Сварочная проволока 08гс и 08г2с
Обновлено: 21.09.2024
Проволока сварочная из сталей с низким содержанием углерода Св-08, Св-08А и легированных Св-08ГС, Св-08Г2С.
По виду поверхности проволока производится неомедненой и омедненой. Медное покрытие - 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
| Марка стали | Св08 | Св08А | Св08Г2С |
| P | 0,10 | 0,10 | 0,03 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si max | 0,03 | 0,03 | 0,7-0,95 |
| P max | 0,04 | 0,03 | 0,03 |
| S max | 0,04 | 0,03 | 0,025 |
| Cr max | 0,15 | 0,12 | 0,20 |
| Ni max | 0,30 | 0,25 | 0,25 |
| Cu max | 0,25 | 0,25 | 0,20 |
Св-08, Св-08А, Св-08АА- автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА- автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С- механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА- автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ- предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ- автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2- автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА- автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН - механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА- автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
Проволока сварочная СВ08Г2С
Описание и технические характеристики проволоки сварочной СВ-08Г2С
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.
Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
Компания «ИТС – Москва» входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Рекомендации по применению сварочной проволоки СВ08Г2С:
Сварочную проволоку ПСГ-0302 (классификация по ГОСТу - СВ08Г2С) рекомендуется применять для сварки в чистом СО2.
Основные особенности сварочной проволоки СВ08Г2С:
- высокие сварочно-технологические характеристики и механические свойства
- высококачественное медное покрытие толщиной 0,15-0,30 мкм. Контроль адгезии слоя – каждые 250 кг.
- прочная и герметичная упаковка обеспечивает высокую степень защиты от механических повреждений, воздействий окружающей среды в процессе транспортировки и хранения.
- проволока изготавливается диаметрами 0,8; 1,0; 1,2; 1,4; 1,6, и поставляется на пластмассовых кассетах по 5, 15 и 18 кг
- проволока ПСГ 0302 имеет свидетельство об аттестации НАКС
- изготавливаются по техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005
Комплектация и логистика
Для омедненной сварочной проволоки СВ-08Г2С доступны следующие диаметры: 0,8; 1,0; 1,2; 1,4; 1,6 мм
Сварочная омедненная проволока СВ-08Г2С укладывается рядной намоткой на катушки по 5, 10 и 15 кг, после чего запечатывается термопленкой и упаковывается на паллеты. Еще одним вариантом комплектации сварочной проволоки СВ-08Г2С является рядная укладка в бочку на 250 кг.
Выберите тип сварочной проволоки
Является китайским аналогом сварочной проволоки СВ-08Г2С, разработки ИТС-Москва.
(сплошная стальная омедненная сварочная проволока)
Сварочная проволока СВ08ГА
является аналогом проволоки СВ-08Г2С и ПСГ-0302, отличается существенно большим диаметром (3-5мм)
Порошковая сварочная проволока
Для сварки мостов, опор, трубопроводов и конструкций рассчитаных на большие нагрузки
Порошковая проволока Power Bridge
- порошковая проволока для сварки мостов и тяжело нагруженных, ответственных конструкций
(полость сварочной проволоки заполнена порошковым составом, придающим особую прочность сварочным швам)
Порошковая проволока Power Pipe
- порошковая проволока для сварки труб и тяжело нагруженных, ответственных конструкций, идеальная для вертикальной сварки
Самозащитная порошковая проволока
Для сварки трубопроводов, магистралей и узлов где отличительной особенностью является большой масштаб работ
Самозащитная проволока FABSHIELD X80
- позволяет производить сварку без защитного газа, что в больших масштабах обеспечивает колоссальную экономию, идеальна для сварки труб
(порошковая проволока с самозащитным составом)
Перейти к выбору сварочной проволоки (Сварочная проволока ИТС, МИК)
Информация по сварке с использованием электродной проволоки
Сварка, как явление была открыта еще в начале 19 века. К концу 19 столетия сварка уже стала научно обоснованным техническим процессом, особой технической наукой. Повсеместно применялась сварка угольными электродами и сварка под слоем флюса.
В начале 20 века промышленники всего мира проводили эксперименты по внедрению в процесс сварки технологию использования проволоки в качестве плавящегося электрода. Сварка перешла в категорию промышленных процессов, что означало проведение исследований, внедрение новых технологий на большой производственное – технической базе. В развитие и совершенствование сварочных процессов были включены крупные исследовательские лаборатории, финансируемые банками.

С промышленным бумом начала 20го века совершенствовалась в первую очередь тяжелая промышленность, а с ней и технологии сварки, изготовления и применения сварочных материалов. Одним из наиболее удачных по соотношению «цена-качество» на все
Сегодня широкую известность и распространение получили самые различные способы и технологии сварки: от сварки электродом во дворе дома, до лазерной сварки на орбите Земли. Несмотря на это, технология сварки с применением сварочной проволоки под защитным газом является самой эффективной и универсальной. Использование сварочной проволоки позволяет организовать непрерывный сварочный процесс и использовать системы автоматизации сварки.
Сварочная проволока используется для автоматической сварки с использованием сварочных роботов и для полуавтоматической сварки с использованием сварочных полуавтоматов. Грань между этими видами сварки весьма тонкая, а специалисты – сварщики постоянно спорят об отнесении того или иного сварочного процесса к автоматической или полуавтоматической сварке.
Виды сварочной проволоки
Проволоки сплошного сечения
Сварочные проволоки сплошного сечения изготавливаются из сталей различных марок, меди, ее сплавов и алюминия. Проволоки сплошного сечения делятся по типам: она бывает сварочной, наплавочной и присадочной.
Самой распространенной сварочной проволокой является стальная проволока. Основным техническим документом, регулирующим технологию производства стальной сварочной проволоки является ГОСТ 2246-70.
Для сварки конструкций и элементов из алюминия и его сплавов используется алюминиевая сварочная проволока, или сварочная проволока из алюминиевых сплавов. Производство этой проволоки регламентируется нормами ГОСТ 7871-75. Сварочная алюминиевая проволока имеет достаточно ограниченный спектр применения: сварка соединений содержащих в своей основе алюминий, кремний, и магний – марганцевых сплавов.
Помимо сварочных проволок, проволоки сплошного сечения бывают наплавочными и присадочными. Присадочные проволоки используются для улучшения качества сварного шва. Наплавочные проволоки используются для наплавки металла на поверхность. Наплавочная проволока должна производится по ГОСТ 10543-75.
Как говорилось ранее, на большинстве производств и на большинстве объектов масштабного строительства используется именно стальная сварочная проволока сплошного сечения.
Маркировка сплошной сварочной проволоки.
Для разных условий и материалов используется разная сварочная проволока. Любая сварочная проволока имеет маркировку, так чтобы сварщик мог легко подобрать необходимую ему в данный момент проволоку. Ниже представлена таблица маркировки проволоки.
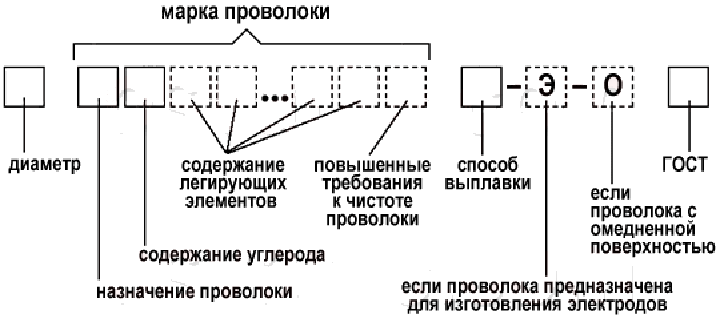
Марка проволоки содержит следующую информацию:
1. Назначение проволоки:
СВ- сварочная проволока
НП – наплавочная проволока
2. Содержание углерода в составе проволоки. Оно указывается в сотых долях процента ( 0,01% )
3. Могут быть указаны тип и процентное соотношение лигирующих элементов. Используемый элемент имеет следующие буквенные обозначения:
Г – марганец, Д- медь, М-молибден, Н-никель, Т- титан, Ф- ванадий, Х-хром, Ц-цирконий, Ю-алюминий.
После буквы легирующего элемента идет обозначение его содержания в процентах.
Дополнительно может быть обозначена процент содержания примесей серы и фосфора. Отмечается буквами A и AA.
В настоящее время чаще используются омедненные сварочные стальные проволоки. Благодаря использованию защитного медного слоя проволока не подвержена коррозии.
Тенденцией современных производств стало применение газоотводных конструкций (например Miller FILTAIR) или переход на антикоррозионное покрытие без омеднения.
Порошковая проволока
Порошковая сварочная проволока – трубчатая проволока, заполненная порошкообразным наполнителем. В зависимости от производителя, назначения и ценовой категории, порошковые сварочные проволоки имеют различный состав, тип сечения и соотношение массы порошок/металлическая оболочка.
Конструкция порошковой проволоки может быть простой, трубчатой, с изгибами и многослойной. Подробнее с наиболее распространенными типами сечений проволоки можно ознакомиться на изображении. Соотношение массы порошка к массе металла в проволоке колеблется от 12% до 45%.
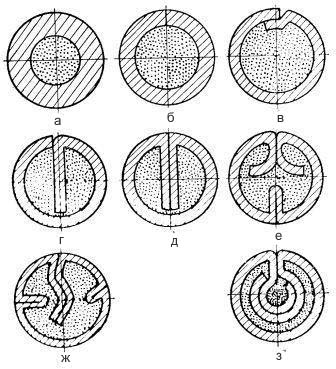
Изгибы и несколько слоев укладки придают проволоке дополнительную прочность и предотвращаю высыпание порошка при подаче сварочным полуавтоматом. В зависимости от типа, порошковый наполнитель способен осуществлять функции защиты от воздуха, формирования и легирования шва, стабилизацию дуги и перенос сварочных капель.
В зависимости от нужд производства применяются самозащитные проволоки или проволоки для сварки в среде защитных газов. Самозащитная сварочная проволока
Основным преимуществом порошковых проволок является удобство их использования в «нестандартных» условиях. Сварка порошковой проволокой позволяет с большей скоростью и легкостью осуществлять сварку в любой плоскости, под любым углом и с различной глубиной проварки сварного шва.
Особенности производства бесшовных порошковых проволок «ИТС».
В технологическом процессе производства можно выделить следующие ключевые этапы:
- изготовление трубки из ленты и заварка стыка высокочастотной сваркой;
- контроль внутреннего диаметра трубки калибром;
- рекристаллизация и калибровка на диаметр заполнения;
- изготовление шихты и заполнение ею трубки, методом, исключающим пустоты;
- промежуточное волочение и термическая обработка;
- волочение на конечный диаметр с омеднением поверхности (ионообменный метод);
- намотка на каркасы, катушки. В процессе намотки на потребительские каркасы и катушки проводится контроль равномерности заполнения проволоки шихтой.
Свойства бесшовных порошковых проволок производства ИТС и их преимущества перед вальцованными порошковыми проволоками.
Ряд свойств и преимуществ бесшовной порошковой проволоки обусловлены «конструкцией» изготовления проволоки:
- место стыка кромок трубки заварено высокочастотной сваркой.
Более подробно следует остановиться на ниже следующих свойствах:
- бесшовная структура оболочки порошковой проволоки не позволяет влаге окружающей среды проникать вовнутрь, а для шихтовых материалов является гарантией постоянного состава и исключает возможность их рассыпания;
- низкое содержание диффузионного водорода в сварном шве, до 5мл/100г наплавленного металла не требуется прокалка перед употреблением после хранения со вскрытой упаковкой;
- менее «жесткие» требования к складским условиям хранения;
- возможность увеличения и гарантированное содержание шлакообразующих элементов в составе шихты, без риска насыщения влагой, что обеспечивает лучшие условия удержания сварочной ванны в потолочном и вертикальном пространственных положениях;
- стабильность геометрических размеров проволоки по всей длине – при прохождении через подающий механизм проволока практически не меняет геометрию поперечного сечения, не приобретает эллипсность и подается без эффекта «скручивания» в зону сварки;
- омедненная поверхность проволоки – дополнительная гарантия против коррозии поверхности и лучший проводник тока;
- разработка состава проволоки произведена исходя из требований к механическим и вязко-пластическим свойствам металла шва, включая область отрицательных температур до - 60˚С.
Свойства бесшовных порошковых проволок производства «ИТС» и их преимущества перед проволоками сплошного сечения
- дополнительная защита сварочной ванны, повышенная надежность против образования пор;
- форма провара представляет собой гиперболу (против расширенной на поверхности металла и резко сужающейся при углублении в основной металл, при сварке проволоками сплошного сечения), которая резко снижает вероятность непровара;
- использование микролегирующих элементов, которые придают специальные свойства металлу шва в области отрицательных температур;
- плавные переходы от металла сварного шва к основному металлу без подрезов;
- гарантированное минимальное (или полное отсутствие) разбрызгивания при сварке в среде СО2, а следовательно, уменьшение затрат на слесарные работы;
- поверхность сварного шва гладкая, плотная;
- повышение производительности не менее чем в 1,5 раза в нижнем и не менее 1,8 раза в вертикальном и потолочном пространственном положении;
- уменьшение производственных расходов на метр сварного шва не менее чем в 1,5 раза.
Конкурентные преимущества перед поставщиками из Европы и Америки:
- цена на сварочные и наплавочные материалы;
- производство материалов находится в России;
- постоянное наличие сварочных материалов на складе в виде заготовки и готовой продукции;
- возможность различных видов намотки и упаковки сварочных материалов.
Размерности и типы упаковки сварочной проволоки
Самые распространенные размерности сварочной проволоки – диаметром от 0,8мм до 1,6мм с шагом в 0,2мм – они могут использоваться как на производствах, так и при строительстве и возведении конструкций. Менее распространенными являются сварочные проволоки от 0,4 мм до 0,8 мм и проволоки от 1,6 мм до 6,0 мм.
Сварочная проволока упаковывается в зависимости от поставок и потребностей заказчика. Самые распространенные типы упаковок – катушки 5 и 15 кг или бочки различных обьемов.
Свою особенность имеют упаковки алюминиевой сварочной проволоки. Алюминиевая проволока окисляется на открытом воздухе и в присутствии влажности, из за чего используются упаковки меньших размеров.
Компания ИТС –Москва предлагает Вам купить сварочную проволоку от производителя. Мы предлагаем Вам сплошную проволоку (СВ08Г2С) и специализированную порошковую проволоку для различных задач.
Порошковые сварочные проволоки Power Bridge для сварки высоконагруженых кнострукций, таких как мосты, опоры и пр.
Порошковые сварочные проволоки Power Pipe предназначены для сварки конструкций в различных плоскостях, под разными углами. Идеально подходит для сварки труб.
Качество нашей сварочной проволоки подтверждается:
Сертификатом соответствия выданным системой сертификации ГОСТ Р Госстандарта России,
Сертификатом завода-изготовителя, ISO 9001:2008.
выбор сварочной проволоки
Текстовый перечень наименований сварочной проволоки поставляемой компанией ИТС Москва:
(при копировании в текстовый редкатор ссылки сохраняются и вы легко сможете найти нашу проволоку снова)
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 | |
 |  |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
Характеристики проволоки сварочной
Читайте также: