Сварка трубы 2 мм
Обновлено: 15.05.2024
Друзья, всем привет! Только учусь варить, возник вопрос, нужно ли оставлять зазор при сварке труб профильных (2 мм)?? Буду варить под углом 90 град и встык. Посмотрел ГОСТы, там вроде в таблицах написано 1-1,5 мм зазор. Планирую варить инвертером или проволокой на полуавтомате.
Настоятельно советую прочитать темы : "записки начинающего сварщика часть первая" , во второй межно задать вопросы, если они еще остануться.
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба с корневым швом на "просвет" , где нужен зазор для полноценного провара и формирования обратного валика.
Когда ты варишь тонкий металл практически всегда находишься на грани "прожига", все зависит от скорости движения электрода, его угла наклона и самое главное диаметра электрода и установленного сварочного тока.
Т.к. у меня пока нет ПА, весь профиль варю электродами 1,6- 2 мм, в основном "Plazmatec". 3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба
3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
ну на счет 3мм это зря, у них наплавляемого металла больше
Спасибо, "Записки" почитал, да, много хорошей информации. Я думаю все равно такая темка будет многим интересна, так как проф трубу я думаю многие хотят научится варить. Ну и за подробный ответ Алексею спасибо.
Еще вопросик знатокам: хочу научиться делать красивые лицевые швы на проф трубе. Если будет полуавтомат они будут идеальные только с газом или с порошковой проволокой также красиво получается?
Смотря с какой порошковой. Вообще-то зависит не от способа сварки, а от умения и уже потом от св. материалов.
Это верно. Но мы учитываем, что совет спрашивает начинающий сварщик. И еще момент - если изделие, скажем так, должно быть "образцовым", то сварные швы необходимо обработать "болгарином". А от "троечки" и шов будет толще .
Конечно, наиболее идеальные сварные швы на профильной трубе, не берем во внимание АДС, получаться на П/А.
Порошковой проволокой сам не варил, но известно, что сварка полуавтоматом с обычной проволокой в смеси "Ar+Co2" дает внешне очень красивые швы.
Для исключения "лишнего" металла на стенках профтрубы нужна, конечно, сварочная маска типа "хамелеон", чтобы точно видеть начальное положение горелки и места сварки.
Ну конечно, важно чтобы не тряслась рука )) во время сварки,что о-о-очень повлияет на внешний вид шва. А для этого необходимо применять различные способы фиксации руки, которая держит горелку : кистевая - придерживаешь рабочую руку другой рукой, локтевая - локоть рабочей руки опираешь на стол или колено, если варишь в полуприседе, и плечевая фиксация - когда плечом рабочей руки упираешься в какую-либо поверхность рядом с местом сварки, если конечно она есть рядом )
Дерзай! Все получиться! И помни, что все мы проходили и через "сопли", и корявые швы. Любые неудачи только двигают к успеху, главное не сдаваться!
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются

Сварка труб применяется для надёжного соединения конструкции, где нужна герметичность. Качество швов зависит от аппаратуры и опыта мастера. Рассмотрим, какие есть виды электродов и для чего предназначен каждый из них. Также ознакомимся с видами швов и соединений. Разберём, какие предварительные работы необходимо сделать перед сваркой. И узнаем несколько полезных советов, которые пригодятся новичку в процессе.
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки.

Предварительные работы
Для того, чтобы качественно соединить трубы сваркой требуется тщательно подойти к процессу подготовки поверхностей. Так как часто при выполнении шва приходится работать со старыми трубами, то первым делом следует зачистить рабочую поверхность металла до блеска, чтобы на краях не было ржавчины, краски или окалин. Размер поверхности для очистки должен составлять не меньше 1 см от края.
На краях труб следует сделать фаску (сточить края под углом 65-70°) и оставить притупление в 2 мм (не сточенная часть). После этого рекомендуется обезжирить трубы в месте сварки с помощью химических веществ, например, растворителя, спирта или их аналогов. Это поможет создать более качественную адгезию (прилипание) материала на рабочей поверхности.
Также требуется проверить края труб на наличие дефектов. Изделия с трещинами или сколами могут плохо соединиться, а также при начале работ давление или повышение температуры может разрушить место с повреждённой поверхностью.
При сварке следует учесть толщину стенок материала, так как сварить две трубы может оказаться невозможно или очень сложно. Требуется проводить работы между 2 поверхностями с одинаковой толщиной, так как полноценного соединения тонкостенной и толстостенной труб не получится из-за недостаточного приваривания шва. Также при таком процессе тонкую трубу можно проварить насквозь, что будет являться причиной деформации или поломки в месте стыка.
При сварочных работах также следует учесть угол среза труб. Он должен составлять 90°, так как шов будет не таким прочным, а это может привести к деформации или разрушению соединения. Также при сварке 2 труб проще делать шов прямым, чем диагональным, так как это более удобно и менее затратно по времени.
Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:
- соединение встык – это метод при котором две детали должны находиться друг напротив друга, например, 2 конца трубы;
- тавровый стык или сварка в тавр – это способ, которым чаще всего пользуются при врезке в трубу. Он подразумевает под собой соединение 2 труб перпендикулярно друг другу (в форме буквы «Т»);
- крепёж внахлёст применяется для более герметичной сборки 2 труб, а также при небольших расхождениях в диаметре или при наличии неровностей. Для такой сварки одну из труб развальцовывают (увеличивают край с помощью специального инструмента, растягивая её поверхность изнутри) и надевают её край на другой конец поверхности;
- угловая сварка – это процесс соединения 2 деталей под разными углами. Чаще всего это 45°, 60° или 90°.

Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Видео описание
В этом видео показаны виды сварочных швов
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
В этом видео показано, как правильно варить трубу электросваркой

Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб


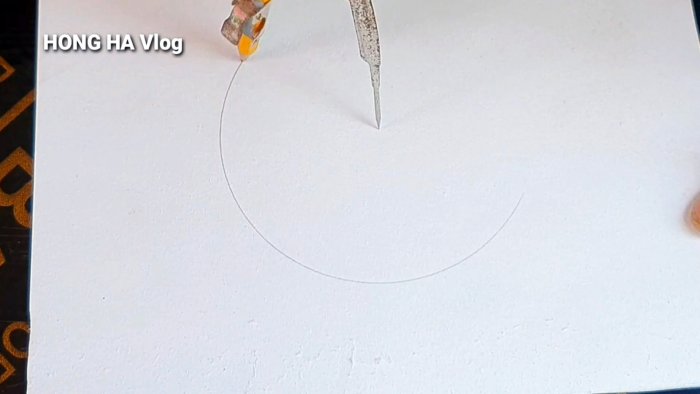
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
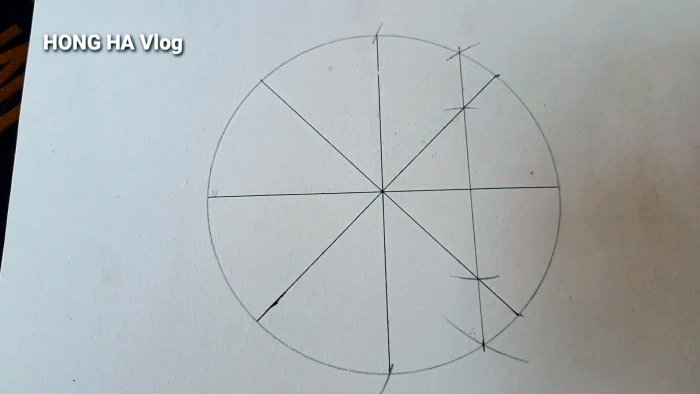

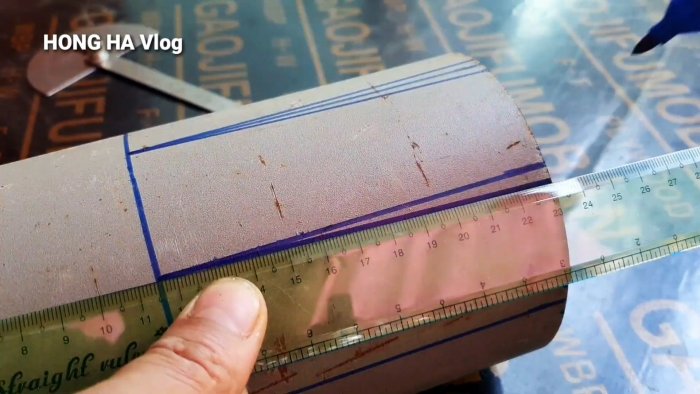
Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
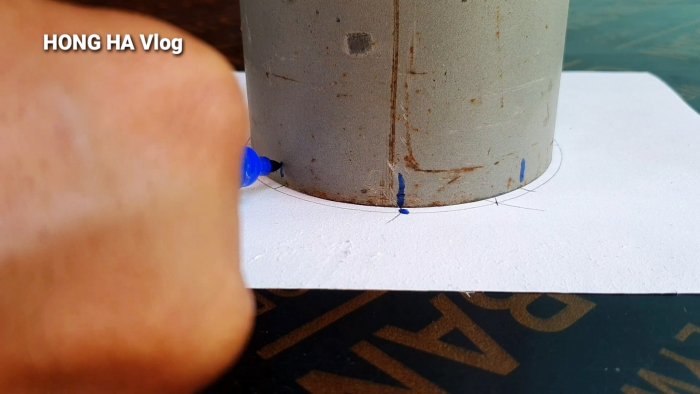
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.




Смотрите видео
Сварка квадратной трубы толщиной 2 мм электродом УОНИ 13/55
Затарился я прилично так этими электродами (тройкой), очень уж они мне нравятся. Пойдут ли они для сварки квадратной трубы толщиной 2мм? Я лично думаю, что пойдут и я смогу ими заварить этот металл, но от некоторых слышу мол для такого тонкого металла лучше и электроды специальные брать, а уони никак не годятся. Что вы скажите по этому поводу?
4trun, для тонкого металла надо брать электроды меньшего диаметра, раньше по этому поводу считали, что диаметр надо брать в половину толщины металла. Я как то такими варил каркас для балкона. Сварил, но больше не захотел, неудобно. ОК 46 двойка, два с половиной - на мой взгляд самое то.
Я LB52 U ф2,6 варил профиль на ура,но как приобрел полуатомат не то что профиль на отопления его с собой беру-вещь,хотя полностью ручник не заменит никогда,мобильность есть мобильность
Куда бы мне податься.
Полностью поддерживаю предыдущих ораторов. На мой взгляд комфортно варить тройкой можно металл толщиной не менее 2,5 мм и то если зазор менее 1мм. Я не считаю себя профи но металл толщиной от 2.5мм и до 1,2мм предпочитаю сваривать электродами 2.5-2мм. И то это рутил которым можно без боязни перейти в отрыв. Что же касается ваших троек УОНИИ- то чисто моё мнение пребиригите их для более толстого металла к прочности и/или герметичности швов которого будут предъявляться более высокие требования. Для тонкого металла советую приобрести электроды 2-2.5мм можно рутил но если есть желание попробуйте основные.
. было дело: товарищ решил проверить на вшивость (я сваривал регистр ,труба максимум дюйм к 114 ой, и дюймомку стыковал между собой) он вопрошает ,а 6-ой могешь ? ., пацан сказал-пацан сделал, даже самому понравилось.
Фунтик,У нас сам видел как именитые опытные сварщики варили оградку из профиля 1.2мм 4кой! Причем так сварили что ворота начали падать ещё до того как они уехали И что вы думаете они сделали когда петли отвалились и от ворот и от столбов: сказали что придут завтра и приварили кусок профиля чтобы ворота не отвалились Пришли через неделю. А через месяц завхоз данного детского сада обратился ко мне, к чайнику с просьбой приварить петли и к воротам и к столбикам. Приварил. Некрасиво но зато крепко(въехал зил а им ходьбы хны только погнулись малек), а недавно чинил им оградку, Так что можно сварить и гвоздем а хорошо можно только хорошим электродом и хорошими руками
Влад Соболев, . электроды были хорошие-сами варили .
Фунтик,А что за электроды? И вообще я не говорил что электроды больше тройки плохие. Я считаю что диаметр электрода подбирается в зависимости от толщины свариваемого металла и поставленной задачи. Без условно 1.2мм профиль можно и 5кой прихватить но вопрос на сколько точто получилось будет похоже на сварку. Ну и о каком комфорте сварщика может идти речь? Не знаю как вы, а я привык получать удовольствие от сварки
. совсем древние АНО-4 ,остались от старших товарищей , перебрал,просушил (на батарее лежали постоянно )-варили изумительно.П.С. Все о чем писал не руководство как надо делать,просто в жизни часто получается именно так: делаем из того что есть,работаем чем придется. С Вами полностью согласен-делать надо все правильно.
Фкнтик, я тоже с начала ленился делать по правилам. Однажды жизнь научила сваривал я както вышку с лесенкой а трубы были грязные, нето краска нето известка, болгарка была в ремонте. Ну и решил так приварю нечего не будет. Рриваоил вроде держится сбил шлак нормально. Закончил стаю радуюсь. Потом думаю дай залезу опробую как держится. Ну и залез а вторая ступенька не выдержала и металл шва треснкл и я вместе со ступенькой и матами полетел вниз. Вот после этого я стараюсь металл перед сваркой зачищать Такчто инструкции и правила написаны незря
Нет, конечно. Чего смеяться? УОНИИ 3 мм прожигают уголок 4 мм толщиной (если ворон считать), трубу двухдюймовую (3,5 мм стенка) - легко дыры ставят если есть зазор. А уж профиль. 2 мм -- одно решето будет. 2 мм надо варить рутилом, с возможностью сделать это "в отрыв". Лучше- тоже 2 мм. Зачем вам УОНИИ, если возникают такие вопросы? Чего вы ими варите?
Можно,но зачем? Толщины 2мм и менее-предел сварки покрытым электродом.На данных толщинах РАДС и МИГ/МАГ гораздо эффективнее.
Запас на коррозию на века?
На работе сварные частенько подваривают сломанные профильные трубы толщиной 1,6-2 мм на кое-каких механизмах. В целом без усиливающих накладок заваренные места лопаются по шву, либо рядом со швом. Варят УОНИ 15/45-55, если проконтролировать (если не контролировать пригадят МР-3ими). И как я заметил сварные больше любят 4ку, чем 3ку - меньше прожигает. Но тут нюанс есть: чтобы ток убавить на ВД-306 надо метров 40 пройти чтобы попасть в сварочное отделение. Проще 4ку воткнуть, чем 3-ку и идти рукоять регулировочную крутить .
Вари на отлично или не бери держак в руки
трубу двухдюймовую (3,5 мм стенка) - легко дыры ставят если есть зазор. А уж профиль. 2 мм -- одно решето будет. 2 мм надо варить рутилом, с возможностью сделать это "в отрыв". Лучше- тоже 2 мм.
ну да, рутилом легче, но это для стыковых/нахлесточных швов, а как быть с тавровыми? В отрыв тавровый получится так себе, а безотрыв- дырка, вот и пригождаются уонии 2-2.5мм, хотя хороший мастер легко положит красивый тавровый шев в отрыв тройкой
Толщины 2мм и менее-предел сварки покрытым электродом.На данных толщинах РАДС и МИГ/МАГ гораздо эффективнее.
а теперь объесните это прорабам/инженерам/заказчикам на стройке, а еще производителям металлопроката, вот при великом союзе никому и в голову не пришло бы варить 1.2-1.5мм ручником, таки листы либо вообще не сваривали (крепление на резьбе, клепка, пайка, склеивание, контактная и холодная сварка) либо варили только в углекислоте, да и 1.5мм- это нержавейка, сталь спец.назначения и т.д, но чтоб профиль для металлоконструкций из "чернухи"- это исключение!
да, сучувствую, варить неповоротный стык на такой трубе с такой стенкой- то еще удовольствие
И как я заметил сварные больше любят 4ку, чем 3ку - меньше прожигает. Но тут нюанс есть: чтобы ток убавить на ВД-306 надо метров 40 пройти чтобы попасть в сварочное отделение. Проще 4ку воткнуть, чем 3-ку и идти рукоять регулировочную крутить .
я тоже заметил, у нас в дет/саду так сваривали забор, там профиль 1.2мм, а они его 4кой, ну это от того что их самодельный транс выдает стабильные 100А, регулятора нету, ну вот они и прихватили все 4ками, через месяц прихватывал уже я, не профи с инвертором и электродами 2мм, их прихватки отвалились, мои швы в отрыв держутся.
Читайте также: