Сварка в тяжелом машиностроении
Обновлено: 19.09.2024
Современные технологические процессы сварки позволяют получать качественные сварные соединения, отвечающие самым высоким требованиям.
Сварка за последние годы нашла широкое применение в различных отраслях современного промышленного производства: в тяжелом, энергетическом и транспортном машиностроении, судостроении, авиации, строительно-дорожном машиностроении, автомобилестроении, сельскохозяйственном машиностроении, строительной индустрии и др.
Фундаментальные расчетно-конструкторские и технологические разработки и оценку эксплуатационной надежности сварных конструкций в широком объеме проводили в Институте электросварки им. Е.О. Патона, МВТУ им. Н.Э. Баумана [127], ЦНИИТМАШе, Институте металлургии им. А.А. Байкова [152], Ленинградском политехническом институте им. М.И. Калинина [135] и ряде других организаций.
Грандиозные задачи создания в СССР материально-технической базы коммунизма требуют дальнейшего быстрого развития машиностроения в направлении роста мощностей машин, повышения скоростей, увеличения давлений. При этом в ряде случаев размеры и масса отдельных современных деталей машин и элементов конструкций достигают десятков метров и сотен тонн. Это делает зачастую невозможным их монолитное изготовление. Перед конструкторами и технологами поставлены сложные задачи создания крупных деталей и конструкций путем соединения сваркой прокатных, кованых и литых элементов больших сечений при высоких требованиях к их прочности при статических, ударных и переменных нагрузках. К таким уникальным деталям и конструкциям относятся, например, рамы и архитравы сверхмощных гидравлических прессов, станины прокатных станов, валы мощных гидравлических и паровых турбин и турбогенераторов, корпуса атомных реакторов, ахтерштевни ледоколов и супертанкеров и др.
Рис. 1. Штамповочный пресс усилием 75000 тс
При проектировании и изготовлении указанных деталей и конструкций используют принципиально новые конструктивные решения и технологические приемы. Например, прогрессивный электрошлаковый способ сварки, разработанный в Институте электросварки имени Е.О. Патона [194], впервые позволил осуществить однопроходную сварку металла практически неограниченной толщины.
На Ново-Краматорском машиностроительном заводе (НКМЗ им. В.И. Ленина) с применением электрошлаковой сварки были изготовлены из прокатных листов стали 22К крупногабаритные элементы рамных конструкций мощных гидравлических штамповочных прессов (рис. 1) усилием 75000 тс [14]. Каждая из пластин пресса массой более 100 т имеет длину около 31 м при ширине 17-25 м и толщине 2-2,5 м [138]. Производство таких элементов в виде цельнокованых деталей в настоящее время практически невозможно.
Интересно отметить, что в США при изготовлении пластин гидравлического пресса аналогичной конструкции усилием 50000 тс была применена многопроходная автоматическая сварка под слоем флюса. При этом сварку выполняли в 180 проходов с многократной кантовкой пластины [263].
В результате разработки и освоения на НКМЗ нового электрошлакового способа сварки металла большой толщины были получены принципиально новые возможности в проектировании машин, коренным образом изменившие технологию производства крупногабаритных изделий.
К числу крупнейших уникальных сварно-литых деталей, изготовленных на НКМЗ с помощью электрошлаковой сварки, следует отнести архитравы массой более 160 т (рис. 2) для мощного гидравлического штамповочного пресса усилием 30000 тс. Архитравы сваривали из двух половин, отлитых из среднеуглеродистой стали 35Л [24]. На НКМЗ была разработана и конструкция специализированного гидравлического пресса усилием 30000 тс по оригинальной конструктивной схеме [52]. Станина пресса состоит из верхней поперечины, двух проставок и нижней поперечины.
Рис. 2. Сварно-литой архитрав гидравлического пресса усилием 30000 тс
Использование крупногабаритных сварно-литых и сварно-кованых деталей сложной формы позволило создать компактную конструкцию пресса, масса и стоимость которого в 2 раза меньше по сравнению с прессом старой конструкции.
В СССР впервые была осуществлена электрошлаковая сварка швов, расположенных на цилиндрических и криволинейных (в плане) поверхностях разъема сложных крупных поковок из среднелегированной стали 35ХМ (рис. 3) [52].
Рис. 3. Сварная конструкция нижней поперечины пресса усилием 30000тс:
1 - боковина; 2 - секторы
На НКМЗ совместно с Институтом электросварки имени Е.О. Патона впервые в мировой практике была вьполнена уникальная сварка электрошлаковым способом бабы бесшаботного молота, состоящей из двух кованых заготовок общей массой 100 т. Сечение стыка 2020x3120 мм было сварено с применением 12 плавящихся мундштуков. Электрошлаковую сварку применяли при изготовлении сварно-литых конструкций станин крупных прокатных станов (массивные прямоугольные сечения до 900x900 мм) [43, 164].
Освоение технологии электрошлаковой сварки кольцевых стыковых швов позволило по-новому решать вопросы изготовления крупных изделий цилиндрической формы. Так, на Таганрогском и Барнаульском котельных заводах барабаны котлов высокого давления изготовляют электрошлаковой сваркой продольных и кольцевых швов [44].
Электрошлаковую сварку широко используют при изготовлении баллонов высокого давления (320 кгс/см2) аккумуляторной станции мощных гидропрессов (толщина металла 155 мм); цилиндров мощных гидравлических прессов (цилиндр из стали 15ГН4М пресса усилием 30000 тс имеет диаметры 2490/2010 мм и длину 3260 мм); цилиндров механизма шагания экскаваторов [43, 52, 151, 164, 195].
Удачным решением оказался переход на сварную конструкцию валов мощных гидравлических турбин [37, 38, 42, 107]. Масса слитка, необходимого для изготовления поковки обечайки сварного вала, значительно меньше, чем цельнокованого. Так, у валов гидротурбин Волжской ГЭС указанные массы составляют соответственно 51 и 160 т [37].
Для изготовления кованого вала гидротурбин мощностью 225 мВт Братской ГЭС потребовался бы слиток массой более 200 т [107]. Для более мощных турбин масса слитков существенно возрастает. В настоящее время производственные возможности заводов не позволяют изготовлять слитки указанной массы. Сварка позволила применять самые тяжелые валы, в частности для гидротурбин Красноярской ГЭС, мощностью 508 мВт в одном агрегате. Вал агрегата является наиболее крупным из всех когда-либо изготовлявшихся. Рабочая длина вала 7700 мм, наружный диаметр 2300 мм, диаметр внутреннего отверстия 1900 мм, диаметр фланцев 3150 мм [42]. Заготовку вала выполняли в виде кованой трубы из стали 25ГС. Общая масса вала 100 т. В этой же гидротурбине грандиозным сооружением является сварная конструкция статора из стали 20ГСЛ, состоящая из шести частей общей массой 180. Электрошлаковой сваркой соединено 12 колонн с поясами. Максимальный диаметр статора 12200 мм, высота 3440 мм.
Специально спроектированная и изготовленная универсальная сборочно-сварочная установка позволила собрать и сварить цилиндрические сферические и конусные изделия массой до 200 т [195].
Электрошлаковую и электродуговую сварку успешно применяют при строительстве корпусов (рис. 4) атомных реакторов [36].
Рис. 4. Сварной корпус реактора А1 атомной электростанции (УССР)
На предприятиях тяжелого машиностроения, в судостроении, транспортном и автомобильном машиностроении, в сельскохозяйственном машиностроении и других отраслях широко применяют разработанный в ЦНИИТМАШе способ сварки в углекислом газе [103].
На ряде заводов внедрена комплексная механизация всего
цикла производства сварных конструкций. Так, на Узловском машиностроительном заводе им. Федунца создано комплексно-механизированное поточное производство мостовых электрических крапов грузоподъемностью от 10 до 20 т применением сварки в углекислом газе. На специализированных линиях изготовляют без переналадок более 70 модификаций сварных пролетных балок длиной от 8 до 36 м в широком диапазоне сечений.
Для увеличения производства сварно-кованых, сварно-литых и комбинированных конструкций на Уралмашзаводе создан уникальный по размерам, масштабам производства и технической оснащенности блок цехов сварных машиностроительных конструкций (БЦСМК) [151]. Благодаря широкому применению комплексной механизации с использованием высокопроизводительного универсального и специального оборудования в БЦСМК организовано высокоэффективное и экономичное производство сварных конструкций, с замкнутым циклом, т. е. начиная от подготовки металла и заканчивая термической обработкой, окраской, упаковкой и сдачей готовой продукции.
Автоматическую сварку под флюсом и в среде углекислого газа используют на Уралмашзаводе при производстве конструкций экскаваторов и других объектов. Шагающий экскаватор ЭШ-15/90А представляет собой гигантскую землеройную машину массой 1600 т, высотой 20 м, с ковшом емкостью 15 м3 [151, 164].
Основные несущие сварные металлоконструкции экскаватора необычны по своим габаритам и массе. Поворотная платформа шагающего экскаватора размером 11600x25500x1890 мм, массой 200,9 т. Опорная рама весит 154 т, надстройка - 120 т. Стрела представляет собой трубу диаметром 830 мм, длиной 90 м, сваренную из отдельных обечаек с толщиной стенки от 10 до 14 мм. Конструкции изготовляют в основном из низколегированной стали 10ХСНД. Протяженность сварных швов на одном экскаваторе достигает 5 км.
На Уралмашзаводе создан гигантский экскаватор ЭШ-25/100 с ковшом емкостью 25 м3 и стрелой 100 м, с еще большим объемом сварочных работ [53].
Оригинальным и смелым инженерным решением является переход от крупногабаритных монолитных литых конструкций на сварно-литые конструкции ахтерштевня и форштевня ледоколов и крупнотоннажных танкеров [134, 136]. Общие размеры и конфигурация сварной конструкции сохраняются такими же, как и заменяемой цельнолитой. Выполнение уникальной конструкции ахтерштевня атомного ледокола «Ленин» (рис. 5) сваркой из отдельных литых заготовок позволило избежать значительных трудностей, связанных с производством крупной отливки сложной конфигурации, требующей заливки 135 т жидкого металла [134]. Масса сварного ахтерштевня 82,3 т.
Рис. Б. Сварно-литой ахтерштевень атомного ледокола «Ленин»:
1-9 - отдельно отлитые заготовки; I-I-IX-IX - сварные стыки
Сварка деталей общего машиностроения
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
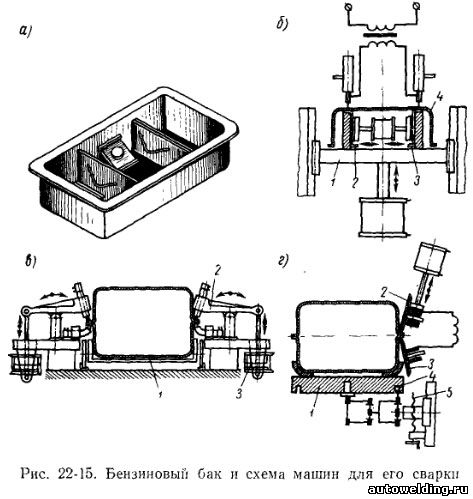
Большинство деталей машиностроения можно выполнить сварными из отдельных заготовок более простой формы. Применительно к индивидуальному производству деталей тяжелых: машин такой подход, как правило, оправдывается. Однако для деталей, выпускаемых в условиях серийного, а тем более массового производства, целесообразность изготовления детали составной с помощью сварки не является бесспорной. Эта целесообразность существенно зависит от технологичности ее конструкции, т. е. от характера расчленения детали, метода получения заготовок, их обработки, удобства выполнения и трудоемкости сборочно-сварочных операций, возможности механизации процесса изготовления, величины искажений размеров и формы от сварки, необходимости и характера последующей термической и механической обработки и т. п. Так, например, в условиях серийного и массового производства широко применяют сварку заготовок, штампованных из листа. Технологичность таких штампосварных деталей достигается относительна высокой точностью размеров и формы штамповок, позволяющей исключить предварительную механическую обработку, удобством сборки и сварки тонких листов не только встык, но и внахлестку и по отбортовке, а также возможностью получения весьма жестких деталей малого веса. Характерным примером штампосварной детали может служить бензиновый бак автомобиля, свариваемый из двух штампованных половиц с перегородками для уменьшения гидравлических ударов (рис. 22-15, а). Вначале к половинкам корпуса точечной сваркой приваривают штуцеры, шайбы, перегородки. Эта операция выполняется на специальной многоточечной машине (рис. 22-15, б), где перегородки 2 и 3 закрепляются на подъемном столе 1, а корпус 4 устанавливается сверху. Затем собранный бак устанавливают на тележку 1 другой многоточечной машины (рис. 22-15, в) и подают под электроды 2 для прихватки. Роликовая сварка замыкающего герметичного шва по фланцу выполняется при расположении бака на плите 1, соединенной шарнирно с корпусом машины (рис. 22-15, г). При вращении сварочных роликов 2 и 3 плита 1 перемещается в горизонтальной плоскости, и ролики обкатывают изделие по фланцу. Расстояние до края выдерживается за счет пальца 4, скользящего в пазу плиты 1. Положение плиты по высоте регулируется винтом 5. После сварки шва производится припайка горловин.
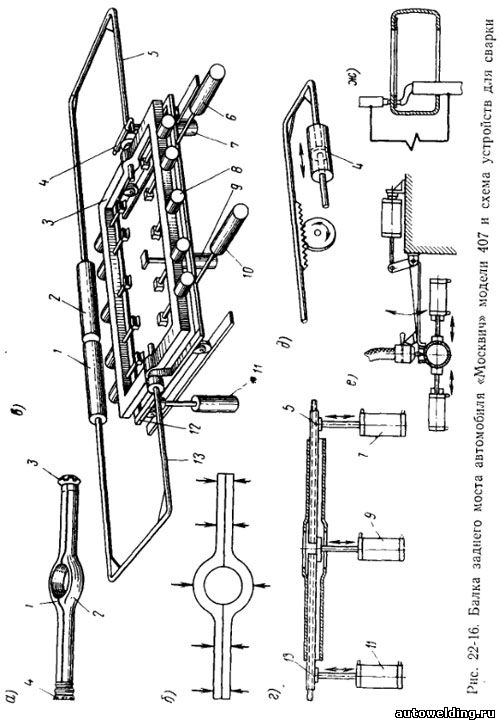
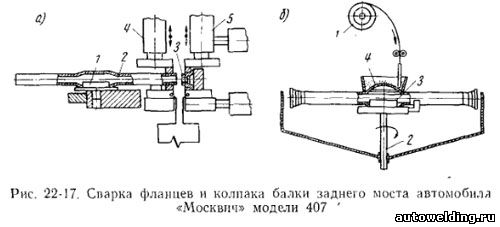
Примером штампосварной детали, изготовляемой с применением иных методов сварки, является балка заднего моста легкового автомобиля «Москвич» модели 407. Две половины кожуха 1и 2 (рис. 22-16, а) штампуются из листа стали 20 толщиной 3 мм, кованые фланцы 3 и 4 подвергаются предварительной механической обработке. Половины кожуха устанавливают в приспособление и закрепляют зажимами, как показано на рис. 22-16, б. Эти пневмозажимы 8 установлены на раме 3 (рис. 22-16, в), которая может поворачиваться в подшипниках тележки 12. Медные оправки 5 и 13 вводятся внутрь собранного кожуха пневмоцилиндрами 1 и 2 и поджимаются снизу к стыку пневмоцилиндрами 7, 9 а 11 (рис. 22-16, г). Тележка 12 вместе с собранной деталью перемещается на место сварки пневмоцилиндрами 6 и 10 и сверху с помощью коленчатого рычага пневмоцилиндром опускается коробка, удерживающая флюс (рис. 22-16, е). Сварка выполняется двумя сварочными головками под флюсом. Затем рама 3 с закрепленным изделием поворачивается пневматическим устройством 4 (его схема дана на рис. 22-16, д), и производится сварка двух швов с противоположной стороны кожуха. После рельефной сварки кольцевого усилителя (рис. 22-16, ж) к концам балки заднего моста на стыковой машине приваривают фланцы (рис. 22-17, а). Балка устанавливается на машину так, что ее выемка совмещается с фиксатором 1, конец балки 2 и фланец 3 закрепляются в медных губках пневмозажимами 4 и 5 и свариваются методом оплавления. Дальнейшей операцией является приварка штампованного колпака (риc. 22-17, б). Изделие располагается на вращающемся шпинделе 2 с фиксатором 3. Колпак 4 устанавливается сверху, закрепляется прижимом и сваривается неподвижной автоматической головкой 1 под флюсом.
Определенные достоинства штампосварных деталей, естественно, не исключают эффективное использование заготовок, получаемых другими технологическими методами. В качестве характерных машиностроительных деталей, подлежащих рассмотрению, как и в предыдущем параграфе, возьмем станины, валы и колеса.
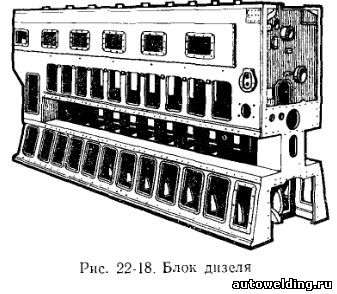
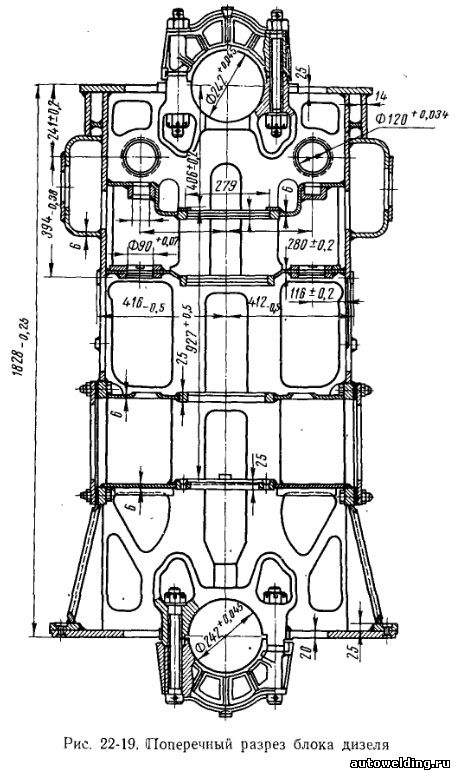
На рис. 22-18 и 22-19 показан блок цилиндров тепловозного дизеля, выполненный из листовых элементов, усиленных приварными деталями и соединенных между собой в жесткую пространственную конструкцию. Большое количество элементов, составляющих блок, делает целесообразным предварительное укрупнение их в подузлы. Этим обеспечивается доступность и удобство выполнения отдельных сварных соединений. Однако для сложной пространственной конструкции чередование сборочных и сварочных операций может привести к неблагоприятному суммированию погрешностей и росту отклонений размеров и формы детали. В условиях серийного производства это крайне нежелательно, так как требует увеличений припусков на последующую механическую обработку или проведения операции правки. Поэтому укрупнение элементов в подузлы ограничено приваркой различных деталей (опор коленчатых валов, фланцев, усиливающих элементов) к плоским листовым заготовкам.
Общая сборка выполняется в жестком приспособлении, и в этом же приспособление блок цилиндров подвергается сварке. Для этой цели используют специальные сборочно-сварочные стенды (рис. 22-20). Вращающаяся часть стенда представляет собой кондуктор, в котором собирают под сварку все подузлы блока. Для точного расположения собираемых элементов и надежного их фиксирования нижняя рама кондуктора 5 и верхняя съемная балка 1 имеют стойки и фиксаторы для установки вертикальных листов и валы для их расцентровки. Для выверки и установки горизонтальных листов предусмотрены стойки с линейками. Боковые стенки кондуктора 3 и 10 для установки торцовых листов блока оснащены откидными кронштейнами. Базовые места стенда рассчитаны на сборку и сварку по технологическим размерам, обеспечивающим в результате усадки при сварке нужные размеры блока. Кантователь выполнен в виде двух колец 2, жестко соединенных платформой 5 и установленных на роликах 4 и 9. Привод вращения от мотора 8 через редуктор 7 и вал 6 с помощью цевочного зацепления осуществляется с двух сторон, что предотвращает возможность скручивания платформы 5 и повышает точность сборки.
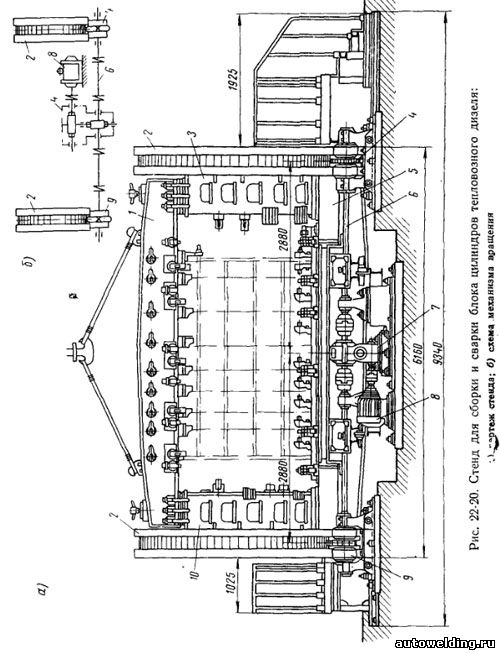
В процессе эксплуатации блок дизеля подвергается значительным вибрационным нагрузкам и поэтому требования к качеству выполнения швов весьма жесткие. Большинство швов блока угловые; целесообразно выполнять их под флюсом в положении «в лодочку». С помощью кантователя (рис. 22-20) такое положение обеспечивается только при выполнении горизонтальных швов, а сварку вертикальных швов производят в другом приспособлении. Если рассмотренный выше кантователь расположить на платформе, наклоняющейся в другой плоскости на угол в 30° в каждую сторону, то такой манипулятор позволяет выполнять в положении «в лодочку» угловые швы обоих направлений.
При изготовлении столь сложных деталей в поточной линии большая продолжительность сборочно-сварочных работ на одном рабочем месте заставляет одновременно использовать несколько одинаковых стендов, работающих параллельно.
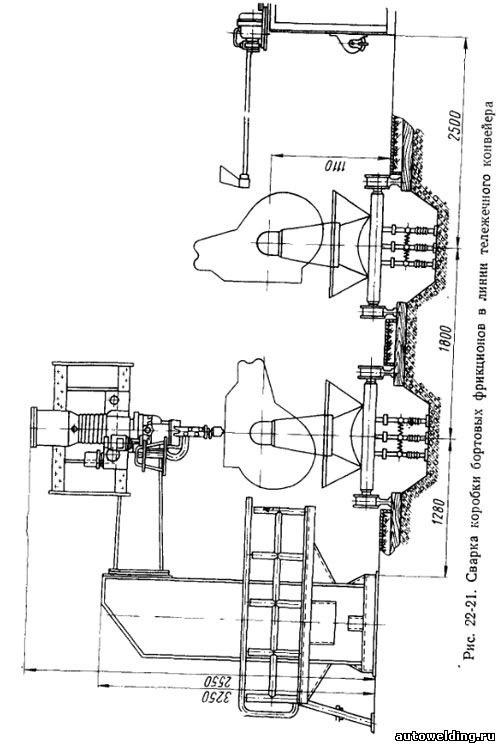
Примером иной организации поточного производства сложной сварной детали типа станины может служить изготовление коробки бортовых фрикционов трактора Т-130. В этом случае жесткость собранной коробки оказывается достаточной для выполнения сварочных операций без закрепления. Поэтому общая сборка производится, как и в случае изготовления блока, целиком, на одном из трех работающих параллельно сборочных стендах, а сварка расчленена на ряд операций и выполняется на разных рабочих местах линии тележечного конвейера.
Механизация сварочных операций обеспечивается тем, что изделия на тележках конвейера закрепляются в кантователях, а каждое рабочее место оснащено оборудованием, соответствующим выполняемой сварочной операции (рис. 22-21).
При серийном производстве деталей, подобных рассмотренному блоку цилиндров, существенным является вопрос: необходима ли термообработка изделия после сварки. Для прочности конструкции термообработка блока цилиндров не нужна. Однако высокие требования к прямолинейности оси коленчатого вала вызывают опасения, что могут возникнуть искажения в результате механической обработки детали, имеющей остаточные сварочные напряжения, и накапливания деформаций с течением времени после сварки. Для снятия остаточных напряжений и стабилизации структуры сварных соединений термообработка является полезной. В условиях поточного производства наличие операции термообработки вызывает весьма большие трудности, так как нарушает поток и создает необходимость задела готовых деталей из-за продолжительности цикла нагрева, выдержки и последующего охлаждения. Изложенные соображения являются достаточно общими и применимы не только к блоку цилиндров, но и к станинам станков, и к другим сварным деталям типа станин, к которым предъявляются требования точности и неизменяемости размеров. Для подобных деталей решение вопроса о необходимости термообработки должно приниматься на основе конкретных наблюдений и измерений и сопоставления их результатов с требованиями технических условий.
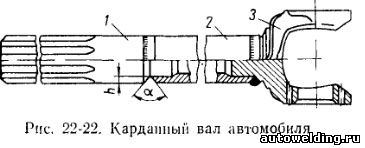
Для сварных деталей типа валов, осей и роликов характерным является наличие кольцевых швов, соединяющих отдельные заготовки друг с другом. В зависимости от размеров деталей, материала заготовок и конструктивного оформления сварных соединений методы их сварки могут быть различны. Так, на рис. 22-22 показан карданный вал автомобиля, свариваемый из трех частей электродуговой сваркой. Шлицованный конец 1 и вилка кардана 3 выполняются горячей штамповкой из стали 40 и 40Х, труба 2 — из стали 35 и 45. Карданные валы диаметром более 40 мм сваривают под флюсом, диаметром 40 мм и менее — в среде СО2.
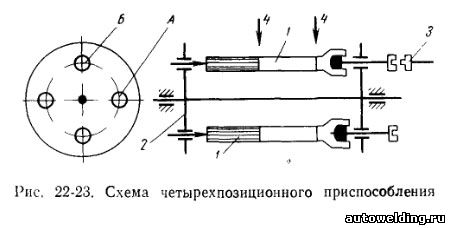
Сборка осуществляется по посадочным поверхностям механически обработанных заготовок, а для их сварки используют специальные установки. Из-за малой протяженности кольцевых швов производительность таких установок существенно зависит от затрат времени на вспомогательные и установочные операции. С целью их сокращения стараются совмещать операции во времени, выполняя однотипные кольцевые швы несколькими сварочными головками одновременно, и стремятся автоматизировать весь цикл работы. Для подачи изделия под сварочные головки используют четырехпозиционное приспособление, схематически показанное на рис. 22-23. Собранные карданные валы 1 устанавливают в приспособление на позицию А. При повороте барабана 2 на угол 90° изделие поступает под сварочные головки 4 на позицию Б. При этом одновременно включают привод вращения детали с помощью муфты 3 и питание сварочных головок. После завершения сварки обоих швов барабан сноваповорачивается на 90°, подавая под сварку следующий вал. Весь цикл автоматизирован за исключением установки и съема деталей.
Другим примером сварной детали с кольцевым швом является опорный ролик трактора (рис. 22-24). Сварочный станок располагают в линии механической обработки литых или горячештампованных заготовок. Предварительно обработанные половинки роликов подают в загрузочное устройство, представляющее собой гравитационный транспортер с отсекателями для штучной выдачи заготовок. Наличие в заготовках обработанной поверхности отверстия позволяет механизировать не только сварочную, но и сборочную операцию и обходиться без постановки прихваток. Половинки роликов одеваются на оправку и прижимают друг к другу так, что стык оказывается в плоскости расположения сварочной головки. Вращение оправки обеспечивает сварку кольцевого шва, освобождение ролика от закрепления и съем с оправки — выдачу сваренного изделия. Полная автоматизация этих операций достигается при использовании автомата роторного типа.
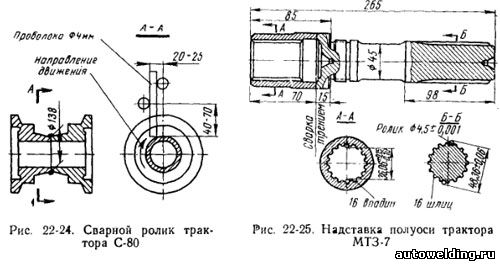
Выбор метода выполнения кольцевого шва деталей типа валов и осей часто диктуется их конструктивным оформлением. Так, наличие в надставке полуоси трактора МТЗ-7 (рис. 22-25) внутренних шлиц заставляет расчленять деталь на две части с целью получения этих шлиц протяжкой. Однако сварка такой составной детали на стыковой машине затрудняется опасностью повреждения шлиц сварочным гратом, а использование дуговой сварки — возможностью искажений прямолинейности оси отсварочных деформаций. Поэтому при изготовлении таких осей используют сварку трением на специальной машине.
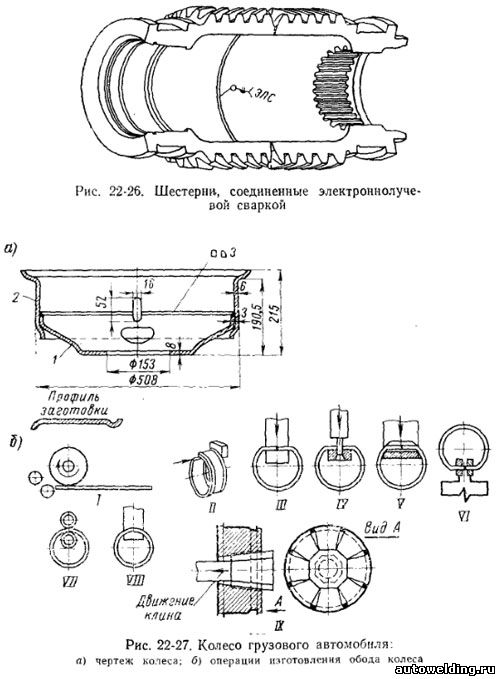
Зубчатые колеса, шкивы, барабаны и другие детали подобного типа изготовляют с помощью дуговой сварки. Применительно к зубчатым колесам расчленение детали на части и выбор метода их соединения определяются как различием требований к свойствам металла обода, центра и ступицы, так и соображениями облегчения точной обработки зубьев. Так, например, блоки шестерен авиационных двигателей расчленяют из-за необходимости обеспечить доступность зубьев для шлифовки. При последующем объединении шестерен в блок искажения точно обработанных поверхностей должны быть минимальны. Поэтому дуговая сварка для этой цели оказывается малопригодной. Перспективной является электронно-лучевая сварка, позволяющая получать швы с глубоким и узким проплавлением при минимальных остаточных деформациях. Пример таких шестерен, соединенных электронно-лучевой сваркой показан на рис. 22-26. Такое решение можно также использовать и для присоединения шестерни к валу.
В колесах из штампованных или гнутых тонкостенных элементов наряду с дуговой сваркой эффективно используют контактную сварку. Примером могут служить автомобильные колеса, производство которых с использованием как дуговой, так и контактной сварки осуществляется в условиях массового производства.
Колесо грузового автомобиля (рис. 22-27, а) состоит из диска1и обода 2. В поточной линии изготовления обода заготовка, поступающая из заготовительного цеха в виде полосы специального профиля, проходит ряд операций: вальцовку I, выправку II, спрямление концов для облегчения их зажима при сварке III, обрезку кромок с целью обеспечения их параллельности IV, сведение концов V, сварку встык методом оплавления VI, снятие грата VII, скругление обода VIII, обдирку грата наждачным кругом и калибровку IX (рис. 22-27, б). Диск колеса штампуется из листа и имеет по отбортованному краю меньшую толщину за счет специальной операции раскатки. Диск запрессовывается в обод на прессе и сваривается под флюсом непрерывным угловым швом в автоматической линии.
Ободы и диски колес легковых автомобилей имеют меньшую толщину и свариваются точками на специальных многоэлектродных машинах типа ТМК-6-300. Обод с запрессованным в него диском укладывается на приемное устройство машины, и все операции осуществляются автоматически. Шесть сварочных клещей машины с помощью подъемноповоротного стола ставят на каждом изделии 12 точек за два приема. Производительность машины ТМК-6-300 составляет 120—200 колес в час в зависимости от толщины свариваемых элементов.
Как сварка используется в машиностроении
Сварочная отрасль и машиностроительный комплекс – это те направления в промышленности, без которых не обходится ни одно производство. Сварка и машиностроение определяют развитие промышленного сектора, возможность изготовления конкурентоспособной продукции.
Особенности деталей и узловЕсть несколько особенностей узлов и заготовок, которые применяют при создании приборов, судов, машин. Они должны быть изготовлены с высокой точностью, поэтому часто сварные изделия подвергают обработке механическим путем. Обработки нередко требуют и соединительные швы – они приобретают лучшую форму, устраняются концентрации напряжения.

Использование сварки в машиностроении
От типа соединения зависят условия дальнейшей эксплуатации изделия. Машиностроение требует изготовления таких узлов и элементов, которые могут в будущем переносить вибрационные нагрузки. Для обеспечения высокой надежности применяют сварные швы впритык и встык. Они отличаются выносливостью и прочностью при соединении с металлом.
Заготовки и узлы, используемые при сборке машин, изготавливаются в условиях крупного производства. Здесь есть возможность применять сварочную оснастку и автоматизированные методы соединения.
Типы сварных соединенийВ промышленном строительстве машин и агрегатов применяют разнообразные типы узлов и соединений. Среди них выделяются мелкие элементы, для чего используют электроконтактный метод сплавления.
Для изготовления изделий в крупном машиностроении используют массовые серии, иногда – единичное уникальное изготовление агрегатов. К ним относятся шестерни, рабочие колеса, валы. Здесь преимущественно использование электрошлакового способа сварки.
В промышленности применяют такие типы соединения:
- стыковое – соединение элементов торцами;
- торцовое – примыкание боковых поверхностей;
- нахлесточное – встречается реже, это перекрывание и параллельное размещение двух элементов;
- угловое – соединение частей под углом;
- тавровое – перпендикулярное расположение, сварка торцом к боковой поверхности.
Но заготовки и узлы в промышленности разнообразны, потому применение находят все возможные типы сварки и соединений.

Типы сварных соединений используемых в машиностроении
Особенности изготовления сварных частейОтдельные части машин делают из заготовок, которые получают разными способами. Многие конструкции можно получить из листов проката, среди них:
- станины;
- рамы;
- корпус редуктора;
- барабан;
- сварная тяга;
- штанга с проушиной.
Сварные элементы активно применяют в промышленности еще и по той причине, что они экономят до половины массы металла в сравнении с литьем тех же элементов. В строительстве машин и приборов используют такие сварные части:
- подшипниковые опоры;
- тяги;
- штанги;
- рамы, шестерни;
- турбины, котлы;
- редукторы, шкивы;
- барабаны;
- части ракет и турбин.
Использование поковки делает производство проще, требуется меньше механической обработки. Это удешевляет процесс сборки машины или прибора.
Используемые материалыВо время производства соединительных деталей для машин используют заготовки:
- штампованные;
- прессованные;
- тонкостенные;
- фасонные;
- гнутые.
Штампованные заготовки нужны в конструкциях авиационного предназначения, при строительстве сельскохозяйственных машин и гражданских автомобилей.

Сварка штампованных деталей используемых в машиностроении
Литые используют, чтобы упростить сам процесс литья. При одинаковой жесткости и прочности соединительные части могут быть в два раза легче литых.
Электрошлаковый метод позволяет изготавливать комбинированные сварные изделия из проката, поковки и отливки. Они требуют минимальной механической обработки, экономны по весу. Без этого современные конструкции – турбины, котлы, узлы станков и металлургического оборудования – изготавливались с большими трудностями ковкой, штамповкой и литьем.
Если наложение соединительного шва затруднительно, используют пайку. Наплавки могут применяться при восстановлении изношенной поверхности, во время изготовления новых деталей для придания им нужных качеств.
Требования к деталямКогда проектируют, из чего будет собрана та или иная машина, обязательно учитывают такие требования:
- качество конструкции должно быть высоким, возможна термообработка до соединения;
- рабочее напряжение лучше принять ниже допустимого – в этом случае размеры элементов определяются жесткостью;
- после сплавления требуется механическая обработка, так как остаточные напряжения могут менять свои значения в будущем;
- механическая обработка соединения выполняется после термической обработки.
Иногда используют так называемый горячий монтаж. В таком случае после сплавления и сборки не нужна механическая обработка, если отработанная технология тщательно соблюдалась.
Сварка удешевляет процесс машиностроения без потери качества, прочности и жесткости изделий. Во многих случаях это экономия не только по времени, но и по финансам. Качество изделий, выполненных при помощи сварки, не уступает качеству литых, но последние обходятся значительно дороже.
Сваркой называется процесс получения неразъемного соединения металлов при помощи местного нагрева их. Из этого определения следует, что в месте образования сварного соединения металл должен быть нагрет. Нагрев можно производить либо до расплавления кромок свариваемых листов, либо только до размягчения их.
Способы сварки, при которых для образования сварного соединения кромки листов расплавляют, относятся к способам сварки плавлением, а те, при которых для образования сварного соединения кромки листов нагревают только до размягчения металла, относятся к способам сварки давлением, так как для образования сварного соединения нужно не только нагреть кромки листов, но и сдавить их. К сварке плавлением относится электрическая дуговая сварка (ручная и автоматическая), газовая и термитная. К сварке давлением относятся все разновидности контактной сварки — точечная, шовная и стыковая, а также газопрессовая и некоторые разновидности термитной сварки.
Современные способы сварки позволяют получить прочное соединение элементов металлической конструкции любой формы при толщине металла от 0,1 до 250 мм и даже больше. Однако далеко не все металлы свариваются одинаково хорошо.
К хорошо сваривающимся сталям относятся углеродистые стали с содержанием углерода до 0,3%, низколегированные НЛ-2, и др. К удовлетворительно сваривающимся сталям относятся углеродистые стали с содержанием углерода от 0,3 до 0,42%, низколегированные — 20ХГС, 20ХМА и др. К ограниченно сваривающимся сталям относятся углеродистые стали с содержанием углерода от 0,42 до 0,55%, низколегированные ЗОХМА , ЗОХГС и др. К плохо сваривающимся сталям относятся углеродистые с содержанием углерода более 0,55%, низколегированные 35ХГС, 40ХС и др. Чем хуже сваривается сталь, тем тщательнее должен разрабатываться и соблюдаться технологический процесс сварки.
Применение сварки дает значительную экономию металла. Сварные конструкции обычно на 10—15% легче клепаных и на 30—40% легче литых конструкций. Сварка значительно повышает производительность и существенно облегчает труд рабочих. Этим по существу и объясняется широкое применение в настоящее время сварки во всех областях машиностроения и в строительстве.
Сварка в транспортном машиностроении. Советский Союз одним из первых начал широкое применение сварки в паровозо-и вагоностроении.
Сварка в тяжелом машиностроении. В тяжелом машиностроении сварка применяется для таких ответственнейших агрегатов, как статоры мощных гидротурбин. Ново-Краматорский завод, применив наиболее современный способ сварки — сварку, выпустил серию сварных статоров мощных гидротурбин для Мингечаурской и Камской ГЭС ; Ленинградский металлический завод выпускает сварными такие узлы гидротурбин, как подогреватели, конденсаторы цилиндра высокого давления паровой турбины и др. Очень широкое применение находит сварка при производстве различных котлов высокого давления с толщиной стенки до 100 мм.
Сварка строительных конструкций. Сварка строительных конструкций сыграла существенную роль при строительстве крупнейших заводов — Магнитогорского, Азовстали и др. Цельносварными изготовлялись строительные фермы, колонны, подкрановые балки. При сооружении цехов этих заводов сварные конструкции составили до 70% всех строительных металлоконструкций.
Огромное значение имела сварка при строительстве крупнейших газопроводов: Грозный — Баку, Саратов — Астрахань, Саратов — Москва.
Цельносварными в настоящее время выпускаются различные резервуары для хранения жидкостей и газов, кубатура которых в отдельных случаях доходит до 10 тыс. м3. Успешно применяют сварку при строительстве мостов. Одним из крупнейших цельносварных мостов является автодорожный мост через Днепр протяженностью 1,5 км.
Большое значение имеет также сварка в ремонтном деле и наплавка изношенных поверхностей деталей машин и режущего инструмента.
В развитии сварки в СССР большую роль сыграли советские ученые и инженеры, а также рабочие-новаторы. Они разработали новые типы оборудования, технологические процессы и высокопроизводительные способы аварки различных металлов.
Читайте также: