Сварные соединения выполняемые дуговой сваркой
Обновлено: 16.05.2024
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.

Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.

Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды сварных соединений и швов
Сварным соединением называют совокупность деталей, соединенных сварным швом. При дуговой сварке применяют следующие виды соединений: стыковые, внахлестку, тавровые и угловые; в ряде случаев используются соединения прорезные, торцовые, с накладками, электрозаклепками (рис. 56).

Стыковые соединения. Стыковые соединения (рис. 56, а) являются самыми распространенными, так как дают наименьшие собственные напряжения и деформации при сварке, а также высокую прочность при статических и динамических нагрузках. Они применяются в конструкциях из листового металла и при стыковке уголков, швеллеров, двутавров и труб. Соединения встык требуют наименьшего расхода основного и наплавленного металла. При стыковых соединениях нужна тщательная подготовка листов под сварку и достаточно точная подгонка их друг к другу.
Листы толщиной 1—3 мм можно сваривать встык с отбортовкой, без зазора и без присадочного металла (рис. 56, б).
При ручной дуговой сварке стальных листов толщиной 3—8 мм кромки обрезают под прямым углом к поверхности, а листы располагают с зазором 0,5—2 мм.
Без скоса кромок можно сваривать встык листы до 6 мм при односторонней и до 8 мм при двусторонней сварке.
Листы толщиной от 3 до 26 мм при ручной дуговой сварке сваривают встык с односторонним скосом одной или двух кромок. Этот вид подготовки кромок называется V-образным. Листы толщиной 12—40 мм сваривают с двусторонним скосом кромок, называемым Х-образным при скосе обеих кромок и К-образным при скосе одной кромки.
Кромки притупляют с целью предотвратить протекание металла при сварке (прожог). Зазор между кромками оставляется для облегчения провара корня шва (нижних частей кромок). Большое значение для качества сварки имеет сохранение одинаковой ширины зазора по всей длине шва, т. е. соблюдение параллельности кромок.
Двусторонний скос (Х-образный) имеет преимущества перед односторонним (V-образным), так как при одной и той же толщине
Листов объем наплавленного металла будет почти в два раза меньше, чем при одностороннем скосе кромок. Соответственно уменьшится расход электродов и электроэнергии при сварке. Кроме того, при двустороннем скосе кромок возникают меньшие коробления и остаточные напряжения, чем при одностороннем. По
Листов объем наплавленного металла будет почти в два раза меньше, чем при одностороннем скосе кромок. Соответственно уменьшится расход электродов и электроэнергии при сварке. Кроме того, при двустороннем скосе кромок возникают меньшие коробления и остаточные напряжения, чем при одностороннем. Поэтому листы толщиной свыше 12 мм лучше сваривать с Х-образным скосом кромок. Однако это не всегда осуществимо из-за конструкции и размеров изделия.
При ручной дуговой сварке стали толщиной 20—60 мм применяют также криволинейный U-образный скос одной или двух кромок с целью уменьшения объема наплавленного металла, что увеличивает производительность сварки и дает экономию электродов. При сварке встык листов неодинаковой толщины более толстый лист скашивается в большей степени (рис. 56, в).
Соединения внахлестку. Соединения внахлестку (рис. 56, г) преимущественно применяются при дуговой сварке строительных конструкций из стали толщиной не более 10—12 мм. В отдельных случаях их используют и при сварке листов большей толщины (но не свыше 20—25 мм). Соединения внахлестку не требуют специальной обработки кромок, кроме обрезки. В таких соединениях рекомендуется по возможности сваривать листы с обеих сторон, так как при односторонней сварке в щель между листами может попасть влага и вызвать последующее ржавление металла в сварном соединении.
Сборка изделия и подготовка листов при сварке внахлестку упрощаются, однако расход основного и наплавленного металла больше, чем при сварке встык. Соединения внахлестку менее прочны при переменных и ударных нагрузках, чем стыковые. При роликовой и точечной контактной электросварке в основном применяют соединения внахлестку.
Угловые соединения. Такие соединения (рис. 56, д) применяют при сварке по кромкам, расположенным под прямым или иным углом друг к другу. Используются, например, при сварке резервуаров, емкостей, сосудов, фланцев трубопроводов и других изделий, работающих под небольшим давлением (ниже 0,7 кгс/см 2 ), неответственного назначения. Иногда угловые соединения проваривают также и с внутренней стороны. Для металла толщиной 1— 3 мм можно применять угловые соединения с отбортовкой и сваркой без присадочного металла.
Тавровые соединения. Тавровые соединения (рис. 56, е) широко используются при дуговой сварке балок, колонн, стоек, каркасов ферм и других строительных конструкций. Выполняются без скоса и со скосом кромок одной или двух сторон. Вертикальный лист должен иметь достаточно ровно обрезанную кромку. При одностороннем и двустороннем скосе кромки между вертикальным и горизонтальным листами оставляется зазор для лучшего провара вертикального листа на всю толщину. Односторонний скос нужен в том случае, если конструкция изделия не позволяет произвести сварку таврового соединения с обеих сторон. В соединениях без скоса кромок возможен непровар в корне шва, поэтому такой шов может разрушиться при вибрационных и ударных нагрузках. В тавровых соединениях со скосом кромок обеспечивается необходимая прочность при любых видах нагрузок.
Прорезные соединения. Эти соединения (рис. 56, ж) применяются, когда длина нормального шва внахлестку не обеспечивает достаточной прочности. Прорезные соединения бывают закрытого или открытого типа. Прорезь может выполняться кислородной, воздушно-дуговой и плазменной резкой.
Торцовые, или боковые, соединения. Такие соединения показаны на рис. 53, з. Листы сваривают по смежным торцам.
Соединения с накладками (рис. 56, и). Накладка 2, перекрывая стык листов 1 и 3, приваривается по боковым кромкам к поверхности листов. Эти соединения требуют дополнительного расхода металла на накладки и поэтому применяются только в тех случаях, когда не могут быть заменены стыковыми или нахлесточными соединениями.
Соединения электрозаклепками. При помощи электрозаклепок получают прочные, но не плотные соединения (рис. 56, к). Верхний лист пробивается или просверливается, и отверстие заваривается так, чтобы был захвачен нижний лист. При толщине верхнего листа до 3 мм его предварительно не просверливают, проплавляя дугой при сварке заклепки. Электрозаклепочные швы применяют в нахлесточных и тавровых соединениях.
Описанные соединения являются типовыми для рунной дуговой сварки стали. При газовой сварке, сварке под флюсом, сварке легкоплавких цветных металлов и в других случаях формы кромок могут быть иными. Сведения о них приведены в последующих главах при описании этих способов сварки.
Формы подготовки и углы скоса кромок, зазоры и допускаемые при этом отклонения для швов сварных соединений при ручной дуговой сварке регламентируются ГОСТ 5264—69.
Виды швов. Существуют следующие виды сварных швов:

1. По положению в пространстве — нижние, горизонтальные, вертикальные и потолочные (рис. 57, а). Наиболее простым по выполнению является нижний шов, наиболее трудоемким — потолочный. Потолочные швы могут выполнять сварщики, специально освоившие этот вид сварки. Выполнять потолочные швы дуговой сваркой труднее, чем газовой. Сварка горизонтальных и вертикальных швов на вертикальной поверхности несколько сложнее, чем сварка нижних швов.
2. По отношению к действующим усилиям — фланковые, лобовые, комбинированные и косые (рис. 57, б).
3. По протяженности — непрерывные и прерывистые (рис. 57, в). Прерывистые швы применяют в тех случаях, когда соединения не должно быть плотным, а по расчету на прочность не требуется сплошного шва.
Длина отдельных участков прерывистого шва (l) составляет от 50 до 150 мм; расстояние между участками шва обычно в 1,5— 2,5 раза больше длины участка; величина t называется шагом шва. Прерывистые швы применяют довольно широко, так как они обеспечивают экономию наплавленного металла, времени и стоимости сварки.
4. По количеству наплавленного металла или степени выпуклости— нормальные, выпуклые и вогнутые (рис. 57, г). Выпуклость шва зависит от типа применяемых электродов: при сварке тонкопокрытыми электродами получают швы с большой выпуклостью. При сварке толстопокрытыми электродами, вследствие большей жидкотекучести расплавленного металла, обычно получаются нормальные швы.
Швы с большой выпуклостью не обеспечивают прочность сварного соединения, особенно если оно подвергается переменным на жидкотекучести расплавленного металла, обычно получаются нормальные швы.
Швы с большой выпуклостью не обеспечивают прочность сварного соединения, особенно если оно подвергается переменным нагрузкам и вибрациям. Это объясняется тем, что в швах с большой выпуклостью нельзя получить плавного перехода от валика к основному металлу и в этом месте образуется нечто вроде «подреза» кромки, где и происходит концентрация напряжений. При действии переменных ударных или вибрационных нагрузок с этого места может начаться разрушение сварного соединения. Швы с большой выпуклостью неэкономичны, так как на их выполнение расходуется больше электродов, времени и электроэнергии.

5. По типу соединения - стыковые и угловые. Угловые швы применяются при выполнении соединений внахлестку, тавровых, угловых, с накладками, прорезных, торцовых. Сторона к углового шва (рис. 58) называется катетом.
При определении катета к в швах, изображенных на рис. 58, а, принимается меньший катет вписанного в сечение шва треугольника; в швах, показанных на рис. 58, б и в, принимается катет вписанного равнобедренного треугольника.
ГОСТ 5264-80 допускает выпуклость шва е: при нижнем положении сварки - до 2 мм, при ином положении сварки — до 3 мм. Приращение катета (m - к) при любом положении шва допускается до 3 мм.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Лекция "Сварные соединения и швы"
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений: стыковые, нахлесточные, тавровые, угловые и торцовые (рис. 1.7.)

рис. 1.7. Сварные соединения: а - стыковое; 6 - нахлёсточное; в - торцовое; г - угловое; д - тавровое.
Стыковое соединение — это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
§ 2. Классификация и обозначение сварных швов
Сварной шов — это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми. Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного или таврового соединений (ГОСТ
2601-84). Сварные швы подразделяются также по положению в пространстве (ГОСТ 11969-79): нижнее — Н и в лодочку — JI ; полугоризонтальные — Пг, горизонтальные — Г, полувертикальные — Пв, вертикальные — В, полупотолочные — Пп, потолочные — П (рис. 1.8.).
По протяженности швы различают сплошные и прерывистые. Прерывистые швы могут быть цепными или шахматными (рис. 1.9. а).

1 - нижнее; 2 - вертикальное или горизонтальное; 3 - потолочное.
По отношению к направлению действующих усилий швы подразделяются на: продольные, поперечные, комбинированные и косые (рис. 1.9.б.).

По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми. Соединения, образованные выпуклыми швами лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В против случае создается концентрация напряжении, от которых может начаться разрушение сварного соединения, (рис. 1.10.).

По условиям работы сварного узла в процессе эксплуатации изделия сварные швы подразделяются на рабочие, которые непосредственно воспринимают нагрузки, и соединительные (связующие), предназначенные только для скрепления частей или деталей изделия. Связующие швы чаще называют нерабочими швами. При изготовлении ответственных изделий выпуклость на рабочих швах снимают пневматическими бор-машинками, специальными фрезами или пламенем аргонодуговой горелки (выглаживание).
Основные типы, конструктивные элементы, размеры и условия обозначения швов сварных соединений, выполненных наиболее распространенными способами сварки, регламентированы следующими стандартами: для дуговой сварки в защитном газе ГОСТ 14771-76*; для дуговой сварки алюминия и алюминиевых сплавов в инертных газах ГОСТ 14806- 80; для соединений сварных стальных трубопроводов ГОСТ 16037-80, для ручной электродуговой сварки углеродистых и низколегированных сталей ГОСТ 5264-80; для механизированной и автоматической под флюсом — ГОСТ 8713-70 и др. В этих стандартах типы швов сварных соединений определяются видом сварного соединения, формой подготовленных кромок и типом выполненного шва.
Примеры условного обозначения сварных швов
ГОСТ 2.312-72 устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий (табл. 11.).

Независимо от способа сварки условно изображают видимый шов сплошной основной линией, а невидимый — штриховой линией (рис. 1.11.)
рис. 1.11. Условное обозначение сварного шва.

В стандартах принято буквенно-цифровое условное обозначение швов сварных соединений. Буквенная часть указывает на вид сварного соединения: С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное. Цифры являются порядковым номером типа шва в данном конкретном стандарте (табл. 1.2.).
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
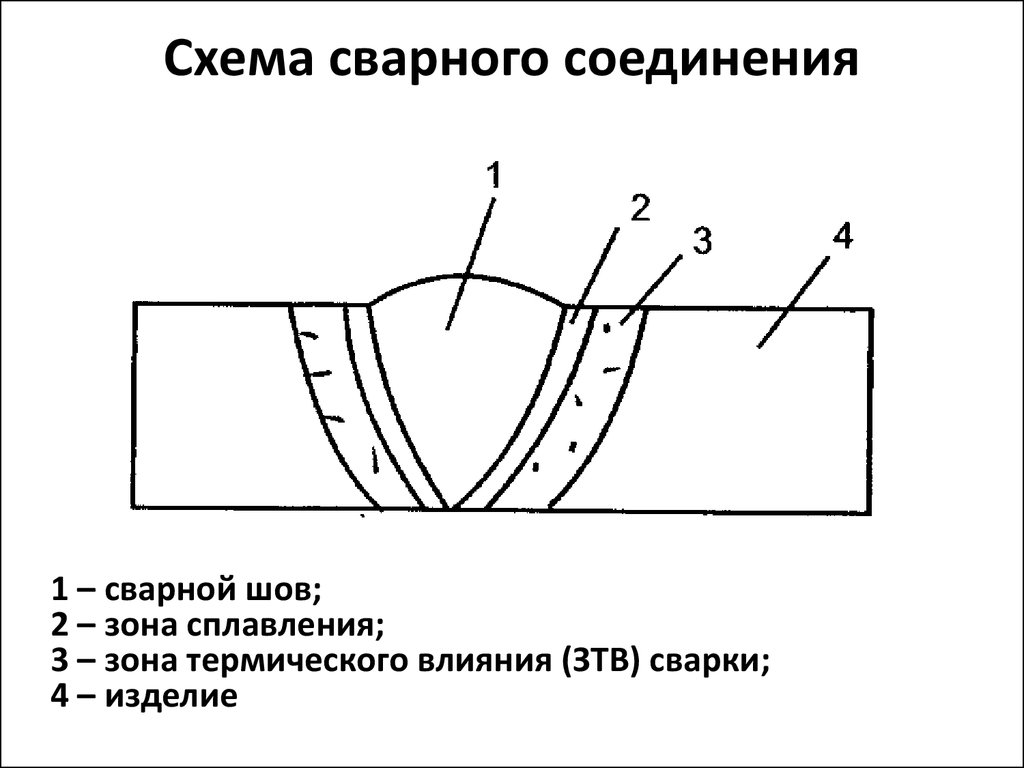
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
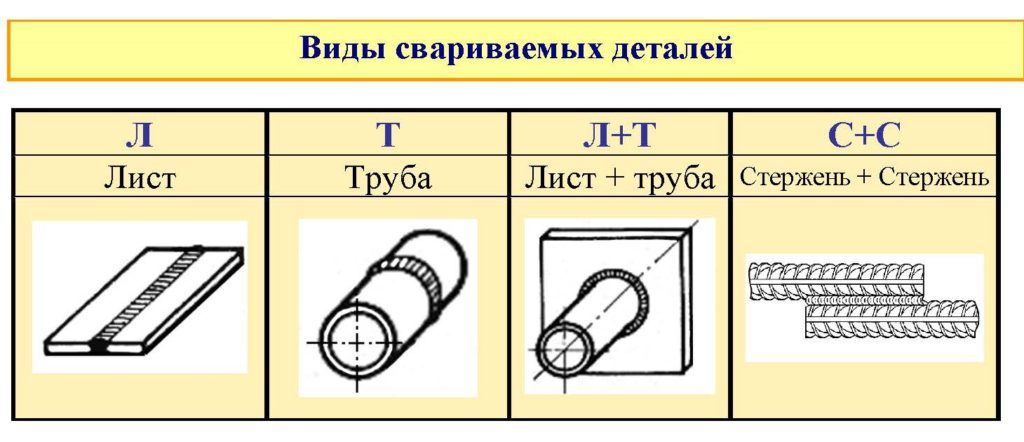
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
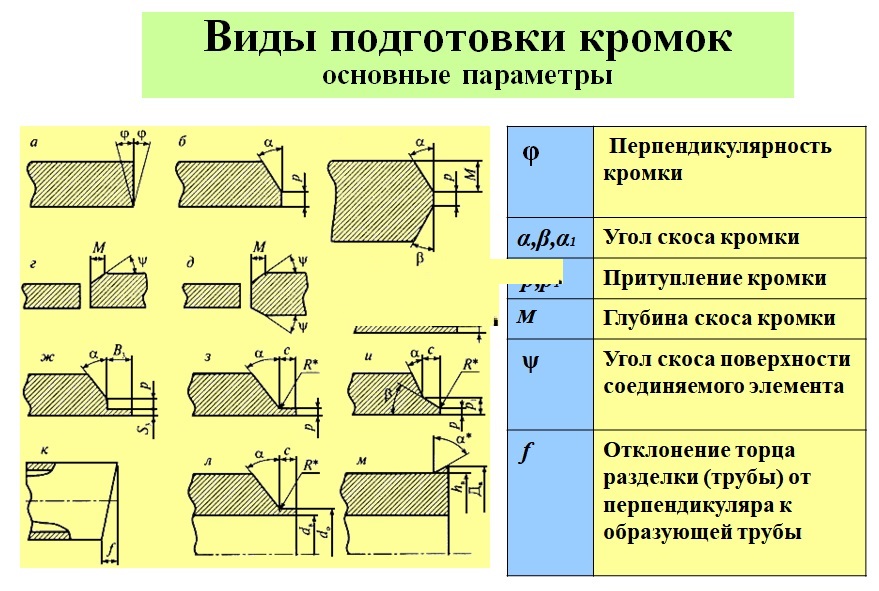
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
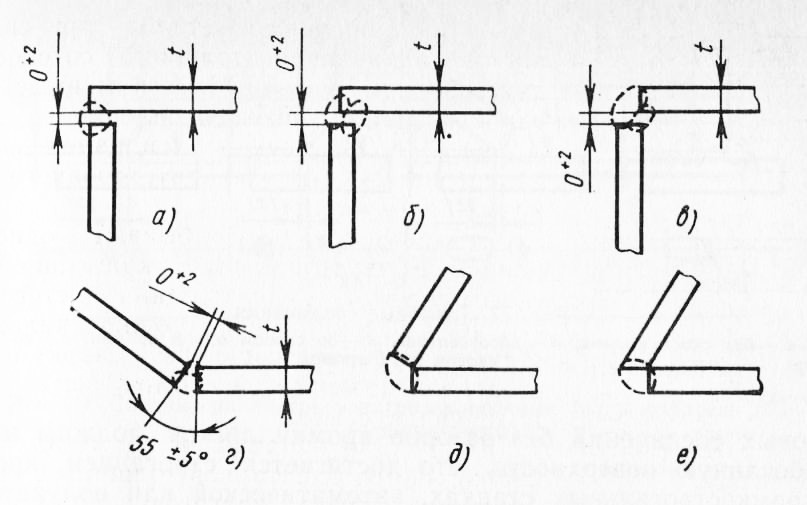
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
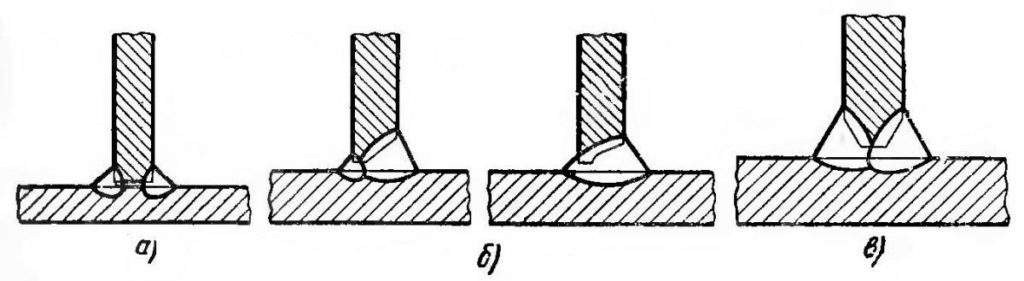
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
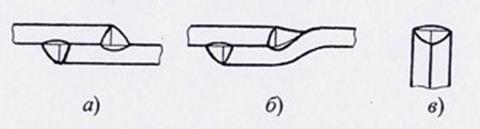
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Читайте также: