Сварка жаропрочных никелевых сплавов
Обновлено: 18.05.2024
Наибольшее распространение получила аргоно-дуговая сварка никелевых сплавов вольфрамовым электродом. Аргоно-дуговая сварка гарантирует высокое качество сварного шва если используется постоянный ток прямой полярности. Сварка никелевых конструкций требует использования электродов (европейского, отечественного или международного стандарта). Электроды изготовляют обычно из вольфрама, поскольку тугоплавкие металлы обеспечивают высокую надежность сварочных соединений за счет высокой температуры сварки. Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу.
Электроды
Вольфрамовые неплавящиеся электроды изготавливаются согласно 949−80. Плавящиеся карбид-вольфрамовые электроды нормируются нормами 448−75. Электроды такого типа бывают как круглого сечения (параметрами от 0,5 до 3x40 мм), так и плоского (4x2x40, 1,5x2x40, 1,5x3x40). Характеристики карбид-вольфрамовых электродов и технология изготовления такого состава обеспечивают прекрасную эксплуатационную стойкость и термическую высокую стабильность сварочной дуги.
Пайка
Требуется использование специальных рекомендованных флюсов, газовых сред и припоев. Это необходимо, потому что поверхность никелевых сплавов, покрыта очень стойкой пленкой оксидов. В процессе легирования нихрома титаном и алюминием химическая стойкость оксидной пленки повышается, что влечет за собой дополнительные затруднения.
Газовые среды
Во время пайкb никелевых сплавов нужно следить за тем, чтобы используемые газовые среды не имели соединений серы, поскольку при взаимодействия серы и никеля образуется легкоплавкая эвтектика, которая проникает вглубь по границам зерен и вызывает охрупчивание металла. Пайка жаропрочных сплавов на никелевой основе в газовых восстановительных средах требует тщательной очистки от остатка кислорода при помощи дунитового или платинового катализатора и дополнительной осушки до точки росы (-70°С). При пайке таких сплавов в вакууме или в нейтральных газовых средах — их следует тщательно осушать при помощи перекиси бария, фосфорного ангидрида или цеолита. Перед началом пайки нихром покрывают слоем меди или никеля толщиной 15 мкм, обеспечивающим смачивание поверхностей пайки в нейтральных средах и вакууме без использования флюса.
Припои
Низкотемпературная пайка нихрома требует применения свинцово-оловянные припоев, которые содержат от 40 до 60% Sn, а также применения специальных флюсов. Никелевыеконструкции, которые работают при температурах 350−500°С, требуют использования серебряных припоев. Медные припои применяют редко из-за их низкой коррозионной стойкости и жаропрочности. Помимо этого, в процессе пайки медью никель растворяется в припое. Поэтому необходим строгий контроль температуры пайки и четкая дозировка припоя. Во время пайки нихрома припоями, легированными бериллием и бором, паяемый металл тоже растворяется в припое, в связи с чем, необходимо вести пайку без перегревов и быстро, строго соблюдая режим пайки.
Поставщик
Вас интересуют сварка и пайка нихрома? Поставщик «Ауремо» предлагает сварку и пайку нихрома на выгодных условиях. Соответствие ГОСТ и международным стандартам качества. Сварка и пайка нихрома, цена — оптимальная от поставщика. Купить нихром сегодня. Оптовым заказчикам цена — льготная.
Сварка высоколегированных сплавов на никелевой основе
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Состав, структура и назначение
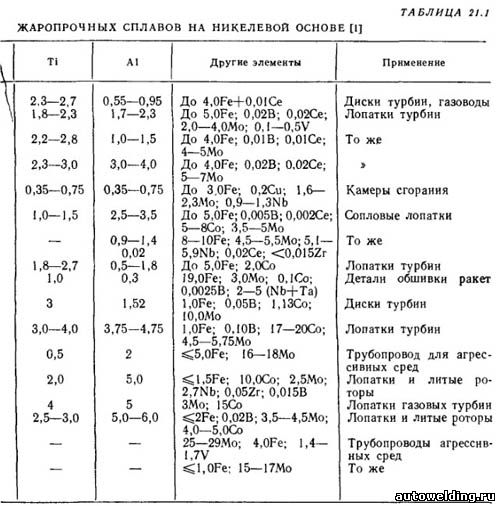
Высоколегированные сплавы никеля обладают наряду с высокой жаропрочностью и окалиностойкостью значительной коррозионной стойкостью в газовых, соляных и жидкометаллических средах и могут эксплуатироваться до температур 1000—1100°С (табл. 21.1). Никелевые сплавы делят на две группы: гомогенные нетермоупрочняемые и гетерогенные термоупрочняемые дисперсионным твердением.
Термоупрочняемые гетерогенные сплавы никеля могут иметь несколько исходных состояний. В закаленном состоянии сплавы имеют наименьшую жаропрочность, но наибольшую пластичность (в том числе штампуемость и другие технологические свойства) В дисперсно-упрочненном (состаренном) состоянии пластичность минимальна, а жаропрочность максимальна и зависит от объема, химического состава и морфологии, упрочняющих фаз.
Главная роль в обеспечении жаропрочности никелевых сплавов принадлежит γ'-фазе, общее количество которой пропорционально содержанию Ti + Al или Nb + Al. При ∑(Ti, Аl) >8% доля γ'-фазы достигает 60% (по массе). Под γ'-фазой понимают интерметаллиды типа Ni3 (Ti, Al), Ni3Al, Ni3Nb, Al), имеющие ГЦК решетку. Они когерентны, выделяются в объеме матрицы при старении и обеспечивают дисперсное твердение сплава.
В комплексно-легированных сплавах γ'-фаза имеет сложный состав, так как никель и алюминий могут замещаться другими элементами. Положительное влияние на механические свойства γ'-фазы состоит в том, что, выделяясь в объемах зерен при температурах 600—950 °С в виде большого числа когерентных мелкодисперсных частиц, она создает эффективные барьеры для движения дислокаций. В то же время γ'-фаза значительно пластичнее карбидов, а прочность ее возрастает с увеличением температуры.
Наряду с основными фазами возможно образование ряда побочных некогерентных фаз, которые, выделяясь по границам зерен вследствие сегрегации или лнквацни, приводят к охрупчиванню сплавов: η-фаза (Ni3Ti), σ-фаза (FeCr), карбиды (Ме23С6 и Ме6С), бориды (Ме3В2).
В перестаренном состоянии (старение при повышенных температурах) сплавы имеют промежуточные значения жаропрочности и пластичности вследствие коагуляции упрочняющих фаз.
Свариваемость никелевых сплавов
Структура, свойства металла шва и зоны термического влияния
Первичная структура металла шва высоколегированных никелевых сплавов формируется путем зарождения на подложке — оплавленных зернах основного металла — укрупненных столбчатых кристаллитов, конкурентный рост которых приводит к выклиниванию других, неблагоприятно ориентированных кристаллитов и прекращению их роста. Эта особенность однофазной кристаллизации приводит к резкому укрупнению кристаллитов в швах и является первым фактором понижения свариваемости. Второй фактор — высокий уровень легирования расплава; он обусловливает в литом металле на периферии шва ячеисто-дендритный и дендритный (в центре) тип субструктуры со значительно выраженной ликвационной неоднородностью (табл. 21.2)
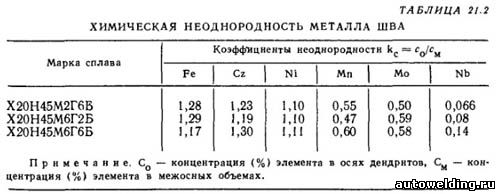
Основное следствие ликвации — неоднородность химического состава, приводящая к образованию в шве менее эффективных интерметаллидных фаз по сравнению с фазами в основном металле. Так, в результате преимущественной ликвации титана в зонах ликвации будет при старении выделяться фаза Ni3Ti, обладающая меньшей жаропрочностью и тугоплавкостью, чем γ'-фаза. Третий фактор — транскристаллитность швов, в центре которых на больших скоростях сварки формируется «зона слабины» — стык двух фронтов кристаллизации с явно выраженной зональной ликвацией. При малых скоростях сварки в центре шва образуются осевые кристаллиты, по граням которых возникают две зоны срастания боковых и осевых кристаллитов, также характеризуемые пониженными свойствами.
Изменения структуры в ЗТВ:
- укрупнение зерна в гомогенных сплавах;
- растворение упрочняющих фаз в гетерогенных сплавах в зоне, нагреваемой выше 900 °С, фиксируемое по изменению твердости;
- оплавление фаз в перестаренных сплавах;
- перестаривание (при сварке состаренных сплавов), приводящее к укрупнению упрочняющих фаз.
Развитие указанных негативных явлений зависит от длительности высокотемпературного нагрева, исходного состояния сплава и его химического состава, определяющего стабильность фаз при нагреве.
Трещины при сварке
При сварке гомогенных никелевых сплавов (типа Х20Н45, ХН69ВТ, ХН78Т) возможно образование кристаллизационных и подсолидусных горячих трещин в металле шва.
При сварке гетерогенных сплавов наряду с возникновением горячих трещин в шве более вероятно их появление в ЗТВ, где велика протяженность ТИХ из-за наличия легкоплавких ликватов (В и т. д.) и мала пластичность из-за крупнозернистой структуры.
Металлургические способы предотвращения горячих трещин:
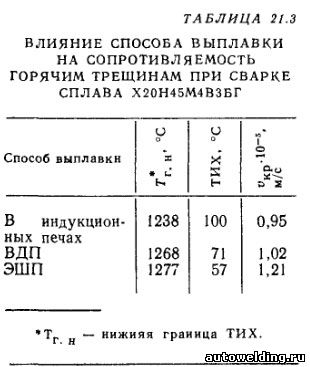
повышение чистоты сплавов по примесям (переплав, гранульная металлургия) (табл. 21.3);
ограничение полноты рекристаллизации при прокатке сплавов, позволяющее инициировать рекристаллизацию при сварке и соответственно снизить сегрегацию в условиях ускоренной миграции границ зерен в ЗТВ при сварке;
сварка в аустенитизированном или перестаренном состоянии. Значение vкр, несмотря на неизменность химического состава шва, при сварке в аустенитизированном состоянии повышается в 1,5—2 раза.
Технологические способы предотвращения трещин: снижение до минимума погонной энергии (сварка неплавящимся электродом, ЭЛС, лазер, импульсная дуга);
ограничение скорости сварки;
применение электромагнитных полей и других внешних воздействий для измельчения элементов первичной структуры;
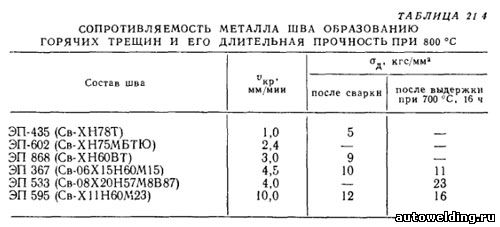
применение теплопроводящей оснастки и охлаждающих сред (подача паровоздушной смеси на сварочную ванну). Сопротивляемость образованию горячих трещин наиболее употребляемых присадок приведена в табл. 21.4.
Трещины при послесварочной термообработке
Термообработка сварных соединений производится с целью снятия сварочных напряжений, а для гетерогенных термоупрочняемых сплавов — и для восстановления жаропрочности в сварном соединении. Наиболее эффективно сочетание закалки и старения. На этапе медленного нагрева в интервале дисперсионного твердения возникают трещины.
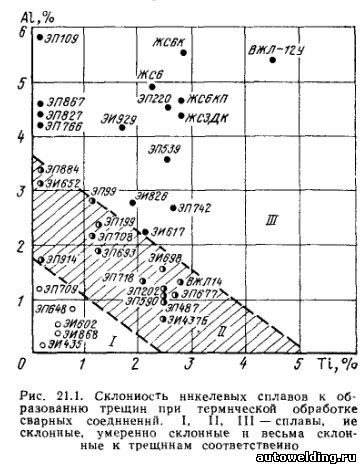
Сплавы с ∑(Ti + Al)≥4% весьма склонны к трещинам при термообработке сварных соединений. Сравнительная оценка склонности к таким разрушениям при термообработке дана на рис. 21.1.
В сплавах, легированных Nb вместо Ti, ослаблена интенсивность старения. Это позволяет на первом этапе старения снизить сварочные напряжения по механизму релаксации, а на втором — повысить жаропрочность старением. Такие сплавы, например ХН62МБВЮ (ЭП-709) с упрочняющей γ'-фазой Ni3 (Nb, Аl),не склонны к образованию трещин в процессе термообработки при сохранении значительной жаропрочности до 800 °С. Также способствуют предотвращению трещин при термообработке всеспособы рафинирования сплавов, измельчения зерна в ЗТВ, снижение сегрегаций по их границам, сведение к минимуму времени высокотемпературного нагрева при сварке и повышение скорости нагрева при послесварочной термообработке до 60 °С/мин и выше.
Охрупчивание при эксплуатации
Высокотемпературное. В процессе длительной высокотемпературной эксплуатации происходит снижение предела длительной прочности и пластичности основного металла и сварных соединений. Однако интенсивность их снижения выше для металла шва и ЗТВ, особенно в условиях циклического высокотемпературного нагружения по следующим причинам:
изменение морфологии γ'-фазы в результате высокотемпературной деформации при сварке, приводящее к пластинчатой форме выделений η-фазы с ромбической решеткой, некогерентной матрице;
преобразование первичных карбидов МеС во вторичные Ме6С и Ме23С6, имеющие пластинчатую форму и выпадающие на границах;
образование оксидов Ме2O, способствующих диффузионному окислению сплавов по межзеренным границам;
разнозернистость металла в ЗТВ;
межзеренное проскальзывание в ЗТВ в процессе сварки, приводящее к зарождению трещин у включений и ступенек, образовавшихся при выходе дислокаций на границах.
Чем короче длительность высокотемпературного нагрева при сварке и меньше разница в сопротивлении деформированию металла шва, ЗТВ и основного металла, тем слабее развиваются указанные необратимые изменения, выше эксплуатационные свойства и свариваемость сплавов.
Под воздействием агрессивных сред охрупчивание металла вызывается преимущественно сульфидной и межкристаллитной коррозией. Сульфидная коррозия связана с образованием легкоплавких сульфидов никеля NiS (Tпл = 810 °С) при наличии в газовом потоке сернистых соединений. Сульфиды имеют больший объем, что вызывает разрыхление металла и проникновение сульфидов по границам зерен, особенно сильное в восстановительных средах, где нет плотных окисных защитных пленок. Чем крупнее зерно в ЗТВ, чем больше напряжения и длительность высокотемпературного нагрева при сварке, тем ниже стойкость сварных соединений против газовой коррозии по отношению к основному металлу.
Межкристаллитная коррозия вызывается распадом твердого раствора при сварочном нагреве в интервале 550—750 °С и выпадением карбидов в результате диффузии С и Сr на границах зерен. В условиях контакта с электропроводной средой образуется многофазная система анод—катод, что приводит к растворению наиболее электроотрицательной фазы, располагающейся вдоль границ зерен. Подавлению склонности швов к межкристаллитной коррозии способствует легирование ниобием, исходя из соотношения Nb/C≥20 при работе соединений ниже 550 °С и Nb/C≥40 при более высоких температурах длительной эксплуатации, ограничение содержания С не более 0,03—0,06 % и аустенитизация сварных соединений.
Радиационное. Под воздействием нейтронов, α-частиц в кристаллической решетке металлов образуются гелиево-водородная фаза, а также вакансии, так как атомы твердого тела выбиваются из своих регулярных положений и переходят в междоузлия, что снижает пластичность. Высокотемпературные свойства под действием облучения изменяются по различным законам в зависимости от химического состава сплавов и его структуры. Наиболее сильно снижаются длительная прочность у дисперсионно-твердеющих сплавов (особенно для сварных швов), содержащих Со, N, В и др. Значительно меньшее влияние оказывает нейтронный поток на гомогенные сплавы, не склонные к дисперсионному твердению. Их свойства восстанавливаются после отжига при 0,5Tпл К.
Свариваемость облученного материала (что важно при разработке ремонтной технологии ядерного оборудования) также понижена в связи с повышенной склонностью к порообразованию, а также к образованию горячих трещин в ЗТВ по механизму гелиевой хрупкости. Выбор сварочных материалов и технологии должен быть направлен на снижение гетерогенности швов и концентрации высокотемпературных деформаций, влияющих не только на появление горячих трещин, но и на длительную прочность сварных соединений.
Технология сварки и свойства соединений
Выбор сварочных материалов
При выборе сварочных материалов необходимо предотвратить горячие трещины в шве и ЗТВ, трещины при термообработке, а также обеспечить равную жаропрочность сварных соединений и основного металла. При сварке гомогенных сплавов применяют присадочные проволоки, близкие по химическому составу к основному. Отличия состоят в увеличении доли элементов, повышающих энергию активации процессов диффузии (Мо, W, Мn), и в уменьшении упрочняющих добавок (Ti, Аl).
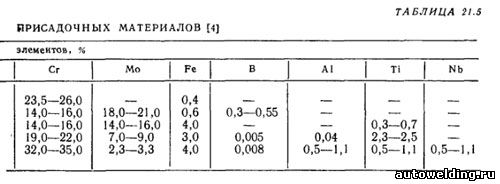
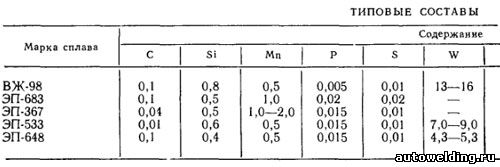
Типовые составы присадочных материалов приведены в табл. 21.5.
При сварке гетерогенных сплавов с большим содержанием Ti и Аl применяют присадочные проволоки, в которых часть титана заменена ниобием.
Выбор режимов сварки
При сварке плавлением гомогенных сплавов главная проблема выбора режимов — сохранение жаропрочных свойств сплавов в зоне сварки, а при сварке гетерогенных сплавов — предотвращение трещин при послесварочной термообработке.
Наиболее общий принцип выбора режимов — максимально возможное сокращение времени высокотемпературного нагрева, увеличение скорости охлаждения и уменьшение размеров сварочной ванны, снижение сварочных напряжений. Указанные требования выполняются при сварке наиболее концентрированным источником энергии — лазерным или электронным лучом на скорости ≤50 м/ч.
Выбор режимов сварки давлением обусловлен более высокой жаропрочностью сплавов и электросопротивлением. Поэтому с увеличением доли легирующих элементов давление на электродах увеличивают, а силу тока снижают. Чтобы уменьшить перегрев, электроды и изделие помещают в воду или омывают струями воды. Перед сваркой поверхности деталей тщательно зачищают или обезжиривают травлением.
Сплавы с большим содержанием ∑(Ti + А1) >4 % являются плохосвариваемыми. Такие сплавы рекомендуют соединять диффузионной сваркой и пайкой.
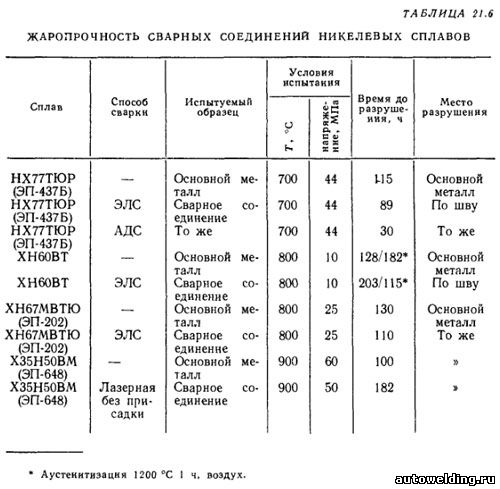
Выбор режимов послесварочной термообработки. Для гомогенных сплавов рекомендуется аустенитизация сварных узлов при температуре 1050—1200 °С, которая приводит к растворению избыточных фаз, а также к снятию сварочных напряжений, что повышает работоспособность сварных соединений в коррозионных средах (табл. 21.6.).
При сварке гетерогенных дисперсионно-упрочняемых сплавов послесварочная термообработка включает аустенизацию и стабилизирующий отжиг. Более эффективна двукратная обработка, которая формирует глобулярную структуру карбидов и γ'-фазы по границам. Последующее двухступенчатое старение при 900 °С, 8 ч и при 850 °С, 15 ч приводит к выделению γ'-фазы в объемах зерен и стабилизирует структуру для последующей высокотемпературной эксплуатации, но не изменяет морфологию карбидов.
Качественные сварные соединения жаропрочных никелевых сплавов обнаруживают высокие значения жаропрочности и сопротивляемости термической усталости, мало отличающиеся от таковых для основного металла (табл. 21.6).
Сварка жаропрочных никелевых сплавов

Вас интересует сварка жаропрочных никелевых сплавов? Компания Авек Глобал предлагает купить никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Техническая характеристика
Жаропрочные никелевые сплавы успешно противостоят комбинированному воздействию тепла и активных окисляющих сред. Такие сплавы широкое применяются в производстве химического оборудования, работающего при повышенной температуре и давлении. Типичными никелевыми сплавами, которые используются в химической отрасли, являются нержавеющие никельсодержащие стали аустенитного класса.
Способы сварки
Большинство жаропрочных никелевых сплавов можно сваривать с помощью технологий TIG или MIG. Достаточно часто применяется также электросварка переменным током. Газовая сварка в струе ацетилена применяется значительно реже, и лишь в отношении тех сплавов, которые способны при расплавлении образовывать твёрдые растворы. Предварительный нагрев не требуется, если отсутствует риск возникновения пористости от конденсации влаги.
Заключительная термообработка
Рекомендуется, чтобы материал, в котором присутствуют остаточные напряжения, прошёл разупрочняющую термообработку отжигом. Чтобы восстановить коррозионную стойкость, термообработка после сварки обычно не требуется, но для минимизации риска коррозионного растрескивания деталей под нагрузкой термообработку выполняют для деталей повышенной ответственности. Поставщик Авек Глобал предлагает купить сварной никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Рекомендации по сварке жаропрочных никелевых сталей
Для ручной и машинной электросварки используется обратная полярность постоянного тока. В качестве защитного газа для сварки никелевых сплавов используется аргон, гелий, либо смесь этих газов. Наличие кислорода, углекислого газа или азота обычно вызывают пористость или эрозию электрода. Этого можно избежать, если используется аргон с небольшими количествами водорода (обычно до 5%); при этом снижается также количество образующихся на поверхности оксидов.
Особенности технологии сварки
Любая часть конструкции, изготовленной из жаропрочного никелевого сплава и подвергнутая изгибу, вытяжке или другим формовочным операциям, должна быть отожжена перед сваркой. Нагрев должен проводиться в печи с контролируемой атмосферой; Баланс тепла во время выполнения сварки должен поддерживаться на возможно более низком уровне, чтобы избежать тепловой деформации тонких листов. Для многослойных сварных швов следует использовать множество узких рёбер, а не несколько крупных и толстых;
Купить. Поставщик, цена
Вас интересует сварка жаропрочных никелевых сплавов? Поставщик Авек Глобал предлагает купить никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Сварка никелевых сплавов
Вас интересуют методы сварки никелевых сплавов? Компания Авек Глобал предлагает купить никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Техническая характеристика
Никелевые сплавы могут надежно соединяться всеми типами сварочных процессов или методов, за исключением кузнечной сварки и сварки оксиацетиленом. Кованые никелевые сплавы могут быть сварены в условиях, аналогичных для аустенитных нержавеющих сталей. Наибольшие трудности возникают при сварке литых никелевых сплавов, особенно с высоким содержанием кремния.
Способы сварки никелевых сплавов
Наиболее широко применяемые способы — сварка газо-вольфрамовой дугой, газовая сварка (GMAW) и экранированная дуговая сварка. Ограничено применяется сварка под слоем флюса, электрошлаковая и плазменная сварка. Поставщик Авек Глобал предлагает купить никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Подготовка
Никелевые сплавы обычно свариваются при тщательной подготовке поверхности (обезжиривание, отжиг и прочие операции, которые снимают внутренние напряжения и снижают риск коррозионного растрескивания). Чтобы восстановить коррозионную стойкость никакой обработки после термической или химической обработки не требуется.
Очистка
Очистка поверхности необходима, поскольку никелевые сплавы подвержены охрупчиванию свинцом, серой, фосфором и другими элементами с низкой температурой плавления. Эти материалы могут существовать в консистентной смазке, маслах, красках Для механической очистки используется шлифование, абразивоструйная обработка или травление в растворе соляной кислоты. Из области сварного шва должны удаляться оксиды (главным образом, из-за разницы в температурах плавления оксида и основного металла).
Рекомендации по сварке никелевых сплавов
Для ручной и машинной электросварки используется обратная полярность постоянного тока. В качестве защитного газа используется либо аргон, либо гелий, либо их смесь. Наличие кислорода, углекислого газа или азота обычно вызывают пористость или эрозию электрода. Этого можно избежать, если используется аргон с небольшими количествами водорода (обычно до 5%); при этом снижается также количество образующихся на поверхности оксидов.
Любая часть, подвергнутая сильному изгибу, вытяжке или другим формовочным операциям, должна быть отожжена перед сваркой. Если возможно, нагрев должен проводиться в печи с контролируемой атмосферой для ограничения окисления и минимизации последующей очистки поверхности. Баланс тепла во время сварочных работ должен поддерживаться на умеренно низком уровне, чтобы получить максимально возможную эффективность соединения. Для многослойных сварных швов следует использовать множество узких рёбер, а не несколько крупных тяжелых.
Литые детали
Для достижения оптимальных результатов при сварке литых никелевых деталей необходим предварительный отжиг. Предварительное прихватывание металла после первого прохода снимает напряжения и, таким образом, уменьшает растрескивание на стыке. После окончания сварки необходимо снять остаточные напряжения, используя послеоперационный отжиг.
Вас интересует сварка никелевых сплавов? Поставщик Авек Глобал предлагает купить никелевый прокат отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Сварка никелевых сплавов инконелем
Вас интересует сварка никелевых сплавов инконелем? Компания Авек Глобал предлагает купить никелевый электрод отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Сварочные электроды марки Inconel
Сплав используется для дуговой сварки никеля и стали, никелевых сплавов типа Inconel 600. между собой, а также сплавов типа Монель 400 с углеродистыми сталями и нержавеющими сталями. углеродистой стали; нержавеющая сталь до углеродистой стали. Обычно используются электроды диаметром 3/32″ и 1/8″, в то время как более крупные диаметры — 5/32″ и 3/16″ используются при горизонтальном положении свариваемых между собой изделий.
Процентный состав сварочной проволоки из Инконеля
| Элементы | Процентный состав |
| Углерод, C | ≤0.10% |
| Хром, Cr | 13 — 17% |
| Кобальт, Co | ≤0.12% |
| Медь, Cu | ≤0.50% |
| Железо, Fe | ≤10% |
| Марганец, Mn | 5.0 — 9.5% |
| Никель, Ni | Не менее 59% |
| Ниобий, Nb | 1.0 — 2.5% |
| Прочие | ≤0.50% |
| Фосфор, P | ≤0.030% |
| Кремний, Si | ≤1.0% |
| Сера, S | ≤0.015% |
| Тантал, Ta | ≤0.30% |
| Титан, Ti | ≤1.0% |
Механические свойства: предел прочности — 752 МПа, относительное удлинение — 30%. Поставщик Авек Глобал предлагает купить никелевый электрод отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Особенности сварки инконелем
Большинство методов сварки определяются двумя основными свойствами никелевых сплавов — их низкой теплопроводностью, и медленным образованием ванны с жидким металлом. Низкая теплопроводность означает, что тепло не рассеивается легко. Еще один способ сказать, что тепло очень легко растет. Поэтому при сварке инконелем необходимо использовать охлаждающие подкладки, которые располагают с противоположной стороны от сварочного электрода.
Аргон
Медленное образование расплава устраняется применением аргонной струи, которая накрывает зону сваривания. Это сохраняет температуру сварочного электродв, а нужном диапазоне, и позволяет использовать при сварке Инконелем сравнительно небольшие сварочные токи. В результате также уменьшаются деформации свариваемых деталей в зоне готового шва.
Инконель 713 и Инконель 718
Сварка с применением сплава Inconel 713 и Inconel 718 используется в аэрокосмической промышленности при сварке лопаток турбинных двигателей, их корпусов и лопастей компрессоров. При сварке конструкций, работающих в зонах более высоких температур, используется сварочная проволока из сплава Inconel 625.
Вас интересует сварка никелевых сплавов инконелем? Поставщик Авек Глобал предлагает купить никелевый электрод отечественного и зарубежного производства по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечит доставку продукции в любую точку континента. Цена оптимальная.
Читайте также: