Сварка пластиковых газовых труб
Обновлено: 21.09.2024
Газопроводы, как и технологические трубопроводы химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств, а также множество других устройств, эксплуатация которых сопряжена с повышенной ответственностью, отнесены к «техническим устройствам опасных производственных объектов»
Методы сварки и нормативные требования к оборудованию
Если мы не рассматриваем всевозможные строительные конструкции, а говорим только о строительстве газораспределительных систем, то методов их сварки всего два – технология стыковой сварки или технология электромуфтовой сварки.
С практической точки зрения, преимущество стыковой сварки – в том, что для сварки прямых участков трубопроводов не требуются дорогостоящие соединительные детали, свариваются непосредственно две трубы. Даже при повороте или разветвлении трубопровода отводы и тройники для стыковой сварки гораздо дешевле аналогичных деталей с закладными электронагревателями.
Зато электромуфтовая сварка гораздо удобнее при ремонте поврежденного трубопровода в небольшой яме или при монтаже трубопровода вдоль стены или под потолком.
Что касается оборудования электромуфтовой сварки, требования нормативных документов к нему на случай прокладки газопроводов просты и лаконичны. Согласно п.10.4.1 СП 62.13330.2011, «Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола». И всё! Требований к каким-либо разрешительным документам (сертификатам, свидетельствам об аттестации) на оборудование для электромуфтовой сварки в СП нет. Вообще ни слова! Нет их и в СТО Газпром 2-2.1-411-2010.
С оборудованием стыковой сварки несколько сложнее. П.10.4.5 СП 62.13330.2011 разделяет аппараты стыковой сварки на 3 группы по степени автоматизации, причем эта классификация была введена еще 2003г. в теперь уже устаревшем СНиП 42-01-2002:
Очевидно, что чем выше степень автоматизации аппарата, тем он дороже. И компании-подрядчики стремятся приобрести более дешевое оборудование, несмотря на то, что качество сварки на нем гораздо больше зависит от человеческого фактора. На этот случай в СП 62.13330.2011 имеется стимул к автоматической сварке труб в виде разных условий приемки трубопровода (п.10.4.1 СП) – при ручной сварке они самые жесткие, 100-процентный контроль стыков физическими методами в самых ответственных местах – пересечение с коллекторами, вблизи зданий и пр. Для полуавтоматической сварки этот процент снижен до 40, для автоматической сварки до 20. А при восстановлении изношенных стальных трубопроводов методом протяжки в них трубопроводов из ПНД допускается только автоматическая сварка трубопроводов, поскольку контроль стыков при приемке будет невозможен.
СТО Газпром 2-2.1-411-2010 в этом вопросе пошел дальше. Согласно п.8.2.1.3 СТО, при строительстве газопроводов следует применять только автоматическую и полуавтоматическую сварку, а аппараты с ручным управлением неприменимы.
Что касается требований к разрешительной документации на оборудование, есть только одно упоминание в СП 62.13330.2011, и то не в виде требования, а опять же в виде стимула. Если аппарат автоматической сварки аттестован в НАКС (см. далее), то ни один стык, сделанный на нем (с распечаткой протоколов сварки), не подлежит контролю физическими методами. Красота! Сварил, распечатал протоколы, подшил их к документам и сдал объект!
И еще есть несколько обтекаемые формулировки требований в СП 42-103-2003. Согласно пункту 6.50 СП, «Сварочное оборудование проходит систематическое ежегодное сервисное обслуживание предприятием фирмы-производителя…». Это требование или описание общепринятой практики? И еще в том же пункте: «Дата последующего сервисного обслуживания должна, как правило, автоматически вводиться в протоколы сварки при проведении монтажных работ». Фраза «должна, как правило» звучит как рекомендация, но не требование. И еще здесь же: «Аттестацию сварного оборудования производят в соответствии с РД 03-614». На требование тоже не тянет.
Практические требования к оборудованию для сварки полиэтиленовых газопроводов
На практике требования к сварочному оборудованию определяет заказчик монтажа наружного газопровода – облгаз, напрямую или опосредованно, через инженерную службу районной администрации. Это не значит, что вас будут заставлять работать оборудованием определенной марки или определенного цвета. Но могут потребовать, чтобы сварочное оборудование имело высокую степень автоматизации и обязательно имело свидетельство об аттестации в НАКС. А могут дополнительно потребовать наличие Разрешения Ростехнадзора на применение этого оборудования для монтажа газопроводов.
Ну что же, имеют право! Все в рамках закона. Ведь сложная процедура приемки объекта – это головная боль не только для подрядчика, но и для заказчика. А в подрядчиках на строительство газораспределительных систем, как известно, недостатка нет. Заказчику есть из кого выбирать. Поэтому подрядчик должен готовиться к максимально жестким требованиям.
Сварка с помощью деталей с закладными нагревателями:
Аппарат электромуфтовой сварки должен быть с функцией протоколирования и должен иметь аттестацию в НАКС. Иначе с вами никто и разговаривать не будет. Хотя нормативами аттестация аппарата не требуется. Наиболее востребованные аппараты электромуфтовой сварки газовых труб
Никакие формальные разрешения на применение тех или иных полиэтиленовых соединительных деталей с закладными нагревателями (электросварных фитингов) нормативными документами не требуются. Но заказчик потребует от вас копию Разрешения Ростехнадзора на электрофитинги. Это максимум. Аттестация соединительных деталей не проводится.
Стыковая автоматическая сварка труб:
Это лучше всего, не имеет никаких ограничений. Аттестацию сварочного оборудования в НАКС – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора – это по настроению заказчика.
Еще важный момент. То, что в Европе называют «автоматом» (аббревиатура CNC), имеет компьютерное управление работой гидравлической системы и температурой сварочного зеркала. А приспособление для автоматического извлечения сварочного зеркала в стандартную комплектацию не включено, предлагается в виде опции. Наиболее востребованные аппараты для стыковой сварки газовых труб
Стыковая полуавтоматическая сварка труб:
Любыми нормативными документами допускается, хотя и имеет ограничения. Но заказчик может не одобрить, поэтому лучше вначале согласовать. Свидетельство об аттестации сварочного оборудования – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора. Наиболее востребованные полуавтоматы для стыковой сварки газовых труб
Разрешение Ростехнадзора (вернее, его копию) требуйте у продавца оборудования. Сами вы его в Ростехнадзоре не закажете.
Порядок получения свидетельства об аттестации оборудования
Аттестацию оборудования сегодня выполняют аттестационные центры НАКС. НАКС – подразделение Ростехнадзора, которое имеет 2 разные, но одинаково верные расшифровки:
- Национальное агентство контроля и сварки;
- Национальный аттестационный комитет по сварочному производству.
Согласно Ростехнадзор’овскому регламенту действий РД 03-614-03 [10], для того чтобы совершенно конкретный серийно производимый сварочный аппарат мог официально применяться для строительства наружных трубопроводов, по отношению к нему должны быть выполнены следующие действия:
- Первичная аттестация оборудования. Заказчиком первичной аттестации может выступать как производитель оборудования (или его авторизованный дилер), так и пользователь (владелец) аппарата (п.1.6. Приложения 1 к РД). Производитель (или дилер) может существенно сократить средние расходы на аттестацию 1 аппарата, аттестуя сразу более 2 аппаратов (п.3.6. РД). Поэтому пользователю в большинстве случаев выгоднее приобретать аттестованный аппарат, чем затем самому подавать заявку на индивидуальную аттестацию сварочного оборудования в НАКС.
- Далее пользователь может использовать аппарат для строительства сетей газораспределения в течение 3 лет от даты первичной аттестации с обязательным выполнением ежегодной диагностики, а также плановых регламентных работ, если таковые предусмотрены производителем аппарата. Эти работы выполняются авторизованным сервисным центром производителя аппарата с обязательной выдачей акта выполненных работ. Эти акты (равно как и акты о профилактике и ремонте) потребуются при подаче заявки на периодическую аттестацию (п.1.1. Приложения 1 к РД).
- Через 3 года после первичной аттестации аппарат должен пройти периодическую аттестацию в НАКС. Заказчиком аттестации теперь выступает владелец аппарата. Периодическая аттестация проводится по сокращенной схеме, однако с проверкой следующих условий (п.3.8. РД):
- Аппарат не выработал срок эксплуатации, указанный в паспорте производителя. Если в паспорте срок эксплуатации не указан, он определяется по тех. документации аналогичного оборудования. Срок эксплуатации может быть продлен специальным диагностированием оборудования (п.3.9. РД).
- Аппарат проходил ежегодную диагностику и плановые регламентные проверки, о чем имеются соответствующие акты.
- За период работы аппарата не было нареканий на качество его работы.
Периодическая аттестация обойдется дешевле, если владелец одновременно заказывает аттестацию более 2 единиц однотипных аппаратов.
Свидетельство о периодической аттестации также выдается на 3 года, и при дальнейшей эксплуатации аппарата требуется выполнение тех же условий – ежегодная диагностика, плановые регламентные работы.
Через 3 года периодическую аттестацию необходимо повторить. И так до истечения срока эксплуатации аппарата.
- Если аппарат не проходил плановую диагностику или в случае повторяющихся нареканий на качество его работы, а также если рабочие параметры аппарата изменились на 10% или более от номинала, тогда перед его использованием для строительства газораспределительных сетей требуется внеочередная аттестация в НАКС (п.3.12. РД). Внеочередная аттестация проводится также в случае, если аппарат прошел кап. ремонт или модернизацию.
- Дополнительная аттестация в НАКС требуется в случае необходимости расширения его области применения – на другие способы сварки или на другие технические устройства «опасных производственных объектов» (п.3.10. РД).
Если в связи с изменениями и/или дополнениями нормативных документов ужесточились требования к аппарату, также требуется дополнительная аттестация.
- Свидетельства о внеочередной или дополнительной аттестации также выдаются на 3 года. При дальнейшем выполнении всех требований через 3 года потребуется обычная периодическая аттестация.
Особенности технологии стыковой сварки при монтаже газопроводов
Технология сварки газопроводов из полиэтиленовых труб так же не имеет принципиальных отличий от технологии стыковой сварки для водопроводов. Отличается только меньшими допустимыми погрешностями.
Простые выводы из всего вышесказанного
Если вам сложно или некогда разбираться в нормативах, а прокладывать наружный газопровод из полиэтиленовых труб нужно уже скоро, предлагаем следовать простым рекомендациям:
1. Всё-таки разобраться, каким способом вы будете варить трубы (электромуфтами или встык) и выбрать соответствующий тип оборудования:
- Стыковой аппарат автоматической сварки;
- Стыковой аппарат полуавтоматической сварки;
- Аппарат электромуфтовой сварки с протоколированием.
2. При выборе марки/поставщика аппарата убедиться, что поставщик обеспечивает аттестацию оборудования в НАКС, а также что при приобретении оборудования вы вместе с пакетом документов получите свидетельство об аттестации вашего конкретного аппарата (с указанием серийного номера).
3. При приобретении аппарата лучше сразу подпишите с авторизованным сервисным центром договор о ежегодном проведении диагностики и необходимого ТО аппарата.
4. После приобретения аппарата – не забывайте ежегодно обращаться в сервисный центр для диагностики аппарата. Сохраняйте протоколы диагностики и акты выполненных работ.
5. Для стыковой сварки. Если электроника аппарата позволяет выбрать сварочную технологию, рекомендуем выбирать DVS 2207-1.
6. Через 3 года после даты первой аттестации аппарата закажите очередную аттестацию аппарата. Для этого – проще всего – снова обратитесь к вашему поставщику оборудования.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
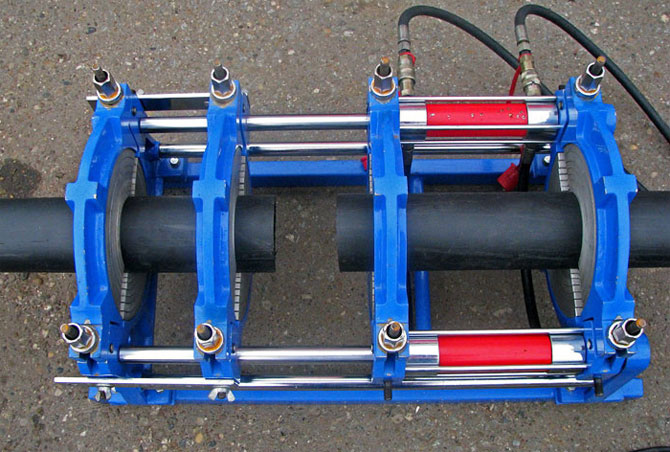
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Рекомендуем ознакомиться: Кран шаровой, выполненный из нержавеющей стали - критерии выбора и способы монтажа
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
Какие пластиковые трубы подходят для газа?
При установке газопровода долгое время традиционно использовались стальные трубы, но с изобретением полимеров все чаще предпочтение стали отдавать изделиям из пластика. Такой выбор оправдан, поскольку пластиковые трубы имеют ряд преимуществ перед металлическими аналогами.
Преимущества и недостатки пластиковых газовых труб
Благодаря использованию в изготовлении пластиковых труб современных полимеров, данные изделия имеют ряд преимуществ:
- высокие изоляционные свойства,
- химическая устойчивость к газу,
- антикоррозийные свойства,
- отсутствие риска налипания осадков внутри трубы,
- высокая гибкость трубы, благодаря чему можно осуществить любой по сложности монтаж,
- низкий вес конструкции,
- срок эксплуатации до 100 лет.

Тем не менее, как и любой другой материал, полиэтилен имеет и слабые стороны:
- слабая устойчивость к УФ излучению, поэтому не рекомендуется прокладывать ПЭ трубы на открытом воздухе;
- высокие горючие свойства пластика;
Обратите внимание! Нежелательно использование полиэтиленовых труб в зонах повышенной сейсмической активности.
Какие трубы подходят для проведения и подачи газа
Выбор для газовых трубопроводов на сегодняшний день невелик — либо использовать стальные трубы, либо пластик или металлопластик.
Каждый из этих видов труб имеет свои преимущества и недостатки. Так, трубы металлические подвергаются коррозии, а пластиковые — достаточно хрупкие. Поэтому часто выбор останавливают на — металлопластике, который обладает прочностью металлических конструкций, но при этом эластичен и легок при перевозке и монтаже.

Какие трубы выбрать, зависит от рабочего давления в газопроводе. Чем давление выше, тем большие требования предъявляются к материалу, из которого сделаны трубы.
Сравнение металлических и полиэтиленовых труб
| Металлические трубы | Полиэтиленовые трубы | |
|---|---|---|
| Вес | Вес 1 погонного метра трубы, используемой в газопроводе 3 категории, колеблется от 1,4 до 4,1 кг, в зависимости от диаметра. | Вес в 3-4 раза меньше, чем у металлического изделия. |
| Транспортировка | Металлические трубы транспортируются путем укладки изделий на платформу. Из-за больших габаритов и веса для перевозки труб необходим специальный транспорт. | Гибкие трубы выпускаются в бухтах по несколько десятков метров, что, благодаря малому весу, позволяет перевозить значительный метраж. |
| Монтаж | В монтаже металлических труб используется газосварочный аппарат, изменение направления трубы возможно строго на 90 °. Большой вес конструкции требует установки дополнительных опор. | Благодаря большой гибкости ПЭ труб можно осуществить даже самые сложные проекты. Однако, опоры или крепления к стене все же необходимы, чтобы не допускать провисания труб. |
| Устойчивость к механическому воздействию | Устойчивы. | ПЭ трубы довольно мягкие, а потому их намного легче механически повредить, чем трубы металлические. |
| Воздействие температуры | Теплоизолирующие показатели минимальные, при низких температурах ускоряет остывание транспортируемых веществ, возможно полное промерзание трубы. | Обладает довольно хорошими теплозащитными свойствами, но при температуре ниже -25 °С теряют свои свойства прочности. |
| Уровень химического взаимодействия | Металл довольно химически активен, легко вступает в реакцию с некоторыми веществами. | Обладает низкими химически активными характеристиками. |
| Устойчивость к ультрафиолету | Довольно устойчивы к воздействию солнечного света. | Низкая устойчивость к УФ лучам, лучше прокладывать газопровод под землей. |
| Подверженность коррозии | Металл сильно подвержен коррозии, поэтому без регулярных очистительных и ремонтных мероприятий такие трубы быстро утратят свои свойства и начнут допускать протечки. | Полиэтилен практически не подвержен коррозии. |
| Возможность оседания осадка | Металлические трубы нередко имеют неровности на поверхности, на которые быстро налипает осадок, образуя засоры. | Полиэтилен имеет гладкую структуру, осадку не за что зацепиться. |
| Предельное давление в трубе | Металлические трубы используются в прокладке газопровода любой категории, в том числе и магистралей с высокими показателями давления. | ПЭ трубы используются в основном в газопроводе 3 категории (жилые дома, учреждения общепита и т.д.), с давлением до 0,005 мПа. |
| Срок эксплуатации | 50-70 лет. | 50-100 лет. |
| Цена | Довольно высокая цена. | Стоимость в несколько раз ниже, чем у металлических труб. |
Однако они проигрывают стальным трубам в прочности и устойчивости к ультрафиолету, следовательно, следует учитывать эти особенности при выборе, тем более, что существует несколько видов пластиковых труб, обладающих различными характеристиками.

Таким образом, полиэтиленовые трубы имеют ряд преимуществ по сравнению с металлическими: они более долговечны, имеют меньший вес, не подвержены коррозии, обладают лучшей теплопроводностью, их легче монтировать.
При выборе труб для подачи и транспортировки природного газа следует учитывать не только финансовую сторону, но и то, какой объем газа понадобится, а также каков тип грунта на участке и его состояние.
Сравнение пластиковых и металлопластиковых труб
| Пластиковые трубы | Металлопластиковые трубы | |
|---|---|---|
| Структура | Толстостенные полиэтиленовые газовые трубы используют для газовых систем в линиях 3, а иногда даже 2 категории. | Изготовлена из алюминия, покрыта внешним и внутренним полиэтиленовым слоем, которые соединены с помощью специального клея. |
| Где использовать | Полиэтиленовые трубы можно использовать только в подземных коммуникациях. |
Трубы из металлопластика можно делать очень маленького диаметра.
Уступает по прочности.
Виды пластиковых труб
При проведении коммуникаций используются 4 вида пластиковых труб: поливинилхлоридные (ПВХ), металлополимерные, полиэтиленовые и полипропиленовые. Для подачи газа используются все виды, кроме труб ПВХ.
- ПВХ трубы очень распространены благодаря своей дешевизне и легкости монтажа. Однако, при эксплуатации этот материал выделяет ядовитый хлорэтилен, поэтому его нельзя использовать для подачи воды. По этой причине поливинилхлоридные трубы используются в основном для канализации.
- Полиэтиленовые трубы подходят для холодного водоснабжения и газоснабжения. Они не выделяют токсичных веществ, однако, требуют дополнительной изоляции для сохранения своих технических характеристик. Тем не менее, для газопровода ПЭ трубы — это идеальный вариант.
- Металлополимерные трубы представляют собой те же полиэтиленовые трубы, только армированные стальной сеткой, алюминиевой фольгой и обладают большей прочностью. Благодаря этому расширяется спектр использования таких труб, но возрастает и стоимость.
- Полипропиленовые трубы являются самыми технологичными на сегодняшний день. Они химически слабоактивны, устойчивы к внешним воздействиям: коррозии, перепадам температур, солнечному свету.
По соотношению цена-качество для газопроводов 3 категории (для подачи и транспортировки газа в жилой дом) наиболее оптимальным является использование полиэтиленовых труб. Они не только химически устойчивы к природному газу, не подвержены коррозии и отложению осадка, но также и очень пластичны, поэтому подходят для монтажа любой сложности.
Марки полиэтиленовых труб
Существует 2 марки полиэтиленовых труб для газопровода: ПЭ-80 и ПЭ-100. В зависимости от класса (марки) трубы способны выдерживать большее давление, поэтому ПЭ-100 может использоваться в распределительных магистралях среднего давления до 0,3 мПа. Обычно полиэтиленовые трубы изготавливаются в черном или темно сером цвете, а для внешнего различия используется маркировка:
- желтая полоса для ПЭ-80,
- оранжевая — для ПЭ-100,
- также иногда труба ПЭ-80 полностью изготавливается в желтом цвете, а ПЭ-100 — в оранжевом.

Полезно знать. Диаметр трубы никак не связан с маркой, поэтому как ПЭ-80, так и ПЭ-100 могут выпускаться в диаметре от 20 до 400 и более миллиметров.
Полиэтиленовые трубы имеют показатель SDR, который представляет собой соотношение между диаметром трубы и толщиной ее стенки. Чем меньше показатель SDR, тем толще стенка трубы и тем большее давление она способна выдерживать. Стандартные для бытовых газопроводов значения SDR колеблются от 11 до 18.
Особенности монтажа полиэтиленовых газовых труб
Монтаж любых конструкций имеет свои особенности. Так при прокладке полиэтиленовых труб нужно учитывать следующие моменты:
- ПЭ трубы нужно прятать от солнечного света, поэтому их стоит устанавливать либо только в помещении, либо прокладывать под землей, а это требует дополнительных подготовительных мероприятий.
- Полиэтилен не слишком устойчив к механическому воздействию, поэтому прокладываться трубы должны в укромных местах.
- Пластик подвержен тепловому расширению, так что прокладывать трубы внутри стен и под полами крайне не рекомендуется.
- При планировке газоснабжения в новом здании или полной замены в старом, желательно всю сеть выполнить из одного материала, это увеличивает прочность и надежность конструкции.
- Также для повышения прочности лучше избегать большого количества изгибов, соединений и фитингов. Если уж используете фитинги, отдайте предпочтение обжимным или прессованным, они позволяют лучше сохранить постоянное давление в трубе.
Обратите внимание! Стоит предусмотреть крепления или опорные конструкции, которые должны поддерживать трубу каждые 2-3 метра, в зависимости от ее толщины. Причем неважно, расположена труба горизонтально или вертикально.
Способы соединения пластиковых труб
Самым распространенным способом соединения труб является электросварка. Она осуществляется несколькими способами:
- Электромуфтовый. Самый популярный метод, представляет собой соединение труб с помощью фитинга, который потом расплавляется под действием сварки и надежно соединяется с трубой. Позволяет менять направление трубопровода в любую сторону, организовывать раздвоение или слияние труб.
- Стыковой. Этот способ используется при необходимости удлинить газовую трубу либо сделать ответвление. Сварка производится стык в стык для труб диаметром до 15 мм.
- Враструб. Данный метод является аналогом стыковой сварки, но применяется для труб диаметром более 15 мм. также для придания прочности месту сварки наваривается дополнительный слой материала.
Полезно знать! В частных домах, где давление в газовых трубах минимально, а также практически отсутствует риск механических повреждений, соединение пластиковых труб возможно с помощью специального суперпрочного клея, «холодной сварки». При качественном монтаже данный метод обеспечит безопасную эксплуатацию на несколько десятилетий.
Как правильно сваривать полиэтиленовые трубы
Самым простым способ сварки — электромуфтовый. Благодаря надежному закреплению позиции труб не произойдет случайного сдвига изделия, как это может случиться при сварке встык. Для работы потребуется сварочный аппарат с электрическим или гидравлическим приводом, либо на программном управлении.
Поэтапная инструкция по сварке пластиковых труб:
- Сначала необходимо прочно закрепить концы труб в сварочном аппарата. Важно проследить, чтобы торцы идеально совпадали. Это влияет не только на внешний вид изделия, но и на прочность, а также показатели давления.
- Затем между трубами помещается нагревательный элемент и раскаляется. После того как края начнут плавиться (образуется грат), нагревательная пластина удаляется.
- После этого оба конца трубы необходимо с усилием сжать и зафиксировать. И снова проследите за идеальным совпадением торцов трубы.
- Оставьте сваренное изделие, пока оно самостоятельно не остынет.
Внимание! Нельзя ускорять насильно процесс остывания. Под воздействием холодной воды или вентилятора может увеличиться хрупкость материала, вырастет остаточное напряжение, отчего эксплуатация станет небезопасной или даже вовсе невозможной.
Полиэтиленовые газовые трубы все чаще применяются при проведении бытового газопровода. Благодаря малому весу конструкций, устойчивости к внешним воздействиям, экологичности и низкой стоимости при замене старого газопровода рационально обратить внимание на пластиковые трубы.
Но не стоит прельщаться кажущейся простотой монтажа. Газ — это сфера повышенной опасности, поэтому заниматься прокладкой газовых труб должен соответствующий специалист.
Преимущества и недостатки пластиковых труб для газа, правила монтажа
Один из насущных вопросов, с которыми сталкивается владелец частного дома или коттеджа, это подведение к зданию систем коммуникации: водопроводов холодной и горячей воды, отопления и трубопровода, по которому осуществляется подача газа. Ввиду физико-химических свойств природного газа его транспортировка представляет определённые сложности и связана с риском, в том числе для жизни окружающих; чтобы избежать опасности, нужно, в частности, тщательно подбирать материалы изготовления всех элементов газотранспортной системы. Именно с этим связан возникающий у многих владельцев частного жилья вопрос, можно ли использовать полипропиленовые трубы для газа; ответ будет дан ниже.

Составные части подходящего для частного коттеджа газопровода
Проведение в частное жилище газа, или просто газификация, – сложная задача, к которой нужно подходить максимально ответственно. Все связанные с обустройством системы работы необходимо проводить тщательно и аккуратно; лучше всего, чтобы работой занимался не сам хозяин, каким бы профессионалом он ни был, а бригада квалифицированных, обладающих большим опытом специалистов. Помимо прочего, у таких мастеров следует ещё раз уточнить, можно ли проводить газ полипропиленовыми трубами, и, сообразуясь с материалом статьи и их ответом, принять окончательное решение.

В любом случае какой бы материал труб владелец постройки ни выбрал и чьими услугами он бы ни воспользовался, ему следует как можно тщательнее выполнять работы или контролировать процесс их выполнения в соответствии с предписаниями пожарной безопасности.
В систему подачи газа входят следующие составляющие:
- Газгольдер. Представляет собой предназначенный для хранения природного газа толстостенный резервуар.
- Трубы для транспортировки топлива. Как упоминалось выше, это могут быть ПВХ трубы для газа, полипропиленовые газовые трубы или изделия из других материалов.
- Конечные элементы цепи, в которых происходит сгорание газа: водонагреватели, работающие на газе плиты, камин, газовый котел и т.п.

Окончательно принять решение о допустимости транспортировки газа по полипропиленовым трубам в конкретном случае можно, основываясь на расчётах объёма подаваемого газа, типа и характеристик грунта, в котором будет пролегать трубопровод и коррозионной угрозы для всех элементов цепи и материальных возможностях хозяина частного дома или коттеджа.
Разрешить все эти вопросы можно и самостоятельно, изучив предъявляемые к системам газификации требования и обязательные для исполнения государственные стандарты, но консультация специалиста позволит не только сэкономить деньги, избежав неверных решений, но и предотвратить угрозу жизни и здоровью людей.
Достоинства и недостатки полимерных материалов
В течение большей части истории человечества трубы изготавливались из различных металлов и сплавов. Ситуация принципиально изменилась только в XX веке, когда были открыты способы получения высокомолекулярных соединений, то есть пластиков, и налажены технологии их производства.
Со временем изделия из пластмассы, обладающие не свойственными металлической продукции преимуществами, самые важные из которых будут перечислены ниже, стали приобретать всё большую популярность.

Сферы применения полимеров:
- строительные и ремонтные работы;
- продукция бытового назначения;
- медицина;
- производство электротехнических устройств;
- обустройство трубопроводов различных назначений и т.д.
Большую распространённость пластмассы приобрели благодаря следующим преимуществам:
- практически полное отсутствие угрозы коррозии, в отличие от изделий из металлов и сплавов; следовательно, трубы из пластика не нуждаются и в специальных видах защиты, например, в катодном;
- не требуется дополнительная электроизоляция – полимеры, являясь отличными диэлектриками, ток не проводят;
- химическая и биологическая индифферентность – материал устойчив к воздействию большинства агрессивных сред – как химических (кислоты, щёлочи, солевые растворы, нефте- и газопродукты), так и биологических (бактерии, отходы жизнедеятельности и т.д.);
- способность сохранять физико-химические свойства, обеспечивающие нормальное функционирование, при частых изменениях окружающей температуры, кроме аномальных условий;
- лёгкость: полипропиленовые трубы для газопроводов и других систем весят намного легче аналогов из металла, следовательно, их легче перевозить, переносить и укладывать (прочитайте также: "Как выбрать трубы для газопровода в квартире или частном доме");
- долговечность – зависит от марки и условий использования продукции; средняя цифра – около 50 лет, однако, по расчётам, некоторые изделия могут сохранять работоспособность в течение 100 лет и более;
- относительно невысокая стоимость;
- универсальность – благодаря перечисленным свойствам, пластиковые трубы могут применяться практически во всех конструкциях трубопроводов, в любых условиях и местах.

Как у любого материала, у высокомолекулярных соединений имеется ряд недостатков, осложняющих работу или вовсе не позволяющих в некоторых случаях использовать продукцию из этих веществ. Поэтому, задаваясь вопросом, можно ли проводить газ пластиковыми трубами, следует учитывать предписываемые технологией ограничения.
Обустройство контуров из пластиковой продукции невозможно в случаях:
- Монтажа расположенных над землёй коммуникаций. Полимерные трубы должны пролегать под землёй, в толще грунта, независимо от его типа.
- Обустройства газопровода, по которому рабочая среда проходит под повышенным давлением (категории систем 1 и 2).
- В закрытых помещениях зданий всех типов – жилых, торговых или промышленных – и в коллекторах. Ограничение не строгое, однако рекомендуется для данных целей использовать стальные трубы (прочитайте: "Ассортимент стальных труб для газопроводов, преимущества и недостатки").
- На территориях, отличающихся повышенной сейсмоактивностью. Значение параметра должно составлять 6 баллов и выше.
- В любых контурах или технологических цепочках, где подразумеваются повышенные механические перегрузки статического или динамического характера, или высокие значения внутреннего давления: по стойкости к этим нагрузкам пластиковые трубы сильно уступают металлическим, в частности, стальным.
Сравнение пластиковых и металлических изделий
Преимущества полимерной продукции, в частности, пластиковых труб для газа в частном доме, были описаны выше, однако для правильности предварительного выбора необходимо сравнить свойства стальных и пластмассовых изделий.

Различия между металлом и пластиком:
- Цена. В любых случаях полимерные трубы значительно дешевле стальных с аналогичными размерными характеристиками. Это вызвано как разницей в стоимости сырья (нефтепродукты дешевле железа), так и отсутствием необходимости дополнительной защиты пластика: он в принципе не требует электроизоляции и нанесения на поверхность лакокрасочных материалов.
- Вес. Полимерные изделия, включая газовые трубы из полипропилена, весят намного меньше стальных и требуют меньше затрат времени и физических сил на обустройство контуров любых типов и сложности. Помимо этого, трубы из некоторых марок пластика перевозят в бухтах, что позволяет использовать более компактные транспортные средства.
- Универсальность. Подбор стальных труб сложнее, чем пластиковых: для стали требуется учитывать температурные, эксплуатационные и ландшафтные условия местности.
Марки полимерных труб
К самым распространённым видам пластиковых труб для газа относятся:
- Полиэтиленовые трубы высокого и низкого давления. Марка продукции, предназначенной для транспортировки газа, обозначается жёлтой полосой. Изделия подходят, кроме переноса газа, для монтажа контуров канализации и подвода холодной воды.
- Поливинилхлоридные трубы. Отличаются большей, по сравнению с предыдущим типом, прочностью. Подходят для систем газоснабжения и канализации. В качестве элементов водопровода не применяются, так как при контакте с поступающей водой выделяют опасный для здоровья хлорэтилен.
- Полипропиленовые трубы. В качестве материала изготовления труб для газа полипропилен – оптимальный вариант. Он жёстче полиэтилена, не выделяет токсических веществ, как поливинилхлорид, и не взаимодействует с большинством агрессивных сред. Таким образом, продукцию из данного материала можно применять практически во всех типах домашних коммуникаций.
Перечисленные материалы имеют свои достоинства и недостатки.
При низкой температуре окружающей среды полиэтилен становится ломким и непригодным для использования, наступает разгерметизация трубопровода.

Полиэтилен, в отличие от поливинилхлорида, не переносит воздействия ультрафиолета, поэтому должен быть проложен под землёй или в местах, куда не проникают прямые солнечные лучи.
Вся полимерная продукция малоустойчива к механическим повреждениям, поэтому её протягивают под землёй. Более прочный и современный вариант – трубы из металлопластика (детальнее: "Виды металлопластиковых труб для газа, преимущества и правила использования").
Подготовка к монтажу полимерных труб
Решая, можно ли провести газ полипропиленовыми трубами в конкретном случае, следует учитывать ряд рекомендаций по монтажу:
- Трубы должны пролегать в толще грунта. Изделия из ПВХ расширяются при нагревании незначительно, поэтому их можно закладывать в бетон или штольни.
- На этапе проектирования следует стараться избегать применения большого числа фитингов или сварочных швов.
- Если для соединения продукции были выбраны фитинги, нужно предпочесть прессованные или обжимные, как обеспечивающие наибольшую надёжность соединения.
Методики сварки элементов полимерных трубопроводов
Наиболее популярный и эффективный метод соединения труб – сварка.
Способы выполнения сварки подразделяются на три вида:
- Стыковой – наиболее простой, подходит для труб диаметром 5-16 мм.
- В раструб – в большинстве случаев применяется при обустройстве и последующем ремонте канализационных и водопроводных контуров. Подходит для полимерных изделий, диаметр которых находится в диапазоне 15-90 мм.
- Электромуфтовый – с применением электрической муфты, проходящий через контакты которой ток плавит и сваривает введённые в муфту пластиковые трубы с материалом изделия. Это особенно удачный метод для обустройства систем газоподачи из полиэтилена и полипропилена.

Поливинилхлоридные изделия пайке не подвергаются. Для их соединения используется специфический клей – «холодная сварка». Прочность и долговечность правильно выполненного соединения не уступает аналогичным показателям горячей сварки. Кроме того, для выполнения такой стыковки не требуется искать сварочный аппарат.
Порядок сварки труб
Когда у хозяина не осталось вопросов, используют ли полипропиленовые трубы для газа в частном доме, он может закупить сварочный аппарат, расходные материалы и приступить к работе или вызвать бригаду специалистов.
Аппараты для сварки (пайки) полимерных труб позволяют соединять изделия диаметрами вплоть до 120 мм и бывают следующих типов:
- программируемые;
- с гидравлическим приводом;
- с электрическим приводом.

Все эти устройства способны обеспечить хорошее качество сварного шва, поэтому при выборе следует ориентироваться на собственные материальные возможности.
Алгоритм сварки труб:
- Установить торцы соединяемых труб в аппарат для сварки. Надёжно зафиксировать.
- Поместить между изделиями нагревательную пластину, включить прогрев, дождаться, пока появится грата (слой оплавленного пластика).
- Вытащить нагревательный элемент и с усилием, не допуская вращения, соединить торцы изделий. Позволить им в таком положении остыть естественным образом.
Если все операции выполнены аккуратно, соединение выйдет прочным и герметичным и позволит долгое время не беспокоиться о ремонте газопровода.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Читайте также: