Сварка труб с поворотом и без поворота
Обновлено: 18.05.2024
Прежде всего важно понимать, что не любые трубы можно эффективно сваривать электродуговым методом. Он используется для соединения труб с толщиной стенки не менее 3 мм, при этом оптимальный проход составляет 80 мм и более. При большом объеме работ предпочтение отдают механизированным методам сварки.
Подготовка труб к ручной дуговой сварке
Ручная дуговая сварка труб требует внимательного и грамотного подхода к выполнению подготовительных операций. Обычно они строятся по такому алгоритму:
- Контрольно-диагностические операции. Оценивается техническое состояние труб, сравниваются их параметры: диаметр, толщина стенки, состав материала. Трубы на всей длине проверяются на наличие деформаций, трещин и других повреждений.
- Обработка торцевых частей труб. Кромки очищают от ржавчины и механических загрязнений, обезжиривают. В случае необходимости выправляются мелкие деформации краев, удаляют заусеницы, зоны наклепа металла и прочие дефекты, образовавшиеся при резке труб.
- Выполнение фасок. Если кромки труб не имеют скосов, их придется выполнить вручную, используя специальный инструмент: фаскосниматели или торцеватели. Угол скоса фаски обычно варьируется в пределах 60-70°. После изготовления фасок проводится повторное обезжиривание поверхности.
Завершающим этапом подготовки труб к сварке является их фиксация относительно друг друга. Она должна полностью исключить перемещение труб, если иное не предусмотрено технологией сварки.
Между состыкованных для сварки труб оставляется зазор, величина которого устанавливается нормативной документацией в зависимости от параметров изделий, что необходимо для равномерной проварки не только верхних слоев металла, но и корня шва. У труб с толщиной стенки 3-4 мм величина зазора составляет 2-2,5 мм.
Необходимое оборудование, материалы и средства защиты
Выполнять сварочные работы необходимо в просторном, хорошо проветриваемом помещении или на открытом воздухе, вдали от легковоспламеняющихся веществ. Основным рабочим средством для соединения труб будет электрический сварочный аппарат переменного или постоянного тока. Хорошее оборудование стоит немалых денег, поэтому для разовой сварки по возможности его лучше одолжить. Кроме того, понадобятся:
Обязательным условием является наличие средств индивидуальной защиты (СИЗ). Руки должны быть защищены плотными сварочными перчатками; для защиты головы и, в первую очередь, глаз, понадобится сварочный шлем. Он оборудуется затемненным стеклом, «отсекающим» инфракрасную и ультрафиолетовую части светового спектра.
Работать следует в удобной, не сковывающей движения закрытой одежде из негорючих материалов.
Методы ручной дуговой сварки труб
Существует два основных метода ручной электродуговой сварки труб: поворотный и неповоротный. На практике возможность их применения диктуется техническими особенностями труб, местом их расположения и квалификацией сварщика. Существует и комбинированный метод, но широкого применения он не нашел.
Сварка с поворотом стыка
Поворотный метод обеспечивает максимальную прочность и равномерность шва. Добиться этого можно с помощью двух хитростей. Во-первых, старайтесь держать электрод строго под прямым углом к оси трубы, то есть регулируйте интенсивность плавления не наклоном электрода, а длиной дуги. Во-вторых, работайте по трехпроходной технологии. Она предполагает такую последовательность действий:
- Условно разделите торец трубы на четыре равных сегмента, можете сделать соответствующие метки, но лучше сварить трубы в этих зонах точечно.
- Проварите стык в корневой части сегментов, расположенных друг напротив друга, тонким электродом (3-4 мм) с силой тока 120-150 А.
- Поверните трубу на 90° и проварите два оставшихся сегмента с теми же параметрами.
- Постепенно поворачивая трубу, проварите ее на всем диаметре. Параметры сварки тоже изменятся – размер электрода составит 5-6 мм, а сила тока – 200-250 А.
- Повторите действия, указанные в пункте 4.
Если конструкция предполагает сваривание труб на одной оси в нескольких участках, выполняйте операции одновременно на всех стыках. Это не только позволит ускорить работу, но и предотвратит любые осевые смещения в процессе сварки.
Сварка без поворота стыка
Сварка без поворота целесообразна в том случае, когда ведется на уже смонтированной конструкции, в том числе имеющей труднодоступные места. Технология во многом напоминает поворотную, но есть ряд существенных отличий в длине отдельных швов. Общий алгоритм включает следующие действия:
- Тонким электродом (4 мм) проваривается до половины длины стыка.
- Оставшийся сегмент условно делится на две равные части, которые провариваются тонким электродом в разных направлениях.
- Половина стыка повторно проваривается толстым электродом (5-6 мм), при этом она не должна повторять в точности расположение самого первого шва, но должна частично перекрывать его (около 30°).
- Оставшийся сегмент условно делится на две равные части и проваривается толстым электродом в разных направлениях.
Третий проход обычно используется лишь при сварке труб с диаметром более 700 мм. Он предполагает нанесение двух равных по длине швов в противоположных направлениях, стыки которых не совпадают со стыками швов, нанесенных ранее.
Как происходит процесс сварки
Сварку проводят на конструкциях, закрепленных в фиксирующих устройствах или соединенных друг с другом точечно. Работы следует выполнять быстро, не допуская кристаллизации сварочной ванны в зонах, соседствующих с рабочей. Между проходами необходимо выждать 3-5 минут.
При первичном проходе стыка прорабатывается корневая часть шва. Малые толщины электродов и относительно слабые сварочные токи на этом этапе предотвращают прожоги фаски и появление толстого грата с внутренней стороны трубы, делают шов достаточно равномерным и аккуратным, кроме того, фактически формируют дно сварочной ванны для будущих проходов.
Второй и третий проходы, которые выполняются толстыми электродами с большей силой тока, формируют верхние и нижние одно- или разнонаправленные части шва, необходимые для полной герметизации стыка и приданию конструкции нужной механической прочности. Допустимо создание наплыва в последнем проходе, что полезно при сваривании труб относительно малого диаметра.
Технология ручной дуговой сварки покрытым электродом
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Высоколегированные хромоникелевые стали:
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
Диаметр электрода, мм
Сварочный ток (А) при положении шва
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:

I - корневой шов (слой); II - облицовочные валики (слои); 1; 2; 3; 4; 5 - очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
- вертикальный стык сваривают участками по три четверти периметра;
- каждый последующий валик горизонтального стыка укладывают в противоположном направлении;
- «замковые» участки последующих валиков смешают относительно предыдущих швов.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (Vвр), равную скорости сварки (Vсв). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны, свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении - нижнем.

Трубы диаметром более 219 мм сваривают обратноступенчатым способом за два полных оборота:

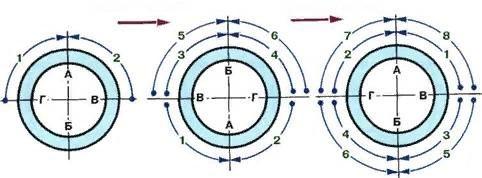
Трубы с поворотом на 180° сваривают в три приема. Вначале одним или двумя слоями сваривают участки ГЛ и ВЛ. После этого трубу поворачивают на 180° и заваривают участки ВБ и ГБ на всю толщину.
Затем трубу поворачивают на 180° и заваривают оставшуюся разделку на участках ГА и ВЛ. Сварку труб с поворотом на 180° могут выполнять как один сварщик, так и двое.

Сварку стыков труб с поворо том на 90° ведут тоже в три приема. Сперва заваривают участок стыка АВБ, укладывая один-два слоя. Потом трубу поворачивают на 90° и заваривают участок АГБ на всю толщину. Наконец, следуют обратный поворот на 90° и заварка оставшейся толщины трубы на участке АВБ.

Сварка с поворотом стыка позволяет качественно формировать шов с минимальными деформациями и напряжениями, плавным переходом к основному металлу, с минимальной чешуйчатостью без наплывов и подрезов.
Сварка неповоротных стыков труб
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком

Очередность наложения превого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219 мм

Горизонтальные неповоротные стыки труб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком

При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаме тра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои - участками, равными половине окружности.

Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участ ками не более 250 мм.
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнят ь участками, равными четверти окружности.

Очередность выполнения и примерное расположение слоев и валиков (1 - 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
Техника ручной дуговой сварки труб покрытыми электродами
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ - диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов - «замковое» соединение - зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.

Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.

При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов.
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» - минимальное.

При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении - средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода - такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).

Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик - горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.

Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским.
Самостоятельная сварка труб электросваркой
Наиболее распространенный метод монтажа инженерных сетей — сварка труб электросваркой.
Сварка труб электросваркой своими руками – процесс достаточно простой. Надо только тщательно соблюдать этапы и технику выполнения этой работы.

Стальные детали
Ручная электродуговая сварка труб начинается с проверки на соответствие трубы нормативным требованиям.
Что проверять:
- Наличие сертификата соответствия.
- Маркировку.
- Эквивалент углерода. Эта величина говорит о свариваемости стали. В зависимости от содержания углерода выбирается технология сварки труб.
- Длину детали.
- Диаметр детали и толщину стенки.
- Толщину стенки.
- Овальность концов детали.
- Кривизну детали.
- Наличие повреждений и дефектов на поверхности металла.
2.Подготовка стыков к свариванию
Подготовка стыков выполняется механической обработкой или термической резкой. Если использовалась термическая резка, то полученную кромку необходимо обработать абразивным инструментом, либо резцом.
Если вы планируете варить трубу из низколегированной или углеродистой стали без использования подкладного кольца, фаску выполняйте только механическим путем. Точно также разделывается кромка на трубах из легированных и высоколегированных сталей (в том числе, из нержавеющей стали).
Подготовленная кромка не должна иметь острых углов, заусенцев, вырывов и резких переходов. Все эти « излишества» тщательно зачищаются напильником или абразивным кругом.
Для контроля качества обработки кромок сварщики пользуются шаблонами проверки:
3. Выбор технологии сваривания труб.
Электросварка труб в основном выполняется двумя способами:
- ручная дуговая сварка покрытым электродом;
- ручная аргонодуговая сварка неплавящимся электродом.
Первый способ применяется для углеродистых сталей, второй – для легированных (нержавеющих в том числе).
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
Сейчас в сети Интернет можно найти таблицы зависимостей всех перечисленных величин. Кроме того, там можно найти множество обучающих материалов, в которых подробно освещена электросварка труб: видео, инструкции, рекомендации.
2.Сборка стыков труб малого диаметра (до 100 мм) при толщине стенки от 2 до 10 мм из низкоуглеродистых сталей:
- Cтыки собирают в приспособлениях и прихватывают в одной или двух точках. Если точек прихвата две, то они располагаются симметрично.
- Стыки, скрепленные одной прихваткой, обваривают сразу, начиная со стороны, противоположной прихватке;
- Если толщина стенки меньше 3 мм, прихватку выполняют электродом диаметром не более 2,5 мм;
- Стыки изделия с толщиной стенки более 4 мм сваривают не менее, чем в два слоя – корневым швом и облицовочным валиком.
- При сварке деталей диаметром от 30 до 83 мм вертикальный стык сваривается участками по ¾ периметра;
- Каждый последующий валик горизонтального стыка укладывается в противоположном направлении;
- «замковые» участки последующих валиков смещают относительно предыдущих швов.
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
4. Сварка неповоротных стыков:
- Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
- Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
5.Сварка труб электросваркой в защитных газах: аргонодуговая сварка.
Режимы:
- Сварочный ток зависит при сварке за один проход от толщины стенки детали, а при многопроходной – от высоты валика. На каждый мм диаметра электрода назначается 30-35 А.
- Напряжение на дуге держат минимальным, что соответствует сварке короткой дугой.
- Скорость сварки регулируется так, чтобы гарантировалось проплавление кромок и формирование размеров шва.
- Расход аргона зависит от марки стали, режима сварочного тока и находится в диапазоне от 8 до 14 л/мин.
- Варить сплошной шов надо сразу после установки прихваток, которые при выполнении первого слоя следует переплавлять.
- Подача аргона прекращается только через 5-8 секунд после обрыва дуги.
6.Контроль качества сварного шва.
- Самый распространенный метод контроля сварки – внешний осмотр. В процессе осмотра выявляют наличие трещин, прожогов, подрезов, непроваров и пр.
- Перед началом осмотра сварные швы должны быть очищены от шлака. Осмотру подвергаются все швы без исключения.
- Для проверки геометрических параметров швов используются шаблоны, щупы, стандартные измерительные инструменты.
- Герметичность швов проверяется водой (гидравлическое испытание) или газом (пневматическое испытание).
Плазменная сварки имеет множество преимуществ. Каких — читайте в этой статье.
7.Техника безопасности.
При выполнении сварки возможны травмы такого рода, поражение электрическим током, ожоги расплавленным металлом, ожоги глаз лучистым излучением. Чтобы этого не произошло, необходимо:
- надежно изолировать все токоведущие части;
- заземлить корпуса источников питания, вспомогательное оборудование. Сечение заземляющих проводов должно быть равным или более 25 кв. мм.
- спецодежда и рукавицы должны быть сухими;
- в тесных помещениях следует использовать резиновые коврики и галоши;
- не приступать к работе без защитного щитка, размеры которого полностью закрывают голову и лицо сварщика.
8. Сварка труб электросваркой: цена.
Стоимость сварки труб зависит от диаметра и материала детали. Так, например, один см стыка трубы Ду15 стоит 25 рублей, а Ду50 – 22 рубля.
Сварки стальных труб при помощи центраторов и без
Сварка труб с целью образования монолитного соединения. Подготовительные работы. Применение разных методов сварки. Техника, применяемая для такого вида работ. Особенности ведения процесса в зимнее время. С поворотом стыка и без.

Сварка труб – это процесс образования неразъемного соединения при прокладке трубопроводов. В итоге получается монолитное изделие, которое характеризуется прочностью и герметичностью. Перед началом работы все изделия проверяются на наличие сертификата. В них должна отсутствовать эллипсность. Толщина стенки может находиться в пределах, разрешенных допуском.
В зависимости от множества факторов выбирается способ формирования сварочного соединения. Это зависит от диаметра труб, толщины стенок, материала изделия и расположения трубопровода. Учитывая эти факторы, работа проводится плавящимися и неплавящимися электродами. Стальные трубы варятся электродуговым или газовом методом, иногда с применением аргона. Для некоторых соединений применяется холодная сварка.

Процесс работы начинается с подготовки сварочного соединения. Во время обработки стыков проверяется наличие перпендикулярности плоскости сечения к оси трубопровода. По всему периметру будущего сварочного шва обеспечивается равномерный зазор. После прохождения этого этапа начинается сам процесс сварки. По окончании процедуры отбивается шлак и ведется проверка качества полученного соединения.
Предварительная подготовка труб к сварке
Перед началом работы места стыковых соединений подготавливаются. Состоит этот этап из следующих операций:
- Осматриваются концы изделий. Если их поверхность неровная, то она выпрямляется или торцы обрезаются с помощью газовой горелки.
- При наличии на местах будущих сварочных швов грязи или ржавчины кромки обрабатываются молотком и зубилом.
- Внутренняя и наружная поверхности зачищаются до блеска на размер 10 мм. Для этого используется металлическая щетка или шлифовальная машинка.
Способы стыковки труб
Сложность задачи соединения трубопроводов заключается в том, чтобы обеспечить стыкам достаточную жесткость. С помощью центраторов для сварки достигается нужный результат. Такие устройства обеспечивают соосность обеих частей соединений, что отражается на надежности шва.
Первая категория тоже имеет разновидности. Внешние устройства разделяются на типы:
Внутренние центраторы отличаются сложностью конструкции. В их задачу входит не только внешнее центрирование, но и внутреннее.
Механизм отличается высоким эксплуатационным ресурсом. Приспособление не только обеспечивает сварку труб, но и добавляет жесткость, что устраняет риск прогиба системы в случае усадки почвы.
Разница в применении плавящихся и неплавящихся электродов
Сварочные работы проводятся плавящимися и неплавящимися электродами. В первом случае плавятся сам электрод и участок свариваемой поверхности. При работе неплавящимся электродом за счет дуги проходит смешивание расплавленного металла свариваемых поверхностей.
- стальные:
- медные;
- алюминиевые.
- вольфрамовые;
- угольные;
- графитовые.
Оба вида находят применение для сварки медных труб. Это мягкий металл, и он тяжело варится.
Неплавящиеся электроды применяются для сварки оцинкованных труб.
Сложность работ заключается в необходимости расплавления цинкового покрытия. Для этого температура прогрева должна достигнуть 1200 °C.
Популярные способы сваривания стальных труб
- Работа по сварке труб полуавтоматом. В основу заложен принцип автоматической подачи проволоки к горелке прибора. Свариваются изделия из любой стали вплоть до нержавейки.
- С помощью холодной сварки. В реальности это клей, содержащий в своем составе эпоксидные смолы. Таким способом устраняются только небольшие дефекты. Шов не выдерживает напряжений, направленных на разрыв.

Использование газосварки
Газосварка используется для работы с обычными сталями. Горючая смесь состоит из кислорода и одного из газов:
- ацетилена;
- пропана;
- бутана.
Для работы требуется сварочная проволока и флюсы, которые необходимы для защиты металла от окисления внешним воздухом.
Существует газовая сварка с применением аргона, который выполняет роль защитной среды. Он используется при работе с цветным металлом или легированной сталью. Подается газ за 20 с до начала сварочного процесса и убирается через 10 с после его окончания. В процессе работы аргон вытесняет воздух и препятствует окислению металла.
Орбитальная сварка труб
Орбитальная технология применяется для сварки трубопроводов в бесповоротном стыке. Вручную такой процесс проводить тяжело, особенно для боковых участков. Под действием силы тяжести расплавленный металл стремится вниз. Поэтому операция проводится в автоматическом режиме при помощи специального оборудования. Между изделием и электродом возникает дуга. В эту зону подается аргон, чтобы не происходило окисления металла.
Для этого применяются специальные камеры, которые бывают 2 видов:
- Механизм полностью повторяет диаметр трубы и надевается на нее. Внутри имеется голова, которая в среде защитного газа двигается по стыку и накладывает шов. Такой способ применим, если диаметр трубы небольшой.
- Для изделий большого диаметра используются открытые камеры. Голова передвигается вдоль образуемого шва на кронштейнах.
К преимуществу такого вида сварки относится высокая скорость, качество шва и отсутствие влияния человеческого фактора.

Электродуговой метод сварки труб
Электродуговая сварка – это процесс получения сварного соединения с помощью специального оборудования и электродов. Образующаяся электрическая дуга расплавляет материал изделия и электрод. Одновременно на поверхности электрода плавится стержневая оболочка, которая, смешиваясь с жидким металлом, выступает на поверхности шва в виде шлака.
Для сварки труб ручной дуговой сваркой требуются специальные электроды. На их поверхности присутствует оболочка, которая защищает сварочный шов от присутствующего в воздухе азота и кислорода.
Электроды для такого вида сварочных работ:
- с целлюлозным покрытием;
- с рутиловой пленкой;
- комбинированные.
Применяемое оборудование носит название инвертора, который имеет несколько режимов работы.
Оптимальный подбор режима оборудования зависит от вида материала свариваемого изделия и его толщины. С учетом этих факторов подбирается и соответствующая марка электрода. Все эти данные содержатся в нормативах ГОСТ по сварке трубных изделий.
Выбираем технику электродуговой сварки
Сварочный шов проваривается несколько раз. Делается это для повышения надежности и прочности соединения.
Проварка швов бывает нескольких видов:
- с поворотом стыков;
- без поворотов стыков.
С поворотом стыков
В первом случае сначала провариваются 2 верхние части трубы. Затем идет ее поворот на 180° и таким же образом варится низ. Затем изделие поворачивается на 90° и проваривается верхняя половина в той же последовательности. На последнем этапе идет поворот на 180° и варятся оставшиеся 2 части.
Вторым способом сначала провариваются 2 боковые поверхности. Потом труба поворачивается на 90° и варятся оставшиеся 2 четверти. При повторной сварке следует очередной поворот на 90° и опять обрабатываются поверхности с боков. На заключительном этапе идет последнее перемещение на тот же угол и проводится сварка оставшихся участков.
При работе с трубами большого диаметра проваривается слой в секторе, равном 45°. После этого изделие постепенно поворачивается.
Без поворота стыка
Сварка труб без поворота ведется отдельными участками: сверху вниз или снизу верх. Сначала варится первый слой, затем второй и третий. Такой метод имеет свои недостатки. Иногда попадаются труднодоступные места. Чтобы их обработать, требуется высокая квалификация сварщика.

Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.
Читайте также: