Сварка труб металлопластиковых труб
Обновлено: 16.05.2024
С появлением полипропиленовых труб популярность металлопластиковых аналогов несколько уменьшилась. Не последнюю роль в этом сыграла цена на комплектующие для них, которая существенно выше. Тем не менее, металлопластиковые трубы и по сей день используют в водоснабжении и оборудовании теплого пола. Они сочетают в себе достоинства двух материалов – металла и пластика. От первого трубы получили прочность, от второго – гибкость. А научившись правильно выполнять соединение металлопластиковых труб, можно существенно сэкономить на монтаже трубопровода.
- Характеристики металлопластиковых труб
- Выбираем вид соединения
- Соединение при помощи компрессионных деталей
- Используем специальные пресс-фитинги
- Как работать с надвижными фитингами
- Гибридное соединение металлопластиковых труб с металлическими
Характеристики металлопластиковых труб
- простота монтажа;
- высокая химическая устойчивость;
- изготавливается из экологически чистых материалов;
- максимальное рабочее давление достигает 10 бар;
- благодаря гибкости труб можно сократить количество необходимых фитингов;
- в процессе эксплуатации на внутренней поверхности труб не образуется накипи и коррозии;
- срок службы достигает 50-ти лет.
- большой коэффициент теплового расширения;
- «стареют» под воздействием ультрафиолета;
- подвергаются горению.
Выбираем вид соединения
В зависимости от используемых фитингов способы соединения металлопластиковых труб бывают нескольких видов: с применением пресс-фитингов, компрессионных деталей и надвижных пресс-фитингов.
Соединение при помощи компрессионных деталей
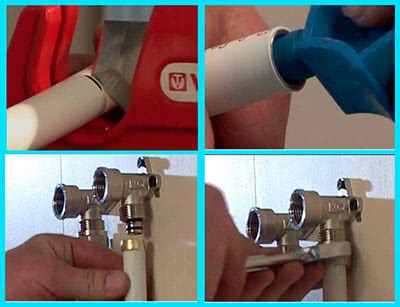
В таком соединении используют обжимные латунные фитинги. Работы выполняются с использованием гаечного ключа. Деталь для соединения труб состоит из штуцера, накидной гайки и разрезного кольца. Компрессионные фитинги можно разбирать и использовать повторно. Такая технология соединения металлопластиковых труб доступна даже дилетанту. Первым делом подготавливают трубу необходимой длины. Участок заготовки на 10 см от и до разреза должен быть выровнен.
![Техника работы с компрессионными деталями является легкоусвояемой даже для новичков]()
Техника работы с компрессионными деталями является легкоусвояемой даже для новичков
Обрезку осуществляют прецизионными ножницами строго под прямым углом к оси трубы согласно разметке. Проверив целостность всех деталей и прокладок, надевают гайку и кольцо от фитинга. Конец трубы обрабатывают разверткой. Калибровочной стороной снимают внутреннюю фаску на 1мм. Другой стороной – внешнюю фаску. Насаживают трубу на фитинг до упора. Накидную гайку накручивают на штуцер сначала вручную, затем при помощи ключа. В итоге должны остаться видны 1-1,5 кольца резьбы.
Затягивать гайку необходимо очень аккуратно. От чрезмерного усилия кольцо может треснуть.
Используем специальные пресс-фитинги
Соединение металлопластиковых труб при помощи пресс-фитингов можно применять для обустройства теплых полов и скрытых коммуникаций. Оно намного надежнее, чем монтаж с применением компрессионных деталей. Но в этом случае для выполнения работ понадобятся специальные пресс-клещи.
![Соединение трубы с использованием пресс-фитинга требует высокой точности и аккуратности]()
Соединение трубы с использованием пресс-фитинга требует высокой точности и аккуратности
Край обрезанной трубы калибруют, снимая внутреннюю и наружную фаски. Проводят контроль диаметра трубы калибратором. Проверяют фитинг на наличие диэлектрической прокладки и уплотнительных колец. Затем надевают на край обжимную муфту. На штуцер надевают уплотнительные кольца и вставляют в трубу.
При обжимании муфты необходимо следить, чтобы буртик гильзы попал в углубление пресс-насадки.
Стальную муфту обжимают, используя пресс-клещи. В комплекте к инструменту идут вкладыши, подходящие для различного диаметра труб.
Обжимать стальную муфту повторно не желательно. Необходимо чтобы все получилось с первого раза.
Выпускаются пресс-фитинги с закрепленной на них муфтой. При их использовании деталь сразу сажается на трубу. Контроль глубины посадки осуществляют через отверстие в муфте.
Как работать с надвижными фитингами
При монтаже труб с помощью надвижных пресс-фитингов помимо пресс-клещей используют эспандер. Он расширяет диаметр трубы для последующего крепежа фитингов. Получаемое в итоге соединение является неразъемным. Его используют при монтаже скрытого трубопровода, включая заливку бетоном.
В данном варианте после обрезания трубы и надевания муфты ее край расширяют эспандером. Надевают на нее фитинг. А муфту зажимают прессом и затягивают на штуцер фитинга. Это обеспечивает плотное и надежное соединение.
Гибридное соединение металлопластиковых труб с металлическими
Бывают случаи, когда необходимо провести соединение металлопластиковых труб с металлическими. К примеру, меняют не весь водопровод, а только частично. Или же стояк выполнен из металла, а магистраль проводят из металлопластика. Для выполнения работ понадобятся калибр и обжимной фитинг. Для изделий разного диаметра подбирают резьбу под размер металлической трубы, а манжету, шайбу с гайкой и конус – под металлопластик.
![Поэтапное создание гибридной трубы]()
Поэтапное создание гибридной трубы
Первым делом, намотав на металлическую трубу паклю, накручивают на нее фитинг. На металлопластиковую трубу надевают шайбу с гайкой. Край трубы калибруют и надвигают на конус, прикрученный к металлической трубе. Рожковым ключом аккуратно закручивают гайку. При этом шайба крепко обжимает металлопластиковую трубу.
Как соединять и монтировать металлопластиковые трубы
Стальные трубы постепенно вытесняются с рынка: появились достойные конкуренты, которые стоят меньше, монтируются проще, служат не меньше. Например, из металлопластика делают горячий и холодный водопровод, систему отопления. Как правильно провести монтаж металлопластиковых труб, какие фитинги когда использовать, как с их помощью соединять отрезки в единое целое — обо всем этом и пойдет речь.
Виды фитингов для металлопластиковых труб
Структура металлопластиковых труб такова, что варить их или паять невозможно. Потому все ответвления и некоторые изгибы делают при помощи фитингов — специальных элементов разной конфигурации — тройников, переходников, уголков и т.п. С их помощью собирается система любой конфигурации. Недостаток такой технологии — дороговизна фитингов и время, которое придется потратить на их установку.
![Примерный ассортимент фиттингов для монтажа металлопластиковых труб с прессом]()
Примерный ассортимент фитингов для монтажа металлопластиковых труб с прессом
Плюс металлопластиковых труб в том, что они хорошо гнутся. Это позволяет использовать меньшее количество фитингов (они дорогие). Вообще фитинги для металлопластиковых труб бывают:
Решить какого типа фитинги использовать просто. Обжимные применяются для трубопроводов, к которым всегда есть доступ — со временем требуется соединения подтягивать. Прессовые можно замуровывать. Вот и весь выбор — надо знать какого типа монтаж металлопластиковых труб будет на конкретном участке.
![Внешний вид некоторых фитингов с накидными гайками - винтовых или]()
Внешний вид некоторых фитингов с накидными гайками — винтовых или обжимных
Общий недостаток металлопластиковых труб — из-за конструкции фитингов на каждом соединении происходит заужение сечения трубопровода. Если соединений немного и трасса недлинная, никаких последствий это иметь не может. В противном случае необходимо или увеличение сечения трубопровода, или насос с большей мощностью.
Подготовка к монтажу
Прежде всего необходимо на листе бумаги нарисовать всю систему водопровода или отопления. Во всех местах ответвлений прорисуйте фитинг, который необходимо установить и подпишите его. Так их удобно считать.
Инструменты
Для работы кроме трубы и купленных фитингов понадобится:
Труборез. Устройство, напоминающее ножницы. Обеспечивает правильное расположение среза — строго перпендикулярно поверхности трубы. Это очень важно.
![Этим инструментом режут металлопластиковые (и не только) трубы]()
Этим инструментом режут металлопластиковые (и не только) трубы
Калибратор (калибр) для металлопластиковых труб. В процессе разрезания, труба слегка сплющивается, а края ее немного загибаются внутрь. Калибратор как раз нужен для того, чтобы восстановить форму и выровнять края. В идеале края развальцовываются наружу — так соединение будет надежнее.
- Зенкер — устройство для снятия фаски. Подойдет также строительный нож или кусок наждачной бумаги. Часто калибраторы имеют выступ для снятия фаски, так что без этого инструмента можно обойтись.
- Оборудование для установки фитингов:
- для обжимных нужны два гаечных ключа подходящего размера;
- для пресс-фитингов — обжимные клещи.
В принципе все. Вместо трубореза можно использовать пилу с полотном по металлу, но надо будет делать срезы строго перпендикулярно к поверхности. Если вы своему глазомеру на доверяете, возьмите плотницкое стусло.
Порядок подготовки
Продаются металлопластиковые трубы небольшого диаметра в бухтах. Перед монтажом отрезают от бухты кусок требуемой длины. При этом надо учитывать длину, которая заходит на фитинг. То есть, надо отрезать кусок с небольшим запасом — в 1,2-1,5 см.
Края отрезка осматривают, если есть заусенцы (при резе труборезом их не бывает, это недостаток при отрезании пилой), их выравнивают. Далее при помощи фаскснимателя или куска наждачной бумаги снимают фаску — стачивают под углом пластик как внутри трубы, так и снаружи.
![Отрезаем, калибруем, снимаем фаску]()
Отрезаем, калибруем, снимаем фаску
После этого берут калибратор, с усилием вгоняя его в трубу и проворачивая, выравнивают геометрию, заодно выпрямляя «задавленные» внутрь края. После этого можно приступать к монтажу металлопластиковых труб и установке фитингов.
Как выровнять кусок металлопластиковой трубы
Как уже говорили, этот вид труб идет в бухтах, то есть они скручены. Отрезав кусок, руками вы его немного распрямите, но как добиться идеальной ровности. Это важно, если монтаж трубопровода открытый. Рецепт прост:
- Находите ровную доску или кусок ДСП, фанеры и т.д.
- Выравниваемый отрезок заворачиваете в мягкую ткань (можно в старое махровое полотенце).
- На доске выкатываете, ровняя.
После того, как отрезок станет ровным, можно калибровать его края.
Монтаж металлопластиковых труб при помощи компрессионных фитингов
Компрессионные фитинги состоят из нескольких частей. Основа — литой корпус с резьбой. Также имеется обжимное кольцо, которое фиксирует кусок трубы на фитинге и накидная гайка, которая зажимает соединение. Важная деталь — уплотнительное кольца, которое обеспечивает герметичность.
Такой способ монтажа хорош тем, что не нужно никакое специальное оборудование. Второй плюс — соединение разборное и при необходимости можно фитинг заменить. Если он вышел из строя или возникла необходимости изменения конфигурации трубопровода. И это очень удобно.
Но есть и недостаток: время от времени на резьбе возникает течь. Устраняется все просто — подтяжкой на пол-оборота. Но из-за этого все соединения должны быть доступны и замуровывать их нельзя. Также напрягает необходимость проверки — потекло-не потекло. Не всем это нравится.
![Так выглядят компрессионные фитинги]()
Так выглядят компрессионные фитинги
Ассортимент фитингов широк уголки, тройники, крестовины, переходники (с одного диаметра на другой). И все это с разными углами, в разных диаметрах.
Монтаж металлопластиковых труб на компрессионных фитингах начинается с того, что снимается накидная гайка и обжимное кольцо, проверяется наличие уплотнительной резинки. После этого собственно и начинается сборка:
- Гайка и кольцо надеваются на трубу.
- Отрезок натягивается на фитинг до упора. Упор обозначается специальным небольшим выступом-буртиком.
- Кольцо натягивается тоже до упора на фитинг.
На этом все, процесс монтажа компрессионного (винтового, резьбового) фитинга закончен. Есть только один нюанс: если в систему заливать будете антифриз, сразу прокладки меняйте. Те, которые идут в комплекте потекут с незамерзайками очень быстро. Ставьте паронитовые или тефлоновые. Только они могут обеспечить герметичность. А вообще, для систем с антифризом лучше использовать пресс-фитинги. Они точно не текут (если правильно обжаты).
Установка обжимных (пресс или пуш) фитингов на МП-трубы
Монтаж металлопластиковых труб с помощью обжимных фитингов требует наличия специальных клещей. Они есть ручные, есть электрические. Любые снабжены набором накладок под разные диаметры. Ручные, естественно, стоят дешевле. Это оборудование не обязательно покупать — понадобится оно только раз. Намного выгоднее взять в аренду.
![Пресс-фитинг для МП-труб]()
Пресс-фитинг для МП-труб
Состоит пресс-фитинг из двух частей — собственно корпуса и обжимной гильзы. Перед тем как соединить металлопластиковые трубы, проводят подготовку среза. Она такая же как при использовании компрессионных фитингов, но фаску снимают только изнутри. Далее порядок действий такой:
- На трубу надевают гильзу.
- На фитинг устанавливают прокладку для предотвращения электрохимической коррозии.
- Тубу надевают на фитинг — до упора. На корпусе фитинга есть отверстие, в котором должно быть видно край трубы.
- Берут клещи, в которых установлены подходящие накладки (нужного диаметра). Клещи устанавливают вплотную к краю фитинга, соединив ручки пресса вместе обжимают деталь. В результате на гильзе должны быть явно видны две вогнутые полосы. Их глубина должна быть одинаковой. После обжима фитинги могут вращаться вокруг трубы.
На этом все, монтаж металлопластиковых труб с помощью пресс фитинга закончен. Подобный стык выдерживает давление до 10 атм, чего достаточно для большинства систем. Не подходит только для систем отопления домов с этажность. больше 16. У них давление в системе может быть больше.
Как согнуть металлопластиковую трубу
Часто монтаже металлопластиковых труб возникает необходимость изогнуть трубу. Сделать это можно руками или с помощью пружины. Проще и быстрее работать с пружиной, но ее надо купить (стоит недорого). Пружина вставляется внутрь трубы и сгибается в требуемом направлении. Труба повторяет изгиб, пружина вынимается. Гнуть металлопластиковые трубы с пружиной просто — больших усилий не требуется, действия легко контролируются, есть возможность откорректировать результат.
Чем хорош данный способ — вы не сможете пережать стенки, что случается при приложении излишних усилиях в ручном способе. Также не получиться сделать более крутой изгиб (с радиусом меньше минимального) и сжать стенки на сгибе, заузив проходное сечение.
![Пружина для гибки металлопластиковых труб]()
Пружина для гибки металлопластиковых труб
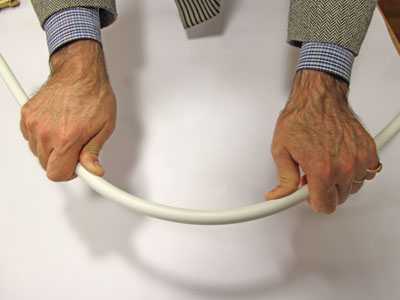
Руками гнуть МП-трубы надо постепенно. Беретесь руками с двух сторон от места сгиба (на одинаковом расстоянии от центра будущей дуги), большие пальцы снизу подпирают трубу. В таком положении начинаете края опускать вниз, одновременно большими пальцами давите наверх.
![Ручная гибка металлопластиковых труб]()
Ручная гибка металлопластиковых труб
При таком способе иногда от чрезмерных усилий труба теряет свою геометрию. Это негативно сказывается на ее пропускной способности. Такие участки ставить в водопровод или отопление нельзя. Чтобы избежать таких ситуаций, место сгиба нагревают. Делать это можно только при помощи строительного фена. Использовать открытый огонь нельзя. Разогретый пластик согнуть просто. При этом он не сдавливается (главное — не переусердствуйте).
![Способы гибки МП труб]()
Способы гибки МП труб
Еще один способ избежать деформации — насыпать внутрь песок. Он не даст стенкам сжиматься.
Как крепить к стенам
При открытой прокладке трубопровода, его требуется каким-то образом фиксировать на стенах. Обычно для этого используются специальные пластиковые клипсы. Они есть одинарные — для прокладки одной нитки трубопровода. Обычно используются при разводке водопровода. Есть сдвоенные — чаще всего их устанавливают на отопление — подача и обратка в двухтрубных системах идут параллельно.
![Клипсы для монтажа металлопластиковых труб на стену]()
Клипсы для монтажа металлопластиковых труб на стену
Эти клипсы устанавливают через каждый метр (можно чаще). Под каждую сверлится в стене отверстие, вставляется дюбель требуемого типа (подбирается в зависимости от типа материала, из которого сделаны стены). Большой нагрузки не предвидится, но намного привлекательнее смотрится водопровод и отопление, если все выложено ровно, как по линеечке.
Нестандартные соединения: с металлическими трубами, переход на другой диаметр
При замене водопровода или отопления часто приходится соединять металл и металлопластик. Чаще всего это происходит на отводе от стояка. В этом случае металлическая труба обрезается на некотором расстоянии — в 3-5 см, на ней нарезается резьба. Далее на резьбу накручивается фитинг с накидной гайкой (цангой) или внутренней резьбой. Далее монтаж металлопластиковых труб идет по обычной технологии.
![Некоторые виды фитингов, которые можно использовать при переходе с металла на металллопластик]()
Некоторые виды фитингов, которые можно использовать при переходе с металла на металлопластик
Подбирается фитинг по диаметру металлической трубы, а резьба на переходнике должна быть внутренней — на трубе нарезается наружная. Это соединение требует уплотнения. Подматывают льном и подмазывают упаковочной пастой или просто используют фум-ленту.
Соединение двух труб разного диаметра происходит точно также. Только требуется соответствующий фитинг-переходник с гайками/ниппелями подходящего диаметра.
Пример разводки системы водоснабжения
Сначала рисуем план разводки водопровода. Сделать это можно на листе бумаги, обозначив необходимые фитинги. Обратите внимание, что под установку кранов необходима установка фитинга с резьбой на конце. Краны нужны на отводах к бытовой технике и к сантехническим приборам, к радиаторам отопления. Это дает возможность отключать приборы не перекрывая всю систему целиком. Тип резьбы и ее размер подбираете в зависимости от вида используемого крана.
![Пример системы водоснабжения на металлопластиковых трубах]()
Пример системы водоснабжения на металлопластиковых трубах
Также переходные фитинги нужны до и после счетчика (воды или отопления зависит от типа системы). Нарисовав подробный план, проставляете размеры на всех участках. По данному чертежу считаете, сколько и чего вам надо. Фитинги можно закупать строго по списку, а трубы желательно взять с некоторым запасом. Во-первых вы могли ошибиться при измерении, во-вторых, при отсутствии опыта можно какой-то кусок испортить — отрезать меньше, чем требуется или неправильно обжать, и т.п.
Договоритесь о возможности обмена
При покупке всего необходимого договоритесь с продавцом о том, что при необходимости вы сможете поменять/вернуть некоторые фитинги. С ними часто ошибаются даже профессионалы, а уж тот, кто решился делать разводку системы водопровода или отопления из металлопластика своими руками и подавно. Остатки трубы никто у вас обратно не примет, а фитинги — запросто. Но для гарантии сохраняете чек.
Когда и как начинать работу
Придя домой, разложите фитинги, приступайте: монтаж металлопластиковых труб летом можно делать сразу, зимой надо выждать некоторое время (часов 12), пока все элементы не нагреются до комнатной температуры. Отрезать за раз желательно один отрезок трубы нужной длины. Это чуть дольше, но так точно не запутаетесь. Далее действия в зависимости от выбранного типа фитингов.
![Разводка отопления металлопластиковыми трубами делается только на пресс-фитингах]()
Разводка отопления металлопластиковыми трубами делается только на пресс-фитингах
После завершения монтажа металлопластиковых труб, трубопровод проверяют. Если это водопровод, достаточно открыть кран на входе. Делать это надо постепенно и плавно. Система сразу начнет заполняться водой. Если ничего нигде не потекло — вы все сделали верно. Если какие-то соединения потекли, их надо или переделать — если использовались пресс-фитинги, или подтянуть — если сборка была на обжимных соединителях.
Если из металлопластиковых труб собиралась система отопления, перед пуском ее надо опрессовать — испытать повышенным давлением, закачав в систему холодную воду. Если испытание прошло успешно, можно делать пробный запуск отопления.
Как сварить (спаять) полипропиленовые трубы
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.
![Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей]()
Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
![Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации]()
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
![Две конструкции устройства для сварки ПП труб]()
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
![Так выглядит хорошо сделанное соединение в разрезе - как единое целое]()
Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
![Если резать так, срез будет ровным и гладким]()
Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
![Ошибки, которые могут быть при сварке полипропиленовых труб]()
Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
![У армированных фольгой труб срезается полипропилен до фольги]()
У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
![Отмечаем глубину сварки]()
Отмечаем глубину сварки
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
![Формула расчета диаметра полипропиленовых]()
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
![Пример разводки полипропиленовых труб в ванной]()
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
![Компенсатор для горячего водопровода и отопления из полипропиленовых труб]()
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
![Крепление полипропиленовых труб к стенам]()
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
![Вариант скрытой и наружной проводки в одном трубопроводе]()
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Монтаж металлопластиковых труб своими руками: виды соединений и инструмент
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.
![]()
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются. Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок. Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер. В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором. Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
![]()
![]()
![]()
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
![]()
Выполнять пайку труб лучше в защитных перчатках- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: Куда грамотно и безопасно спрятать трубы отопления в частном доме?
![безопасность]()
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
![]()
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видеоДля металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Компрессионные фитинги
Устройство фитинга компрессионного: 1 – никелированный латунный фитинг; 2 – изолирующее тефлоновое кольцо; 3 – никелированная затяжная гайка; 4 – кольцо обжимное с разрезом; 5 – уплотнительное резиновое кольцо; 6 – труба из металлопластика; 7 – хвостовик
При соединении труб из металлопластика с помощью компрессионного фитинга потребуются:
- Ключи гаечные (2 штуки);
- Ножницы прецизионные;
- Калибратор;
Соединение труб из металлопластика при помощи компрессионных фитингов включает в себя следующие этапы:
- Трубу отрезают с помощью прецизионных ножниц;
- Снимают при помощи калибратора и фаскоснимателя фаски изнутри и снаружи трубы;
- На конец трубы одевают затяжную гайку и обжимное кольцо;
- Вставляют конец фитинга в трубу;
- Вставляют концевик фитинга в трубу;
- Обжимное кольцо придвигают фитингу, затем придвигают к нему же затяжную гайку так, чтобы она закрыла обжимное кольцо;
- Уплотняют резьбу фитинга, для этого можно использовать лен с пастой или фум-ленту;
- С помощью двух ключей до упора затягивают затяжную гайку, после чего соединение с помощью компрессионного фитинга завершено.
Прокладка водопроводных металлопластиковых труб
Переходники для металлопластиковых труб
Рассмотрим основные нюансы монтажа водопровода из металлопластиковых труб:
- Для крепления труб из металлопластика к стенам применяются специальные клипсы-зажимы;
- Недопустимо сдавливать трубы при креплении;
- Крепления труб не должны иметь зазубрин, способных привести к нарушению изоляции трубопровода;
- Прежде чем замуровывать трубы, следует проверить всю систему водопровода под максимальным давлением. Кроме того, рекомендуется проверить систему под давлением, в два раза превышающим рабочее;
- Запрещается замуровывание водопровода с использованием компрессионных фитингов – для скрытия металлопластиковых труб можно использовать шкафы и короба.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
![]()
Для пайки труб лучше задействовать 2 человекаТорцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Советы специалистов
Для выполнения пайки труб из пластика требуется некоторая сноровка. Поэтому первый совет специалистов — потренироваться на пайке небольших ненужных отрезков труб. Кроме того рекомендуется:
- выбирать для работы паяльник мощностью не более 1,2 кВт;
- после спаивания каждой детали производить очистку насадки от приставшего пластика, иначе он деформирует шов последующих соединений;
- для очистки нагревательного элемента от расплавленного пластика выбирать только деревянный инструмент, так как металлический может поцарапать поверхность насадки;
- если какое-то соединение вызывает даже малейшее сомнение в качественном исполнении, его необходимо обязательно вырезать и сварить новый стык;
- состав материала трубной стенки в месте сварного шва должен быть максимально однородным, поэтому желательно использовать только трубы и фитинги одного производителя.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
Мощность 800 Вт Максимальная рабочая t °C 300 °C Тип нагревания Периодический Насадки: Ø20 / 25 / 32 мм Работает от напряжения 220 В Нагрев до рабочего состояния до 15 мин Цена (примерно) от 10 до 15 у.е. Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Частые ошибки
Пластиковая сварка сопряжена с высокой вероятностью ошибки, которые могут привести к получению некачественного соединения. Среди наиболее часто встречающихся можно назвать следующие ошибки:
- некачественную подготовку;
- слишком большое или наоборот малое давление при стыковке изделий;
- зачистку наплывов на стадии остывания деталей;
- попытки сварить трубы разных диаметров;
- не достаточное углубление трубы в раструб изделия большего диаметра.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
![]()
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Выполнение соединений полимерных теплопроводов
Рассмотрим технологию выполнения наиболее распространённого вида соединения пластиковых труб – диффузионной сварки, для чего распишем последовательность пайки труб отопления из полипропилена – в силу высоких характеристик широко востребованного сегодня полимерного материала.
Рулеткой отмеряют нужную длину трубы, и в месте реза маркером наносится риска. Трубными ножницами производится контрольный рез не нужного куска материала для проверки остроты инструмента и качества кромки реза. Затем труборезом отрезают нужный фрагмент, и торец трубы обрабатывают торцевателем – удаляются заусенцы, фольга и выполняется наружная фаска.
![]()
Важно! Линия реза трубы диаметром до 50 мм выполняется перпендикулярно оси трубы. При диаметре более 50 мм торец подрезается под углом в 35-40% для предотвращения смятия трубы при вставке в фитинг.
Выбирается нужный фитинг:
- Фитинг и торец трубы проверяются на отсутствие дефектов, их контактные поверхности обезжириваются. На трубе наносится ограничительная риска маркером, обозначающая глубину вхождения её в фитинг – на 1 мм меньше, чем до упора (чтобы сохранить диаметр просвета трубы). На соединяемые детали наносится также метка оптимального расположения относительно друг друга.
- Пара насадок нужного диаметра примеряется к свариваемым деталям, обезжиривается и устанавливается на платформу трубного паяльника. Паяльник устанавливается в удобном для работы месте, на нём выставляется нужное значение температуры нагрева (240-260 град.), и утюг включается в сеть.
- По готовности аппарата к работе (срабатывание термостата дважды) на дорн надевается фитинг, после чего в гильзу вставляется торец трубы (именно в такой последовательности – стенки изделий имеют разную толщину). Если посадка деталей плотная, то допускается их небольшое осевое проворачивание.
![]()
![]()
По истечении часа после паек трубопровод готов к эксплуатации.
Необходимые данные продолжительности термических процессов с привязкой к диаметру труб сведены в таблицу:
![]()
Важно! Табличные данные рассчитаны на температуру окружающей среды в +20 градусов. При более низких её значениях время нагрева, соответственно, увеличится – откорректировать его позволит одно пробное соединение.
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Читайте также: