Сварка труб в квартире
Обновлено: 20.05.2024
Полипропилен является сравнительно новым строительным материалом. Слово «сравнительно» здесь употреблено не случайно. По сравнению с деревом, кирпичом и бетоном, полипропилен является на стройке новичком. И вообще он появился на свет в 1957 году. Это термопластичный синтетический полимер, характеризующийся высокой прочностью, теплостойкостью и большой степенью кристалличности. На основе полипропилена получают термопласт, высокопрочный пластик и другие экологически чистые материалы. Переработка и утилизация очень технологичны, поэтому полипропилен интенсивно применяют вместо других пластиков. Он устойчив к воздействию кислотных, щелочных и соляных растворов. Материал не пористый, поэтому он не впитывает жидкость. Он сохраняет свои диэлектрические свойства в большом диапазоне температур. Одно из самых популярных изделий из полипропилена – трубы для систем водопровода, теплоснабжения и других тому подобных задач. В зависимости от марки трубы, она может применятся при разных значениях рабочих температур, а потому используется в системах холодного и горячего водоснабжения.
Специфика пайки труб из полипропилена
Полипропиленовые трубы хороши тем, что из их кусков можно получать цельное монолитное изделие любой конфигурации. Создание длинного разветвлённого трубопровода из кусков и обрезков труб основано на применении технологии сварки (хотя часто неправомерно используется термин «пайка»). При воздействии на материал температуры свыше +200 ℃ происходит его размягчение. Если свести и плотно прижать один к другому два куска полипропилена и нагреть их, то частицы одного куска начнут проникать в тело другого. При застывании через несколько секунд получается участок, в котором два куска проникли один в другого, образовав твёрдый прочный участок, неотличимый по свойствам от исходных. Такой процесс обмена частицами материала называется «полифузией».

Оборудование для сварки
Расширение внедрения полипропиленовых труб в системы транспортировки жидкостей и газов потребовало интенсивного перевода технологии их соединения с ручных методов на механизированные. За короткое время разработаны десятки всевозможных аппаратов, качественно выполняющих сварку и диффузионную пайку полипропиленовых изделий.
Сварочные аппараты
Сварка или пайка полипропиленовых труб основана на диффузном процессе. Его суть заключается в том, что частицы одного нагретого куска материала при плотном соприкосновении проникают в тело другого куска. После застывания получается участок из смеси частиц двух кусков, по однородности и прочности не отличающийся от исходных. У всех сварочных аппаратов можно выделить основные функциональные элементы:
- блок регулировки служит для контроля мощности реального нагрева, он защищает от перегрева и стабилизирует выбранную мощность;
- рукоятка является составной частью ручных модификаций паяльников;
- зеркало нагрева передаёт тепло от нагревателя к рабочей трубе и насадкам.
Процесс пайки/сварки можно представить в виде последовательности этапов. Деталью аппарата под названием «утюг» нагревают шов будущей сварки. Затем прогревают подготовленные торцы труб, соединяют их и плотно прижимают. Через несколько секунд шов охлаждается, застывает и готов к работе.
Этот принцип реализован во многих конструкциях. Их различия в размерах, нагревательных элементах, механизме сведения и прижима двух свариваемых труб. Хорошая мощность нагревательного элемента допускает возможность работы с большими диаметрами труб. Рабочие поверхности должны быть покрыты тефлоном для их защиты от налипания разогретого полипропилена. В продажный комплект часто входит много разнообразных насадок, но иногда среди них попадаются абсолютно ненужные, которые положили только для поднятия цены комплекта.
Другие инструменты
Оборудование для сварки или пайки полипропилена условно можно представить в виде двух групп – устройства ручные и механические. Если труба имеет диаметр более 63 см и толщину стенки не менее 4 мм, рекомендуется применение механизированной аппаратуры. Она выполнена в жёстком корпусе, оснащена полукруглыми центраторами. Торцы труб подготавливаются электроторцевателями, которые оснащены двусторонними ножами. После прогрева трубы сводятся до соприкосновения, сила давления регулируется вручную рычагом. Контроль усилия осуществляется по встроенному динамометру.
Трубы с большими диаметрами, применяемые на промышленных предприятиях, сваривают на электрогидравлических установках. От механических они отличаются наличием гидравлического прижима. Эти устройства очень дорогие, для сварки труб малого диаметра их применение считается нерентабельным. На некоторых из этих установок можно вести сварку Т-образных конфигураций.
Существуют аппараты для сваривания труб разных диаметров. Здесь главное, чтобы можно было выдержать соосность и плотно свести торцы. Все операции такие же, как и в случае с трубами одинаковых диаметров, но требуется более высокая точность.
При выполнении муфтовой пайки прогреваются одновременно и внешняя, и внутренняя поверхности.
Расчёт материала и комплектующих
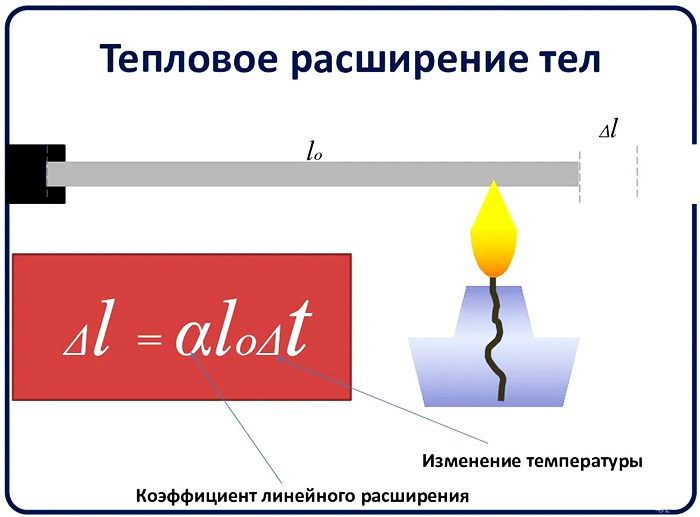
Пайка и сварка полипропилена – довольно сложный технологический процесс, который требует выполнения предварительных расчётов. Дело в том, что различные полимерные материалы при нагреве или охлаждении меняют свои размеры интенсивнее, чем металлы. А в конструкциях систем тепло- и водоснабжения разные материалы связаны довольно жёстко. Проектировать, конструировать и монтировать систему нужно таким образом, чтобы разница в температурных коэффициентах линейного расширения не приводила к разрушению системы и аварийным ситуациям. Для этого обеспечивают возможность скольжения спаренных деталей относительно друг друга, компенсацию изменений длины труб, правильную расстановку неподвижных креплений. Правильные проектные решения выполняются на основании расчётов. В основе этих расчётов лежит формула изменения длины трубопровода при изменении его температуры.
Проектирование и монтаж трубопроводов необходимо выполнять с обеспечением свободного перемещения трубы на расстояние расчётного расширения. В трубопроводе создаются компенсирующие участки. Их и неподвижные крепления нужно правильно расставить по длине трубопровода. Неподвижные крепления труб должны направлять удлинение трубопроводов в сторону компенсаторов.
Для уменьшения температурных изменений длины полипропиленовые трубы делаются трёхслойными. Между двумя слоями пластика прокладывается алюминиевая лента. Она тормозит удлинение трубы при нагреве. В любом случае изменение длины заготовленной трубы при реальной эксплуатации трубопровода необходимо учитывать при проектировании и монтаже.
Инструкция по пайке для начинающих
Пайка и сварка полипропилена представляет собой процесс, состоящий из нескольких операций. Их нужно выполнять в определённой последовательности и строго по инструкции.
Подготовительные работы
К подготовке процесса сваривания труб относятся много разнообразных мероприятий. Нужно подготовить то пространство, в которое лягут сваренные трубы, провести разметку предполагаемой трассы и нарезать трубы в соответствии с длиной участков. Подготавливаются торцы обрезанных труб. Сама обрезка выполняется специальными ножницами под прямым углом.

Срезанные торцы шлифуются наждачной бумагой и обезжириваются этиловым спиртом или мыльным раствором.
Обезжиривание торцов свариваемых элементов
Для выполнения обезжиривания запрещается использовать всевозможные растворители типа ацетона, бензина. После протирки торцов материал тщательно просушивается.
Разметка глубины посадки трубного изделия
Если два обрезка трубы свариваются через муфту, нужно подготовить и зачистить концы двух труб до размеров, указанных в таблице.
Таблица 1. Степень зачистки трубы
Температура паяльника
При термическом соединении двух полипропиленовых деталей важно обеспечить выполнение двух важных нормативов – температуры нагрева и времени длительности процесса.
Процесс пайки/сваривания двух секций трубы выполняется специальным паяльником или «утюгом». Температура пайки назначается в зависимости от вида трубы, а эта информация в виде маркировки наносится производителем по длине трубы. Правильное время процесса выбирается по таблице с учётом температуры окружающей среды, диаметров фитингов и труб, температуры паяльника и предварительного разогрева самой трубы.
Таблица 2. Режимы пайки полипропиленовых труб
Процесс спаивания ПП-труб
Полипропилен при нагреве становится мягким, как пластилин. Происходит встречное проникновение частиц жидкого материала из одной детали в другую. После остывания материал твердеет, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Обязательными условиями качественного соединения являются:
- нагрев в соответствии с рекомендательными таблицами;
- выполнение всех рекомендаций инструкций оборудования;
- обязательная идентичность марок соединяемых материалов;
- выполнение плотной стыковки торцов и фитингов, без зазоров обеспечивается шлифовкой обрезанного края труб наждачной бумагой.
Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов.

Температура нагрева задаётся в пределах 255–265 ⁰C. При превышении показателя в 270 ⁰C шов получается тонким, неспособным удержать напор воды.
При сварке пластиковых труб обязательно происходит техническая пауза в несколько секунд после нагрева. В это время производится снятие деталей с ТЭНа. Чтобы в холодном помещении за этот период разогретые участки не успели остыть, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора.
Финальная зачистка
После окончания сварки необходимо проверить качество сварного участка. В процессе самой пайки в течение первых 2–4 секунд возможна минимальная коррекция взаиморасположения двух свариваемых деталей. В трубу подаётся вода с постепенным увеличением давления. Непрерывно контролируется отсутствие протечек.
Особенности укладки трубопровода
При изготовлении системы транспортировки жидкостей или газов из полипропиленовых труб необходимо учитывать, на какое давление эти трубы рассчитаны. Об этом говорит их маркировка., а именно показатель PN. Он указывает номинальное давление в кгс/см2 (1 кгс/см 2 = 0,967 атмосфер) постоянства эксплуатационный ресурса. При этом базовая температура теплоносителя принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа полипропиленовых труб с различными показателями PN:
- PN10– для холодного водопровода.
- PN16– для холодного и для тёплого водопровода.
- PN20– для горячей воды и систем отопления.
- PN25– для систем отопления, особенно центрального типа.
Цвет трубы к её характеристикам не имеет никакого отношения.
Пластиковые трубы следует разводить по стенам по правилам, чтобы предотвратить их провисание и деформацию при нагреве протекающей по ним горячей водой. Для фиксации труб на стенах существует большой набор специализированного крепежа: клипсы одинарные, наборные, с зажимом и хомуты на шпильке, спаренные, пристенные. Для предупреждения деформации существуют компенсаторы: Z-образные, П-образные, Г-образные, кольцевые.
При монтаже не рекомендуется устраивать поворот трубы в углу. При термическом удлинении поворот упрётся в противоположную стену и может произойти поломка.
Распространённые ошибки
Главной ошибкой современных малоквалифицированных ремонтников является пренебрежение классическими правилами технологии работ. Происходит ускоренная сдача вместо тщательного исполнения каждой технологической операции.
Обязательным условием для получения результата с высоким качеством является аккуратное хранение труб в чистоте, поскольку очень часто трубы поступают на сварку далеко не в «парадном» виде.
Также большое значение для получения качественной сварки имеют правильно выбранные температура нагрева и время выдержки деталей при ней. Несоблюдение этих обязательных норм приводит к слабому и недолговечному шву. Длительность естественного остывания шва тоже сказывается на его прочности и долговечности.
Альтернативы сварочным работам
Сварка не является единственным решением при необходимости прочно соединить две детали, даже из разнородных материалов.
Использование компрессионных фитингов
При необходимости быстро соединить полипропиленовые трубы между собой или с металлическими применяют специальные изделия – компрессионные фитинги. Соединение получается быстроразборным и удобным в эксплуатации.

Холодная сварка полипропилена
Существует большое разнообразие клеев, способных заменить сварку при монтаже трубопроводов. Они склеивают в любых сочетаниях пластик, металл, стекло, керамику, дерево, ДСП. Клеи обеспечивают герметичность шва.
Заключение
Наука, техника и технологии в области строительных материалов двигаются вперёд быстрым темпом. А строители всем новациям быстро находят применение.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются

Сварка труб применяется для надёжного соединения конструкции, где нужна герметичность. Качество швов зависит от аппаратуры и опыта мастера. Рассмотрим, какие есть виды электродов и для чего предназначен каждый из них. Также ознакомимся с видами швов и соединений. Разберём, какие предварительные работы необходимо сделать перед сваркой. И узнаем несколько полезных советов, которые пригодятся новичку в процессе.
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки.

Предварительные работы
Для того, чтобы качественно соединить трубы сваркой требуется тщательно подойти к процессу подготовки поверхностей. Так как часто при выполнении шва приходится работать со старыми трубами, то первым делом следует зачистить рабочую поверхность металла до блеска, чтобы на краях не было ржавчины, краски или окалин. Размер поверхности для очистки должен составлять не меньше 1 см от края.
На краях труб следует сделать фаску (сточить края под углом 65-70°) и оставить притупление в 2 мм (не сточенная часть). После этого рекомендуется обезжирить трубы в месте сварки с помощью химических веществ, например, растворителя, спирта или их аналогов. Это поможет создать более качественную адгезию (прилипание) материала на рабочей поверхности.
Также требуется проверить края труб на наличие дефектов. Изделия с трещинами или сколами могут плохо соединиться, а также при начале работ давление или повышение температуры может разрушить место с повреждённой поверхностью.
При сварке следует учесть толщину стенок материала, так как сварить две трубы может оказаться невозможно или очень сложно. Требуется проводить работы между 2 поверхностями с одинаковой толщиной, так как полноценного соединения тонкостенной и толстостенной труб не получится из-за недостаточного приваривания шва. Также при таком процессе тонкую трубу можно проварить насквозь, что будет являться причиной деформации или поломки в месте стыка.
При сварочных работах также следует учесть угол среза труб. Он должен составлять 90°, так как шов будет не таким прочным, а это может привести к деформации или разрушению соединения. Также при сварке 2 труб проще делать шов прямым, чем диагональным, так как это более удобно и менее затратно по времени.
Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:
- соединение встык – это метод при котором две детали должны находиться друг напротив друга, например, 2 конца трубы;
- тавровый стык или сварка в тавр – это способ, которым чаще всего пользуются при врезке в трубу. Он подразумевает под собой соединение 2 труб перпендикулярно друг другу (в форме буквы «Т»);
- крепёж внахлёст применяется для более герметичной сборки 2 труб, а также при небольших расхождениях в диаметре или при наличии неровностей. Для такой сварки одну из труб развальцовывают (увеличивают край с помощью специального инструмента, растягивая её поверхность изнутри) и надевают её край на другой конец поверхности;
- угловая сварка – это процесс соединения 2 деталей под разными углами. Чаще всего это 45°, 60° или 90°.

Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Видео описание
В этом видео показаны виды сварочных швов
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
В этом видео показано, как правильно варить трубу электросваркой

Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.
Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
В квартире и доме своими руками
Практические советы по электрике, сантехнике, водопроводу, отоплению жилых помещений.
Сварочные работы в квартире: безопасность, ответственность

Вступление
Бывают случаи ремонта, когда выполнение сантехнических работ не возможно без сварки. Особые сложности сварочных работ возникают в жилых квартирах, где есть соседи, мебель, жильцы. В них сварочные работы в квартире нужно проводить с особой осторожностью.
Про сварочные работы в квартире
В жилом секторе, обычно используется два типа сварки: электрическая и газовая. Электрическая дуговая сварка используется для резки и сваривания металлов нагретой электрической дугой. Газовая сварка, также используется для резки и сварки металлов нагревом горящей смеси из баллонов кислорода и ацетилена.
Стоит отметить, что оба перечисленных вида сварки пожароопасные. Газовая сварки еще и взрывоопасна. Поэтому, соблюдение мер взрыво- и пожарной безопасности очень важны, особенно в жилых домах.

сварка байпаса
Опасности при проведении сварочных работ в квартире
Любой вид сварных работ связан с высокими температурами. Электрод электросварки и горелка газовой сварки имеют температуру несколько тысяч градусов по Цельсию. Кроме этого почти до таких же температур нагреваются свариваемые или срезаемые металлы труб и металлических конструкций квартиры.
Как следствие любой контакт воспламеняющихся предметов, вещей, веществ со сваркой может привести к пожару.
Кроме этого разогретый металл, имеет свойства растекаться при сварке и даже капать на пол и попадать на стены. Как следствие, при сварочных работах в жилом помещении возможны прогорания отделочных материалов пола и стен, а также прожиги мебели.
Особую опасность несут в себе баллоны для газовой сварки. Их неправильное хранение приводит НЕ к пожару, а к взрыву.
Еще об одной опасности нельзя забывать, проводя сварочные работы в квартире – это соседи. Как я уже упомянул, капли расплавленного металла от сварки могут попасть в квартиры соседей. Например, при проведении сварочных работ на балконе. Или проводя работы в ванной по замене стояков водопровода или установки сварного байпаса.
Проводя сварочные работы в квартире всегда нужно помнить о потенциальной опасности возгорания. Желательно предупредить о сварочных работ соседей и после окончания сварочных работ еще несколько часов следить за местом их проведения, чтобы исключить тлеющее возгорание.

Газовая сварка
Ответственность
Вопрос безопасности сварочных работ непосредственно связан с ответственностью за последствия их проведение. Например, сантехники при смене радиатора отопления с использованием сварки рабочие прожгли вам паркет или мебель. Или при замене стояка водопровода, загорелся туалет у соседей снизу.
У законов много нюансов, но в подобных случаях работает следующее правило:
Ущерб от проведения сварочных работ в квартире, если такой получился, должен возмещать виновник. Виновником считается лицо, организовавшее или производившее сварочные работы и нарушившее правило пожарной безопасности.
То есть, если вы пригласили для сварочных работ организацию, первым виновным будет эта организация. Если вы сами организовывали работы и пригласили прсотого сантехника «по газете», ответственность, скорее всего, будете нести вы.
Меры безопасности
Чтобы не нести ответственность никому, соблюдайте элементарные меры безопасности и не надейтесь, что их соблюдет сантехник.
- От места проведения сварочных работ уберите всю мебель на расстояние более 1 метра;
- Со стен уберите обои и другие отделочные материалы. Если такой возможности нет, отделите место сварки от стен негорючими материалами;
- То же проделайте с полом;
- Исключите попадание расплавленного металла от сварки к соседям;
- Желательно не хранить у себя в квартире баллоны для газовой сварки. Работы сделали – баллоны увезли.
Вывод
Нет никаких причин, бояться сварочные работы в квартире. Есть серьёзные причины относиться к проведению этих работ легкомысленно и надеяться, что рабочие сделают всё аккуратно и правильно. Контролируйте подготовку к сварочным работам и их проведение самостоятельно, и всё будет хорошо.
Сварка труб отопления: чем лучше и как варить металлические трубы отопления. Пошаговое руководство по электросварке
Сварка металлических труб отопления используется там, где применяют котел, функционирующий с высокотемпературным теплоносителем.

Такой метод соединения стыков считается более: надежным, герметичным, долговечным, устойчивым перед термическими нагрузками.

Содержимое обзора
Способ сварных соединений
Посредством сварки можно соединить трубы настолько герметично, что вероятность протечки будет равна 0%. Это могут быть, как фланцевые, так и муфтовые стыки. Выполнение сварного шва осуществляется посредством сплавления металла по кромкам отрезков двух труб.











- Металла, из которого выполнены трубы;
- Толщины их стенок;
- Варианта сопоставления друг с другом.

- Встык. Заготовки соприкасают друг с другом по сечению.
- Фрагменты выставляют перпендикулярно. По виду они должны напоминать букву Т.
- Между двумя деталями должен присутствовать угол в 45-90градусов.
- С нахлестом. Край одной трубы развальцовывают и надевают на поверхность другого, после чего проводят сваривание стыков.

Типы сварных швов
- Горизонтальные. Заготовки должны быть расположены взаимно-вертикально. Эта схема встречается при монтаже водоснабжения, отопления.
- Вертикальные. Заготовки должны быть размещены взаимно-горизонтально. Электрод ведется по направлению снизу вверх или сверху вниз.
- Потолочные. Из-за того, что трубопровод находится слишком высоко, то сваривание начинают с нижней части трубы. Мастеру приходится держать руку над собой.
- Нижние. Сварку начинают с верхней точки соединения заготовок.

Самым удобным способом считает нижний шов. Во время сварки, у специалиста будет хороший обзор рабочего поля, есть возможность поворачивать соединяемые фрагменты, чтобы ускорить процесс и повысить продуктивность работы.









Электроды и их предназначение
- Если толщина стенок заготовок до 5мм, то подойдет электрод с диаметром в 3мм, а если толщина доходит до 10мм, то выбирают электрод с диаметром в 4мм.
- Показатель величины сварочного тока, при условии, что трубы соединяются встык, варьируется в пределах 90-110А, а внахлест – 120А.

При работе с отопительным трубопроводом очень редко используют неплавящиеся вольфрамовые или графитные электроды. Для их эксплуатации нужно задействовать присадочную проволоку и инертный газ.

Стальные электроды обладают обширной областью применения, а конкретное предназначение зависит от того, каким они обладают покрытием.

- Целлюлозной, которыми сваривают трубы при прокладывании магистрального водоснабжения;
- Рутилово-кислотной, подходящих для монтажа коммунального теплоснабжения;
- Рутиловые, у которых качество выше, чем у рутилово-кислотных;
- Рутилово-целлюлозной, благодаря которым можно выполнить идеально качественное соединение, сваривая трубы по вертикальной методике;
- Универсальной, которые можно задействовать при работе с трубами независимо от показателя их: толщины, диаметра и при любой температуре окружающей среды.

Сборка трубной системы отопления
- Это позволит зафиксировать их в нужном положении, исключить перекос.
- Когда диаметр трубы превышает 30см, достаточно сделать 4 точки соприкосновения, длина которых будет в 5см.
- Располагают их крестообразно. Если отрезки большого размера, то интервал размещения прихваток достигает 30см.

- Стык покрывают непрерывным швом. Для этого нужно продвигать электрод вдоль до того момента, пока заготовки не будут соединены на 100%.
- Чтобы глубоко прогреть металл его нужно наклонять под углом в 30-60 градусов. Варочная ванна двигается вслед за ним.
- Чтобы провести поверхностный нагрев, изменяют положение на противоположное.
- При толщине сечения трубы в 6 мм, ее сваривают 2 швами.
- Металл с толщиной в 12 мм сваривают при помощи 3 швов.
- Толстостенные трубы стыкуют 4-6 швами.

В любом случае, прежде, чем накладывать новый слой сварки нужно подождать пока высохнет предыдущий и тщательно отбить шлак с его поверхности.

Если приходиться сваривать поворотный стык, в котором нужно менять направление трубопровода, необходимо воспользоваться таким прибором, как специальный вращатель. Он позволяет зафиксировать заготовку в нужном положении, обеспечить мастеру свободный доступ к стыкам с любой стороны.

При отсутствии такого приспособления окружность порывают двумя швами. После этого трубу поворачивают руками и поэтапно нужно сварить оставшиеся участки. Сваривание неповоротных стыков делают с нижней части, постепенно двигаясь вверх.

Советы специалистов
- Чтобы сваривать стыки в труднодоступных местах, необходимо подготовить согнутые электроды и зеркальце, которое позволит контролировать весь процесс.
- Меняя электрод на новый, шов делают с нахлестом на уже наложенный в 1,5см.
- Для улучшения качества соединения, поверхностный шов должен быть сделан в направлении, обратном относительно нижнего.
- Нельзя завершать верхний шов там, где начинался тот, что расположен снизу.

Соблюдая установленные правила, прислушиваясь к советам более опытных мастеров, выполнить сборку системы отопления и ремонт труб отопления сваркой без оплошностей.









Банальные ошибки могут стать причиной протечек при опрессовании в зимнее время. Устранить такие проблемы порой очень сложно, особенно если трубопровод будет проложен в труднодоступных местах.
Читайте также: