Сварка труб разной толщины стенки
Обновлено: 18.05.2024
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
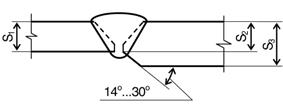
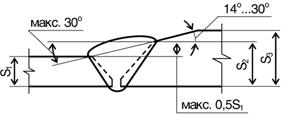
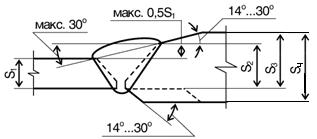
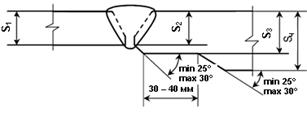
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
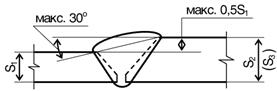
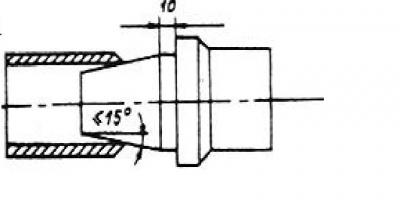
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Технология ручной дуговой сварки покрытым электродом
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Высоколегированные хромоникелевые стали:
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
Диаметр электрода, мм
Сварочный ток (А) при положении шва
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:

I - корневой шов (слой); II - облицовочные валики (слои); 1; 2; 3; 4; 5 - очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
- вертикальный стык сваривают участками по три четверти периметра;
- каждый последующий валик горизонтального стыка укладывают в противоположном направлении;
- «замковые» участки последующих валиков смешают относительно предыдущих швов.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (Vвр), равную скорости сварки (Vсв). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны, свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении - нижнем.

Трубы диаметром более 219 мм сваривают обратноступенчатым способом за два полных оборота:

Трубы с поворотом на 180° сваривают в три приема. Вначале одним или двумя слоями сваривают участки ГЛ и ВЛ. После этого трубу поворачивают на 180° и заваривают участки ВБ и ГБ на всю толщину.
Затем трубу поворачивают на 180° и заваривают оставшуюся разделку на участках ГА и ВЛ. Сварку труб с поворотом на 180° могут выполнять как один сварщик, так и двое.

Сварку стыков труб с поворо том на 90° ведут тоже в три приема. Сперва заваривают участок стыка АВБ, укладывая один-два слоя. Потом трубу поворачивают на 90° и заваривают участок АГБ на всю толщину. Наконец, следуют обратный поворот на 90° и заварка оставшейся толщины трубы на участке АВБ.

Сварка с поворотом стыка позволяет качественно формировать шов с минимальными деформациями и напряжениями, плавным переходом к основному металлу, с минимальной чешуйчатостью без наплывов и подрезов.
Сварка неповоротных стыков труб
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком

Очередность наложения превого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219 мм

Горизонтальные неповоротные стыки труб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком

При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаме тра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои - участками, равными половине окружности.

Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участ ками не более 250 мм.
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнят ь участками, равными четверти окружности.

Очередность выполнения и примерное расположение слоев и валиков (1 - 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
Сварка разнотолщинных соединений
- соединения запорной арматуры с трубами или переходными кольцами.
*Примечание: При выполнении захлестов не допускается соединение труб с различной толщиной стенки.
10.2.2 Сборку элементов, отличающихся по толщине на 2 мм и менее, проводят без дополнительной обработки свариваемых торцов.
10.2.3 При выборе конструктивного решения по стыковке элементов разной толщины, выполненных из сталей с различным нормативным временным сопротивлением разрыву согласно схемам на рисунке 10.1, должна производиться проверка прочности по следующей формуле:
- где S1, sВ1 – толщина стенки тонкостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно;
- S2, sВ2 – толщина свариваемой кромки толстостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно.
10.2.4 При проведении прочностных расчетов по толщине стенки для присоединяемой детали учитывается только присоединительный размер детали. Для схем, приведенных на рисунке 10.1 А)- Е), присоединительным размером является размер S2.
10.2.5 Разделка кромок должна соответствовать типовым схемам, представленным на рисунке 10.1.
10.2.6 Длина переходного кольца должна составлять не менее 250 мм.
10.2.7 Выбор схемы сборки в зависимости от соотношения толщин соединяемых элементов производится в соответствии с таблицей 10.1.
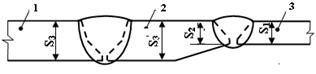
10.2.8 Подварочный шов выполняется ручной дуговой сваркой электродами с основным видам покрытия и должен иметь ширину 9-12 мм, усиление 1-3,5 мм с плавным переходом к основному металлу. Замер усиления подварочного шва следует производить с установкой шаблона на внутреннюю поверхность трубы.
 |  |
| А) Обработка стенки с толщиной S3 с внутренней стороны до размера S2=S1 | Б) Соединение 1,0S1≤S2(S3)/ S1≤1,5 без дополнительной обработки свариваемых торцов S2 =S3 |
 |  |
| В) Обработка стенки с толщиной S3 с наружной стороны до размера 1,0S1≤S2≤1,5S1 | Г) Обработка стенки с толщиной S3 с наружной и внутренней стороны до размера 1,0S1≤S2≤1,5S1 |
 |  |
| Д) Обработка стенки тройника (соединительной детали с горизонтальными участками на торцах не менее 50мм) с толщиной стенки S3 путем внутренней цилиндрической расточки до толщины S3=1,2 ÷ 1,5 S1 | Е) Разнотолщинное соединение «труба + деталь» на линейной части магистральных трубопроводов при различных типах разделки кромок между трубой и деталью:1 – деталь, 2 – переходное кольцо, 3 - труба |
S1 – толщина стенки тонкостенного элемента;
S2 – толщина свариваемого торца толстостенного элемента;
S3 – толщина стенки толстостенного элемента;
S4 – толщина стенки толстостенного проточенного элемента.
Рисунок 10.1 - Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов.
10.2.9 Для сварки разнотолщинных соединений труб разрешается применять следующие технологические варианты, регламентированные настоящим РД:
- ручная дуговая сварка электродами с основным видом покрытия (все слои шва);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) плюс механизированная сварка самозащитной порошковой;
- комбинированная технология: механизированная сварка в среде углекислого газа c управляемым переносом капель через дуговой промежуток (корневой слой шва) плюс механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
- комбинированная технология: механизированная сварка в среде углекислого газа c управляемым переносом капель через дуговой промежуток (корневой слой шва) плюс автоматическая сварка порошковой проволокой в среде защитных газов (последующие слои);
- комбинированная технология: ручная дуговая сварка электродами с основным видом покрытия (корневой слой шва) плюс автоматическая сварка порошковой проволокой в среде защитных газов (последующие слои).
- двухсторонняя автоматическая сварка проволокой сплошного сечения комплексом оборудования CRC-Evans AW;
Таблица 10.1 Выбор схемы сборки в зависимости от соотношения толщин соединяемых элементов.
| Схема | Соотношение толщин | От 1,0S до 1,5S включительно | От 1,5 до 2,0 включительно | Более 2,0 |
| А | S3/S1 | Разрешается | Разрешается с обязательной подваркой изнутри для линейной части трубопроводов и без подварки для трубопроводов НПС, резервуарных парков | Разрешается с применением катушки (кольца) промежуточной толщины |
| Б | S3/S1 | Разрешается | Разрешается с применением катушки (кольца) промежуточной толщины* | |
| В | S2/S1 | |||
| Г | S2/S1 | Разрешается | Разрешается с обязательной подваркой изнутри для линейной части трубопроводов и без подварки для трубопроводов НПС, резервуарных парков | Разрешается с применением катушки (кольца) промежуточной толщины |
| Д | S3/S1 | |||
| Е | S3/ S3 1 ;S3 1 /S1 |
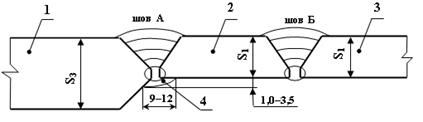
1. Толстостенная труба или соединительная деталь
2. Катушка изготовленная из трубы трубопровода
3. Труба трубопровода
4. Подварочный шов
Рисунок 10.2 - Схема выполнения соединений труб, соединительных деталей и запорной арматуры разнотолщинностью S3/S1 свыше 1,5, но не более 2
10.2.10 При выполнении разнотолщинных соединений применяются трубы, детали с заводской или механически подготовленной разделкой кромок. «Нутрение» (растачивание изнутри) более толстой трубы (рисунок 10.1А) проводится до величины, равной фактической толщине более тонкой трубы S1 (которая перед этим замеряется) или до величины S1 плюс 1 мм.
10.2.11 Сборку стыков соединений труб диаметром 426-1220 мм следует производить на внутреннем центраторе. В случае технической невозможности применения внутреннего центратора допускается производить сборку на наружном центраторе.
10.2.12 При сборке разнотолщинных соединений согласно рисунка 10.1(А) наружное смещение кромок должно соответствовать требованиям раздела 8.
10.2.13 Сварка всех слоев шва выполняется без перерыва до полного завершения сварки стыка.
10.2.14 Особенности сварки разнотолщинных соединений «труба - деталь трубопровода» и «труба - арматура».
10.2.14.1 Для сварки применяются следующие технологии сварки, регламентированные настоящим РД:
10.2.14.2 Сборку и сварку стыков «переходное кольцо плюс корпус арматуры» рекомендуется производить в стационарных (базовых) условиях, обеспечивающих возможность их позиционирования и фиксации в удобном для сварки пространственном положении. До сборки следует убедиться в совпадении их внутренних диаметров, выполнив замер внутреннего диаметра корпуса запорной арматуры в зоне сварки.
10.2.14.3 Стыкуемый с корпусом арматуры торец переходного кольца должен иметь заводскую фаску или фаску после газовой резки и обработки специализированным станком.
10.2.14.4 Рекомендуемая длина переходного кольца – не менее одного номинального диаметра трубы. Минимально допустимая длина переходного кольца – 250 мм.
10.2.14.5 Кромки литых свариваемых торцов запорной и распределительной арматуры (арматуры, не имеющей приваренного на заводе патрубка из кованой или горячекатаной стали) допускается подготавливать в монтажных условиях по согласованию с заводом - изготовителем.
10.2.15 Допускается сварка между собой труб, деталей с запорной арматурой, деталей и труб имеющих различную форму кромки (см. рисунок 6.1).
Не допускается сварка между собой труб, деталей с запорной арматурой, деталей и труб если обе участвующие в сварном соединении кромки имеют внутреннюю или наружную проточку не перекрываемую регламентированным для данной толщины стенки сварным швом».
Сварка двух труб разных толщин
Нужно сварить две трубы 22х3 и 25х3. По ГОСТ 16037-80 при сварке деталей разных толщин необходимо сделать скос до толщины тонкой у детали с большей толщиной. После обточки получится что толщина в самой тонкой части 1,5 мм. В том же госте минимальная толщина свариваемых деталей 2 мм. Прошу помощи, сам додуматься не в силах .
Прикрепленные изображения
Нужно сварить две трубы 22х3 и 25х3
Проблема решается просто, +кувалдочка(даже греть не надо)
Нужно сварить две трубы 22х3 и 25х3. По ГОСТ 16037-80 при сварке деталей разных толщин необходимо сделать скос до толщины тонкой у детали с большей толщиной. После обточки получится что толщина в самой тонкой части 1,5 мм. В том же госте минимальная толщина свариваемых деталей 2 мм. Прошу помощи, сам додуматься не в силах .
А можно чуть подробнее? Стык для каких целей? Вода, воздух, топливо, масло? Рабочее давление? Или что? Все, ответившие выше, правы по-своему. Зачем лишнего голову ломать.
А наплевать на гост и не делать скоса ?
Да уж, приносят патрубок, надо заглушку приварить, а токаря не поленятся, фаску сдерут от души и в итоге - толщина в центре - 4мм., по краям - хоть брейся
Просто посмотреть по чертежу . именно тот случай когда гост отдыхает . без фаски нормальное соединение получится .
Просто посмотреть по чертежу . именно тот случай когда гост отдыхает . без фаски нормальное соединение получится .
Если оплата идет от стыка, то включаю умный вид и объясняю заказчику, что согласно ГОСТу в данном случае используется исключительно переход.Если оплата фиксированная за объект полностью и заказчик требует наоборот соблюдение всех правил и скорость важнее, то опять включается умный вид и приходится объяснять, что в данном случае, с применением перехода времени уходит в 3 раза больше, и согласно РД (не помню пункт) данный узел, без перехода попадает под определение как-стык с гарантированным непроваром, и ГОСТ отдыхает в этом случае
Я про то что гост не догма . его тоже не боги писали . иногда смотриш и думаеш сколько у нас учёных людей . просто беда . учёных много . умных не хватает . а так по теме надо больше инфо куда и где эти трубы будут применятся . где то тупо следовать госту . а где здравый смысл рулит .
Я про то что гост не догма . его тоже не боги писали . иногда смотриш и думаеш сколько у нас учёных людей . просто беда . учёных много . умных не хватает . а так по теме надо больше инфо куда и где эти трубы будут применятся . где то тупо следовать госту . а где здравый смысл рулит .
Пожалуй, соглашусь. Ну остается ОДИН завершающий (крайний) стык, а отводы кончились. А в чертежах - отвод и всё тут, хоть тресни! Резак, 4-5 полос прогрева - и вуаля! Нет, ждите .
Извиняюсь что так поздно отвечаю. По трубе идет природный газ. Швы должны выдерживать давление испытаний не более 0,8 МПа.
Не хочу еще раз на операцию! А придется(((
Давление небольшое. Проще взять и заварить ручником хорошенько и без всяких переходников, электроды желательно УОНИ или подобные по параметрам.
Здрасте всем. Да, газ - это газ, значит не надо выходить за рамки тех. документации, требований ТБ и прочее, а?
Швы должны выдерживать давление испытаний не более 0,8 МПа.
Если оплата идет от стыка, то включаю умный вид и объясняю заказчику, что согласно ГОСТу в данном случае используется исключительно переход.Если оплата фиксированная за объект полностью и заказчик требует наоборот соблюдение всех правил и скорость важнее, то опять включается умный вид и приходится объяснять, что в данном случае, с применением перехода времени уходит в 3 раза больше, и согласно РД (не помню пункт) данный узел, без перехода попадает под определение как-стык с гарантированным непроваром, и ГОСТ отдыхает в этом случае
Привет! А можно уточнить, "стык с гарантированным непроваром" - это официальная формулировка? То есть имеются какие-то официальные допуски на непровар? Если так, то какие критерии в определении этого самого гарантированного непровара основные? Вопрос далеко не праздный, если будет такая инфа на уровне документации, то это мне здорово развяжет руки в спорах с руководством
Привет! А можно уточнить, "стык с гарантированным непроваром" - это официальная формулировка? То есть имеются какие-то официальные допуски на непровар? Если так, то какие критерии в определении этого самого гарантированного непровара основные? Вопрос далеко не праздный, если будет такая инфа на уровне документации, то это мне здорово развяжет руки в спорах с руководством

Если соединение работает на отрыв, то провар обязателен. Там где шов на слом работает и допускают конструктивные непровары. Но это относится к тавровым соединениям, применительно к стыковым не слышал такого термина.
Нужно сварить две трубы 22х3 и 25х3. По ГОСТ 16037-80 при сварке деталей разных толщин необходимо сделать скос до толщины тонкой у детали с большей толщиной.
-вопрос из 1поста.Имеем разность диаметров,а не толщин.Что бы сделать внутренний диаметр одинаковым(при сохранённой толщине стенки) необходима раздача меньшего диаметра.Исходя из данных,всего 3мм на диаметр.При навыке 1раз "тюкнуть кувалдочкой" на холодную.И сварка без проблем. РУКОВОДЯЩИЙ ДОКУМЕНТ РД 34.15.027-93(
[font=arial, helvetica, sans-serif] СВАРКА, ТЕРМООБРАБОТКА И КОНТРОЛЬ ТРУБНЫХ [/font] [font=arial, helvetica, sans-serif] СИСТЕМ КОТЛОВ [/font] [font=arial, helvetica, sans-serif]И ТРУБОПРОВОДОВ ПРИ МОНТАЖЕ И [/font] [font=arial, helvetica, sans-serif]РЕМОНТЕ ОБОРУДОВАНИЯ ЭЛЕКТРОСТАНЦИЙ (РТМ-1с-93) [/font]
Читайте также: