Сварка трубопроводов в нитку
Обновлено: 14.05.2024
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10. 20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
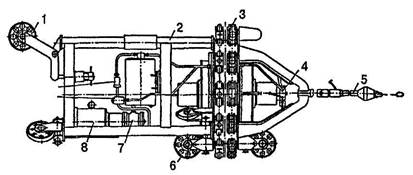
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан
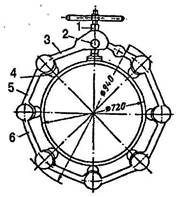
Рис. 9.11. Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта разработана на оборку и сварку 1 км трехтрубных секций в нитку на трассе поточно-групповым методом при строительстве линейной части магистральных трубопроводов диаметром 1420 мм.
1.2. При разработке типовой технологической карты приняты исходные данные:
трубы электросварные, прямошовные и спиральношовные из горячекатаных, в том числе с контролируемой прокаткой, нормализованных и термически упрочненных низколегированных сталей с нормативным значением временного сопротивления на разрыв до 588,7 МПа (60 кгс/мм 2 ) и термоупрочненных до 637,5 МПа (65 кгс/мм 2 ); предусмотренные проектом, неизолированные:
толщина стенки труб
длина секций труб
количество трехтрубных секций в 1 км
количество стыков в 1 км
1.3. Карта предусматривает применение машин и механизмов, представленных на схеме сборки и сварки трехтрубных секций в нитку и в разделе "Материально-технические ресурсы".
1.4. Работы по сборке и сварке секций труб в нитку выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
1.5. В состав работ, рассматриваемых картой, входят:
сборка секций труб в нитку, включая сварку корневого слоя шва и "горячего прохода" электродами с целлюлозным видом покрытия;
ручная электродуговая сварка заполняющих и облицовочного слоев шва электродами с основным видом покрытия.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. Выполнению работ по сборке и сварке секций труб на трассе предшествует комплекс организационно-технических мероприятий и подготовительных работ:
назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник-ПИЛ);
расчистка с устройством вдольтрассового проезда и планировка полосы отвода;
восстановление и закрепление на местности проектной оси строящегося трубопровода;
вывозка и укладка вдоль трассы секций труб на инвентарные лежки;
размещение в зоне производства работ механизмов, оборудования, приспособлений;
получение производственно-технической документации и ознакомление членов бригады с применяемой технологией сварочных работ;
инструктаж членов бригады по технике безопасности и производственной санитарии, включая безопасность работ в охранных зонах действующих трубопроводов;
проверка и испытание грузозахватных приспособлений для подъёма секций труб;
установка на полосе отвода, в зоне производства работ, вагончиков для обогрева людей, хранения сварочных материалов, инструмента и инвентаря.
Температура прокалки, производимой в течение 1 ч, необходимого количества электродов (в расчете на одну смену) представлена в табл. 1.
Таблица 1
Тип сварочных электродов
Температура прокалки, °С
Примечание. Электроды с целлюлозным видом покрытия, доставленные к месту работ с неповрежденной герметической упаковкой (в жестяных банках или картонных коробках с герметизирующей пленкой), разрешается использовать по назначению без предварительной прокалки.
Электроды используются после прокалки в сроки, указанные в табл. 2.
Таблица 2
Вид покрытия электродов
Срок годности при хранении в сухих помещениях, сут.
Электроды с основным видом покрытия
Электроды с целлюлозным видом покрытия
Примечание. При хранении прокаленных электродов с основным видом покрытия в сушильных шкафах (с температурой 135-150 °С ) срок их хранения не ограничивается.
2.2. Перед сборкой и сваркой секций труб необходимо выполнить следующее:
очистить внутреннюю поверхность труб от возможных загрязнений;
провести визуальный осмотр поверхностей труб и при обнаружении дефектов произвести необходимый ремонт, в том числе:
устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но не более 5 % от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска;
Трубы с царапинами, рисками, задирами глубиной более 5 % от толщины стенки, вмятинами глубиной, превышающей 3,5 % от диаметра трубы, или с забоинами и задирами фасок глубиной более 5 мм ремонту не подлежат; дефектные участки труб следует обрезать.
Правку вмятин на кромках после газокислородной или воздушно-пламенной резки можно проводить только с подогревом участка трубы до температуры 150-200°С.
Забоины на кромках глубиной не более 5 мм допускается ремонтировать сваркой электродами с основным видом покрытия, используя местный подогрев.
2.3. Основные типы разделки кромок труб для ручной дуговой сварки приведены на рис. 1.
Рис. 1. Схема разделки кромок труб:
а - с толщиной стенки до 16 мм;
б - с толщиной стенки более 15 мм
Примечание. Размер В зависит от толщины стенки трубы и для труб с толщиной стенки 15,7 мм составляет 7 мм.
2.4. Сборка секций труб в плеть, включая сварку первого (корневого) слоя шва и второго ("горячего прохода"), производится в три этапа:
первый - зачистка кромок труб перед сборкой я сваркой;
второй - центровка секций труб с ниткой трубопровода при помощи внутреннего центратора ЦВ-144 и ручная электродуговая сварка стыка первым (корневым) слоем шва электродами с целлюлозным видом покрытия, включая предварительный подогрев;
третий - сварка второго ("горячего прохода") слоя шва электродами с целлюлозным видом покрытия.
2.4.1. Кромки и прилегающие к ним внутреннюю и наружную поверхности секций труб зачищают до чистого металла на ширину не менее 10 мм шлифовальными машинками с абразивными кругами.
2.4.2. Подготовленную секцию перемещают трубоукладчиком и пристыковывают к нитке трубопровода. Внутренний центратор ЦВ-144 выдвигают из полости нитки трубопровода и устанавливают так, чтобы жимки первого ряда после полного разжатия были скрыты за её кромкой. Зазор в стыке должен быть 1,5 - 2,5 мм.
2.4.3. Предварительный подогрев осуществляется на ширину не менее 150 мм у каждой кромки газовыми подогревателями ПС-1421, укомплектованными шестью баллонами БГ-П-50. Подогреватель ПС-1421 питается горючим газом из емкости PC -1600. Вспомогательным оборудованием для установки ПС-1421 являются бензиноэлектрический агрегат АБ-40 и две шлифовальные машинки мощностью по 1,9 кВт. Необходимость предварительного подогрева и его параметры определяют по табл. 6 и 7 ВСН 006-89 "Строительство магистральных, и промысловых трубопроводов. Сварка" в зависимости от эквивалента углерода стали, толщины стенки стыкуемых труб, температуры окружающего воздуха.
2.4.4. По окончании центровки производится сварка первого корневого слоя шва, при этом по обе стороны стыка, как и при сварке всех слоев шва, должны быть установлены инвентарные и страховочные опоры.
Сварка корневого слоя шва осуществляется электродами с целлюлозным покрытием на постоянном токе обратной или прямой полярности в направлении сверху вниз без колебательных движений, при опирании конца электрода на кромки свариваемых труб.
Скорость сварки корневого слоя должна быть в пределах 16-22 м/ч. Поддержание, достаточно высокой скорости сварки обусловлено формированием под дугой жидкой ванны. По окончании сварки всего корневого слоя шва внутренний центратор перемещается для осуществления центровки следующего стыка. Сваренный корневой слой шва немедленно обрабатывается абразивным кругом.
2.4.5. Сразу после обработки сваренного корневого слоя шва должен быть выполнен "горячий проход".
2.4.6. Рекомендуемые значения сварочного тока при сварке корневого слоя шва и "горячего прохода" приведены в табл. 3.
1.1.Типовая технологическая карта разработана на сборку и сварку 1 км трехтрубных секций в нитку на трассе при строительстве магистральных трубопроводов диаметром 426 мм .
1.2. При разработке карты приняты исходные данные:
трубы из горячекатаных низколегированных, углеродистых сталей с нормативным значением временного сопротивления на разрыв до 410 МПа (42 кгс/мм 2 ); предусмотренные проектом, неизолированные;
толщина стенки труб - 8 мм ;
длина секции - 34,5 м ;
количество секций в 1 км- 29;
количество стыков в 1 км - 29;
сварка производится электродами с основным видом покрытия.
1.3.Машины и механизмы, применяемые при сборке и сварке, представлены в разделе "Материально-технические ресурсы".
1.4.Работы по сборке и сварке секций в нитку выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
1.5.В состав работ, рассматриваемых картой, входят: сборка секций труб в плеть с помощью наружного центратора; ручная электродуговая сварка шва.
2.1. Выполнению работ по сборке и сварке секций труб в нитку предшествует комплекс организационно-технических мероприятий и подготовительных работ:
назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник полевой испытательной лаборатории);
расчистка и планировка полосы отвода с устройством вдоль трассового проезда;
размещение в зоне производства работ всех необходимых машин, механизмов, оборудования и инструмента;
получение производственно-технической документации и ознакомление членов бригады с применяемой технологией сварочно-монтажных работ;
проверка и испытание грузозахватных приспособлений для подъема секций труб;
установка на полосе отвода в зоне производства работ вагончиков для хранения сварочных материалов, инструмента, инвентаря и отдыха рабочих. Необходимое количество электродов (в расчете на одну смену) должно быть просушено.
2.2. Перед сборкой и сваркой секций труб необходимо:
очистить внутреннюю полость труб от попавших внутрь грунта, грязи и снега;
провести визуальный осмотр поверхностей труб и при обнаружении дефектов выполнить необходимый ремонт.
В процессе ремонта следует:
устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм , но не более 5 % от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска;
Трубы с царапинами, рисками, задирами глубиной более 5 % от толщины стенки, вмятинами с глубиной, превышающей 3,5 % от диаметра трубы, или с забоинами и задирами фасок глубиной более 5 мм ремонту не подлежат; дефектные участки труб следует обрезать.
2.3. Основной тип разделки кромок труб приведен на рис. 1.
Рис. 1. Основной тип разделки кромок для труб с толщиной стенки до 16 мм
2.4.Кромки труб и прилегающие к ним поверхности (внутреннюю и наружную) необходимо зачистить электрошлифовальной машинкой на ширину не менее 10 мм до металлического блеска.
2.5.Подготовленную к центровке и сборке секцию перемещают трубоукладчиком и пристыковывают к нитке трубопровода с зазором. Численные значения зазоров в стыках при сборке приведены в табл.1.
Диаметр электродов, мм
Значение зазора при толщине стенки труб, мм
Ручная дуговая сварка электродами с основным видом покрытия
2.6. Сборку стыков и сварку трубопровода в нитку следует производить с использованием инвентарных опор.
Сборка стыков производится с применением наружного центратора. Количество прихваток, равномерно распределяемых по периметру стыка, должно быть не менее двух, а длина каждой - не менее 30- 50 мм .
Смещение кромок электросварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3 мм . Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок не более 2 мм . Измерение величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном.
2.7. При наличии влаги на поверхности труб и независимо от прочности металла обязательна просушка торцов труб нагревом до температуры плюс 20-50 °С
2.8. Просушка торцов труб с прилегающими к ним участками шириной не менее 150 мм производится непосредственно перед прихваткой кольцевыми нагревателями.
2.9. Прихватка стыка производится электродами с основным видом покрытия, указанными в табл.2.
Толщина стенки, мм
Нормативное значение временного сопротивления разрыву, МПа(кгс/мм 2 )
Для прихватки, сварки и ремонта первого слоя шва
Для сварки и ремонта заполняющего и облицовочного слоев шва
2.10. По окончании прихватки наружный центратор снимается, прихватки зачищаются электрошлифовальной машинкой, а звено по сборке переходит к следующему стыку.
11.11. Сварку первого и последующих, включая облицовочный, слоев шва выполняет самостоятельное звено, используя электроды, указанные в табл.2.Заполняющий слой шва должен обеспечивать проплавление кромок свариваемых труб.
2.12.Рекомендуемые значения сварочного тока при сварке электродами с основным видом покрытия способом "на подъём" приведены в табл.3. Ток постоянный, полярность обратная.
Сварочный ток в зависимости от пространственного положения шва, А
2.13. Минимально допустимое число слоев шва при ручной дуговой сварке должно составлять:
при толщине стенки труб до 10 мм - 2
После завершения сварки первого и заполняющего слоев шва необходимо тщательно очистить их от шлака шлифовальной машинкой с применением шлифовальных кругов. Облицовочный слой шва зачищают от шлака с применением шлифовальных щеток.
2.14.Облицовочный слой должен иметь плавное очертание и сопряжение с поверхностью трубы, без подрезов и других видимых дефектов. Облицовочный слой должен перекрывать основной металл в каждую сторону от шва на 2,5- 3,5 мм и иметь усиление высотой 1- 3 мм .
2.15. Сварные соединения разрешается оставлять незаконченными только на одни сутки после окончания рабочего дня или при остановке работ, если число выполненных слоев шва соответствует данным табл. 4, в противном случав стык должен быть вырезан и заварен вновь.
Толщина стенки трубы, мм
Необходимое число слоев при сварке корневого слоя шва электродами с основным видом покрытия
Стык заваривается полностью
2.16. Комплекс работ по сборке и сварке секций труб в нитку выполняет бригада, состоящая из двух звеньев:
по сборке секций труб в плеть- 6 чел;
по сварке первого и последующих слоев шва - 9 чел.
2.17.Схема сборки и сварки трехтрубных секций в нитку на трассе представлена на рис.2.
3. ТРЕБОВАНИя К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1.для обеспечения требуемого качества работ необходимо проводить:
проверку квалификации сварщиков;
контроль исходных сварочных материалов и труб(входной контроль);
систематический операционный (технологический) контроль, осуществляемый в процессе сборки и сварки;
визуальный контроль (внешний осмотр) и обмер готовых сварных соединений;
проверку сварных швов неразрушающими методами контроля.
3.2. Аттестацию и проверку квалификации сварщиков осуществляет постоянно действующая комиссия треста под председательством его главного инженера в объёме и с использованием методик, определяемых требованиями ВСН 006-89 "Строительство магистральных и промысловых трубопроводов. Сварка" и СНиП III -42-80 "Правила производства и приемки работ. Магистральные трубопроводы".
3.4.Для проведения сварочных работ допускается применение электродов тех марок, которые регламентируются требованиями ВСН 006-89.
3.5. Операционный контроль проводят мастера и производители работ. При этом проверяется правильность и последовательность выполнения технологических операций при сборке и сварке.
3.6. При сборке соединений под сварку проверяют:
чистоту полости секций труб и степень зачистки кромки;
прилегающих к ним внутренней и наружной поверхностей;
соблюдение допустимой разностенности свариваемых секций труб;
соблюдение допустимой величины смещения наружных кромок свариваемых секций труб;
величину технологического зазора в стыках.
Ведется контроль за температурой просушки.
3.7.В процессе сварки проверяют:
порядок наложения слоев и их количество;
правильность выбора материалов, применяемых для сварки всех слоев шва.
3.8.При осмотре сварного стыка проверяют:
наличие на каждом стыке клейма сварщика или бригады;
наличие на конце каждой плети ее порядкового номера;
отсутствие наружных трещин, незаплавленных кратеров и выходящих на поверхность пор;
точность размеров сварных швов.
3.9.Сварные стыки, которые по результатам визуального контроля и обмера отвечают требованиям ВСН 006-89 и ВСН 012-88 (часть I ), подвергаются неразрушающему методу контроля в объёме и методами, указанными в проекте, в соответствии с требованиями ВСН 012-88 , часть I .
3.10. Контроль качества сварных соединений неразрушающими методами проводится работниками контроля (ПИЛ, специализированных управлении по контролю и т.п.).
3.11. При выполнении сварочных работ следует своевременно оформлять исполнительную производственную документацию и акты промежуточной приемки в соответствии с перечнем, представленным ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ" (часть II ), в том числе:
список сварщиков, составляемый службой главного сварщика, форма № 2.3;
журнал сварки труб, который ведет производитель работ, форма № 2.6 (2.6 а);
заключение по проверке качества сварных соединений физическими методами контроля, составляемое службой контроля качества, форма № 2.9;
заключение о результатах механических испытаний контрольных и допускных сварных соединений, составляемое службой контроля качества, форма № 2.12.
3.12. Технические критерии и средства контроля операций приводятся в табл.5.

Рис.2. Схема сборки и сварки трехтрубных секций в нитку:
1 - трубоукладчик ТГ-61; 2 - захват клещевой полуавтоматический КЗ-426; 3 - центратор наружный эксцентриковый ЦНЭ-37-42; 4 - сварочная установка УС-21; 5 - инвентарная опора; 6 - бровка траншеи; 7 - передвижные вагончики для обогрева людей и хранения сварочных материалов
Наименование процессов, подлежащих контролю
Инструмент и способ контроля
Технические критерии оценки качества
Дефекты поверхности стенок труб
Овальность и разнотолщинность стыкуемых секций труб, косина торцов, разделка кромок
Шаблон, штангенглубиномер, рейка нивелирная, рулетка, линейка
До начала сборки секций труб в нитку
Работник службы контроля, ПИЛ, прораб
Выбор электродов, наличие сертификатов, соответствие маркировки, состояние упаковки и поверхности покрытия, разнотолщинность сварочнотехнологические свойства электродов
До начала работ по сборке и сварке
Прораб, сварочная служба, ПИЛ
Соответствие требованиям ВСН 006-89 , приложение 4
Просушка (прокаливание) электродов
Температура и время просушки
До начала работ по сварке
Соответствие требованиям ВСН 006-89 , табл. 8
Очистка полости труб
До начала сборки
Не допускаются посторонние предметы
Зачистка кромок стыкуемых секций
Качество зачистки кромок с прилегающими цилиндрическими поясами
В процессе работ по сборке
Зачистка до металлического блеска кромок труб на ширину не менее 10 мм
Просушка торцов труб
Термо метр ТП-1, ТП-2, термокарандаш
В процессе сборки перед сваркой
Соответствие требованиям ВСН 006-89 , п. 2.1.12, п. 2.1.14
Центровка и сборка стыка
Точность зазора, соблюдение величины разностенности стыкуемых секций труб и величины смещения наружных кромок
Шаблон, шуп, линейка
В процессе сборки
Соответствие требованиям ВСН 006-89 , раздел 2.2
Сварка корневого слоя шва
Правильность выбора электродов, режимы сварки, технология сварки, степень зачистки корневого слоя шва
Амперметр, вольтметр, визуально
В процессе сварки
Соответствие требованиям ВСН 006-89 , раздел 2.4
Сварка заполняющего и облицовочного слоев
Правильность выбора электродов, режимы сварки, степень зачистки каждого слоя
Визуальный контроль и обмер сварных соединений
Наличие клейма сварщиков (бригады сварщиков), отсутствие наружных трещин, незаплавленных кратеров и выходных пор, геометрические размеры шва
Визуально, шаблон, линейка
По окончании сварки облицовочного слоя
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА, МАШИННОГО ВРЕМЕНИ, ЗАРАБОТНОЙ ПЛАТЫ НА I км ТРУБОПРОВОДА
Номер фасета для пересчета показателей
Обоснование ( ЕНиР и др. нормы)
Норма времени, чел. -ч
Затраты труда, чел.
Заработная плата, р.-к.
Время пребывания машин на объекте, маш.-ч
Заработная плата машинистов с учетом пребывания машин на объекте, р.-к.
Сборка секций труб в плеть с помощью наружного центратора
ВНиР §В 10-1-10, табл. 1, п. 4 б
Электродуговая сварка первого и последующих слоев шва
ЕНиР §Е 22-2-2, табл. 7, п. 5
Условные обозначения: А - трубоукладчик ТГ-61; Б - сварочная установка УС-21
5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА 1 км ТРУБОПРОВОДА
Затраты труда, чел.-ч
Принятый состав звена
Продолжительность процесса, ч
Монтажники наружных трубопроводов:
Электросварщик ручной сварки
Машинист электросварочного агрегата
Электросварщики ручной сварки
Машинисты электросварных агрегатов
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Потребность в машинах, механизмах, оборудовании, инструменте и инвентаре приведена в табл. 8
Краткая техническая характеристика
Грузоподъёмность - 6,3 т
Сварочная двухпостовая установка
База установки - Т-100МГ
Источник питания сварочным током (при ПР 100 %):
мощность - 6,9 кВт
сварочный ток - 230 А
напряжение - 30 В
Центратор наружный эксцентриковыи
Диаметр стыкуемой трубы - 377- 426 мм
Захват клещевой полуавтоматический
Диаметр поднимаемой трубы - 426 мм Грузоподъёмность - 4т
Электрододержатель со сварочным ка белем
Универсальный шаблон для контроля параметров шва
Пенал для электродов
ЦНИИОМТП, р.ч. 3347.17.000
Щуп для определения зазора
Потребность в материалах для выполнения работ по сборке я сварке I км трехтрубных секций в нитку на трассе приводится в табл.9.
7. ТЕХНИКА БЕЗОПАСНОСТИ
При производстве работ по сборке и сварке секций в нитку в условиях трассы следует руководствоваться следующими нормативными документами:
СНиП III -4-80 * . Техника безопасности в строительстве;
СНиП III -42-80. Магистральные трубопроводы. Правила производства и приемки работ;
РД 102-011-89. Охрана труда. Организационно-методические документы;
Правилами техники безопасности при строительстве магистральных стальных трубопроводов;
Правилами техники безопасности и производственной санитарии при электросварочных работах;
ГОСТ 12.3.003-86.ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ 12.2.013-87. ССБТ. Машины ручные электрические. Общие требования безопасности и методы испытаний;
Правилами пожарной безопасности при производстве строительно-монтажных работ. ППБ 05-86, утвержденными ГУПО МВД СССР 26.02.1986 г.;
Правилами устройства и безопасной эксплуатации грузоподъёмных кранов;
Типовой инструкцией для лиц, ответственных за безопасное производство работ по перемещению грузов кранами, утвержденной Госгортехнадзором СССР, другими нормативно-техническими документами и справочной литературой, приведенной в приложении к РД 102-011-89.
К сварке магистральных трубопроводов допускаются только квалифицированные сварщики в возрасте не моложе 18 лет, прошедшие курс обучения и сдавшие испытание на право сварки труб в соответствии с Правилами аттестации сварщиков Госгортехнадзора СССР и получившие удостоверение сварщика.
В зоне проведения работ по монтажу и сварке стыков запрещается находиться посторонним или не занятым непосредственно на этих работах лицам.
Члены сборочно-сварочной бригады должны быть обеспечены удобной, не стесняющей движений спецодеждой и спецобувью, а также индивидуальными средствами защиты.
Для безопасности и удобства работ при сварке неповоротных стыков должны устанавливаться инвентарные опоры в конце каждой пристыковываемой плети. Расстояние между поверхностью грунта и нижней образующей трубы должно быть не менее 500 мм . Проводить сварочные работы с использованием земляных и снежных призм запрещается.
Сваренную плеть трубопровода следует укладывать от бровки траншеи на расстоянии 1,5 м , а при поперечном уклоне местности более 7°, кроме того, укреплять для предотвращения скатывания анкерными устройствами.
Рабочие должны выполнять в защитных очках следующие операции:
очистку внутренней и наружной поверхностей трубы от грязи, снега, льда и от посторонних предметов;
обработку торцов труб и правку на них вмятин.
При стыковке труб запрещается держать руки в световом пространстве между торцами труб.
Электросварщики, кроме средств индивидуальной защиты, предусмотренных типовыми отраслевыми нормами, должны пользоваться также защитными ковриками, защитными козырьками и шлемами.
В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых устройств и рукоятки электрододержателя. Не допускается попадание на изоляцию воды и масла, дизельного топлива и других нефтепродуктов.
Трубоукладчик должен быть оснащен исправно функционирующими: звуковой сигнализацией, осветительными приборами, устройством подачи сигнала тревоги о чрезмерной намотке грузового каната, указателем вылета стрелы и другими приборами безопасности.
Для приема пищи, обогрева и отдыха на трассе рабочих бригада должна быть обеспечена передвижным вагон-домиком. Запрещается рабочим располагаться на отдых в кустарнике, высокой траве и других плохо просматриваемых местах.
Читайте также: