Сварка труб с отрывом
Обновлено: 28.09.2024
Может негативным фактором в сварке с отрывом являются многократные (хоть и не большие по амплетуде) колебания температуры шва и околошовной зоны ? Без отрыва - прошел, и все. А с отрывом - запалил электрод (расплавил ванну), убрал электрод (ванна застыла) и т.д.
Темболее, что АВН (и не только) говорит, что контроль проходят на ура (швы выполненные в отрыв). Думаю многократные распплавление и кристализация могут отразиться на продолжительности службы шва. И то, ее продолжительности хватит с головой.
Могу ошибаться, собственные размышления.
Опыт всегда приходит сразу после того, как он был нужен.
1) Почему то никто не вспоминает про требования ТД к внешнему виду шва. Коню понятно, что при сварке без отрыва размер чашуйчатости меньше. Мелкая чашуя - меньше концентрация напряжений - шов прочнее.
-- я вам с отрывом могу очень мелкочашуйчатый положить, ну может чуть крупнее "безотрывного", только такой шов требует очень большого терпения и кропотливости. Так же могу варить и без отрыва-это когда всё "на мазИ":элекроды, стык отличный, удобно стоять(лежать), свар.оборудование на высоте. и т.п.
« Забор как вчера упал,так и стоит »
Может негативным фактором в сварке с отрывом являются многократные (хоть и не большие по амплетуде) колебания температуры шва и околошовной зоны ? Без отрыва - прошел, и все. А с отрывом - запалил электрод (расплавил ванну), убрал электрод (ванна застыла) и т.д.
Темболее, что АВН (и не только) говорит, что контроль проходят на ура (швы выполненные в отрыв). Думаю многократные распплавление и кристализация могут отразиться на продолжительности службы шва. И то, ее продолжительности хватит с головой.
Могу ошибаться, собственные размышления.
У меня такие же размышления , но теоретического багажа нет . Часто варю времянки(сухари , подножки и т . п ) , заваренные в отрыв, более прочные и хрупкие и отламываются с хрустом. Но ведь ст 3 не калится, так что ХЗ.
Есть швы в отрыв с более мелкой чешуей, чем без отрыва. Это еще от квалификации зависит, кргоме самого режима..
-- я вам с отрывом могу очень мелкочашуйчатый положить, ну может чуть крупнее "безотрывного", только такой шов требует очень большого терпения и кропотливости.
Так может все таки проще сделать это без отрыва?
Ну это больше применимо к основным электродам.
\
Больше или меньше, но к любым.
А это смотря что варить. Если емкость под воду на дачу - пох, а если под бензин, да еще там и давление предполагается, то нах-нах.
А почему пятеркой варить начал? Быстро наваять нужно было или тройки не было?
Так может все таки проще сделать это без отрыва?
- Ну, как проще? В полевых условиях,- когда кромки у трубы "зубасто"и косо обрезаны бензорезом; - когда стоишь на шатком ящике-подставке и тебя болтает от ветра а тянуться к стыку нужно выше головы. А стекло на морозе инеем затянуло. А току у тебя с запасом накручено, ибо мороз на улице и мудрить с точным подбором не получится. Какой уж там безотрыв (воспоминания о командировке в п. Чумикан )
В трех темах обсуждалась сварка без отрыва, прочитать нужно внимательно и подводить черту. От себя лично скажу, кто еще не умеет варить этим способом, или не хочет или нет надобности особой, потому как нет в этом способе чего-то уж совсем особенного ( и руку нужно ломать и только молодые быстро переучиваются. Может блин ногу еще сломать для пущей важности и научиться всем способам в раз.Уже кучу тем открыли и путевые слова были сказаны по этому поводу.
Belazz сказал.
Какая разница между сваркой трубы с отрывом и без?
привет коллеги. у меня такой вопрос: какая разница между сваркой трубы с отрывом и без. просто у нас на работе возникла дискуссия по этому поводу и мы ни как не могли прийти к общему знаменателю-что лучше и качественней.
ну во первых смотря какая труба, и что есть в наличии ( электроды), если труба нормальная новая, если получится то желательно без отрыва( как положено по технологи.)Но а если трубы гнилые, то увы про книжку можно вообще забыть и вспомнить как деды учили, с отрывом.
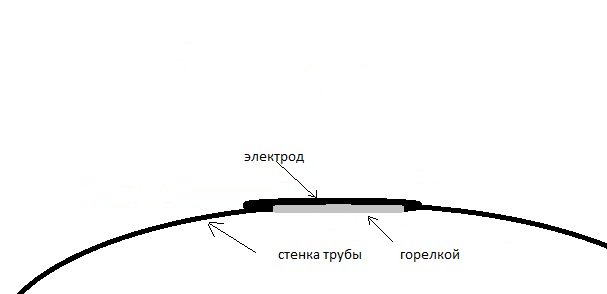
К примеру: в среду труба сотка (пар) разорвало. Труба на столько гнилая что нельзя молотком постучать от ржавчины. поскреб щеткой, кое где шилом поскреб. Взял горелку провел по ржавчины, пламя горелка помогает почистить от ржавчины, при нагревание ржавчины на трубе, она сама отлетает ( типа стреляет). Самой замены трубы , время нету, ситуация аварийная ( главное протянуть до выходных, а там заменят). после очищенного место от ржавчины, метал выглядит как фольга. Если сразу ткнуть электрод, то все сразу Ж-ОП-а, прожог обеспечен от первого касания. В таком случае я делаю так: рис 1 пламя горелки не направляю на саму трубу. Пламя смотрит параллельно трубы на припой, слегка касаясь пламени стенки трубы, при этом сама стенка трубы нагревается (краснеет). Надо внимательно смотреть на металл, не давать ему нагреться большими площадями, иначе при нагревании металл тянет (рвет) и появляются трещины. Тут надо чтоб припой прилип к металлу. На месте трещины если можно, а нужно взять побольше участок, наплавить побольше припоя. После того, я уже смело направляю на саму трубу пламя и расплавляю получше . В принципе можно на этом и остановиться, но я делаю далее рис 2 ( вдруг начальники скажут менять трубу, не на выходных, а в марте). Потом беру электрод МР-3 диам 3. и наплавляю с отрывам, при этом стараюсь еще больше захватить участок трубы, стараюсь соединить место горелки с трубой. тут надо осторожно, так как могут появиться подводные камни ( новый прожог).
Трещины бывают разные, если по шву течет, то я варю с отрывом.
Я думаю так, варить без отрыва, можно только на хорошем металле, с гнилой вряд ли получится, там девки по другому пляшут .

Ни разу не спорю,что сварка без отрыва предпочтительней,качественней и тому подобное.
Ответственно утверждаю,что швы,заваренные с отрывом,проходят узк ,гамма-контроль и мех.испытания.
Примеров тому в галерее св.швов и моей практике достаточно много.
По ряду причин не всегда представляется возможным варить без отрыва и придерживаться
рекомендованных режимов,которые так любезно пишут на своих пачках изготовители электродов.
привет коллеги. у меня такой вопрос: какая разница между сваркой трубы с отрывом и без. просто у нас на работе возникла дискуссия по этому поводу и мы ни как не могли прийти к общему знаменателю-что лучше и качественней.
Уже столько раз жевали эту тему,но,как видно,очень уж она вкусная .
Есть несколько причин,на мой взгляд,существенных,влияющих на метод сварки(с отрывом или без):требования стандарта,имеющиеся сварочные источники и материалы,состояние и "стояние"(расположение) объекта сварки,т.е.удобство.Это в общих чертах,не углубляясь в тех.процесс и т.п.Если шов качественный,то на подавляющем большинстве гражданских объектов ему без разницы,чем он сделан-рутилом или основными,с отрывом или без.Во главе угла стоит мастерство сварщика.А споры в коллективе(да и не только) обычно возникают из-за элементарного неумения одних варить без отрыва(когда это более эффективно и удобно в данном случае),в результате начинается поиск отмазок.
У меня одна железная "отмазка" и прокатывает всегда.
"Покажи как это делаешь ты и я сделаю так же".
После этой фразы разговор обычно меняет тему и тональность.
У меня одна железная "отмазка" и прокатывает всегда.
"Покажи как это делаешь ты и я сделаю так же".
После этой фразы разговор обычно меняет тему и тональность.
"Покажи как это делаешь ты и я сделаю так же"
Совершенно верно,но я ремесленник и лучше не могу.Хоть как нибудь заляпать,чтоб прошёл рентген и мел-керосин.
Тема заезжана прям до не могу.Сварка должна выполняться без отрыва.
Все что говориться трубы гнилые, электроды плохие, электроды рутиловые - Это все отмазка, люди плывут по течению, что им сказали то и варят, что дали тем и варят. Мы вели 219 газовую трубу на факел, привезли уонни мол это всеголишь газ на факел давление не большое, мол варите этим, у нас никто не стал варить, так как сейчас здесь уонни заваришь, они тебе их всегда будут совать, сидели ждали пока привезут ЛБ52.
Есть руководящие документы, в которых описывается то, как должны быть выполнены работы. Если идет отклонение от условий - то это уже брак.Так что если вы варите Б/У трубы сырыми электродами, то можете забить на просвет и узк, по той простой причине, что нет смысла светить такой стык, так как даже при годном сварочном стыке, просвет покажет расслоение основного металла стенки Б\У трубы и естественно это брак.(хотя здесь надо подметить, что даже на наших котельных, ставят б\у и трубы и отводы и тройники и т.д. - так как экономят и это все брак, а то что проходит - неудивительно, у нас и авто ВАЗ - это европейское качество).
Вот те жизненный прикол из темы как правильнее варить. Устраивался работать через кадровое агентство, отправили нас 8 чел в Воркуту, пока ехали в поезде общались, все прям спецы (самые сварщики из сварщиков). По приезду надо тестовую катушку варить, Кто заварит образец - встает на трубу с з\п 70000руб, кто не заварит - на металлоконструкции с зарплатой 50000руб.
Ну так вот подходит чел и начинает варить отрывисто, сжигает электрод, ему говорят все хватит идешь на метал, второй варит такая же картина, тут мы и смекнули, что в этой конторе даже есть главный сварщик и его мнение - если кто варит отрывисто, его следует считают сварщиком с низкой квалификацией и на трубу не ставить. Короче из 8 человек, мы только вдвоем пошли на трубы с зарплатой 70000.
Почему варят с отрывом и не могут варить без отрыва - да по тому, что в силу тех или иных обстоятельств завышают сварочный ток.На завышенном токе идет прожег, да и ванна не держится, убегает. Вот например: стык перед сваркой не был зачищен, при правильно подобранном токе электрод залипает из-за всякой грязи, вот увеличиваем ток варим прирывисто и типа все ок.Или просто привыкли все работать с балласниками, где погрешность 10-15А туда сюда гуляет и сами не понимают, что завышают ток.Я варил трубу 57х3,5 без отрыва, за один проход, так вот изменение тока всего на 1-2А давало большой результат, тогда варили так много стыков, что я приспособился подбирать ток одним взглядом на стык и в зависимости от зазора (который гулял всего на 1 мм) я ставил от 59А до 61А.
Совет только один - варите без отрыва(учитесь, тренеруйтесь), а уж если варите гнилые трубы, то ни кто вам не мешает найти обрезок хорошей трубы,очистить его, правильно подогнать, взять нормальные электроды и учится варить без отрыва.
Кстати вот когда допрут сварщики, что чем меньше d трубы, тем меньше нужен d электрода и заставят им это дать, вот тогда начнут прекрасно варить и мелкую трубу без отрыва.
Насчет электродов, я прекрасно варю 57 трубу МР-3 без отрыва, так же прекрасно варю без отрыва трубы d 16 - 32, только электроды беру 2мм.
А на счет легче, не легче - Мне без отрыва гораздо легче, да и быстрее - подогнанный и расхваченный стык 57 трубы - варю 6 минут с копейками, сжигая 2 электрода d 2,6мм.
Сварка тонкого металла с отрывом

Сварка тонкого металла с отрывом — что нужно знать?
Порой именно сварка тонкого металла с отрывом — это единственный способ избежать появления прожогов и деформаций. Сварка с отрывом очень сильно напоминает точечную сварку, когда металл сваривается не сплошным швом, а точечно, как бы прихватками.
В таком случае не возникает чрезмерного перегрева заготовок и удается более искусно контролировать весь сварочный процесс. Кроме того, при сварке с отрывом не возникает сильных деформаций металла, что очень важно, если свариваются металлы небольшой толщины.
Сварка тонкого металла с отрывом — что нужно знать?
В домашних условиях чаще всего свариваются изделия из металла толщиной не более 1,5-2 мм. Это всевозможные трубы (профильная труба), листовая сталь и т. д. Самое главное при сварке таких металлоизделий, это не прожечь их и не деформировать, что чаще всего и происходит от чрезмерного нагревания металла, вследствие воздействия сварочной дуги.

Вот несколько простых, но важных советов, как избежать прожогов и деформаций тонкого металла:
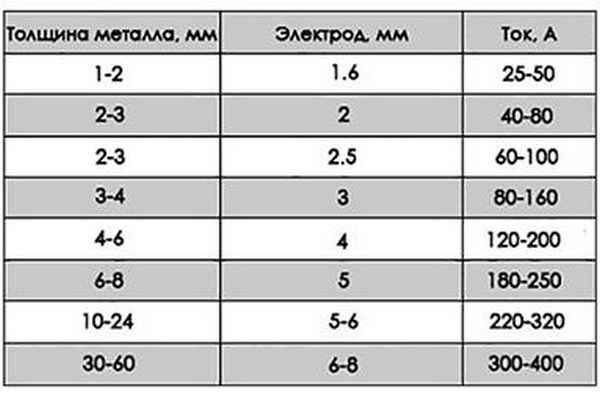
- Варить электродами, диаметр которых не превышает 2 мм. Не нужно варить всем, что попалось под руку или осталось еще от дедушки. Тонкий металл можно заварить и электродами 3 мм, однако сделать это будет гораздо сложней, чем электродами 2 мм или меньше. В общем, электроды должны быть подобраны строго по толщине металла. Для упрощения всех соответствующих расчетов в статье прилагается таблица;
- Варить нужно рутиловыми электродами, а не электродами с основным покрытием. Все дело в том, что электроды с рутиловым покрытием имеют более лёгкий повторный поджиг. Следовательно, такими электродами проще варить именно точечно, небольшими короткими прихватками;
- Ставим обратную полярность, это когда к держаку с электродом подключается плюс от сварочного аппарата, а к металлу минус. Таким образом прожечь тонкий металл будет практически невозможно;
- При сварке тонкого металла нужно выставлять зазоры как можно меньше, чтобы не прожечь кромки заготовок.

Данные рекомендации помогут варить тонкую сталь для мангала или другие изделия из неё без прожогов.
Советы по сварке металла с отрывом
А теперь несколько советов, которые помогут правильно варить тонкий металл с отрывом. Здесь главный секрет кроется в скорости отрывания электрода и в моменте, когда это именно нужно делать.

Чтобы не допустить прожогов и деформаций тонкого металла, варить нужно с отрывом, точечно. Для этого электрод отрывается сразу же в тот момент, когда образовалась сварочная ванна и в неё начал стекать расплавленный металл.

Именно такой подход к сварке с отрывом не даст прожечь тонкостенную заготовку, толщина которой не превышает и 1 мм. Повторно поджигать электрод нужно максимально близко к границам полученной точки, или же немного зайдя на неё.
Как сварить красивый плотный шов. Движения электродом при сварке с отрывом
Приветствую на канале для гаражно-дачных самоучек в ручной дуговой сварке. Самая простая для новичка сварка, это сварка электродом с отрывом. Так сваривают тонкую профильную трубу у себя на участке.
Но и здесь есть несколько хитростей, применив которые, можно получать сварочные швы очень плотные-чешуйка к чешуйке, и они будут достаточно красивы внешне.
Покажу этот способ на профильной трубе 40 на 60 мм, толщиной 2 мм. Сделал болгаркой прорези в трубе шириной примерно 2 мм, это будет имитация стыков труб с зазором. Сначала посмотрим нужный результат сварки, а потом подробно разберём что и как делать.
Вот увеличенные фото шва выполненного электродом с отрывом. Чешуя довольно плотная, как говорят сварщики чешуйка к чешуйке. Такой шов можно применить и для сварки конструкции под воду-чтобы было герметично, не потекло. А теперь перейдём к набору рекомендаций новичку для подобной сварки.
Для сварки с частым отрывом понадобятся электроды с рутиловым или рутил целлюлозным покрытием. Такие электроды легко повторно поджигаются, варят точка за точкой.
Это марки электродов АНО-21. МР-3. ОК-46 00. МОНОЛИТ. АРСЕНАЛ.
Чтобы было удобней часто прерывать и заново начинать сварку, электрод в держак лучше зажать в положение под 90 градусов. Для совсем начинающих можно даже целый электрод болгаркой разделить на 2 части, коротким электродом просто легче управлять.
Если варим тонкую профильную трубу до 3 мм, то лучше поставить кабели инвертора в положение прямой полярности. Это значит держак с электродом подсоединим к минусовой клемме аппарата, а массу к плюсовой. Так уменьшиться вероятность прожогов.
Сварочный ток поставим примерно так-экспериментально найдём золотую середину когда электрод не прилипает и не прожигает стенку трубы хотя бы пару секунд непрерывного горения дуги-на металле трубы без зазора, в зазоре прожгёт быстрее.
У меня электрод 3 мм марки АНО-21, сварочный ток выставил на значении от 80 до 90 ампер.
А теперь сами движения электрода.
Поджигаем электрод в начале зазора. Поджигаем и отрываем несколько раз, пару или три раза. Это мы делаем чтобы первая точка получилась нужной шириной, ориентировочно нужно 2-2.5 диаметра электрода с обмазкой. Это будет нужная оптимальная ширина будущего шва. И тут начинается сама суть.
Повторный поджиг. Торцом электрода опускаемся в контур границы предыдущей сварочной ванны. Можно сказать зайдём на миллиметр внутрь контура предыдущей сварочной ванны.
И в этот момент мы внимательно смотрим чтобы под электродом сварочная ванна расплылась толщиной аналогично с толщиной первой сварочной точки. Как эта ширина получилась, в этот момент делаем отрыв электрода.
И так делаем точка за точкой, смотрим чтобы получалась та же ширина расплыва сварочной ванны как и у предыдущей точки.
Ещё важно как и в какую сторону делать отрыв электрода, смотрите.
Отрыв электрода делаем немного назад и вправо. Так мы дополнительно отодвигаем шлак чуть назад в сварочной ванне над металлом. Просто так повторная точка металла будет лучше растекаться.
Это нужно попробовать сравнить на практике. я предпочитаю делать отрыв в нижнем положении именно так, чешуйки шва с этим способом мельче. Вот и вся теоретическая подготовка, давайте ещё поварим, глянем что будет.
Варим точка за точкой. Не спешим, если появляются признаки близкого прожога-сварочная ванна начинается вогнутая, то тогда увеличиваем время между повторным поджигом. Заварили шов, смотрим.
Шлак начинает отходить одной сплошной коркой, а это значит шов получился гладким и с мелкой чешуёй.
Так и есть, при многократном приближении всё получилось хорошо. Довольно симпатично и плотно.
Читайте также:
- Марки и типы сварочных материалов
- Сварка для скруток медных проводов своими руками
- Замена igbt в сварочном инверторе
- При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых 25 мм
- Когда после окончания сварки последнего стыка разрешается производить испытания полиэтиленовых труб