Сварка труб под углом 45 градусов чертеж
Обновлено: 06.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
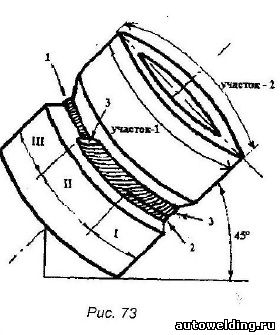
Корень шва (рис. 73)
Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая. Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
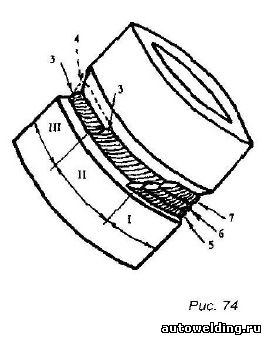
Заполнение разделки (рис. 73)
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 73) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка а потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Рекомендуемый метод позволяет качественно и производительно (в связи с применением повышенной величины сварочного тока) выполнять стыковое соединение трубы под 45°.
Лицевой слой (рис. 75)
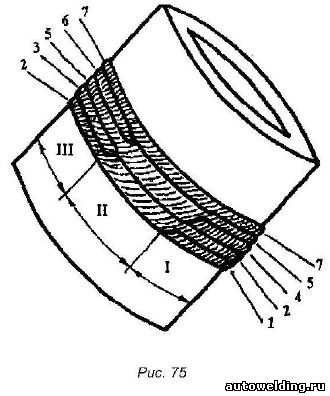
Лицевой слой выполняется с той же техникой сварки, что и заполнение разделки. Последний валик (7) выполнить электродом диаметром 3 мм, не допустив подреза в верхней части шва. Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка профильной трубы: основы, способы, используемые электроды

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
При соединении опоры и поперечины применить способ сварки «в лодочку» не получится, потому что лаги крепятся исключительно в горизонтальной плоскости. При этом столбы всегда размещаются вертикально. Поэтому их нельзя расположить в другом положении, чтобы предотвратить затекание шлака перед дугой.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Как куском бумаги идеально разметить торец трубы под врезку 45 градусов

Чтобы вварить одну трубу во вторую под углом 45 градусов, нужно сделать вогнутую подрезку торца. Разметка под нее очень сложная. Предлагаемый способ позволит сделать ее ровно и максимально быстро.
Что потребуется:
- линейка;
- маркер;
- бумага;
- ножницы.
Процесс разметки трубы
Необходимо измерить диаметр трубки.

Далее из бумаги вырезается прямоугольник, одна сторона которого равна окружности трубы, а вторая ее диаметру.

Бумага складывается в длину пополам, а затем еще раз. В результате на ней после разворачивания останется 3 складки. На них нужно поставить метки маркером.


Прямоугольник оборачивается на трубу и выравнивается по ее краю. Далее нужно пометить линию стыка, а также перенести метки с бумаги на торец трубки. С противоположной стороны отмечается только стык.


Метки по стыку соединяются линией.

После этого необходимо отступить от нижней в сторону края пару миллиметров. Далее нужно приложить бумагу к этой точке и по очереди к боковым меткам на торце. Используя ее как линейку, требуется начертить линии.

Затем по ним срезается клин в размеченной трубе.




Теперь если приложить ее для сварки, то зазора при стыковке почти не будет. Угол же получится ровно 45 градусов.

Смотрите видео
Читайте также: