Сварочная проволока для электродов
Обновлено: 16.05.2024
Цель работы: ознакомиться в условиях сварочной мастерской с видами сварочной проволоки, назначением и составом покрытий, классификацией и характеристикой электродов, а также областью их применения.
Приборы и материалы: стенд «Классификация электродов», стенд «Марки электродов», электроды различных типов и марок с маркировкой (на электроде, этикетке, коробке), сварочные трансформаторы, сварочные выпрямители, шлакоотделительные молотки, напильники, зубила, мел, жидкое стекло, кварцевый песок.
Теоретические сведения
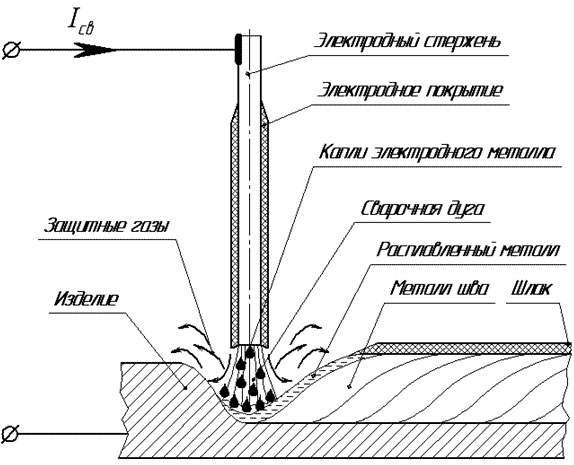
Ручная дуговая сварка осуществляется плавящимися электродами, покрытыми специальной обмазкой, либо неплавящимися электродами (угольными, графитовыми, графитированными, вольфрамовыми). При сварке плавящимися электродами металлический стержень электрода включается в цепь сварочного тока для подвода его к дуге и при сварке расплавляется, осуществляя роль присадочного металла. Для того чтобы процесс ручной дуговой сварки проходил наиболее эффективно, сочетая высокую производительность труда с хорошим качеством выполняемой работы, при сварке электродом должны обеспечиваться: спокойное устойчивое горение дуги, равномерное расплавление стержня и покрытия, надежная защита жидкого металла и равномерное покрытие ванны шлаком, легкое удаление шлака после затвердевания, удобство выполнения швов в требуемых положениях, отсутствие токсичности и др.
Для того чтобы электроды удовлетворяли этим требованиям, должны быть правильно подобраны электродная проволока для изготовления стержней и состав покрытия электродов.
При механизированных видах сварки сварочная проволока используется в качестве плавящегося электрода без покрытия. Для ручной сварки проволоку рубят на стержни длиной 0,225-0,45 м, затем на их поверхности наносят покрытие. Плавящийся электродный стержень с нанесенным на его поверхность покрытием называют электродом. Проволока бывает из стали и цветных металлов. При сварке чугуна, бронзы и других металлов применяют также литые электродные стержни (прутки).
Сварочная проволока для сварочных электродов
Для сварки плавящимися электродами и наплавочных работ выпускаются:
· проволока стальная сварочная – ГОСТ 2246-70;
· проволока стальная наплавочная – ГОСТ 10543-82;
· проволока сварочная из алюминия и алюминиевых сплавов – ГОСТ 7871-75;
· прутки чугунные для сварки и наплавки – ГОСТ2671-70;
· сварочная проволока и прутки на медной основе – ГОСТ16130-72;
· специальная порошковая проволока – по техническим условиям;
Из стальной сварочной проволоки изготовляют электроды с защитным покрытием для ручной дуговой сварки. Эту проволоку применяют также для автоматической сварки и полуавтоматической сварки под флюсом и в среде защитных газов.
ГОСТ 2246-70 устанавливает выпуск проволоки следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Всего изготавливается 77 марок проволоки, в том числе: низкоуглеродистой - 6 марок, легированной - 30 марок и высоколегированной – 41 марка. В легированной стали содержится от 2,5 до 10 % легирующих элементов, в высоколегированной – более 10%.
Стальная наплавочная проволока предназначена для механизированной дуговой наплавки. ГОСТ 10543-82 устанавливает выпуск проволоки следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 3,0; 4,0; 5,0; 6,0; 6,5; и 8,0 мм – горячекатаная и холоднотянутая.
Химические элементы в сталях условно обозначаются следующим образом:
азот (N) – А (только в высоколегированных сталях);
По виду поверхности низкоуглеродистая и легированная проволока подразделяется на неомедненную и омедненную. Последняя поставляется по особому требованию заказчика. Кроме того, по особому требованию заказчика изготовляют проволоку из стали, выплавленной электрошлаковым, вакуумно-дуговым или вакуумно-индукционным методами.
Различные виды стальной проволоки имеют условное обозначение: Э – для изготовления электродов; О – омедненная; Ш – полученная из стали, выплавленной электрошлаковым переплавом; ВД – выплавленной вакуумно-дуговым способом; ВИ – выплавленной вакуумно-индукционным способом.
Пример: 3Св – 08А ГОСТ 2246 – 70. Проволока сварочная Æ 3 мм, марки Св – 08А, предназначенная для сварки (наплавки), с неомеднённой поверхностью.
Сварочная проволока из алюминия и алюминиевых сплавов выпускается по ГОСТ 7871 – 75. Диаметры проволоки должны быть следующими: 0,8; 0,9; 1,0; 1,12; 1,25; 1,4; 1,6;1,8; 2,0; 2,24; 2,5; 2,8; 3,15; 3,55; 4,0; 4,5; 5,0; 5,6; 6,3; 7,1; 8,0; 9,0; 10,0; 11,2; 12,5 мм. ГОСТ предусматривает выпуск 14 марок сварочной проволоки (табл.1)
Таблица №1 Химический состав сварочной проволоки из алюминия и алюминиевых сплавов
Сварочную проволоку и прутки на медной основе выпускают по ГОСТ 16130 – 72, включающему 22 марки. Диаметры проволоки следующие: 0,8; 0,9; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0 мм. Диаметры прутков – 6,0; 8,0. Назначение некоторых марок проволоки и прутков приведено в таблице №2.
Таблица №2 Назначение проволоки из сплавов на медной основе
Таблица №3 Прутки чугунные для сварки и наплавки (ГОСТ 2671-70)
| Марка прутка | Химический состав, % | |||||
| Основные компоненты | Примеси не более | |||||
| углерод | кремний | марганец | сера не более | фосфор | никель | хром |
| 3,0-3,5 | 0,5-0,8 | 0,08 | - | 0,05 | ||
| 3,0-3,5 | 0,5-0,8 | 0,08 | 0,2-0,4 | 0,4-0,6 | 0,05 | |
| 2,5-3,0 | 0,05 | Не более 0,1 | - | - |
Порошковая проволока представляет собой трубку, свернутую из стальной ленты толщиной 0,2-0,5 мм и заполненную порошком из газообразующих и шлакообразующих компонентов. Порошковую проволоку применяют для полуавтоматической дуговой сварки как открытой дугой, так в защитном газе. Сечения порошковой проволоки нескольких типов представлены на рисунке 1.
Порошковую проволоку применяют также для наплавки и заварки чугунного литья. Диаметр порошковой проволоки – 1,6-3,0 мм.
Для наплавки выпускают порошковую ленту (рис. 2). Размеры ленты (мм): ширина – 30-60; толщина – 1,5-3,0.
Сварочная проволока для сварочных электродов
Электроды и сварочная проволока: что общего и в чем различия?
Давайте для начала разберемся, что такое сварка. Сварка - это способ соединения металла под действием высокой температуры. Насколько прочно будет соединение зависит от качественного сварного шва. Для этого необходимо:
“Добавлять” металл в зону прохождения сварочной дуги;
Защищать зону сварки от окружающей атмосферы, содержащей активные газы, которые мешают получить качественное соединение.
Эти две проблемы для разных методов сварки решаются разными способами. Рассмотрим два самых популярных метода получения неразъёмных соединений: ручную дуговую сварку и сварку плавящимся электродом в среде защитных газов (она же полуавтоматическая).
Ручная дуговая сварка
Этот вариант сварки самый доступный и дает прекрасный результат. Процесс происходит следующим способом:
- сварщик вручную зажигает электрическую дугу;
- подает электрод по мере его оплавления в зону сварки;
- двигает дугу вдоль свариваемых деталей.
Электроды при этом виде сварки - это отрезки проволоки длиной 300 - 450 мм (в среднем), покрытые обмазкой. Дуга, проходя через электрод к свариваемому металлу, нагревает и расплавляет конец электрода, и металл попадает в зону сварки, перемешивается с расплавленным металлом кромок деталей, и образует “сварочный шов”. После сгорания электрода сварщик вручную его меняет, опять зажигает дугу и продолжает работу.

Таким образом, решается вопрос с “добавлением” металла в сварочный шов. А электродная обмазка, сгорая, решает проблему с защитой жидкого металла сварочной зоны от газов атмосферы. Из этой специфики метода вытекают и его минусы:
- Увеличение трудоемкости из-за необходимости очистки швов от шлака;
- Более медленный процесс из-за ручной замены электродов.
- Самый простой способ сварки;
- Его можно использовать в удалённых и труднодоступных пространствах.
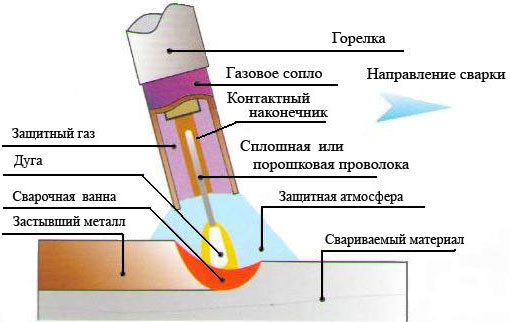
Сварка полуавтоматическая
Здесь электрод - это сварочная проволока, намотанная на катушку. Её подача в рабочую зону выполняется в автоматическом режиме, а сварщик вручную выполняет перемещение дуги вдоль участка сварки, поэтому этот вид и называется полуавтоматическим.
При полуавтоматической сварке защита металла выполняется потоком защитного газа или смесью газов. Сварщик нажимая кнопку на горелке, подает одновременно проволоку и защитный газ, и зажигает дугу. Остается только контролировать процесс сварки, перемещая горелку вдоль кромок деталей. Электрическая дуга расплавляет основной металл в зоне сварки и саму проволоку, которая капельно переносится на деталь.

- Аккуратность. Шов при этой сварке получается более привлекательным внешне, чем при ручной дуговой сварке;
- Уменьшение трудоёмкости. Защита соединения выполняется при помощи газа и шлак на поверхности шва не образуется;
- Небольшая деформация изделия. Диаметр проволоки меньше, чем диаметр электрода, соответственно уменьшаются сварочные деформации изделия.
- Меньшая мобильность: зона работы сварщика определяется длиной кабеля горелки;
- Большой риск появления дефектов при работе неопытного сварщика (из-за сложностей с настройкой полуавтомата). Такие дефекты не видны, и вследствие этого требуется дополнительный контроль соединений.
Что выбрать?
Сварочную проволоку и электроды для ручной дуговой сварки объединяет само их предназначение - получение наплавленного металлического шва с определенным составом и свойствами, позволяющими эксплуатировать конструкцию в конкретных условиях.
Но одна и та же задача в этих материалах решена по-разному: в электродах легирующие элементы находятся не только в металле (электрода), но и в обмазке, и элементы переходят в шов в процессе сварки. При работе с полуавтоматом легирующие элементы находятся только в металле самой проволоки. Электродам не требуется какая-то дополнительная защита во время сварки, в отличие от нужно прокаливать перед использованием, так как обмазка впитывает влагу из воздуха, и потом переносит водород в сварной шов, что крайне нежелательно поскольку могут возникнуть дефекты.

Для сварки низкоуглеродистой и низколегированной стали используется проволока св-08Г2С либо её аналоги. Ее диаметр и режимы работы нужно выбирать в зависимости от толщины свариваемого металла, чаще всего используется диаметр 1,2 мм. В случае с электродами — это будут скорее всего АНО-4, АНО-12, ОЗС-12, УОНИ 13/55 или их аналог. Диаметр электродов также выбирается в зависимости от толщины металла.
Сделаем вывод
Разные виды сварки и, соответственно, сварочные материалы, решают разные задачи. Если нужна сварка в труднодоступных местах, или вне сварочного цеха — удобно использовать переносной дуговой сварочный аппарат, а если нужна качественная сварка в цеховых условиях, то стоит выбрать сварку полуавтоматическую.
Электроды и сварочная проволока

Сварочные Материалы
Электроды и сварочная проволока используются в процессе сварки, прежде всего, как источники присадочного материала. Кроме того, электрод работает как проводник электрического тока, играя роль одного из полюсов электрической дуги.
То есть без электродов и присадочной проволоки варить металл нельзя. И в этой статье мы опишем основные разновидности этих обязательных участников процесса сварки металлов.
Электроды и их особенности
Сварочная проволока и электроды, тая под действием высокой температуры, наполняют сварочную ванну присадочным металлом. Однако, в отличие от проволоки, электрод может быть не только неплавким, но даже и неметаллическим. Подробности ниже по тексту.
Плавкие электроды
Все плавкие электроды используются в процессе ММА сварки. Они производятся в форме прутка, покрытого спрессованным, порошкообразным флюсом. Причем сам пруток изготовляется из легированной стали.
И в зависимости от состава присадок к железоуглеродистому сплаву, прутки (а равно и сами плавкие электроды) разделяются на:
- Высоколегированные сорта (содержание присадок до 20-25 процентов).
- Легированные сорта (содержание присадок до 5-7 процентов).
- Низкоуглеродистые сорта (содержат до одного процента легирующих присадок и состоят из конструкционной стали).
Диаметры электродов измеряются по диаметру прутка, и может равняться и 0,3 миллиметра и 12 миллиметрам. Однако в бытовой сварке и типовом промышленном производстве чаще всего используют электроды диаметром от 1 до 4-5 миллиметров. Все меньшие и большие размеры используются в достаточно специфичных условиях.
Неплавкие электроды

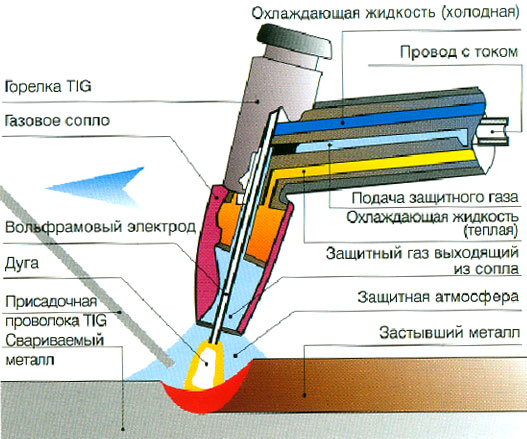
Неплавкие электроды используются в процессе сварки в среде защитного газа, то есть при TIG и MIG технологии. Неплавкий электрод не является источником присадочного материала – он работает как проводник электрического тока, а с его торца «стекает» электрическая дуга.
Поэтому неплавкие электроды классифицируют не только по материалу, но и по форме наконечника (рабочего торца). Основным конструкционным материалом для неплавких электродов является вольфрам, из которого производят прутки диаметром от 0,5 до 10 миллиметров. Основной формой торца является конус с углом при вершине 60-70 градусов.
Причем, из технически чистого вольфрама состоит только один тип электродов (ЭВЧ серия), а еще пять типов состоят из вольфрама с присадками, в качестве которых используется лантан или торий. А на конус затачивают только некоторые электроды, ведь кроме него торец можно сточить на цилиндр или на полусферу.
Неметаллические
Основа неметаллических электродов – технически чистый графит, из которого делают прутки диаметром до 18 миллиметров и длиной до 0,7 метра. Этот тип является частным случаем неплавких электродов. Поэтому его используют в процессе резки, наплавки, сварки под флюсом.
Причем графитовые электроды разогревают сварочную ванну до 3,5 тысяч градусов, поэтому тонкие листы «варят» такими прутками даже без присадочной проволоки.
Сварочная проволока
Сварочный аппарат, проволока, электрод – вот три кита, на которых стоит весь процесс сварки металлов. И если с электродами мы уже разобрались (выше по тексту), то с проволокой все пока еще не ясно. Поэтому давайте приступим к проволоке.
Какая бывает проволока?

Проволока изготавливается из сталей, цветных металлов и сплавов. По ГОСТ 2246-70 стальная проволока бывает легированной, высоколегированной и низкоуглеродистой (как электроды).
Проволока из цветных металлов используется для сварки соответствующих материалов и имеет тот жен состав, что и стыкуемые заготовки. То есть, для сварки алюминия нужна алюминиевая проволока и так далее.
Где и как используется проволока?
Присадочная проволока используется в процессе газовой сварки или сварки в среде защитных газов. В первом случае проволока подается в зону сварочной ванны только вручную, а во втором – либо вручную (TIG технология), либо автоматически (MIG технология).
Подача проволоки в сварочную ванну осуществляется либо за пламенем дуги или горелки, либо перед ним. В первом случае получается максимально качественный шов, а во втором – гарантирована максимальная скорость сварки.
Конкретную технику подачи присадочного материала выбирают исходя из технологических предпочтений и типа свариваемых металлов.
Сварочные электроды и проволока: выбор расходников для надежного соединения

Выполнение электросварных соединений требует применения специальных расходных материалов — сварочных электродов и проволоки. О том, что такое сварочные электроды и проволока, об их существующих видах и стандартах, характеристиках и применимости, а также о правильном выборе и читайте в данной статье.
Назначение сварочных электродов и проволоки
Сварочные электроды и проволока — специальные металлические изделия, расходные материалы для различных видов электродуговой сварки. Данные изделия выполняют несколько функций:

- Подача электрического тока непосредственно к месту сварки;
- Источник металла для наплавления и образования шва;
- Защита металла от негативных факторов окружающей среды (воздуха, газов, грязи);
- Предотвращение изменения состава металла соединяемых изделий при расплавлении;
- Частично — обеспечение быстрого поджига и стабильного горения дуги.
В настоящее время применяется три ключевых технологии соединения металлов с помощью электрической дуги. Для каждой из них предусмотрены свои типы расходных материалов:
- Штучные плавящиеся электроды с покрытием для ручной сварки MMA;
- Металлическая проволока для полуавтоматической сварки в среде защитных газов MIG/MAG;
- Неплавящиеся штучные электроды вольфрамовые, угольные или графитовые для аргонодуговой сварки TIG.
Каждый из типов расходников имеет свои особенности, классификацию и применимость.
Проволока сварочная d=0.8мм 5.0кг омедненная BRIMA
Проволока сварочная d=0.8мм 5.0кг омедненная FARINA
Проволока сварочная d=0.8мм 1.0кг омедненная BRIMA
Проволока сварочная d=0.8мм 1.0кг флюсовая BRIMA
Проволока сварочная d=0.8мм 1.0кг по нержавейке MIG
Проволока сварочная d=0.8мм 1.0кг флюсовая
Проволока сварочная d=1.2мм 2.0кг алюминиевая
Проволока сварочная пластмассовая АБС STEINEL
Проволока сварочная d=1.0мм 5.0кг омедненная BRIMA
Проволока сварочная d=1.0мм 1.0кг по нержавейке
Покрытые плавящиеся электроды
Конструктивно штучный электрод с покрытием представляет собой отрезок проволоки, опрессованный тонким слоем порошкового покрытия. Задняя часть электрода зачищена на длину 20, 25 или 30 мм, она служит для присоединения к держателю. Зачищенным остается передний торец для поджига дуги.
Покрытие обеспечивает защиту зоны сварки, стабилизацию дуги, удаление излишков кислорода из расплавленного металла (раскисление) и улучшение физико-химических свойств шва путем внесения легирующих добавок в расплавленный металл. В зависимости от качеств и химсостава покрытия делятся на несколько групп — кислое (тип А), основное (Б), рутиловое (на основе оксида титана, тип Р), целлюлозное (Ц), смешанное и прочих видов (тип П).
Обычные электроды с покрытиями согласно действующим стандартам делятся на ряд категорий по применимости:
- Соединение изделий из углеродистых и низколегированных сталей (тип У);
- Соединение деталей из легированных сталей повышенной прочности (Л);
- Соединение изделий из теплоустойчивых легированных сталей (Т);
- Соединение изделий из высоколегированных сортов сталей с особыми свойствами (тип В, для коррозионностойких, кислотостойких, жаростойких, хромистых, на никелевой основе и т.д.);
- Соединение изделий из разнородных по составу сплавов;
- Наплавка сталей (тип Н);
- Соединение изделий из чугуна и наплавка тонкого слоя на них;
- Соединение изделий из алюминия и его сплавов;
- Сварка меди и медных сплавов;
- Сварка никеля и его сплавов;
- Резка.
Данные изделия делятся на виды по возможной для них ориентации в пространстве во время работы:
- Для ориентации в любых направлениях (тип 1);
- То же, исключая вертикальное при движении сверху вниз (тип 2);
- Для нижнего, вертикального снизу-вверх и горизонтального на вертикальной плоскости положения (тип 3);
- Только для нижней ориентации (тип 4).
Наконец, электроды делятся на категории по роду рабочего тока (постоянный, переменный, универсальные), по напряжению тока на холостом ходу (50, 70, 90 В), а для изделий, предназначенных для использования с оборудованием на постоянный ток — по полярности подключения (прямая, обратная, универсальные).
Электроды выпускаются диаметром от 1,6 до 12 мм, их полная длина может составлять от 150 до 450 мм.
Особое внимание следует уделить маркировке изделий. Для обозначения этой продукции используется двойная маркировка:
- Краткая — марка электрода, устанавливаемая предприятием-изготовителем;
- Расширенная — маркировка в соответствии с требованиями стандарта.
Например, популярные электроды марки УОНИИ-13/45 диаметром 3 мм относятся к типу Э46А по ГОСТ 9467-75, а их полная маркировка выполняется в две строки:

Здесь все просто: Э46А — тип электрода, УОНИИ-13/45 — марка изделия, 3,0 — его диаметр, У — назначение, Д — толщина слоя покрытия, Е432(5) — специальное обозначение параметров металла шва, Б — тип покрытия, 1 — тип пространственной ориентации, 0 — род тока и тип подключения (постоянный с обратной полярностью).
Параметры и особенности покрытых электродов прописаны в ГОСТ 9466-75, для отдельных видов продукции предусмотрены свои отечественные и зарубежные стандарты.
Проволока для полуавтоматической сварки

Сварочная проволока — это один из специальных видов холоднотянутого проката. Существуют следующие типы данного расходника:
- Стальная низкоуглеродистая;
- Стальная легированная (к данной группе относится и нержавеющая);
- Алюминиевая;
- Медная и из ее сплавов — латунная, бронзовая.
Проволока отличается по структуре:
- Стандартная сплошная проволока;
- Стальная проволока омедненная;
- Проволока порошковая/флюсовая для работы на воздухе (то есть, без подачи газа).
Омедненной выпускается исключительно стальная проволока, она обеспечивает лучшую стабильность дуги, а также защищает саму проволоку от коррозии во время хранения и транспортировки. Порошковая проволока имеет в своем составе флюсы (бура, борная кислота, сера и другие) в виде порошка, закатанного внутрь трубки из металла. Такая проволока не нуждается в подаче к месту сварки защитного газа, все необходимые газы образуются при расплавлении флюса.
Проволока выпускается диаметром от 0,3 до 12 мм, поставляется в бухтах или стандартизированных катушках для монтажа в сварочное оборудование.
Характеристики и особенности стальной сварочной проволоки регламентируются ГОСТ 2246-70, а также рядом других стандартов на изделия из различных металлов.
Неплавящиеся электроды

Для сварки TIG в промышленности и в частной практике чаще всего используются неплавящиеся электроды из вольфрама с разнообразными присадками (обычно редкоземельные металлы). Существуют следующие типы изделий:
- Вольфрам без присадок (ЭВЧ, WP, зеленая маркировка) — для работы по алюминию, магнию и их сплавам;
- С окисью лантана (ЭВЛ, WL-15 золотистая маркировка, WL-20 синяя маркировка) — универсальные электроды для работы с большинством марок сталей, алюминия, меди, бронзы постоянным и переменным током;
- С окисью иттрия (ЭВИ-1, ЭВИ-2, ЭВИ-3, WY-20, темно-синяя маркировка) — для изготовления ответственных конструкций из всех типов сталей, меди и т.д. (преимущественно постоянным током);
- С двуокисью тория (ЭВИ-15, WT-20, красная маркировка) — для сварки высоколегированных, нержавеющих сталей, титана и сплавов, меди, бронзы, тугоплавких сплавов;
- С оксидом циркония (WZ-8, белая маркировка) — для работы по алюминию, магнию, никелю и их сплавам;
- С церием (WC-20, серая маркировка) — расходники универсального назначения для работы по всем типам сталей, цветным металлам, титану и проч.
Данный тип электродов предлагается диаметром от 0,5 до 10 мм длиной от 75 до 300 мм. Наиболее часто используются электроды диаметром от 1,6 до 4 мм. Характеристики данных изделий регламентируются стандартами ГОСТ 23949-80 и ISO 6848:2015.
Вопросы подбора сварочных электродов и проволоки
Современный рынок предлагает сотни типов, видов и марок расходников для сварки, поэтому иногда сделать выбор непросто. При их покупке необходимо учитывать несколько факторов:
- Род выполняемых работ — сварка, наплавка слоя металла, резка;
- Тип и марка металлов свариваемых изделий;
- Толщина изделий;
- Пространственное положение изделий во время сварочных работ;
- Род тока сварочного оборудования — постоянный или переменный.
Очень важно определить не только тип и марку электрода, но и его диаметр. В отношении покрытых электродов можно руководствоваться следующим универсальным соотношением характеристик деталей, электрода и рабочего тока:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0,5 | 1 | До 20 |
| 1-2 | 1,5-2 | 30-45 |
| 3 | 3 | 65-100 |
| 4-5 | 3-4 | 100-160 |
| 6-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16 | 6-8 | 200-350 |
Для бытового применения, в частной практике, в автомастерских и в иных ситуациях наиболее всего подходят электроды диаметром 3 мм марок МР-3 (с различными индексами), УОНИИ-13/45 или 13/55, а также марок АНО и ОЗС. Для работ по чугуну наиболее распространены электроды МНЧ-2, ЦЧ-4 и другие. Алюминий чаще всего варят различными электродами ОЗАНА, медь и медные сплавы — МН-5, МНЖ-5 и прочими.
При выборе сварочной проволоки в первую очередь необходимо учитывать материал свариваемых изделий. Так, для работы по сталям различных марок следует применять соответствующие марки стальной проволоки — низкоуглеродистую, легированную, нержавеющую и другие. При работе с алюминием нужна проволока из алюминиевых сплавов, с бронзой — бронзовая проволока, и т.д.
Несколько сложнее определить диаметр проволоки. Обычно для сварки изделий толщиной до 1 мм можно использовать проволоку примерно того же диаметра, для сварки изделий толщиной до 3 мм подходит проволока диаметром до 1,6 мм, при толщине металла до 5 мм подходит проволока диаметром до 2 мм, при толщине металла до 16 мм используется проволока диаметром до 5 мм, а 7-миллиметровая проволока может варить листы металла толщиной до 25 мм. Здесь также важна и сила сварочного тока: чем выше диаметр проволоки, тем более высоким током можно варить. Обычно тонкой проволокой (0,6-0,9 мм) можно варить при токе от 40-60 до 150-220 А, а толстой проволокой (до 1,6-2,4 мм) сварка может осуществляться током до 450 А.
При выборе проволоки также нужно учитывать габариты сварочного аппарата и рекомендованные для него размеры катушки.
При правильном подборе сварочных электродов и проволоки вы выполните наиболее надежное и долговечное соединение металлов с минимальными затратами времени и сил.
16 Июня Опрыскиватель: эффективная обработка почвы и растений
В сельском хозяйстве, садоводстве и других сферах возникает необходимость в регулярной обработке растений и почвы различными препаратами. Для правильного дозирования и эффективного внесения этих средств в жидкой форме используются опрыскиватели — об этих приспособлениях подробно рассказано в статье.
9 Июня Перчатки велосипедные: вопросы комфорта и безопасности велопрогулок
Велосипедные прогулки и серьезные занятия различными видами велоспорта будут более комфортными и безопасными при использовании специальных аксессуаров — велосипедных перчаток. О велоперчатках, их типах и конструкции, а также о правильном подборе, использовании и уходе за перчатками читайте в статье.
24 Февраля Лобзик электрический: режущий универсал
Для пиления древесины, ДСП, металлов, пластиков, керамики и других материалов применяется универсальный режущий инструмент — электрический лобзик. О лобзиках, их существующих типах, конструкции и характеристиках, а также о выборе и правильной эксплуатации этого инструмента рассказано в данной статье.
10 Февраля Набор ключей шестигранных
Для работы с винтами и другими метизами, имеющими шестиугольный шлиц, используются специальные шестигранные ключи, которые часто предлагаются в наборах. О наборах шестигранных ключей, их типах, составе и характеристиках, а также о правильном подборе и применении этого инструмента — читайте в статье.
27 Января Паяльник
Изготовление и ремонт электронного оборудования, многие монтажно-слесарные и другие работы требуют применения специального инструмента — паяльника. Все, что вы хотели узнать о паяльниках, их существующих типах, устройстве и работе, а также о верном выборе и применении паяльников, рассказано в статье.
20 Января Напильник: слесарный универсал
В слесарном деле, при выполнении ремонтных работ и в других случаях обработка изделий часто выполняется многолезвийными режущими инструментами — напильниками. О том, что такое напильник, какие типы этого инструмента существуют, как они устроены и как их правильно использовать — рассказано в статье.
12 Ноября 2021 Отвертка ударная с набором бит: любой крепеж - по плечу
Тугой или закисший крепеж становится проблемой, которую можно решить с помощью специального инструмента — ударной отвертки. О том, что такое ударная отвертка, каких типов бывает этот инструмент, как он устроен и работает, а также о правильном выборе и применении ударных отверток — читайте в статье.
Читайте также: