффициента линейного расширения могут возникать деформации и трещины.
Для предотвращения трещин и других дефектов сварного шва рекомендуется:
- Формировать шов с двойной структурой (аустенит и феррит). При этом для жаростойких и жаропрочных сталей количество феррита в шве должно быть в пределах 3-5%, а для коррозийно-устойчивых количество феррита может достигать 15-25%.
- Снижать количество вредных примесей (сера, фосфор, свинец и т. п.), которые ухудшают свариваемость металла. Для этого надо использовать режимы с уменьшенным количеством основного материала, а свариваемые стали и материалы электродов должны содержать минимум вредных примесей.
- Для обеспечения минимального насыщения шва газами при сварке надо использовать постоянный ток обратной полярности.
- При сварке покрытыми электродами поддерживать короткую дугу и вести сварку без поперечных колебаний.
- Правильно выбирать тип электродов с фтористокальциевыми покрытиями, уменьшающими угар легирующих элементов. Для помощи в выборе типа электрода существуют специальные таблицы. В таких таблицах для различных типов высоколегированных сталей рекомендуется использование соответствующих марок электродов.
- Уменьшать влияние на шов силового фактора, включающего воздействие термических сил, деформации усадки и жесткости крепления кромок. С этой целью необходимо ограничивать ток сварки, заполнять разделку швами небольшого сечения и использовать разделки необходимой формы.
В зависимости от структуры стали, содержания в ней углерода, толщины деталей и жесткости конструкции может потребоваться подогрев свариваемых деталей.
Например, при сварке мартенситных деталей подогрев необходим во всех случаях, а для деталей со структурой аустенит такой подогрев требуется не всегда. Температура подогрева выбирается в пределах от 100 до 300 °С.
Технология ручной дуговой сварки
Подготовка к сварке:
- Кромки свариваемых изделий подготавливают механическим способом. Допускается также резка плазменным, газофлюсовым или электродуговым методами. При использовании огневых типов резки необходима механическая обработка кромок на глубину 2-3 мм.
- Вид стыка кромок зависит от толщины изделий. При толщине более 4 мм снимается фаска под углом в 45°, а при толщине более 8 мм фаска снимается под углом в 30°. При толщинах соединяемых изделий до 10 мм зазор между кромками составляет 1 мм, а при больших толщинах зазор может быть увеличен до 1,5-2,5 мм.
- После снятия фасок свариваемые кромки зачищают от окалины на 20 мм и обезжиривают.
- Сборка стыков производится в стандартных приспособлениях или в прихватках. К качеству прихваток предъявляются те же требования, что и к сварному шву. Нельзя ставить прихватки в местах пересечения швов.
Оборудование
При выполнении ручной электродуговой сварки используется следующее оборудование:
Сварочный аппарат включает в себя источник питания для создания электрической дуги. Особенностью аппаратуры для сварки высоколегированных сталей является то, что она производится постоянным током с обратной полярностью. Поэтому в качестве источника питания для такой сварки могут служить генератор постоянного тока или выпрямитель (инвертор).
Генератор постоянного тока вырабатывает постоянное напряжение за счет преобразования механической энергии в электрическую. Выпрямитель обычно включает понижающий трансформатор и полупроводниковую схему, преобразующую переменный ток в постоянный. Часто в качестве источника постоянного тока используются инверторы. В таких приборах производится двойное преобразование электроэнергии, что позволяет получить более стабильное выходное напряжение.

Примерная стоимость инверторных источников тока на Яндекс.маркет
Кроме источника питания в состав сварочного аппарата входят панель управления, соединительные провода, сварочный электрод, держатель электрода винтового или зажимного типа.
В качестве приспособлений сварщик использует защитную маску, фильтрующую УФ- и ИК-излучения дуги, респиратор для защиты органов дыхания и спецодежду.
В набор ручного инструмента входят молоток, зубило, металлическая щетка, сумка для переноски инструмента и электродов.
Процесс сварки
Главная особенность сварки высоколегированных сталей — это требование ввода в основной материал малой погонной энергии.
Выполнение этого требования достигается за счет:
- Короткой дуги.
- Отсутствия поперечных колебаний.
- Высокой скорости движения сварочной дуги без перерывов и повторения нагревов одного и того же места.
- Использования минимально возможных режимов силы тока.
Для выбора режима силы тока имеются специальные таблицы. Например, для сварки аустенитных сталей толщиной до 2 мм электродом диаметром 2 мм рекомендуется сварочный ток силой от 20 до 50 А, а для сварки деталей толщиной от 8 до 12 мм электродом в 4-5 мм сварочный ток должен быть порядка 85-160 А.
В начале сварки дугой прогревают кромки и образуют сварочную ванну. Далее дугу равномерно перемещают по стыку. При этом необходимо следить за глубиной проплавления и отсутствием непровара. О качестве сварки можно судить по форме сварочной ванны. Если она вытянута в направлении движения дуги, то проплавление хорошее. При плохом качестве сварки ванна имеет форму круга или овала.
Читайте также: