Сварка угловых соединений в вертикальном положении
Обновлено: 18.05.2024

Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
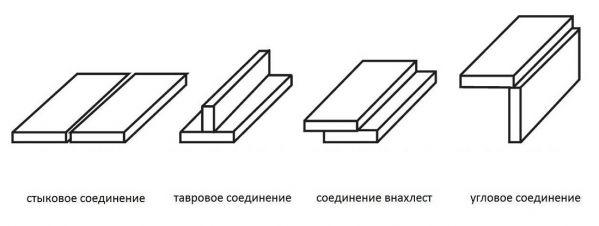
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15 o -45 o . Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60 o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0 o до 30 o . Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Сварка вертикальных и горизонтальных швов

Швы и соединения
Электродуговая сварка – процесс объединения структуры металлов под воздействием высокой температуры. Технология распространена в разных отраслях промышленности и хозяйства. Этим методом можно соединять любые металлические детали. Каждый мастер должен знать, как варить вертикальный шов.

Какие условия нужно создать для качественного шва
Обработка вертикальных поверхностей требует соблюдения следующих требований:
- На этапе поджога электрод выставляют в прямоугольное положение. Если нарушить это правило, подача тока в рабочую область будет нестабильной.
- Для снижения риска возникновения подтеков уменьшают длину сварочной дуги. Начинающие сварщики в целях повышения производительности не соблюдают это требование. Кристаллизация металла протекает медленнее, поэтому образуются дефекты.
- Стержень, удерживаемый под наклоном, делает шов более равномерным, однако соблюдать такое требование в течение долгого времени сложно.
- При появлении подтека повышают силу тока, расширяют обрабатываемую область. Это ускоряет процесс затвердевания расплава.
- Особое внимание уделяют подготовке краев. Детали очищают от грязи, следов коррозии, масел.
- Точечная сварка вертикальных швов снижает вероятность образования подтеков.
Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При выборе параметров работы аппарата учитывают характеристики соединяемых материалов.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока – средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
__600x234.jpg)
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
__600x306.jpg)
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Сначала работники изучают правила электросварки, способы формирования сварных соединений.
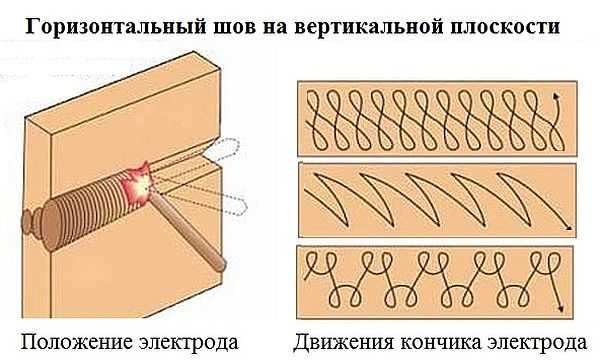
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ – сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения – прямоугольными, пилообразными или волнообразными зигзагами.
Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Как варить вертикальный и горизонтальные швы электросваркой

Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Сварка угловых швов, особенности соединений и техника их выполнения

Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Категории и особенности соединений
Согласно общей терминологии, можно найти достаточное объяснение и обозначение углового сварного шва на чертеже, который является обязательным атрибутом серьёзной работы сварщика. Принципиального значение углового сварного шва, это соединение двух пластин или двух профильных труб, угол которых меньше чем 180 градусов, то есть не развёрнутый вид профиля. Очень часть в работе сварщика можно увидеть, что угловое сварное соединение выполнено под углом 90 градусов, как это принято во многих чертежах. Данные требования позволяют обеспечить необходимый уровень устойчивости конструкции и соблюдать минимальные требования прочности и жёсткости конструкционных деталей. Сами угловые швы используются в сварных соединениях, и согласно регламентным положениям, такие углы бывают следующих видов:
- С примыкающими краями в местах одного соединения.
- С прикладкой для одного края в местах тавровой ровной плоскости.
- Нахлёстанное исполнение.
- С режимом разделки кромок или без таковых.

Схема сварки угловых соединений
Примечательно, что ГОСТ сварки угловых швов предусматривает выполнение работ в различной плоскости и в любом положении, как горизонтальное, так и вертикальное. В качестве примера приведём тавровые конструкции, которые иногда имеют расположение кверху ногами. В данном случае необходимо виртуозно проводить сварку вертикального углового шва. Сам процесс сварки предусматривает вариант прерывистости и сплошной подход обеспечения высокого качества работы. Есть различие по длине проведения сварочных работ, при длине до 250 мм, такой метод называют коротким, при длине до 1000 мм – средний, а свыше – высокий метод проведения сварки угловых швов в нижнем положении.
Классификация сварочных соединений
Длительность службы металлических конструкций зависит от качества и надежности соединений. Стоит понимать, что без шва сварки не бывает. Он, как правило, может стать уязвимым местом любой конструкции.
В связи с этим, когда речь заходит о сварке, именно шов является центральным элементом, определяющим качество и долговечность выполненного соединения.
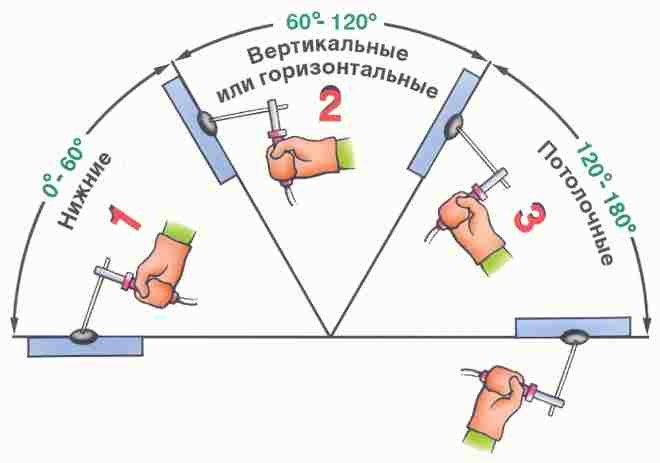
Положение электрода при сварке.
В зависимости от способа выполнения работы разделяют швы:
- односторонние;
- двухсторонние – соединение выполняется с двух сторон изделия;
- однослойные – выполняется за один подход с одним наплавленным валиком;
- многослойные – количество слоев в данном случае равно числу «проходов».
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот.
По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
В стыковом соединении детали располагаются в одной плоскости. Такой тип используется в сварке листового металла, резервуаров, труб.
В угловых – детали устанавливаются под каким-либо углом относительно друг друга. В таком случае максимальная толщина детали не должна превышать трех миллиметров.
В нахлесточном соединении детали устанавливаются параллельно друг другу таким образом, чтобы одна из них «находила» на другую. Используется в сварке листового материала толщиной до двенадцати миллиметров.
В тавровых – детали ставятся по нормали. Чаще всего встречается в несущих конструкциях. Метод требует тщательной обработки вертикального листа.
Торцевые подразумевают соприкосновение боковых поверхностей свариваемого металла. Сварочный шов наносится на их торцы. Соединение отличается экономичностью материала и простотой выполнения.
Сварка угловых швов вертикальным электродом
Качественные угловые сварные соединения, выполняемые вертикальным электродом («в лодочку»), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки «в лодочку» показана на рисунке слева. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника выполнения шва «в лодочку» сходна с техникой выполнения стыкового сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых швов «в лодочку», необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов «в лодочку» возможно без скоса кромок, если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Читайте также: