Сварка выхлопа своими руками
Обновлено: 17.05.2024
Глушитель — важный элемент любого автомобиля, ведь благодаря ему подавляется шум, возникающий из-за двигателя внутреннего сгорания. Являясь частью выхлопной системы, помимо подавления шумов он ещё и снижает вредность выбросов. Поэтому, когда глушитель ломается — это серьёзная проблема, часто требующая немедленного решения. Со сломанным глушителем пользоваться автомобилем дальше не самая лучшая идея, но отремонтировать глушитель можно и без сварки. Есть несколько методов починки, самый популярный из них — холодная сварка для глушителя.
Причины поломки глушителя
Так как глушитель практически не имеет защиты от влияния внешней среды, его делают из прочных материалов, чтобы срок службы его был дольше. Качество дорог, препятствия и даже простые отскоки камней приводят к повреждениям глушителя.
Однако, механическое влияние — это не самая распространенная причина, приводящая к пробоям. В основном к поломкам приводят химические коррозии. Среда, в которой работает глушитель, можно назвать агрессивной. Потому что на его корпус попадает вода, снег, а также разнообразные реагенты для защиты дорог от обледенения. Всё это налипает на поверхность и приводит к прогоранию глушителя.
В конечном итоге в глушителе появляется дыра, которую проделывает ржавчина, или из-за тех самых препятствий на дорогах. Если повреждения серьёзные, то обычно глушитель меняют. Но если поломки небольшие, то используется один из способов его ремонта.

Способы ремонта выхлопной системы
Весь процесс сводится к заделыванию дырок в глушителе и трещин, возникших из-за разъедания металла или внешних повреждений. Выделяют следующие способы:
- Сварка. Чтобы её выполнить, швы должны быть определённой жёсткости и герметичности, а этого невозможно добиться при больших пробоинах или трещинах. Иногда правильно не сварить, а наварить на деталь новую часть. Но все эти работы требуют техники, помещения и навыков.
- Герметики. Можно использовать герметики, которые не восприимчивы к высокой температуре. Ими замазываются совсем незначительные пробоины, а также они герметизирует систему выхлопа при замене части в ней или сборке.
- Бандаж. Ленты на керамической основе тоже могут выдерживать большую температуру и являются простым способом починки глушителя. Чаще всего бандаж используется для небольших дыр и на местах стыков и сварки. . Она отличается от сварки обычной. Соединения происходят без воздействия температуры, за счёт проникновения сварочной массы в необходимые части.
Каждый из этих методов имеет плюсы и минусы, поэтому выбор не всегда прост. Из-за частого использования холодной сварки, которая не требует специального оборудования и подготовки, однако имеет очень действенный эффект, о ней стоит сказать подробнее.
Ремонт глушителя холодной сваркой
Чтобы понять, как заделать глушитель холодной сваркой, начать стоит с определения, что она собой представляет. Это 2-составной клей широкого применения. У него есть много преимуществ, среди которых:
- Стойкость к воздействию воды, реагентов, высоких температур (до 150 градусов).
- Противостояние ударным нагрузкам (до 120 кгс/ см²) и вибрациям.
- Простота применения, так что с холодной сваркой справится любой.
- Стоимость не велика.
- Сварка легко высыхает, но для полного схватывания обычно выжидают сутки.
- Применяется в любых условиях.
Конечно, есть и недостатки. Среди них:
- Пользоваться нужно с осторожностью из-за токсичности материала.
- Холодная сварка не подойдёт для масштабных пробоин.
- Необходимо подобрать правильный состав.
- Пользоваться только до окончания срока годности.
Преимуществ, конечно, больше чем недостатков, поэтому этот способ ремонта и приобрёл такую популярность. Среди положительных есть простота применения и это легко доказать, взглянув на алгоритм ремонта глушителя холодной сваркой:
- Для фиксации пригодятся ткань, жгут или струбцина.
- Перед работой поверхность очищается, обезжиривается и зачищается наждачной бумагой.
- Надеть перчатки, чтобы не повредить руки реагентами.
- Смесь смешивается по инструкции. Если она в шприце, стоит перемешать ещё раз.
- Чтобы избежать риска отравления, ремонт проводится на открытом воздухе. На склевываемые поверхности быстро укладывается клей, для высокой прочности соединения нужно подержать детали вместе.
- Всё фиксируется жгутом.
- Через час можно зачистить склеенное место от остатков клея. Сушка ускоряется до 20 минут, если привлечь температуру в 20-30 градусов.
- Смесь окрепнет через сутки и будет готова к новым нагрузкам.

Многие озадачены тем, можно ли холодной сваркой заварить глушитель. И ответ, конечно, положительный. Ведь это действенный и достаточно быстрый способ устранить все дефекты, а это самое главное.
Как выбрать холодную сварку
При выборе холодной сварки для ремонта глушителя нужно обратить внимание на такие параметры:
- Время первичного и полного застывания. Последнее обычно не отличается и составляет 24 часа, а вот первое меняется у разных производителей.
- Время пластичности. Показывает, сколько времени можно будет подгонять детали, пока клей не схватится.
- Температура использования. В среднем она будет от -20 до +15.
- Термостойкость. В среднем это значение находится где-то до +260 градусов по Цельсию. Если нужно что-то более стойкое, то есть и с пределом +1300 градусов по Цельсию.
- Расход клея. Зависит от плотности деталей, которые нужно соединить, и от опыта пользователя. На шов длиной 25-30 мм хватит обычного тюбика в 60 мл пастообразного клея.
С одной стороны, столько критериев подбора холодной сварки для глушителя усложняет выбор. Однако с другой стороны благодаря такому широкому выбору каждый подберёт себе подходящий материал.
Ремонт керамической лентой
Применять керамическую ленту легко:
- Очистить глушитель перед починкой.
- Смочить ленту водой.
- Обмотать вокруг места поврежденного места минимум в 2 слоя.

Керамическая лента всё же временный вариант и продержится до трех месяцев. Решить проблему окончательно с её помощью не получится, так что она подходит только как экстренная мера.
Ремонт глушителя герметиком
Используется для небольших поломок и для герметизации выхлопной системы. Этот метод один из самых простых, потому что не требует ничего, кроме действия по инструкции и внимательности.
Чтобы отремонтировать глушитель герметиком, следуют таким шагам:
- Участок под герметик зачищается наждачной бумагой.
- Перед нанесением состава поверхность смачивается водой.
- Нанести герметик.
- Подождать полчаса, пока он не высохнет.
- Запустить мотор на 15 минут, чтобы из герметика испарилась влага.
- Оставить двигатель на 12 часов.

Герметиками не получится залатать каждое повреждение. Их лучше всего использовать как дополнение.
Какой метод выбрать
Итак, как стало известно ранее, основных технологий ремонта глушителя без сварки три и выбрать среди них один получится, только если знать особенности действия каждого:
- Холодная сварка. Это простой и надёжный способ ремонта выхлопной системы. Она не требует никаких специальных навыков, обеспечивает прочность соединения, поэтому так популярная среди автолюбителей. Главное — подобрать правильный состав, а всё остальное сложностей не вызовет.
- Бандажи. Чаще всего используются для деталей, которые можно ими обмотать. Для выхлопных труб, к примеру. Имеют керамическую основу, а также пропитаны составами, позволяющим выдерживать большие температуры, до 1000 градусов по Цельсию.
- Герметики. Не долговечны, но для небольших повреждений, особенно в швах — незаменим
Если повреждение внушительное, то поможет только замена деталей. Это самый лучший выход из ситуации.
Варим выхлоп сами — часть 2

Год назад я писал о наших с Антохой экспериментах по сварке выхлопа, которые завершились изготовлением трассы от стокового коллектора, без ката, с механической обманкой второй лямбды. Почитать часть 1 можно здесь
Работы по изготовлению кастом коллектора затянулись на всю зиму, по причине не такого большого количества свободного времени, гемороя с главной деталью коллектора (сгон 4-1), да и временами просто было лень)
Таким образом, в течение годичной экплуатации нашего первого выхлопа на маленькой прямоточной банке Fujitsubo пришло понимание, что звук громковат для повседнева, а поскольку переделывать законченное изделие привычки не имеется, да и к тому же сварку с поддувом освоили, решено было новый выхлоп ПОЛНОСТЬЮ сделать с нуля.
Первым этапом была отрисовка фланца ГБЦ с оригинальной прокладки и изготовление его, а так же остальных фланцев выхлопной системы на гидрорезе. Затем, поскольку отдельного блока цилиндров мы под руками не имели, по стоковому коллектору мы изготовили оправку-стапель, на которую были закреплены францы, и затем мы туда уже вписывали весь коллектор.
Основной частью коллектора 4-1 является сгон 4х раннеров, которые, кстати, изготавливались из труб и отводов диаметром 38мм. Длины раннеров были подсмотрены у брендовых коллекторов, а так же посоветовались с людьми которые уже экспериментировали с этим. С изготовлением сгона нам пришлось прилично повозиться, так как у нас не было дорогостоящего кондуктора для отпиливания от трубы секторов под углом, но зато была ленточная пила, и мы изготовили свой кондуктор немного иного принципа действия.


Но, каждый раз получаемые нами заготовки не складывались как пазл в нужную нам конструкцию, и мы недоумевали почему же так происходит. В результате мы нашли ошибку в наших расчетах и наконец получили идеально стыкующиеся раннеры.


Возможно, угол стыковки можно было бы сделать более пологим, но тогда именно в таком исполнении было бы сложно стыковать и обваривать раннеры.
Далее все это дело обваривается и прикидывается на оправку.

Потом сгон отпиливается по длине, подгоняется его переход в трубу 50мм, прихватывается к фланцу, после чего начинается самый интересный процесс подгонки раннеров, в результате которого на глазах из пустого места рождается коллектор!
Для сборки мы использовали ПЭТ-ленту, которая держит приличную температуру, и позволяет зафиксировать трубы для последущией прихватки точками сварки. Очень удобная штука, в общем то.
В итоге получается вот такая красота.

Обваривали все с поддувом, поэтому изнутри швы гладенькие и вообще все супер.


И для сравнения фото уже готового кастом-коллектора и стокового.



Несмотря на то, что фланец во избежании его ведения от сварки был прикручен к профилю, его все равно повело.

Поэтому пришлось его шлифовать. Поиск в интернете выдал статью на драйве, где человек ездил шлифовать коллектор в МАДИ в цех мехобработки, поэтому я нарпавился туда же. После шлифовки всего за 1500р фланец стал идеальным.

Перед окончательной установкой в авто фланец обмотали термолентой "3градуса". Не реклама, но термолента СУПЕР! Российского производства, двуслойная, не колется, не требует вымачивания перед намоткой, стоит приемлемо.

После доделок по коллектору мы за пару дней сварганили полностью новый выхлоп. За оконечную банку на этот раз была взяла Apexi Hybrid Megaphone, изначально заточенная под фит, имеющая на входе трубу 50мм, то есть то что надо. При этом она довольно объемная, и, в силу своего названия, имеет гибридную конструкцию, то есть прямоток с камерой а-ля Гельмгольц.

Соответственно под вход этой банки и варился весь выхлоп. Явные плюсы тут в том, что не переделывая остальную кастом трассу, можно менять банку, если что-то не понравится.
Еще из отличий от предыдущей кастом-трассы можно выделить катализатор. Я его нашел на дроме за копейки, он был спилен с какого-то маркообразного, соответственно совсем другой диаметр трубы, но это мы решили эту проблему при помощи конусных переходов, тем самым создав конструкцию даже более правильной геометрии, чем заводская. Данный катализатор имеет плотность ячеек 200 на кв. дюйм, в отличие от штатного 600 на кв. дюйм, в следствии чего он гораздо лучше продувается. В принцпе, штатный катализотор, будучи в НОРМАЛЬНОМ состоянии (я сечас не про выгоревшие или оплавленные), не создает особых препятсвий потоку газов, зато прилично дробит волну и тем самым округляет звук.
Сварили новый "даунпайп", если его так можно назвать, используя 100мм четырехлойную гофру interlock от MG-race.

Остальную трассу старались максимально упрятать в дно автомобиля, чтобы ничего не свисало, особенно резонатор, который свисает ниже порога даже на штатной трассе. Кстати, резонатор снова камерный MG-Race, но этот раз 100х300мм.
Все крепежи сделаны из прутка нержи, гайки под лямбды тоже заказывал откуда-то издалека, ибо в Мск только из чернухи продают.

В итоге все выглядит и звучит очень здорово! Звук негромкий, до 2500-3000 оборотов басовитый, а при нажатии в отсечку, как мне кажется, становится тише но уходит в верхний диапазон частот. В общем, звук очень приятный, но на видео пока не заснят, не смотря на то, что езжу я с ним уже с начала июля)


По поводу динамики и расхода. Конечно, машина едет довольно приятно, и особенно кайфовый звук когда жмешь на газ в туннелях, он вроде бы агрессивный, но негромкий и округлый. Расход не вырос, наоборот немного упал. Термолента держится отлично, пробег на данный момент на этой трассе более 5000км. Нельзя не отметить тот факт, что финальным стимулом к доделке всего и вся стала поездка в Норвегию, ибо ехать 4700км (а имеено такой был наш суммарный пробег за путешествие) хочется с тихим и приятным выхлопом. Про эту поездку я скорее всего напишу отдельный пост, как только доделаю фото (а делаю я их долго обычно).
Теперь, когда есть полноценный выпуск и впуск, можно попробовать все это дело поднастроить, для это нужен субкомп piggiback, варианты пока рассматриваю. Ибо без настройки толку от этого дела немного, только приятный звук, но мы-то всегда хотим большего!)
Огромное спасибо Антохе за помощь в изготовлении выхлопа! Делать самим намного интереснее чем заказывать, пускай это даже и растягивается надолго, результат превзойдет все ожидания, а полученный опыт — бесценен.
Как заварить глушитель электросваркой самостоятельно
Автомобильный глушитель, работая в агрессивной среде при высоких температурах и влажности, быстро приходит в негодность. Коррозия, разъедая металл, разрушает глушитель. Помимо негативного воздействия ржавчины, глушитель легко продырявить на ухабистой местности, ввиду его низкого расположения. Последствия таких повреждений весьма неприятны. Рев работающего мотора начинает резать слух, а выхлопные газы, теряя направленный поток, попадают в салон автомобиля. Конечно, решает все эти проблемы замена глушителя новым. Но можно обойтись и мене затратным способом — сваркой. На первый взгляд, сварка глушителя может показаться непростой задачей, однако в этом процессе нет ничего сложно, если немного разобраться в теории.
Предварительные работы перед сваркой
Для начала нужно подобрать инструменты и приспособления, а также подготовить поверхность.
Для работы нам потребуются:

Какой сваркой лучше варить глушитель
Вид сварки особой роли не играет, если придерживаться двух основных параметров:
- Минимальная сила тока.
- Минимальная толщина электрода.
Полуавтоматическая сварка обладает преимуществами при ремонте глушителя по сравнению с обычной электросваркой. Ее режимы, более щадящие для тонкого металла, а защитный углекислый газ не допустит перегрева и окисления сварного шва. Благодаря этому структура основного металла не изменится и не потеряет прочности. При работе обычной электросваркой, необходимо подобрать подходящие электроды под используемый металл.
Важно знать!
Перед сваркой глушителя следует отключать аккумулятор, что бы избежать замыкания на массу. Причем вынимать его, совсем не обязательно. Достаточно лишь отключить массу – провод со знаком минус. Он, как правило, черного цвета.
Ремонт глушителя электросваркой своими руками
Чтобы заварить глушитель самому достаточно иметь лишь небольшой навык работы с металлообработкой. Работу можно произвести в любых гаражных условиях. Сквозную коррозию необходимо полностью вырезать с помощью угловой или прямой шлифовальной машинкой с использованием шарошки.
В зависимости от диаметра дефекта выполнить работу можно двумя способами. Первый заключается в наложении заплатки, с последующей сваркой ее по периметру. Этот метод используют при крупных дефектах или при большом скоплении пор в одном месте.
Второй способ позволяет производить сварку без использования заплаток, при котором сквозные дыры сплавляются непосредственно электрической дугой. Этот способ применим лишь в том случае, если коррозия или дефект имеет небольшой размер. Залатать такие отверстия не составит труда как электродом, используя простую сварку, так и медной проволокой, при работе на полуавтомате
Чаще всего приходится сталкиваться с коррозией в месте, где соединяются корпус и труба глушителя. После зачистки и удаления ржавчины зазор между этими деталями значительно увеличивается. Нарастить необходимую толщину между ними можно присадочной проволокой (электродом) или сваривать с помощью кусочков заготовленного листового металла. После наложения металлического листа его следует прихватить, обеспечив его фиксацию с корпусом глушителя, а затем уже приступать к основной сварке.
По окончании работ следует закрасить околошовную зону и сам сварной шов краской. Такая обработка защитит металл от коррозии и продлит эксплуатацию детали. Перед покраской не забудьте зачистить шов от окалины металлической щеткой и обезжирить его поверхность. Следует помнить, что не всякая краска подойдет для глушителя. Для окрашивания выбирайте термостойкие краски или мастику.
Альтернативные методы ремонта глушителя
Следует отметить еще один способ сварки, не требующей применения сварочных аппаратов – холодная сварка. Здесь для ремонта поверхности используются композитные материалы на основе смол и стеклоткани.
Эти два компонента смешиваются с отвердителем и надежно приклеиваются к месту дефекта. Композитный материал не подвержен коррозии и не боится высоких температур. Этот метод, не потребует подключения к электросети и обходится без специального оборудования, что делает его наиболее удобным в поездках. Предварительные работы перед холодной сваркой следует выполнять точно так же как и перед обычной электросваркой.
Профилактические меры
Продлить срок службы глушителя можно благодаря систематическому уходу за ним, выполняя своевременную мойку и обработку его антикоррозионными составами. Кроме этого, в целях профилактики можно использовать гофрированную трубу, закрепляя ее между коллектором и корпусом детали. Такая сцепка будет способна поглощать лишние вибрации, сокращая трение и рабочую температуру глушителя.
Турбо выпуск 63мм (Часть 1. Подбор компонентов.Прямоточный глушитель своими руками)

до этого у меня стоял 51 выпуск с соединениям как и на стандартной классике, то есть эти развальцовки где закисает постоянно, где трубы крутятся и провисают, разобрать и собрать это всё — это хуже не куда… по этому варить новую систему я решил однозначно на фланцах! так как все таки это 63мм выпуск, то снизу красть клиренс нужно по минимуму, значит фланцы лучше всего мне подойдут на 2 болта… что бы не иметь проблем с прокладками, что бы не резать их из чего то самостоятельно, то надо начать собственно из их поиска)) полез за советом к гуглу, искал наиболее простые решения, как оказалось это прокладки от обычного ГАЗовского ЗМЗ 405 в исполнении с катализатором! попав на рынок, нашел их без проблем в первом же магазине, цена — 35 грн\шт, по моему не дорого, особенно когда за 100 3 шт отдают))

прокладки имеет диаметр почти 64мм кажется но на трубу она не налезла всё таки, вот под них и нужны мне фланцы теперь!
отдельно фланцы я и искать не стал, так что надо делать самостоятельно)
фланцы делались так что бы налазили на трубу снаружи, что бы удобно было работать с ними, за не имением каких либо станков, но у Stasik22 батя токарь, пришлось фланцы делать на токарном станке)) толщина 6мм…

после небольших доработок болгаркой и сверлилкой имеем вот это

следующее что меня не устраивало в заводской системе — это подушки на которых всё держится… во первых для глушителя они вообще никакие, хиленькие и мало их там, не держат нормально, ну и вся система крепится только возле КПП и дальше аж на глушителе держится, серединка нигде не подвешена, это не правильно… всегда я хотел ставить двухсторонние подушки, которые как на растяжение, так и на сжатие работают, короче как на всех НОРМАЛЬНЫХ машинах…))
чё то провтыкал я сфоткать их, но купил 4 подушки на рынке те что мне понравились, они очень похожи на эти (фото с интернета)

дальше меня интересовала сама схема выпускной системы, что ставить, где и как по ПРАВИЛЬНОМУ… конечно однозначно для трубо мотора лучше всего огрызок трубы побольше после улитки, по короче и в атмосферу, но всё таки у меня не корч, мне по дорогам общего пользования ездить, да и самому не хочется что бы после часа езды на машине голова была как кабак))) начал смотреть готовые выпускные системы от именитых производителей для турбо машин, системы сделанные под заказ, насмотрелсяяяя, слюнявчик надо было одевать мне как моему малому!))) блин как круто делают люди… и навороченные системы, и сварка везде ТИГ, нерж, шутеры, заслонки изменяемые геометрию системы, насадки самодельные, которые круче рыночных… короче одно расстройство…((( начал думать как бы себе сделать систему с заслонкой и изменяемой громкостью, но когда сидишь за компьютером и мечтаешь и когда лезешь под машину, смотришь сколько места в жигулях и что такое 63мм труба под машиной, понимаешь что надо забыть за всё это и делать как обычно…(((
следующим моментом были компоненты системы, все не ногами деланные системы имели резонатор где то по середине магистрали (иногда чуть ближе к двигателю) и оконечный глушитель… нууу так подумал, если не большого объема, то резонатор может влезть между эластичной муфтой и подвесным, что бы его прижать к кардану по ближе, что бы не висел низко, потом опять пошел посмотрел на это всё своими глазами уже, взял кусок 63 трубы, приложил и понял что это бред… машина не такая высокая что бы раскидываться клиренсом, не куда просто его там ставить…
раз уж так всё складывается что ничего не получается так как хочется, то остается один вариант — полностью прямая банка и как можно большего объема что бы заглушить гул, что бы громко не орало, а то проедешься потом по трассе и ничего уже не захочется…) тем более что увеличиваем диаметр трубы, а чем больше диаметр — тем громче система работает, значит будем делать по максимуму глушитель!)
что касаемо глушителя — это та часть выпуска, которую я не хочу делать с черняги, только нерж! а то черняга это не на долго, провозишься с ним, а через год уже хлам и звук не тот((( в прошлый раз я как делал — покупалась нерж труба, в ней сверлились отверстия 6мм как можно больше (на 51 трубу на глушитель мне 2 сверла тогда хватило))), а тут уже 63мм, значит сверления еще больше, да и насмотревшись на нормальные работы, хочется и себе сделать по возможности по лучше…
заказал куму перфорацию 4.2мм диаметром с шагом 3мм на нержавейке толщиной 1мм, кусок сделали 500х500мм с расчета что прошлый глушитель был 470мм длиной, а в ширину такой большой — что бы если что, хватило еще и на резонатор… вот такое чудо вышло, я насмотреться не мог))
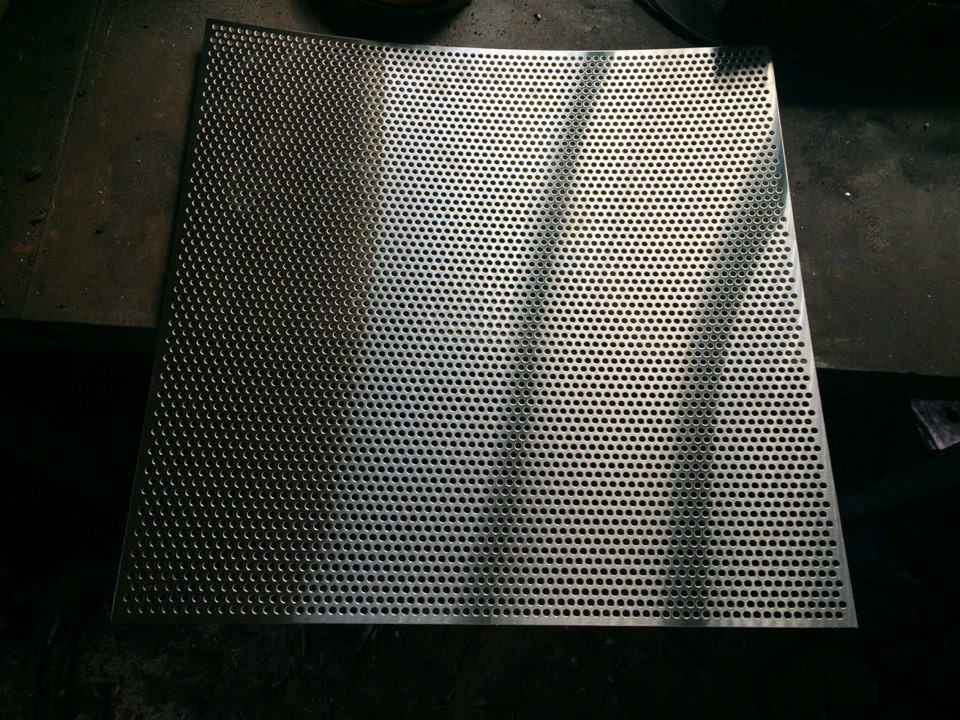
всё четко, красиво и гладко! теперь не простая задача — сделать из ЭТОго трубу!=) помучившись немного в тисках загибая на дюйм с четвертью трубе тредварительно, потом подогнав и обстучав всё это дело на 63 нержавейке, обрезав в размер и собрав на прихватках получилась не плохая такая труба
Читайте также: