Сварка труб полуавтоматической сваркой
Обновлено: 15.05.2024
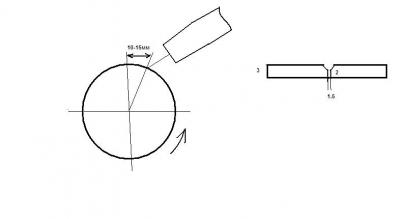
ovik, без разделки красивый обратный валик вряд ли получится. В принципе можно попробовать дать зазор побольше , миллиметра 2 и взять 2 мм присадку и заморочиться с импульсным режимом.. например базовый ток 15 А- 0,5 сек, пиковый ток 110-120 А- 0,5 сек, и попытаться в таком режиме "продавить" ванну чуть пониже поверхности, чтоб обратный валик сформировался. Не уверен, надо по месту пробовать.
Разделка образовавшаяся правда будет неравномерной ширины, полуавтоматом "нарисовать" красивую облицовку чуть сложней будет. Словом не уверен, подбирать надо вживую.
3-4мм (и желательно без зазора-мечта сварщика)даже Тетриксу это сложная задача.Для гарантированного ровного обратного валика,притупление 2мм (стенку трубы в 3-4мм любой "болгаркой" обточить не долго),зазор чуть меньше присадки (чтоб она не проваливалась,а спокойно лежала в зазоре),а вот ток 90-100(А) на электрод 3мм.(Тут и 5А имеют значение," больше току-меньше ям,и нет работы слесарям",всё зависит от ваших скоростных качеств).
Вообще по корню под П/а очень много ,может подсказать BelaZZ, (заходит вечерами) он как раз занимался подобными работами.(Игорь подключайся)
Я скажу Вам так - я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1.2 мм в сечении , мценская омедненка марку не вспомню)
Я скажу Вам так - я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом
Ну тогда в чём проблема то,предложи коллеге свой вариант,по настройкам помоги.Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно. ).
так значит зазор 3мм, проволока 1.2, вольтаж какой и скорость подачи проволоки? и если варишь тоже на вращателе то скорость вращения и как двигаешь горелкой. Я сам по себе теоретик, а не практик . Варю во второй раз полуавтоматом, не считая практики в колледже. Учился на техника сварочного производства. СПАСИБО.
Если соберётесь варить корень ТИГом,то разделка кромок обязательна,зачистка околошовной зоны тоже и зазор необходим.Чем больше диаметр,тем больше зазор,потому как стягивает стык существенно.У меня присадка диаметром 2,4мм (на все случаи жизни,другой нет ),под неё я ставлю зазор до 100мм 3-3,2мм, на больших диаметрах 4 -5 мм.Вольфрам тоже 2,4мм,точу "на иглу".Импульсный режим не пользовал никогда (имею ввиду на трубе).
МИХА75, я только ТИГом на корне работаю (ну или РДС иногда) ,полуавтоматом только облицовкой занимался,да и то недолго.
На корне шва у меня стоит 207 программа, подача проволоки 4.1 м/с ампераж настраивается сам в зависимости от подачи , вольтаж так же, на вольтаже ставлю +0.3 - 0.4 , свариваю в среде аргона и углекислоты (собственно EWM предпочтительны к смесям) Еще один нюанс - чтобы получить обратный валик на этой чудо технике лично я сбавляю скорость подачи до 3.6 м/с динамику дуги делаю -10 (обычно все свариваю в нулях) и сопло держим как можно ближе к часу, да и вращение детали происходит против часовой стрелки и сварщик находится со стороны 15 00 дня, то есть свариваем в ручную как бы с верху вниз без колебаний сопла). Это по корню, скорость вращения детали строго на глаз у меня лично, но делаю всегда быстрее если что педалью торможусь))) Кстати на Таурусе на крышке которая прикрывает подающие ролики существует таблица программ. Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
сегодня попробую все то, что предлагали мне, фото выложу по каждому варианту
ovik, фото таблицы (крупным планом) закинь и фото до сварки (собранный стык).
BelaZZ, Игорь, корень то я только рАДС и варил, надо мной трубники подшучивали, медленно мол
Так то на опыте и не знаю, быстрей ли оно, РДС трубу не варю.
Дима скорость,это явление приходящее.На самом деле,с учётом последующей обработки корня после РДС,выходит побыстрее.Тут главное "поймать свою волну" (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм). Больше ток -быстрее скорость
А в этой теме проблема в другом.
Это полное отсутствие опыта в полуавтоматической сварке,отсутствие нормально проработанной технологии на предприятии,с кадрами тоже походу проблема (раз такое ответственное дело сваливают на новичка).
И что бы ovik ,как то помочь:В первую очередь он должен нас тут своими фотками просто закидать,(пусть будут страшненькие швы,ничего смертельного).Хоть как то визуально и то легче помочь настроится,чем "гадая на кофейной гуще".Тем более нужно учитывать очень много параметров,причём даже таких банальных,как манипуляции горелкой.
Нынешнее поколение полуавтоматов ,таких как Таурус от ЕВМ и им подобных др.производителей по настоящему дают познать для себя "Сварочное волшебство",с таким оборудованием возможно многое, что раньше казалось запредельным для "ручного пулемёта полуавтомата".
Так что ovik , WebWelder не стесняемся,опыт дело наживное и делится им не грех.
на работе у нас CastoMIG 400c
у него регулируется ток ступенчато и корректировка скорость проволоки (вольтаж автомат)
на толщину 3 мм зазор 2-3 мм за раз пройдете (только прихватки не забудьте)
в данной схеме показано как подбирать ток для всех положений ток при одном и том же токе с одинаковой формой и усилением шва
конкретно берете пластину ставите ее горизонтально и попер рисовать узор пока у вас примерно не будет шов равномерный сверху-вниз горизонт и снизу-верх.
и кстати купили себе в гараж picomig 300. вообще его самоподстройка во время сварки меня выносит, полного мануала нет.
Прикрепленные изображения
МИХА75, доброе утро, вчера я был на предприятии и сделал очень много фото,сейчас покажу мои не удачи: но это все мои лучшие неудачи! сейчас в след письме скину фотки что у меня получилось из лучших не неудач)
вот что вышло(начиная с фото с режимом), усиление меленькое и проплав везде есть, конечно в местах прихваток его нету, но это решаемо. Режим на аппарате сфоткал. Конечно хотелось бы лучше варить, чтоб шире шов был и проплава по более.
Привет ovik , ну ничего страшного.А стыки как собирал,с каким зазором,фаску делал?

Вот про этот стык
Привет ovik , ну ничего страшного.А стыки как собирал,с каким зазором,фаску делал?
Вот про этот стык post-10582-0-18631400-1386651483_thumb.jpg
зазор где то 2.5 без разделки кромок варил с полным проплавом! вот хочется такой шов, только у меня не получается , прожигаю.
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках "регулятор оборотов" держать?
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках "регулятор оборотов" держать?
я вчера сделал самодельную колонну, нефига не вышло труба не по центру оси находиться(( или вращатель гавно или руки у меня кривые. регулятор скорости вращения находиться за вращателем только и очень чувствительный регулятор сложно скорость поймать.
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) - это удобно.Про руки не "парься" сообща их настроим .
спасибо я сегодня сварил 5 образцов и все идеальны)) теперь старую технологию заменим этой, что более быстрее и экономичнее РДС))
Полуавтоматическая сварка трубы

Современные сварочные технологии предполагают широкое использование полуавтоматических аппаратов. Устройства такого типа применяются как в гаражных мастерских, так и на промышленных производствах. Одним из преимуществ такой техники является упрощение работы мастера на дуговых поверхностях, включая трубопроводы. Из этой статьи вы узнаете о том, как производится полуавтоматическая сварка трубы, и поймете все особенности данного процесса.
Что такое полуавтоматическая сварка

Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.

В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
Рекомендуем статьи по металлообработке
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Преимущества полуавтоматической сварки трубы

Использование полуавтоматической технологии для выполнения сварки может существенно упростить и ускорить работу мастера. Для этого нужно лишь хорошо владеть азами сварочного дела, знать принцип работы агрегата, разбираться в расходных материалах и обладать навыками подбора нужного режима.
В учебных заведениях молодых специалистов обучают всему этому мастера-профессионалы. Но это не означает, что работе на полуавтомате нельзя обучиться самостоятельно. Такой вид аппаратов широко применяется не только в производственных цехах и на промышленных объектах для сцепления труб, но и в гаражных мастерских, в том числе, для личного пользования. Главное – умело подобрать настройки работы агрегата.
В качестве газовой защиты новичкам и сварщикам-любителям лучше использовать углекислый газ – он доступен по цене и обладает достойными качественными характеристиками.
Полуавтоматическая сварка с применением углекислого газа хороша тем, что:
- позволяет выполнять процесс в ускоренном темпе;
- с ее помощью легко получить надежный и качественный шов;
- не портится вид изделия;
- удобна для работы на разных участках (даже труднодоступных);
- минимизируется количество отходов.
Оборудование для полуавтоматической сварки трубы

Сварка полуавтоматом может выполняться на трубах разного типа стали – от стандартной до нержавеющей. Преимуществом такого метода является то, что электродная проволока подается непрерывно на протяжение всего процесса. Это избавляет мастера от необходимости постоянно менять электроды, экономит его время и энергозатраты.
Наиболее распространены агрегаты, оснащенные защитной газовой системой – MIG/MAG. В отличие от полуавтоматов с флюсовой защитой, их можно применять для работы как в вертикальной плоскости, так и в горизонтальной, при этом эстетику шва сохранить гораздо легче.
Правила и нюансы проведения полуавтоматической сварки трубы

Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.

Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.

Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.
Сварка газовых труб

Сварка газовых труб должна выполняться с соблюдением всех норм, так как даже небольшая утечка природного газа может привести к большой трагедии. Выбор технологии сварки зависит от места, где прокладываются трубы, материала, из которого они сделаны, и его толщины.
Монтаж газопроводов не доверяют новичкам. И уж тем более не стоит пытаться сделать провести газ в дом своими руками. Более подробно о том, как выполняется сварка газовых труб, читайте в нашем материале.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.

На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Принцип электродуговой сварки газовых труб
Электросварка газовых трубопроводов начинается с подготовки кромок:
- кромки выравниваются болгаркой под прямым углом;
- заусенцы обрабатываются напильником;
- кромки толще 3 мм разделываются под углом до 60°;
- стыки очищаются от грязи и ржавчины, обезжириваются.

Прежде чем выполнять сварку газовых труб электросваркой, нужно в нескольких местах прихватить заготовки плавящимися электродами:
- стенки толщиной до 3 мм – свариваются за один подход;
- толщиной до 6 мм – в два подхода;
- толще 6 мм – в три и более.
Поворотные стыки сваривают с помощью специальных вращателей за один подход. Если доступ к трубопроводу затруднен, то шов заваривают фрагментарно, пока весь стык не заполнится расплавленным металлом. Последний слой сваривают полностью, стыки соединяют внахлест.
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Аргонодуговой способ сварки газовых труб
Сварка газовых труб по технологии TIG (Tungsten Insert Gas) выполняется с помощью тугоплавких вольфрамовых электродов.
Электрическая дуга:
- расплавляет кромки стыков (при соединении тонкостенных труб и металлопроката);
- плавит присадочную проволоку.
Магистральные трубопроводы свариваются с помощью выпрямителей или инверторов. Работы выполняются в защитной среде, образующейся в результате ионизации аргона при обратной полярности.
При работе нужно учитывать ряд особенностей:
Для работы необходим ток силой от 150 до 500 А в зависимости от материала и толщины заготовки. Диаметр электрода выбирают в соответствии с силой тока.
Преимущества и недостатки разных методов сварки газовых труб
К достоинствам аргонной сварки газовых труб относят:
- получение высококачественного и надежного шва;
- долговечность сварного соединения;
- возможность использования для работы с трубопроводами из нержавеющей стали и титана.
Среди недостатков:
- необходимость специальной подготовки;
- не все оборудование может работать в режимах DC и AC/DC.
Преимущества технологии MIG/MAG для сварки газовых труб:
- высокая производительность;
- небольшое количество дыма;
- простая автоматизация сварочного процесса;
- отсутствие шлака.
Недостатки заключаются в сложности работ на открытом воздухе и неудобствах, вызванных использованием газового баллона.
Плюсы технологии полуавтоматической сварки газовых труб:
- надежные и качественные соединения;
- подходит для работы с металлами разной толщины;
- позволяет работать в разных положениях;
- невысокая стоимость при использовании активных защитных газов.
Достоинства стыковой сварки газовых ПНД труб:
- невысокая стоимость работ;
- большая скорость;
- простота монтажа;
- возможность работы с трубопроводами большого диаметра (до 1 200 мм).
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
При затрудненном доступе к стыку трубы соединяют операционным швом. В доступных местах используют поворотные соединения. При монтаже внахлест труб разного диаметра место соединения обрабатывают несколько раз, образуя сглаживающий слой. Сварные швы, получаемые в результате газовой сварки, более низкого качества, чем соединения, полученные в результате применения технологии MIG/MAG или TIG. Начинающие сварщики могут прожечь металл или, напротив, оставить непроваренные участки.
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Нюансы выполнения работ по сварке газовых труб в квартире
Сварку газовых труб большого диаметра в частном доме выполняют ручным электродуговым или полуавтоматическим способами. Для повышения надежности трубопровода на стыках труб разного диаметра используются переходники.
Прежде чем приступить к сварочным работам, перекрывают газ. При необходимости участок трубопровода демонтируют резаком. Если нужно перенести трубу, на стык устанавливают металлическую заглушку.
Работы проводятся в следующем порядке:
- трубу продувают для удаления остатков природного газа;
- демонтируют заменяемый участок трубопровода;
- зачищают и обезжиривают кромки стыка;
- по окончании сварных работ заполняют трубу;
- проверяют герметичность стыков (шов обрабатывают мыльным составом, появление на нем пузырьков говорит о негерметичности).
Самостоятельно монтировать и демонтировать газоходы запрещено.
Магистральную разводку газового трубопровода можно выполнять после получения разрешения газовой службы и разработки и утверждения проектной документации. В обязательном порядке должны быть врезаны краны для перекрывания подачи газа.
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как варить полуавтоматом трубы
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её - для меня загадка.

У вас Таурус , на какой программе варите и в какой защите?
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
А это в довесок прихватки должны быть подрезаны и зачищены.
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
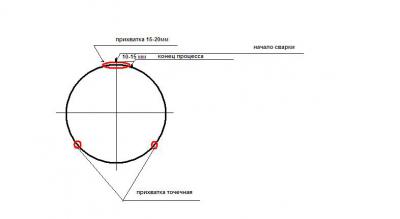
Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.
Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
Я тут почитал что люди пишут интересно стало))) почему швы корневые "аргонят" на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
А возможность РАДС имеется ?(не много запоздалый вопрос )
ovik ,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Читайте также: