Сварочное оборудование для ручной дуговой сварки наплавки должно быть оснащено
Обновлено: 20.09.2024
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения.
Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
Оборудование для дуговой сварки и наплавки
Самым распространенным способом сварки и наплавки является дуговая сварка и наплавка. Сварка (наплавка) может выполняться без внешней защиты дуги, под флюсом и в среде защитных газов.
Сварка (наплавка) без внешней защиты дуги и в среде защитных газов может быть ручной, механизированной и автоматической, а сварка под флюсом — механизированной и автоматической. Различаются эти способы лишь степенью механизации отдельных операций.
При ручной сварке (наплавке) подача электрода в зону дуги и передвижение его вдоль свариваемого соединения производятся вручную. В качестве основного оборудования для ручной дуговой сварки применяют рабочие места, инструмент и защитные приспособления. При механизированной сварке (наплавке) механизирована только подача электрода, а перемещение его вдоль линии сварочного соединения и некоторые другие операции выполняются вручную. Наиболее распространенным способом механизированной сварки является сварка тонкой электродной проволокой диаметром 2 мм и менее, которая подается в зону сварки по гибкому шлангу. В качестве основного оборудования при механизированной дуговой сварке (наплавке) применяют шланговые полуавтоматы с различными горелками (держателями), а также специальные типы полуавтоматов, в которых используются дополнительные устройства, например ручные механизмы передвижения дуги, прижимные механизмы в случае сварки электрозаклепками и т. п. Полуавтоматы для дуговой сварки применяются как плавящимся, так и неплавящимся электродом.
При автоматической дуговой сварке (наплавке) такие процессы, как возбуждение дуги в начале сварки, поддержание дугового процесса, подача сварочных материалов в зону плавления и перемещение дуги вдоль линии сварного соединения путем перемещения сварочного инструмента или изделия, защита дуги и сварочной ванны от воздействия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки, заварка кратера в конце шва, и другие выполняются механизмами без непосредственного участия человека по заданной программе. Сварочный аппарат, выполняющий эти функции, является сварочным автоматом [7, 26]. Основным оборудованием для автоматической дуговой сварки (наплавки) являются: сварочные автоматы, станки и установки. Автоматы для дуговой сварки имеют плавящиеся и неплавящиеся электроды как со свободным формированием шва, так и с принудительным.
Эффективность (повышение качества и производительности) технологических процессов сварки в большой мере зависит от технического уровня существующего и вновь создаваемого сварочного (наплавочного) оборудования: сварочных аппаратов, установок и станков (станов).
Определение "аппарат для дуговой сварки и наплавки" объединяет понятия "автомата" и "полуавтомата". Основной частью автомата для дуговой сварки является сварочная головка — устройство, осуществляющее подачу сварочной проволоки и поддержание заданного режима сварки. Подвесная сварочная головка (автомат) закреплена неподвижно, а самоходная перемещается механизмом по направляющим вдоль изделия. Трактор для дуговой сварки — это переносной сварочный автомат с самоходной тележкой, которая перемещает его вдоль свариваемого шва по поверхности изделия или переносному пути.
В состав сварочной установки, станка (стана) входят: сварочный аппарат, источник питания, аппаратура управления и регулирования процесса сварки, механизмы (устройства) для крепления и передвижения в заданном направлении сварочных аппаратов, для установки, крепления, перемещения и изменения ориентации свариваемого изделия, а также вспомогательное оборудование (флюсовые аппараты, скользящие токоподводы и др.). Четкое разграничение в определениях сварочной установки и сварочного станка отсутствует. Станком называют комплекс перечисленного оборудования, основные части которого объединены станиной. Станами обычно называют установки для сварки крупных изделий в массовом производстве (трубосварочные и картосварочные станы).
Механизация и автоматизация отдельных операций технологического процесса может быть частичной или полной. Механизированное производство — способ выполнения технологического процесса (операции) с помощью машин и механизмов, получающих энергию от специального источника. Управление машинами и механизмами, часть вспомогательных операций выполняются вручную. Комплексно-механизированное производство — способ выполнения технологического процесса по всему циклу машинами, механизмами, другим оборудованием. Основные и вспомогательные операции взаимосвязаны и обеспечивают заданный темп, производительность и осуществление в срок всего процесса. Управление частично выполняется вручную. Автоматизированное производство — способ выполнения технологического процесса, при котором основные и вспомогательные процессы, процессы управления и регулирования осуществляются машинами, механизмами автоматически, без участия человека, который только выполняет наладку и наблюдает за ходом процесса.
Комплексно-автоматизированное производство — способ выполнения производственного процесса, при котором все основные и вспомогательные операции, в том числе управление и регулирование осуществляются машинами, механизмами так, что заданная производительность и качество продукции достигаются без участия человека. Человек лишь наблюдает за работой специальных устройств или систем управления. Автоматическая (механизированная) поточная линия — ряд машин (автоматов, полуавтоматов), расположенных по технологическому циклу и соединенных транспортными устройствами. Следует отметить, что термины "автоматическая сварка" и соответственно "сварочный автомат" несколько условны и не отражают того, что сварочный автомат работает без участия человека, как это понимается в машиностроении. В то же время определение "сварочные станки-автоматы" соответствует принятому в машиностроении понятию "станок-автомат", которое обозначает агрегат, работающий по автоматическому циклу.Прогресс, достигнутый в области производства силовой производственной техники, микроэлектроники, новых электротехнических материалов, позволил разработать широкую номенклатуру современного электросварочного оборудования, отличающегося расширенными технологическими возможностями, повышенной надежностью и меньшими массой и размерами. Рост производительности и качества при сварочных работах достигается за счет применения сборочно-сварочных линий, оснащенных автоматами, сварочными роботами, инверторными источниками сварочного тока.
Тип оборудования, при выбранном способе сварки, определяют по силе сварочного тока, которую рассчитывают в зависимости от заданной производительности сварки или наплавки и площади сечения шва. Имеются ряд полуавтоматов на силу тока 160. 630 А, ряд автоматов на 500. 1600 А, источники сварочного тока силой 100. 2000 А. При определении типа оборудования и правильной его эксплуатации (кроме производительности, качества сварных соединений, металлургических особенностей, необходимости термообработки) следует учитывать ряд критериев, связанных с технологическими и эксплуатационными характеристиками оборудования.
К ним относятся следующие условия:
- связанные с конструкцией свариваемого изделия (протяженностью и пространственным расположением швов, удобством подхода к шву и доступностью соединения для автомата), числом изделий в партии, а следовательно, периодичностью переналадки оборудования, точностью подготовки соединения под сварку, подачей изделия к месту сварки, необходимостью отвода оборудования после сварки, кантовкой или перемещением изделия;
- производственные — цеховые или монтажные условия, необходимость энергоснабжения, газо- и водоснабжения, возможность отвода аэрозолей от места сварки, требования по очистке от брызг как изделия, так и частей оборудования, уборка флюса, предотвращение ослепления окружающего персонала;
- организационные — необходимость обучения сварщиков и наладчиков при переходе на новую технику, создание фонда сменных и запасных частей оборудования, снабжение сварочными материалами и подготовка их для правильной эксплуатации оборудования и др.
В индивидуальном и мелкосерийном производстве предпочтение следует отдавать универсальному оборудованию, а также построенному на модульном принципе. В крупносерийном и массовом производстве применяют специальное сварочное оборудование, входящее в состав поточно-механизированных линий.
1.2. Классификация оборудования
Основным оборудованием для дуговой сварки и наплавки являются источники сварочного тока для ручной сварки штучными электродами, полуавтоматы, автоматы, станки и установки для сварки плавящимся электродом без внешней защиты дуги, под флюсом и в защитных газах, оборудование для импульс- но-дуговой сварки плавящимся электродом в инертных газах, установки для ручной и автоматической сварки вольфрамовым электродом, специальное оборудование для сварки конкретных изделий. Универсальное оборудование имеет различные степень сложности и эксплуатационные возможности: от простых полуавтоматов и источников со ступенчатым регулированием режимов до сложных с микропроцессорным управлением.
Классификация оборудования должна проводиться с учетом многих признаков: назначения — тип изделия и вид сварочного соединения; степени механизации сварочного процесса — ручная, механизированная и автоматическая сварка; способа защиты дуги — открытая дуга, газовая защита, слой флюса; степени специализации — универсальное, специализированное и специальное оборудование; количества электродов — для одно- и многоэлектродной сварки; способа осуществления сварочного движения — движение изделия или подвесного сварочного аппарата; способа формирования металла — свободное и принудительное; типа электродов — плавящийся и не- плавящийся, проволока, пластина, лента; количества одновременно работающих сварочных головок — или других рабочих органов; количества позиций, через которые изделие проходит последовательно в процессе сварки — одно- и многопозиционные и др.
Такое большое число признаков и отсутствие связи между ними определяют сложность построения классификационной системы оборудования для сварки. Выбор наиболее характерных признаков, которые сделали бы систему универсальной и по возможности пригодной для различных видов сварочного оборудования, может служить основой при разработке типажа и индексации оборудования, а также способствовать унификации узлов и деталей. При этом конечной целью использования системы является выбор и оценка технических характеристик различного сварочного оборудования, а также обеспечение развития работ по новым направлениям.С учетом изложенного все признаки могут быть разделены на три основные группы [24, 25|.
1. Целевые признаки: вид сварного соединения (стыковые, угловые, нахлесточные, тавровые); форма линии шва (прямолинейная, круговая, сложная); свариваемый материал (сталь, медь, алюминий и пр.); тип изделия (сосуды, балки, листовые конструкции и т. д.).
2. Технологические признаки: характер процесса сварки (непрерывный, импульсный, с колебаниями электрода); тип электрода (плавящийся, неплавящийся) и присадочного материала (проволока, пруток, металлическая крошка и др.); количество электродов и их взаимосвязь; состояние сварочной ванны (свободное или принудительное формирование шва); способ защиты дуги и давление среды, в которой протекает процесс (сварка в защитных газах, под флюсом, без внешней защиты при нормальном или повышенном давлении, а также в вакууме); прочие факторы (например, действие гравитации, невесомость и др.).
3. Эксплуатационные признаки: степень механизации и автоматизации основных и вспомогательных операций.
Кроме того, все оборудование в зависимости от назначения может быть универсальным, специализированным и специальным. Характеристика сварочного оборудования будет полной при условии, если учитываются все перечисленные признаки.
Патон Б.Е. "Машиностроение Энциклопедия т.IV-6. Оборудование для сварки”
Сварочное оборудование для ручной дуговой сварки
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.

Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
ПреимуществаДанная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный рядСварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 – 200 |
| Диапазон рабочего напряжения, В | 150 – 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 200 |
| Диапазон рабочего напряжения, В | 140 – 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 180 |
| Диапазон рабочего напряжения, В | 187 – 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 – 4 |

Сварочный аппарат Сварог 205
Критерии выбораСовременное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Электродуговые способы наплавки. Ручная дуговая наплавка
Дуговая наплавка покрытыми электродами является наиболее распространенным способом ремонта (восстановления формы и размеров) деталей автомобилей, тракторов и других машин и механизмов вследствие простоты ее осуществления и мобильности оборудования. Наплавку осуществляют обычно вручную, поэтому такой способ называют также ручной дуговой наплавкой.
Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Применяют следующие виды электродного покрытия: ильменитовое с содержанием более 30 % ильменита (FeO × TiO2); высокоцеллюлозное с содержанием 20…30 % целлюлозы; карбонатно-рутиловое; основное (фтористо-кальциевое), основными компонентами которого являются карбонат кальция и флюорит; высокорутиловые с содержанием до 35 % рутила (TiO2).
Дуговая наплавка покрытыми электродами отличается низкой стоимостью оборудования, возможностью выполнения наплавки вручную (рис. 1).
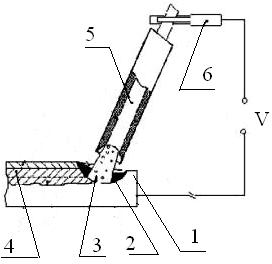
Рис. 1. Схема ручной дуговой наплавки покрытым электродом: 1 – изделие; 2 – сварочная ванна; 3 – электрическая дуга; 4 – наплавленный валик; 5 – покрытый электрод; 6 – электрододержатель
1. Выбор электродов для наплавки
Выбранные для наплавки конкретных изделий электроды должны обеспечивать получение требуемых свойств поверхности детали и давать наплавленный металл высокой износостойкости, необходимой вязкости, который должен удовлетворительно обрабатываться механическим способом. Электроды должны обладать хорошими сварочно-технологическими свойствами и быть достаточно дешевыми.
Свойства наплавленного металла в основном определяются его химическим составом и термообработкой. Химический состав наплавленного слоя изменяется за счет введения легирующих компонентов. Наиболее дешевыми и доступными из них являются углерод, марганец, хром, кремний, титан и бор. Они повышают твердость и износостойкость металла при истирании. Марганец и хром при введении их в малоуглеродистую сталь в количестве от 8 до 27 % повышают ее износостойкость в 4…5 раз. Высокомарганцовистая сталь хорошо работает при высоких ударных нагрузках. Углеродистая высокохромистая сталь (хрома более 12 %) обладает малой ударной вязкостью, поэтому ее не следует применять при наплавке деталей, работающих при ударных нагрузках. При ручной дуговой наплавке покрытыми электродами легирование наплавленного валика осуществляется либо через электродное покрытие, в состав которого входят легирующие компоненты, либо с помощью электродного стержня, изготовленного из легированной сварочной проволоки.
Наплавка изношенных деталей машин, изготовленных из углеродистых или легированных сталей и не подвергающихся после наплавки термообработке, производится электродами любой соответствующей основному металлу марки, обеспечивающими необходимую твердость и износостойкость наплавленного металла. Если же восстановленные детали подвергаются термообработке, то наплавка их производится такими электродами, наплавленный металл которых допускает эту обработку без снижения твердости и других механических свойств, например электродами ЦН-2,03H-250, 03H-300. В наплавленном металле стальных деталей, подвергающихся закалке, должно быть не менее 0,30 % углерода, чтобы металл мог воспринимать закалку.
Электроды для наплавочных работ в зависимости от химического состава и твердости наплавленного металла делятся на типы, а в зависимости от химического состава покрытия – на марки. Электроды, применяемые для наплавочных работ, разделяют на следующие группы (характеристики электродов приведены в прил. 1).
- Для наплавки деталей, работающих на износ при обычных температурах, применяют электроды ОЗН-250, ОЗН-300, ОЗН-350, 03H-400, Т-590, ЦН-250. Металл, наплавленный этими электродами, имеет среднюю и высокую твердость, удовлетворительную пластичность и вязкость и относится к перлитному классу. Наплавленный металл в зависимости от химического состава может подвергаться или не подвергаться термообработке. Такие электроды применяются для наплавки валов, осей, автосцепок, крестовин, зубьев экскаваторов, лемехов, ножей бульдозеров, катков и звездочек тракторов, колес подвижного состава и т. д.
- Для наплавки деталей, работающих на износ при повышенных температурах, применяют электроды ЦШ-1, ЦШ-2, ЦШ-3, ЦН-4, ЦН-5, 03H-I, НЖ-2, ЭН-60М. Эти электроды дают в наплавленном слое перлитную хромовольфрамовую или хромомарганцевую сталь. Применяется для наплавки штампов горячей штамповки, деталей кузнечно-прессового оборудования. Как правило, наплавленные изделия перед механической обработкой отжигаются, а после нее подвергаются закалке и высокому отпуску.
- Электроды для наплавки режущего инструмента: ЦН-1М, T-216, Т-268, Т-293, ОЗИ-5, ОЗИ-6. Они дают наплавленный металл типа быстрорежущей стали.
- Электроды, предназначенные для наплавки эрозионно-стойких поверхностей деталей, работающих при высоких температурах и в агрессивных средах: ЦН-2, ЦН-3, ЦН-6, ЦН-8. Применяются для наплавки деталей арматуры паровых котлов, насосов и турбин парогенераторов. В наплавленном слое такие электроды дают структуру стеллитов или сормайтов.
- Электроды, предназначенные для сварочных работ: ЦМ-7, УОНИ 13/45, МР-3, АНО-4. Они дают наплавленный металл с высокой твердостью, но не могут существенно повысить износостойкость детали и дают возможность только восстановить размеры и форму детали.
2. Техника наплавки покрытыми электродами стальных изделий
Наплавка малоуглеродистых и низколегированных сталей производится обычным способом при обычных условиях. Во время наплавки электрод должен быть наклонен под углом 15…20° к вертикали во избежание попадания жидкого шлака на еще не расплавленный основной металл. Наплавка должна осуществляться углом назад (рис. 2, а).
Для получения узкого валика шириной до 1,5 диаметра электрода электрод при наплавке перемещают прямолинейно без поперечных колебаний.
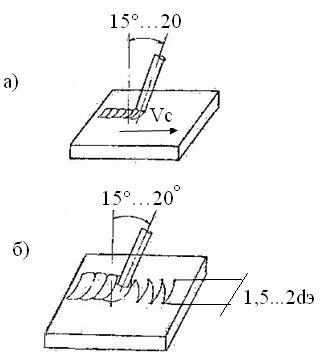
Рис. 2. Техника наплавки: а – углом назад; б – с поперечными колебаниями
Однако из-за высокой скорости охлаждения в металле наплавки могут остаться не успевшие выделиться газы и шлаковые включения. С целью устранения таких дефектов при наплавке накладываются более широкие валики, которые получаются при поперечном перемещении конца электрода (рис. 2, б). Такой прием увеличивает прогрев кромок валика и замедляет скорость охлаждения сварочной ванны, что уменьшает вероятность появления дефектов,
Наплавка более широких слоев и большей высоты наплавленного слоя может осуществляться пучком электродов. Он представляет собой несколько сложенных вместе электродов, скрепленных между собой обвязкой и прихватками. В случае необходимости наплавки низкими и широкими валиками применяют пучки из двух или трех электродов, скомпонованных в ряд. Для наплавки более узкими, но высокими валиками применяют пучки из трех электродов, скомпонованных треугольником, или четырех электродов (рис. 3).
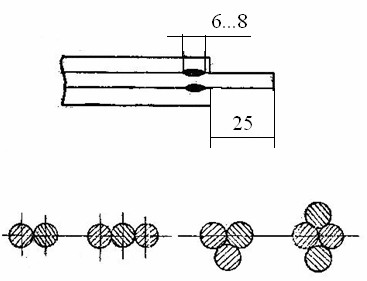
Рис. 3. Пучки электродов для наплавки
Наплавка должна выполняться короткой дугой, валики накладывают так, чтобы каждый последующий перекрывал предыдущий на 1/2 или 1/3 своей ширины. По высоте слой наплавленного металла устанавливается из расчета, чтобы припуск на механическую обработку составил 2…3 мм. Значение силы тока при наплавке определяется в зависимости от диаметра электрода по формуле J = (30…50)dэ, где J – сила тока; dэ – диаметр стержня электрода.
Между толщиной слоя наплавленного металла, диаметром электрода, числом слоев наплавки и силой тока рекомендуется выдерживать следующие соотношения (табл. 4).
При окончании наплавки усадочный кратер необходимо выводить за пределы рабочей наплавляемой поверхности, используя для этой цели приставные планки. После наложения каждого валика с поверхности наплавки удаляются шлак и брызги металла. При наплавке среднеи высокоуглеродистых сталей рекомендуется предварительный подогрев металла до температуры 350°. Изделия, подвергнутые ранее термообработке (закалка), перед наплавкой отжигают, после наплавки рекомендуется производить высокий отпуск наплавленного слоя.
Оборудование сварочного поста

Оборудование сварочного поста – это подготовка рабочего места сварщика: установка необходимого оборудования, закупка расходников, обеспечение комфортных условий, а также обязательное соблюдение техники безопасности.
В зависимости от типа сварки отличается и то, как и чем будет оборудоваться сварочный пост. Из нашего материала вы узнаете о наиболее важных нюансах организации места работы сварщика.
Основные принципы оборудования сварочного поста
Сварочным постом является такое рабочее место и пространство, где сварщик может без особого труда выполнять свою работу в комфортных и безопасных условиях, а вся необходимая рабочая оснастка и инструмент, а также расходные материалы всегда находятся в зоне доступа.
При обустройстве сварочного поста должны быть выполнены все правила и нормы охраны труда и пожарной безопасности. Соблюдение таких условий позволяет обеспечить сохранность здоровья специалистов-сварщиков и получать максимальную производственную эффективность. Во время обустройства поста особое значение необходимо придавать соблюдению требований пожарной безопасности. Чтобы выполнить все эти условия в полном объеме, необходимо внимательно изучить специфические особенности разных видов сварочных постов.
По типу оборудования сварочные посты делятся на:
- Газосварочные. Их основное отличие заключается в том, что при расплавлении зоны шва металлических заготовок используется энергия, возникающая при горении газа в специальной горелке. Из-за специфики газосварочных работ рабочий кабинет сварщика должен быть обеспечен местной вытяжной вентиляцией. Все поверхности рабочего стола и предметы, находящиеся на прилегающей к нему территории должны быть изготовлены из негорючих материалов.
- Электросварочные. Работы, связанные с электрической сваркой, являются не менее опасными, чем при газовой. При оборудовании рабочего места сварочного поста, помимо надежной системы вентиляции воздуха, должны быть обеспечены все условия для защиты работника от поражения электрическим током.
Очень важным можно считать тот факт, что какой бы из вышеперечисленных методов сварки или резки металла ни применялся, закрытое рабочее пространство сварщика обязательно должно быть оснащено системой вентилирования помещения. Кроме вытяжки, основное оборудование сварочного поста должно иметь приточную естественную или принудительную подачу свежего воздуха.

В зависимости от назначения, сварочные посты могут быть:
- Стационарными. Представляют собой ограниченное, специально оборудованное для сварки пространство в производственном помещении. Не передвижное рабочее место оборудуют для удобства столом с поворотным механизмом или плитой, ограждают ширмами. Над столом монтируют отсосы, соединенные с вытяжной вентиляцией.
- Передвижными (временными). Представляют собой периодически переносимые конструкции, которые может передвинуть в пределах рабочей площади один человек. Широко используются при сварке крупногабаритных конструкций. Могут применяться как в помещениях (производственных участках, цехах, судостроительных доках и т. п.), так и на открытых площадях (строительных площадках, при монтаже нестандартных крупногабаритных конструкций и т. д.).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оборудование стационарного сварочного поста наиболее применимо для сваривания небольших и средних металлических заготовок. Для соединения громоздких конструкций такая разновидность поста не используется. Сварочная кабина, которая в то же время является «стенами» этого участка, изготавливается из металлического оцинкованного листового материала. Такое ограждение очень устойчиво к высоким температурам и ультрафиолетовому излучению.
Большое преимущество оборудования мобильного сварочного поста заключается в том, что создавать для работы какие-нибудь дополнительные условия не нужно. Навес сможет защитить от осадков, а боковые жесткие ширмы – от ветра. В хорошую погоду сварку деталей можно производить без всякой защиты.
Дополнительную сварочную оснастку и инструменты размещают в ящичках инструментальной тумбы, а при необходимости искусственного освещения локально устанавливают осветительные приборы. Оборудование как стационарных, так и передвижных (временных) постов, которое подключается к электросети, должно иметь надежное заземление.
Оборудование сварочных постов для дуговой сварки
При оборудовании стационарного или передвижного сварочного поста для электродуговой сварки необходимо выполнить следующие условия:
- подключить рабочий стол и корпусы оборудования к системе заземления;
- поверхности рабочего стола обеспечить хорошей освещенностью (допускается комбинация из искусственного и естественного света);
- изготовить половое покрытие из огнестойкого материала;
- крышку стола изготовить из чугуна или стали толщиной не менее 20 мм, подсоединить к ней кабель массы;
- стол сварщика оснастить ящиками или карманами для размещения технической документации, электродов, рабочего инструмента и оснастки;
- для проведения сварки сидя оснастить рабочее место табуретом из крепкого изоляционного материала;
- под ноги подстелить резиновый коврик.
При сварке на открытом воздухе для защиты от дождя, снега, солнца рабочее место должно быть обустроено навесом (можно использовать тент из любого водонепроницаемого материала).
1. Оборудование стационарного сварочного поста.

Подобное оборудование представляет собой находящуюся над уровнем пола кабину с открытым верхом. Его применяют для сварки деталей средних и маленьких и размеров, для крупногабаритных металлоконструкций оно не применяется. Стены кабины обычно изготавливают из листовых металлов, которые впоследствии красят цинкосодержащими красками или выбирают другие виды покрытий, характеризующиеся устойчивостью к инфракрасному излучению и высоким температурам (к примеру, краска желтого цвета из хромо-свинцовой соли, белила на основе титана или иные современные препараты).
Рекомендуем статьи по металлообработке
К обустройству сварочной кабины также предъявляются несколько требований:
- Оборудование стационарного сварочного поста должно быть обеспечено освещением, необходимым для комфортной работы, достаточным количеством источников света, позволяющих освещать стол и пост в целом, где производятся все манипуляции, связанные со сварными работами.
- Площадь сварочного поста должна быть не менее 3 м 2 при высоте металлических ограждений от 1,8 до 2 м – такие стенки необходимо изготовить приподнятыми над уровнем пола на 20–25 см. Соответственно высота потолка помещения, в котором установлена кабина, должна быть более 2 м, чтобы обеспечить циркуляцию воздуха.
- При работе сидя высота металлического стола должна быть 50–60 см. Не лишним будет установить на столешницу (в том числе и в месте соединения клеммы массы) медный лист. Материалом крышки стола может быть как сталь, так и чугун толщиной до 2,5 см. В столе должны быть предусмотрены металлические выдвижные ящички для размещения в них различного инструмента, чертежей, электродов, приспособлений и другой необходимой оснастки.
- Прямо над поверхностью сварочного стола обязательно должна быть установлена специальная вытяжка. Если пост используется в гаражных условиях, то в одну из стен гаража можно встроить вытяжной вентилятор, но в данном случае необходимо предусмотреть наличие приточной вентиляции в холодное время года. В последнее время в производственных цехах нередко используют точечные вытяжки, гибкие «хоботы» которых можно подвести прямо к месту выполнения сварки.
Согласно нормативной документации, необходимое значение обмена воздуха в помещении должно быть не менее 40 м 3 /час. Важно помнить, что при пониженном воздухообмене токсичные вещества, находящиеся в составе сварочного дыма (аэрозоли), будут попадать и скапливаться в легких сварщиках, что может привести со временем к различным профессиональным заболеваниям.
Рубильник для экстренного отключения питания электрооборудования при возникновении аварийных ситуаций следует устанавливать внутри сварочной кабины.
2. Оборудование передвижного поста.

Оборудование передвижных сварочных постов для ручной сварки не предусматривает строгого соблюдения габаритов рабочего места и обеспечения воздухообменом. Однако все предписания пожарной безопасности, которые предъявляют к стационарному типу оборудования, должны неукоснительно выполняться. Тележку для перевозки оборудования необходимо оснастить такими колесиками, чтобы перемещение поста с ее помощью осуществлялось без особых усилий.
При проведении сварных работ используют переносной сварочный аппарат с комплектом кабелей, которые перемещаются вместе с агрегатом вдоль объекта. Для защиты от непогоды передвижной пост необходимо укомплектовать щитами для расположения навеса. Для хранения электродов и инструментов используются тумбы и различные крепления. В целях защиты от светового излучения находящихся рядом людей необходимо оградить рабочее место при помощи переносных щитов. При монтаже трубопроводов с большой протяженностью передвижные сварочные посты размещают в маленьких вагончиках с автономным электрогенератором – такой вид рабочего места может дополняться автомобильными колесами.
Оборудование сварочного поста для газовой сварки
Газосварочные посты, так же как и оборудование для ручной дуговой сварки, в зависимости от их габаритов и мощности делятся на стационарные и подвижные. Последние в свою очередь могут быть передвижными и переносными.
Переносное оборудование газового сварочного поста имеет самые маленькие габариты и массу, оно без особого труда перемещается вручную одним человеком. На картинке выше вы видите пример переносного поста. Такой тип сварочного оборудования широко используется при ремонтно-восстановительных сварочных работах (при ремонте сантехники, замене и реставрации труб в отопительных или аналогичных системах), для различных бытовых целей и во многих других случаях, когда не требуется проведения объемных работ.
Преимущество оборудования переносных газосварочных постов – нет необходимости в постоянном источнике газа. Помимо всего, благодаря мобильности, их можно доставить к месту проведения работ за считанные минуты. Недостаток – баллоны для горючего газа и кислорода имеют маленькие объемы, поэтому при длительных по времени работах их приходится постоянно перезаряжать, а это приводит к потерям рабочего времени и, соответственно, снижению производительности.
Оборудование передвижного сварочного поста, в отличие от поста переносного типа, имеет большую массу и габариты, перемещается вручную при помощи специальных тележек или техники. Передвижной сварочный пост может комплектоваться несколькими сменными баллонами с используемым газом и кислородом. Помимо этого, вместо баллонов с горючим газом (ацетиленом), передвижной пост оснащается мобильным ацетиленовым генератором, имеющим производительность до 3 м 3 /ч.
С помощью передвижных постов можно выполнить гораздо больший объем газосварочных работ по сравнению с переносным вариантом. Помимо этого, они достаточно мобильны. Недостаток –необходимость периодически заправлять газовые баллоны. Наиболее часто это приходится делать при интенсивных сварочных работах.
Стационарные газосварочные посты не должны перемещаться. Они обладают большими габаритами и обычно занимают немалую часть производственной площади (как правило, до нескольких квадратных метров). Такое оборудование широко применяют в разных производственных отраслях с использованием большого объема газосварочных работ. Комплектуется подобный сварочный пост стационарными ацетиленовыми генераторами производительностью до 160 м 3 /ч или постоянными источниками кислорода и горючего газа.
Преимущества оборудования стационарных газосварочных постов – высокая производительность и непрерывный сварочный процесс (не надо постоянно заправлять газовые и кислородные баллоны как при использовании передвижных и переносных постов). Недостаток – неподвижность и необходимость регулярного обслуживания системы подачи рабочего газа и кислорода.
Какой бы вид оборудования сварочного поста ни рассматривался, оно должно иметь:
- Кислородный баллон с редуктором либо систему непрерывной подачи кислорода (характерно только для стационарного типа оборудования).
- Баллон с ацетиленом либо генератор с предохранительными затворами или редукторами. В переносном оборудовании сварочных постов используют генераторы, имеющие максимальную мощность 20 м 3 /час, в стационарном типе установок применяют генераторы с показателем мощности до 160 м 3 /час.
- Присадочную проволоку для наплавки, пайки, сварки.
- Флюсы, если они используются при сварке данного вида металла.
- Сварочные горелки с комплектом наконечников, для резки – резаки с набором приспособлений для резки и мундштуков.
- Сварочный стол, оснащенный механизмом для его складывания и сборки.
- Резиновые шланги для подачи горючего газа и кислорода в резак или горелку.
- Защитные приспособления и вспомогательные инструменты сварщика: угольник, линейка, щетка по металлу, зубило, молоток, наборы ключей, очки с затемненными стеклами и т. д.
- Систему вентиляции воздуха.
- Противопожарные средства.
- Емкость с водой для охлаждения горелки.
- Контейнеры для технологических отходов производства.
Требования к организации любого оборудования сварочных постов должны базироваться на обеспечении комфортных условий труда и соблюдении техники безопасности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: