Сварка труб из полипропилена большого диаметра
Обновлено: 19.05.2024
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния
Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры
Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
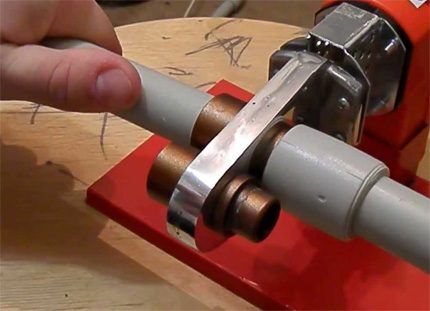
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
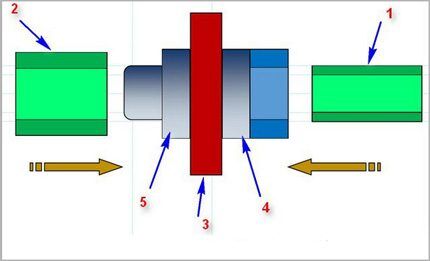
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы
Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью
Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева
Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер
Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый
Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы
Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Все о соединениях полипропиленовых труб, технологии и монтаже

В числе главных особенностей пластиковых труб более низкие цена и вес, увеличенный срок службы, лёгкость монтажа. Особенно обращает на себя внимание возможность подсоединить трубы без пайки или с ней, но более быстрым способом, чем металлических аналогов.
Разберемся, какие бывают варианты соединения полипропиленовых труб, как применить различные технологии сборки в домашних условиях.
Полипропиленовые трубы: способы соединения
Выбор технологии сборки пластикового трубопровода зависит от типа изделий и их свойств. Способы, применяемые для стыковки секций, разделяются на две большие группы:
Здесь предполагается сварка или пайка, то есть нагрев материала для изменения агрегатного состояния. Данный метод используется для образования наплавления в месте стыка, и обеспечивает отсутствие протечек и равномерное распределение механических нагрузок.
Сварная стыковка — это, прежде всего, неразъёмный тип монтажа. Такой тип соединения труб является капитальным, используется до истечения срока годности изделий. Этот метод чаще применяется, чтобы добиться высокой прочности трубопровода. Пайка производится при помощи специального оборудования или подручного инструмента.
Предполагает соединение полипропиленовых труб без пайки. Этот способ используется, когда необходима быстрая стыковка, при отсутствии навыков сварки.
Метод монтажа в этом варианте — разъемный или резьбовой. Его можно применять при соединении тонких труб, полипропилена с металлом. При использовании этого «холодного» способа применяются соединительные элементы — полипропиленовые фитинги, размеры и габариты которых подбираются под основное изделие – трубы.
Зная, как соединить полипропиленовые трубы без пайки, можно заранее подобрать элементы, подходящие под условия эксплуатации, и обеспечить быструю сборку.
«Горячий» метод стыковки: варианты сварки
При использовании этого способа применяют 2 варианта сварки:
- Пайка трубы к трубе, наиболее популярный метод.
- Сварка с плавлением соединительных муфт (переходников).
Первый способ используется при сварке труб диаметром более 40 мм. Второй — на трубах, имеющих диаметр от 16 до 40 мм. Фитинг в этом случае нужен не только для корректировки направления прокладки труб, но и как запас материала для плавления.
Конфигурации муфт подбирают, исходя из особенностей трубопровода. Встречаются следующие разновидности переходников:
- Уголки. Смена направления в какую-либо сторону.
- Тройники. Распределение подачи воды и смена направления.
- Муфты. Стыковка без смены направления.
Также применяются следующие элементы:
Механический метод стыковки без пайки: варианты соединений
Пайка как метод стыковки секций трубопроводов чаще используется при шефмонтаже на производстве. В быту наиболее популярны технологии экспресс монтажа без сварки.
Проверенная временем практика стыковки без использования специального инструмента обеспечивает высокое качество соединения пластиковых труб без пайки с помощью муфт.
В основе широко известного метода применение фасонных деталей. С их помощью можно не только обеспечивать продолжение контура водопровода, но и изменение его направления, распределения рабочей среды или перекрытие потока.
Преимущества технологии монтажа без разогрева:
- Готовые изделия из полипропилена этим способом соединить дешевле, чем металлические за счет малой стоимости фитингов.
- Исполнение фитингов обеспечивает возможность ручной сборки полноценной инженерной системы дренажа, водопровода, канализации.
Размер и технические возможности деталей определяются их конфигурацией (формой, толщиной стенок, комбинированием).
Соединение при помощи обжимных фитингов
Выбирая, как соединить пластиковые трубы для водопровода без пайки, многие люди часто применяют способ обжимных фитингов. При таком способе соединения исключается процесс нагрева смежных деталей. Специальная муфта при механическом воздействии (обжиме) надёжно фиксирует внутри два конца трубок, оснащённых уплотнительными кольцами. После монтажа переходника места стыковки смазываются силиконовым герметиком.
Переход с металлопластика на полипропилен при помощи фитингов — незаменимый способ стыковки труб из разных материалов.
Плюсы этого метода:
- для монтажа используется минимальный набор инструментов;
- соединение трубопровода можно доверить даже новичку;
- в месте установки обжимного фитинга создаётся надёжное соединение;
Такой метод, прежде всего, хорош тем, что может использоваться при обновлении чугунного водопровода полипропиленовыми аналогами. Также этот способ востребован при сборке отопительных систем, в том числе монтаже радиаторов.
Соединение при помощи клеевых составов
В числе вариантов стыковки, позволяющих обойтись без специального оборудования – применение монтажных клеевых составов.
В составе клея базовым является поливинилхлорид, замешанный на растворителе. В него производители также добавляют различные присадки и пластификаторы для улучшения адгезии в местах стыковки.
Преимущества метода:
- стыковка изделий при помощи клеящего средства обеспечивает собранной конструкции необходимые характеристики прочности и герметичности;
- по окончании работ в месте монтажа образуется надёжное соединение, незаметное при визуальном осмотре;
- для стыковки не требуется наличие специальных навыков.
Важно! Во время работ следует соблюдать меры безопасности, не проводить работы вблизи открытых источников огня и избегать попадания состава на кожу.

Как осуществляется монтаж на клей
Перед тем как соединить полипропиленовые трубы, нужно подготовить необходимые детали, инструменты и обеспечить условия для монтажных работ.
Поверхности, на которые будет наноситься клеевой состав, следует обработать обезжиривателем. Для нанесения состава подойдёт кисточка с щетиной из натуральных материалов. Также рекомендуется обеспечить температуру в помещении в диапазоне от 5 до 35 градусов.
Учитывая то, что детали трубопровода будут состыковываться с минимальным зазором, достаточно будет тонкого слоя клея. Удержание труб до момента схватывания обычно не превышает 20-30 секунд. По завершении работ рекомендуется хорошо проветрить помещение, при этом следует избегать сквозняков.
Как стыкуются металлопластиковые и полипропиленовые трубы
Существует только один способ монтажа труб, выполненных из разных материалов. Это резьбовой монтаж, поскольку пайку и склеивание изделий здесь невозможно использовать.
Это объясняется тем, что место стыковки должно обладать не только герметичностью, но и способностью испытывать высокие динамические нагрузки (разность предельных давлений).
Перед тем, как соединить металлопластиковую трубу с полипропиленовой, необходимо подобрать нужные детали:
- Металлопластиковые изделия оснащаются специальными наконечниками.
- Полипропиленовые секции, в свою очередь, оборудуются муфтой, на которую нанесена резьба.
Раструбная технология сборки пластиковых трубопроводов
Фиксация указанным методом оправдана только при эксплуатации в системах низкого давления. Вставка в раструб обеспечивает быстрый и лёгкий монтаж, подходит для канализационных и дренажных инженерных систем.
Концы труб в месте монтажа должны иметь точно подогнанный диаметр.
Секция с раструбом, соответственно, вставляется в конец трубы с уплотнителем. Для проведения работ не потребуются наличие специальных знаний или закупка специальных фитингов.
Порядок сборки трубопроводов загонкой в раструб
Для устранения возможных диаметральных погрешностей в стыкуемых секциях в раструбном наконечнике имеется резиновое кольцо. Задача этого элемента обеспечить герметичность при механическом воздействии на трубопровод.
Для облегчения самого процесса загонки применяют смазку. Состав наносится на гладкую часть концевого среза. Контроль процесса стыковки осуществляется при помощи маркировки. Так пользователь не загонит трубу слишком глубоко и не повредит секцию.
Нормированное погружение раструба позволяет не только обеспечить экономию материала, но и соблюсти стандартный зазор, что необходимо для компенсирования нагрузок при линейных расширениях — явлениях, которые возникают при разнице температур.
Классификация фитингов и переходников
Сборка трубопроводов посредством специальных насадок является самым популярным способом разводки инженерных систем. Для того чтобы подобрать необходимые виды фитингов для полипропиленовых труб, следует ознакомиться с их подробной классификацией.
Для изготовления, отпуска и снабжения технических полипропиленовых изделий используются положения государственного стандарта №52134 от 2003 года.

Фитинги разделяются на 2 вида, по степени нагрева рабочей среды:
- В системах горячего водоснабжения и высокотемпературном радиаторном отоплении применяются изделия, рассчитанные на работу до 700 и 900 градусов.
- Для организации холодного водоснабжения используются материалы, выдерживающие температуру до 600 К.
Модификации в зависимости от химического состава:
- Трубы и фитинги из ППР или вариативного сополимера, он не подходит для систем отопления.
- Поддержание высокотемпературных условий обеспечат изделия с маркировкой ППВ – блоксополимер или ППГ (гомополимер).
Подбирая фитинги, не следует забывать о таком важном параметре как давление в системе.
Классификация по прочностным характеристикам:
- Изделия, промаркированные как MRS способны выдержать давление в 6.3, 8.0 или 10.0 Мпа.
- Среди последних достижений — фитинги с маркировкой PPRS. Такие трубы и фитинги могут использоваться для монтажа трубопроводов, способных выдержать давление до 25 Мпа.
Какие бывают элементы соединения полипропиленовых труб (полипропиленовые фитинги) вы увидите в видео:
Монтажные параметры труб и фитингов
В подборе полипропиленовых труб и переходников для соответствия техническому проекту здания используют простые физические принципы.
Размеры фитингов для полипропиленовых труб в мм, можно подобрать в зависимости от диаметра полипропиленовых труб, их толщины, устойчивости к температурным воздействиям.
Для дома, где есть свободное пространство и важна механическая прочность трубопроводов, прокладывают элементы толщиной от 16 мм. При этом учитывается разница внутреннего и внешнего диаметра изделий. Толщина труб и фитингов обеспечит компенсацию недостающих характеристик.
Первым в числе монтажных параметров остаётся рабочее давление, обозначается маркировкой PN.
| PN10 или 10 бар | PN16 или 15 бар | PN20 или 20 бар | PN25 или 25 бар | |
| Диаметр трубы наружный | 16-110 мм | |||
| Толщина стенок | От 1.9 до 10 мм | От 2.7 до 18.4 мм | От 3.4 до 6.9 мм | |
| Максимальная температура | 45°C | 60°C | 75°C | 95°C |
| Сфера применения | Холодное водоснабжение, трубопроводы невысокого давления | |||
| Армирование | Нет | Нет | Есть | Есть |
При этом не стоит ориентироваться только на параметры толщины стенок. При наличии армирования (стекловолокно) внешний диаметр труб увеличивается.
Подобрать фитинги для полипропиленовых труб по размерам, не так сложно, нужно только найти таблицы рекомендуемых переходников и их диаметров.
Перед тем, как монтировать трубы в домашних условиях без паяльника, нужно подобрать размеры фитингов и муфт в мм или дюймах Источник image.isu.pub
Полипропиленовые трубы: виды, фитинги, комплектующие, мастер-класс по пайке труб в видео:
На заметку! Предпочтительнее подбирать трубы и фитинги от одного производителя. Тогда стыковка будет более надежной.
Методы крепления, используемые в быту
Каждый владелец квартиры самостоятельно определяет нужный ему уровень качества монтажа. Кто-то применяет пайку, а кто-то соединение при помощи переходников или другие альтернативные варианты.
«Горячая» пайка труб
Учитывая пайку, как самый надёжный и долговечный способ крепления, некоторые владельцы частной недвижимости используют этот способ установки трубопровода. В условиях отсутствия специального оборудования они применяют газовую горелку. В этом случае можно сэкономить на приобретении паяльника и провести работы с трубами любых диаметров.
Особенности рабочего процесса:
- Газовая горелка, должна подбираться по виду используемого топлива. Газ с наибольшей температурой горения подойдет для более толстых труб.
- Лучше всего подбирать секции труб одинакового диаметра. Это обеспечит эстетичный внешний вид инженерной системы, сохранение рабочих параметров на всех участках трубопровода и отсутствие затруднений во время спаивания.
- Перед началом монтажа рекомендуется произвести разметку (раскрой) всего контура, зачистить концы стыков, обезжирить специальным составом.

- В ходе работ следует учитывать температуру плавления полипропилена. Разогревать смежные части следует равномерно и одновременно. Так можно будет обеспечить аккуратный и качественный монтаж всего контура.
Слишком сильный разогрев в месте будущего стыка может привести к деформации соединения, особенно в момент примыкания и удержания для спайки.
«Холодные» способы пайки
Если нет достаточных навыков работы нагрева газовой горелкой, поможет способ монтажа при помощи готовых составов. Есть несколько способов, как спаять пластиковые трубы без паяльника:
- с использованием паяльных паст и лент;
- с применением эпоксидной смолы;
- при помощи электрофитингов.
Разберемся, в чем состоит преимущество каждого метода.
Паяльные пасты
В отличие от клея, паяльные пасты:
- задают более высокое качество стыковки;
- позволяют сократить время на выполнение операций;
- минимизируют риски несоблюдения условий технологического процесса.
Этот способ подходит для неопытных, кто интересуется, как спаять пластиковые трубы без паяльника, и не хочет повредить детали.
Советы по выбору пасты для пайки:
- изучите маркировку пасты, состав должен подходить под полипропилен;
- после проведения работ паста не должна оставлять следов, особенно на белых по цвету трубопроводах;
- паста должна хорошо выделяться из тюбика и накладываться на поверхность, должна быть не слишком густой и не жидкой.
Эпоксидная смола
Этот вариант «холодной» пайки применяется, когда нет опыта «горячей» сварки. Он не требует специальных инструментов. Здесь, как в случае с клеем или пастой, используется простое физическое свойство готового эпоксидного состава — затвердевать при остывании.
При стыковке эпоксидная смола наносится на обезжиренные, предварительно очищенные поверхности. В этом варианте монтажа трубопровод вводится в эксплуатацию через несколько часов после монтажных работ.
Электрофитинги
Производители строительных материалов предлагают широкий ассортимент фитингов и соединительных элементов, при помощи которых можно собрать трубопровод методом пайки.
Технология изготовления электрофитингов включает оснащение переходников нагревательными элементами. После сборки контура на муфты подаётся напряжение, что приводит к разогреву материала и пайке собранных стыков. По умолчанию, пайка при помощи электрофитингов подходит для промышленных условий, но может быть применима и для быта.
Этот способ отличается легкостью монтажа, за счет чего установка трубопровода происходит в короткие сроки.

Коротко о главном
Легкие, прочные трубы из пластика легко соединяются с любыми материалами разными способами. Существуют разъемные и не разъемные методы монтажа:
- Первый вариант включает использование обжимных фитингов, резьбовых элементов, муфт.
- Второй вариант использует «холодную» и «горячую» сварку, склеивание. Соединение происходит при помощи специальных составов, например, паяльных лент и паст, клея, эпоксидной смолы или просто путем нагревания пластика до температуры плавления.
Выбирая, как соединить металлопластик с полипропиленом в домашних условиях, обратите внимание на технологию обжимных фитингов или резьбы с пластиковыми элементами.
На сегодняшний день — это единственный способ соединить разнородные секции, например, чугун и пластик. С обжимными фитингами соединение труб можно, при необходимости, быстро обновить за счет замены деталей. Этого нельзя сказать о способе пайки.
Когда под рукой нет специального инструмента, могут быть использованы электрофитинги. Эти элементы после соединения быстро спаивают отдельные секции трубопровода.
Перед монтажом разъемным способом нужно подобрать фитинги к трубопроводу исходя из эксплуатационных характеристик (температуры, давления, размеров). Для систем отопления подходят фитинги с маркировкой ППГ.
Сварка полипропиленовых труб своими руками

Трубы
Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Читайте также: