Сварочные аппараты для ручной дуговой сварки и их характеристика
Обновлено: 19.09.2024
Один из видов неразъемного соединения материалов, проводимый в ручном режиме – это ручная дуговая сварка. Она основана на действии электрической дуги, возникающей при контролируемом коротком замыкании.
Сварщик вручную управляет электродом и при необходимости подает присадочный материал. Хотя производительность ручного метода не высока, его часто используют в домашних условиях. Оборудование для него вполне доступно, и обучиться ручной сварке при желании может каждый.
Краткий обзор технологии
Когда применяется ручная электродуговая сварка, происходит быстрый разогрев металла до температуры плавления воздействием электрической дуги, возникающей как эффект пробоя воздуха между электродом и массой (свариваемыми деталями). В сварной шов вводится дополнительный материал, что позволяет заполнить зазор между свариваемыми деталями.
В точке нагрева образуется так называемая сварочная ванна, которая представляет собой зону смешивания расплавленного металла детали с маериалом присадки.
Вверх всплывает легкий расплавленный шлак — это сгоревшая обмазка плавящегося электрода или остатки стержня неплавящегося. Шлак защищает раскаленный металл от вредного влияния газов, находящихся в атмосфере.
Это влияние может привести к окислению шва и проникновению в его структуру атомов газа, в результате чего шов не приобретет требуемой прочности.

Ручная дуговая сварка производится плавящимся либо неплавящимся электродом. Первый сам по себе является присадочным материалом, второй требует введения в расплав присадочной проволоки.
Существуют различные технологии сварки вручную. Наименее сложная и затратная из них требует наличия только сварочного аппарата переменного или постоянного тока и необходимой амуниции для сварщика, но подходит этот способ, как правило, только для черных металлов, нормально переносящих контакт с кислородом. Для защиты сварочной ванны, где оплавляется сталь и железо, достаточно только среды, выделяемой защитной обмазкой электрода.
Более сложные способы, такие, как, например, аргонодуговая сварка, требуют наличия специальной горелки с соплом, через которую подается аргон либо другой защитный газ.
Сварочную дугу инициирует короткое замыкание при контакте электрода с массой. Температура дуги может достигать 5000 °C.
Назначение
Применение ручной дуговой сварки очень широко — от бытовых работ по дому и даче до промышленности, в том числе высокотехнологичной. Среди основных отраслей промышленности и народного хозяйства, где она используется, можно выделить:
- различные сервисные и ремонтные работы, например, автомобильной техники;
- сварку труб для воды, газа, нефтепродуктов.;
- кораблестроение (сварка листов корпуса);
- многие виды машиностроения.
Принцип ручной сварки часто применяется для наплавок на поверхность детали иного металла. В быту ручным дуговым методом сваривают беседки, скамейки, мангалы, качели, проводят ремонт металлических изделий.
Технические возможности
Ручная сварка имеет существенные ограничения по толщине свариваемых деталей, это ее основной недостаток. Как правило, листы толще 10 мм этим способом не сваривают.
К другим можно отнести сравнительно низкую скорость процесса и прямую зависимость результата от мастерства сварщика. Процесс ручной сварки, как и любой ручной процесс, трудно стандартизировать: результат зависит от многих факторов. Среди них:
- тип источника тока;
- мощь источника;
- характеристика и свойства обрабатываемого сплава;
- толщина кромок;
- соответствие электродов возложенной на них задаче;
- грамотно подобранный режим сварки.
Особенности дуговой сварки заключаются в том, что для ее продуцирования используется сравнительно малое напряжение — и очень большой ток. Напряжение дуги составляет от 30 до 90 В (многие сварочные аппараты для бытового применения рассчитаны на среднее значение — 48 В), но очень большую силу тока — от 90 до 350 А.
Подбор сварочных параметров
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для сварки постоянным током — инверторы.
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Настоятельно рекомендуется, во избежание прожига и сильного разбрызгивания металла, варить минимальным током, какой только возможен.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Что значит маркировка
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Разновидности оборудования
Оборудование для ручной дуговой сварки, как правило, представляет собой сварочный аппарат трансформаторного или инверторного типа, снабженный шнуром подключения к источнику питания и двумя контактными шнурами с держателями для электрода и для массы.

Разница между аппаратами в том, что трансформатор варит только переменным током, а инвертор или полуавтомат имеет функцию выпрямления тока для лучшего качества дуговой сварки и возможности работать в прямой или обратной полярности.
При прямой полярности проводящий стержень подключают к минусу, а деталь — к плюсу. Обратная, соответственно, наоборот. Разные виды металлов и сплавов требуют сварки либо в прямом, либо в обратном режиме.
Требования ГОСТа
На ручную дуговую сварку распространяются требования ГОСТа 5264 80 и ГОСТа 11534 75. Это основные нормативы, которыми нужно руководствоваться при сварочных работах.
Первый — ГОСТ 5264 80 — регламентирует технологию создания сварных соединений различной конфигурации из сталей, чистого никеля и сплавов никеля с железом.
Он состоит из большого числа таблиц, в которых приведены чертежи типов соединений, которым нужно соответствовать. В ГОСТе указываются также пределы допустимых погрешностей и другие важные числовые параметры.
ГОСТ 11534 75 описывает основные типы, размеры и конструктивные особенности изделий из низколегированных и углеродистых сталей, которые можно подвергать скреплению методом ручной дуговой сварки плавящимся электродом.
На методологию сварки электродом неплавящимся он не распространяется. Документ также состоит из таблиц, содержащих примеры соединений, допустимые пределы погрешностей, толщины и углы соединяемых деталей.
Оборудование для дуговой сварки
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
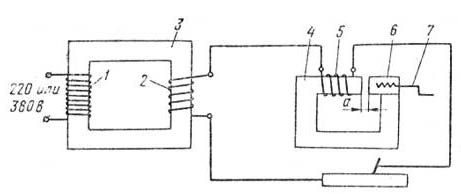
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
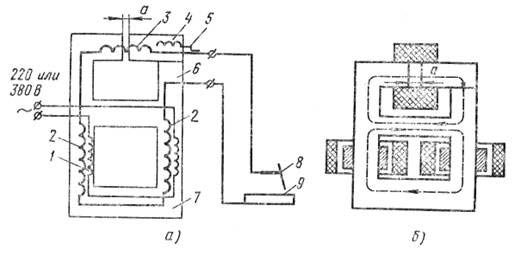
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
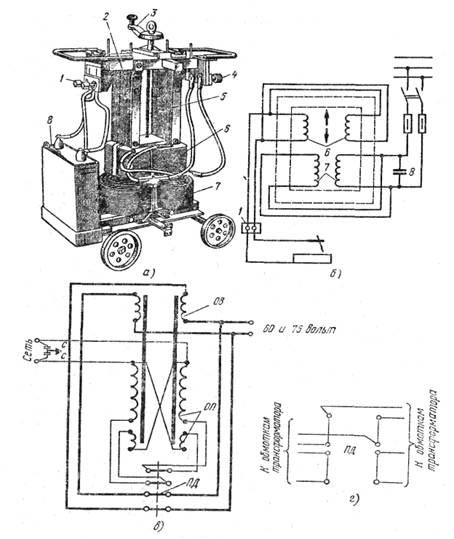 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
14 лучших сварочных инверторов
Рейтинг 2021 - начала 2022 года: выбираем лучшие сварочные инверторы по мнению редакции «Эксперта Цен»

Купить хороший сварочный инвертор, чтобы при этом чтобы можно было использовать на работе, дома и на даче, где и 220В то не всегда бывает — сложная задача. Постараемся в этом помочь.
Благодаря развитию инверторной технологии сварочные аппараты стали компактными, экономичными и удобными в работе даже для новичков. Благодаря этому встретить аппарат для ручной дуговой сварки или полуавтомат можно во многих гаражах и частных мастерских. Стабильный и высокий спрос на сварочные инверторы заставляет конкурирующих производителей постоянно совершенствовать свой модельный ряд, снижать цены и развивать фирменный сервис.
Критерии отбора
Выбрать лучший сварочный инвертор достаточно трудно – на рынке такое разнообразие, что захватывает дух. Но опытные сварщики не пытаются экспериментировать, обращаясь к продукции уже знакомых производителей. Выбирают только проверенные временем и собственной работой бренды. Ведь если производитель серьезный, то качество он держит всегда на высоком уровне – как в полупрофессиональных, так и в профессиональных аппаратах.
Поэтому перед покупкой нового инвертора, просматривают продукцию тех производителей, которая уже была в работе. Даже если не сами работали, то коллеги посоветуют. На основе многолетнего опыта сформировался список лидеров производителей сварочных инверторов, который и предлагаем вашему вниманию, взяв для сравнения аппараты «для работы и дома». То есть, которыми можно и зарабатывать, и с домашними делами справляться.
В зависимости от режима работы инверторы делятся на три категории:
- аппараты для ручной дуговой сварки (ММА);
- полуавтоматы (MIG/MAG);
- аппараты для аргоновой сварки (TIG).
Так как несколько аппаратов в нашем рейтинге являются многофункциональными, сравнение велось не только по основной функции, но и в категории «Лучший универсальный аппарат».
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие универсальные сварочные инверторы | 1 | Aurora INTER TIG 200 AC/DC Pulse | 9.8 / 10 |
| 2 | Торус 200с Супер | 9.7 / 10 | |
| 3 | Сварог TECH ARC 205 B (Z203) | 9.6 / 10 | |
| 4 | Quattro Elementi MultiPro 2100 | 9.5 / 10 | |
| 5 | Telwin MAXIMA 230 SYNERGIC | 9.5 / 10 | |
| 6 | BLUEWELD Prestige 186 PRO | 9.0 / 10 | |
| Лучшие инверторы для ручной дуговой сварки | 1 | FUBAG IR 200 | 9.5 / 10 |
| 2 | Wester MMA-VRD 200 | 9.4 / 10 | |
| 3 | ЗУБР Компакт СА-190К | 9.1 / 10 | |
| 4 | Ресанта САИ-220 | 8.9 / 10 | |
| 5 | Eurolux IWM-190 | 8.7 / 10 | |
| Лучшие сварочные инверторы-полуавтоматы | 1 | BLUEWELD Starmig 210 Dual Synergic | 9.6 / 10 |
| 2 | Aurora OVERMAN 180 | 9.5 / 10 | |
| 3 | Aurora Динамика 2000 | 9.2 / 10 | |
| 4 | FoxWeld KVAZARRUS MIG 200 | 8.9 / 10 |
Лучшие универсальные сварочные инверторы
Aurora INTER TIG 200 AC/DC Pulse
Открывает наш рейтинг лучших сварочных инверторов Aurora INTER TIG 200. Маркировка этого сварочного аппарата невольно привлечет не только профессиональных аргонщиков, но и поклонников творчества Малькольма Янга сотоварищи. Да и по количеству кнопок, гнезд и «крутилок» лицевая панель аппарата чем-то смахивает на гитарный усилитель.
Итак, перед нами весьма функциональный прибор, гордо несущий на себе отметку о сертификации НАКС. Поддерживается работа штучными электродами и сварка в среде защитного газа, максимальный ток, отдаваемый инверторным преобразователем, в обоих режимах составляет 200 ампер. В режиме Pulse сварщик может настраивать и частоту, и баланс, и нижний уровень тока пульсаций, в режиме TIG, как вы уже поняли, доступна сварка и на переменном, и на постоянном токе. При этом можно подстраивать и стартовый ток отдельно от рабочего, регулировать баланс в режиме TIG AC, переключаться между двухтактным и четырехтактным режимами, причем в последнем также доступна настройка заварки кратера.
Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
- Солидные габариты и вес
- Цена не из бюджетных

Очень хороший сварочный инвертор, по алюминию и меди работает прекрасно, режим можно настроить под себя просто идеально, аппарат будто сам варит вместо тебя.
Торус 200с Супер
Марка «Торус» хорошо известна среди профессиональных сварщиков – инверторы этой московской компании без проблем переживают гарантийный срок даже при самой жесткой эксплуатации, не преподнося неприятных «сюрпризов» и после окончания гарантии. MMA/TIG-инвертор «200с Супер» позволит владельцу работать на токе до 200 А при ПВ 100 – а это означает возможность полноценной длительной работы с электродами до 5 мм диаметром.
Важно, что этот инвертор может иметь сертификацию НАКС (такой вариант будет дороже несертифицированного в среднем на 2 тысячи), что является наилучшим доказательством высокого качества сварочных швов, создаваемых аппаратом. Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей.
- Крайняя легкость использования.
- Неограниченная длительность постоянной работы.
- Работа при просадках напряжения до 165 В.
- Как и у прочих аппаратов, сертификация НАКС требует доплаты.

Лучший сварочный аппарат. Он может работать всю смену, как говорится, «без перекуров» - быстрее перегреются кабели, чем он сам.
Сварог TECH ARC 205 B (Z203)
Этот инвертор в режимах ММА и TIG он позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение.
При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз».
Для облегчения сварки производителем предусмотрены не только режимы «антизалипания» и «горячего старта», но и регулируемый уровень форсажа дуги при розжиге. Безопасность сварки обеспечивает возможность включения режима VRD (снижения напряжения холостого хода) во избежание поражения электрическим током при сварке в условиях повышенной влажности.
В режиме TIG максимальная потребляемая инвертором мощность – 5 кВт. Хотя его и нельзя назвать полноценным аппаратом для аргонодуговой сварки (регулируется только ток, нет режима TIG AC для сварки легких сплавов), Tech Arc 205 B может с успехом использоваться для высококачественной сварки углеродистых и нержавеющих сплавов, бронзы и латуни. Режим TIG Lift (розжиг касанием) значительно облегчит освоение работы тугоплавким электродом.
Главным признаком высокого качества данного инвертора можно считать то, что он может пройти сертификацию НАКС, то есть получить допуск к ответственным работам на трубопроводах, в котельных, на высоконагруженных несущих конструкциях.
- надежность;
- возможность длительной работы;
- легкий розжиг дуги в обоих режимах сварки;
- удобная настройка тока;

Один из лучших сварочных инверторов ля профессионального использования. Аппарат мощный и обеспечивающий высокое качество сварки. Может долго работать при большой нагрузке, дешевые инверторы в таких условиях быстро сдаются.
Quattro Elementi MultiPro 2100
В этот сварочный аппарат заложена практически максимально возможная универсальность: «итальянец» способен работать и как полуавтомат, и варить в ММА- и TIG-режимах. Конечно, при максимальном токе в 160 А и низком ПВ его при всем желании не отнести к профессиональным, зато в личной мастерской его возможностей будет достаточно. С учетом того, что в конструкцию аппарата введены форсаж дуги, антиприлипание и «горячий старт», то для режима ММА чего-то еще трудно и требовать, если Вы работаете электродами диаметром 2-3 мм.
Нужно сварить тонкое железо? Что ж, поставьте катушку с проволокой и подсоедините горелку. В MIG-режиме аппарат способен работать по двухтактной или четырехтактной схеме, хотя это не отнести к настолько уж серьезным преимуществам – лучше бы производитель расширил регулировки режима TIG. К нему главная претензия – это, естественно, работа только на постоянном токе. При наличии TIG AC, конечно, инвертор стал бы идеальным «универсалом» для личной мастерской.
- Совмещение сварки MMA, MIG и TIG DC
- Удобство работы
- Цифровая индикация
- Ограниченная мощность
- Ограниченная транспортабельность (вес без катушки – 16 кг)

В гараже или на даче этот сварочный аппарат – отличный помощник, перекрывает все потребности, кроме сварки алюминия, но это уже и деньги другие, и просто уметь надо.
Telwin MAXIMA 230 SYNERGIC
Этот сварочный аппарат выполнен в нарочито «профессиональном» формате – массивная «тележка» с площадкой для баллона, да и марка, опять-таки, чего-то да стоит. Однако универсальность здесь имеет и обратную сторону – количество настроек не так и велико, что особенно критично для TIG-режима. Впрочем, и сам производитель прямо относит Maxima 230 Synergic к полупрофессиональным, причем «проволочным» - то есть в первую очередь перед нами полуавтомат, который дополнительно наделили возможностью варить штучным электродом и аргоновой горелкой.
Итак, что может сварочный аппарат Telwin? В первую очередь, конечно, хорошо варить в полуавтоматическом режиме, «зарядившись» 15-килограммовой катушкой, но при этом не требуя обязательного трехфазного питания, как профессиональные полуавтоматические «телеги». Регулировок минимум, ибо само упоминание термина Synergic намекает, что основную «мыслительную» работу берет на себя процессор. Профессиональный сварщик (тем более аргонщик) скажет «фи», и будет прав: возможность тонко подстроить режим работы «под себя» и «под ситуацию» нельзя переоценить. А вот для обычной средней мастерской или автосервиса такой аппарат будет интересен: ну да, идеальный шов из тех, что можно ставить на обои рабочего стола, с этим аппаратом сделать трудно, но зато он сможет в руках среднеквалифицированного сварщика стать крепким «середнячком-универсалом» и зарабатывать деньги. Это, в принципе, касается многих Telwin – не зря они, например, использовались в техцентрах дилеров одной широко известной французской марки, где доводилось работать автору: профессионального сварщика в штате держать никому не было нужно, зато в руках слесарей (да и автоэлектрика-диагноста, чего уж там…) все получалось хоть не идеально внешне, но надежно.
На «автосервисную» ориентацию у этого аппарата намекает и то, что его максимальный ток – 180 А при 20% ПВ, а при 100 А его ПВ составляет 60% - им не поваришь магистральные газопроводы, а вот для тонкого металла его возможностей хватит как раз. Минимальное рабочее напряжение в 190 В тоже намекает, что это – не «гаражный» вариант (впрочем, токопотребление у аппарата не так велико, как можно подумать по его размерам – многие «чемоданчики» будут просаживать сеть сильнее). Да чего уж там, сама его «тележка» так и просится кататься между подъемниками в автосервисе, ага?
Сварочное оборудование для ручной дуговой сварки
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.

Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
ПреимуществаДанная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный рядСварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 – 200 |
| Диапазон рабочего напряжения, В | 150 – 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 200 |
| Диапазон рабочего напряжения, В | 140 – 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 180 |
| Диапазон рабочего напряжения, В | 187 – 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 – 4 |

Сварочный аппарат Сварог 205
Критерии выбораСовременное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Виды и особенности сварочных аппаратов
Аппарат для сварки играет главную роль в сварочном процессе. Главнее него разве что сварщик. По этой причине целесообразно начинать свое обучение азам сварки именно со сварочного аппарата. Ведь от его правильной работы во многом зависит конечное качество сварного шва.

Что вам нужно знать о сварочных аппаратах? Прежде всего, их разновидности и принцип действия. Прежде чем вы приступите к практике вам нужно будет выбрать тот сварочный аппарат, который будет отвечать вашим требованиям. И лишь затем вы будете изучать тему настройки сварочного аппарата и его и применения. В этой статье мы как раз и расскажем вам, какие бывают виды сварочных аппаратов.
Разновидности сварочных аппаратов
В этой статье мы не будем перечислять все возможные разновидности сварочного оборудования, а расскажем только о самых популярных. Они используются в 98% случаев. Им под силу как гаражная работа, так и заводские условия.
Итак, чаще всего сварщики используют трансформатор, выпрямитель, инвертор или полуавтомат. У профессиональных сварщиков может быть несколько разных сварочных аппаратов для выполнения разных задач. Далее мы подробно расскажем о каждом типе. Вы узнаете устройство и принцип работы каждого типа сварочника.
Трансформаторы
Сварочный трансформатор — это один из старейших типов сварочного оборудования. Данный аппарат способен преобразовывать напряжение, поступающее от внешнего источника тока, в напряжение для выполнения сварочных работ. Проще говоря, он понижает входящее напряжение 220В таким образом, чтобы его можно было использовать для сварки.
Устройство сварочного аппарата трансформаторного типа включает в себя несколько компонентов. Вам важно знать о двух из них — о первичной и вторичной обмотке, которые в совокупности называют силовым трансформатором. Отсюда и название данного типа сварочников. Именно благодаря встроенному силовому трансформатору удается преобразовывать входное напряжение.

Чтобы отрегулировать силу тока у трансформаторного сварочного оборудования нужно как минимум разбираться в основах электротехники. Ведь для банального уменьшения или увеличения сварочного тока вам необходимо либо изменить индуктивное сопротивление всей цепи, либо использовать тиристоры. Здесь не получится просто повернуть регулятор на нужное значение тока.
Это не единственная сложность, с которой вам придется столкнуться при работе с трансформатором. Во-первых, такое оборудование работает только на переменном токе. А это значит, что дуга будет гореть нестабильно и без должной практики у вас просто не получится сформировать шов. Эта проблема частично решается, если использовать электроды для переменного тока.
Также трансформатором не получится сварить нержавеющую сталь и вообще любые цветные металлы. Поскольку такая работа требует применения постоянного тока. Не забываем и о габаритах трансформатора. Зачастую это очень громоздкие и неподъемные аппараты, которые трудно перемещать с места на место. Нужно использовать специальную тележку.
Но не все так плохо, как может показаться на первый взгляд. У трансформатора есть и свои плюсы. Во-первых, такое оборудование стоит недорого, при этом способно выдавать большое значение тока. А это значит, что имея всего один дешевый трансформатор вы сможете варить даже самые толстые металлы. К тому же, такое оборудование технологически несложное и его можно дешево ремонтировать. А если вы варите в гараже и не перемещаетесь во время работ, то вес и размеры трансформатора не важны.
Выпрямители
Выпрямитель во многом схож с трансформатором, но имеет одно существенное отличие. Чтобы понять, как работаетстандартный выпрямитель, нужно изучить принцип работы трансформатора (описанный выше) и добавить к этому выпрямительный блок. Две катушки, образующие силовой трансформатор, преобразовывают входной напряжение и выдают переменный ток для сварки. Выпрямительный блок, в свою очередь, преобразовывает переменный ток в постоянный.
Поняли? Главное отличие выпрямителя от трансформатора — это род тока. В трансформаторе он переменный, а в выпрямителе он постоянный. В остальном отличий нет. И конструкция, и размеры зачастую одинаковы. Только в выпрямителе есть дополнительный выпрямительный блок.

Нетрудно догадаться, что из-за преобразования переменного тока в постоянный перед сварщиком открывается больше возможностей. Вы можете варить любые металлы, в том числе цветные. Дуга будет зажигаться легко и гореть стабильно. Швы будут качественнее и ровнее. И в целом сварка выпрямителем существенно упрощает работу.
Из-за схожей технической части недостатки у выпрямителя такие же, как и у трансформатора. Большой вес и немаленький размер выпрямителя не подойдут для тех, кто хочет перевозить аппарат по всему цеху или участку на даче. К тому же, выпрямитель стоит дороже, чем трансформатор, поскольку обладает большим функционалом. Еще выпрямители (как и трансформаторы) нуждаются в частом охлаждении, из-за чего время работы существенно сокращается.
Инверторы
Инверторное оборудование самое популярное среди всех типов аппаратов для сварки. Стандартный инвертор состоит из трансформатора, как и предыдущие типы. Но дополнительно используется блок микросхем и дроссель.
Главное отличие инвертора от предыдущих типов — это не только применение микросхем, но еще и использование высокочастотного трансформатора вместо силового. Высокочастотные трансформаторы намного меньше и легче силовых, поэтому их легко можно встроить в небольшой корпус инвертора.
Кстати, вес инверторного сварочника может удивить вас. В продаже есть модели, вес которых не превышает 5 килограмм. Такие аппараты можно брать с собой для работы на высоте или в труднодоступных местах.

Также такие аппараты можно использовать для сварки металлас применением разных технологий. Инверторы используются для ручной дуговой сварки, для сварки в среде защитных газов, для резки металлов.
Это не единственные плюсы инвертора. Такой тип оборудования не нуждается в частом охлаждении, может интенсивно работать на протяжении долгого времени. Чтобы отрегулировать ток достаточно просто повернуть ручку регулировки на заданное положение.
Отдельное достоинство инвертора — это встроенные микросхемы. Благодаря им производители могут внедрять в аппарат дополнительные функции, упрощающие и ускоряющие работу. Дополнительный функционал помогает отрегулировать сварочный ток вначале работы, предотвращает прилипание электродов к металлу и сокращает длину дуги в нужные моменты.
Также инверторные сварочные аппараты можно использовать в условиях нестабильного входного напряжения. Например, на даче. Для многих моделей инверторов достаточно напряжения в 170В.
Но мы все знаем, чем технологичнее устройство, тем быстрее оно ломается и сложнее ремонтируется. Это главный недостаток инвертора. Чтобы починить сломанный инверторный аппарат вам придется нести его в сервисный центр. Чудо, если это гарантийный случай. А если нет? Тогда придется выложить круглую сумму на ремонт.
Также вам придется следить за условиями эксплуатации и хранения инвертора. Если трансформатор можно просто поставить в гараже и забыть о нем, то для инвертора это закончится плачевно. Его обязательно нужно хранить в сухом отапливаемом помещении, без перепадов температур и влажности. Еще один враг инвертора — вездесущая пыль, которой так много в цеху или в гараже. Пыль выводит из строя транзисторы, оседая на охлаждающей системе инвертора.
К тому же, цена на подобное оборудование в разы выше, чем на трансформатор или выпрямитель. Да, сейчас китайские компании выпускают очень дешевые инверторы, стоимостью менее 50$. Но такой аппарат прослужит вам очень недолго. Поэтому нужно покупать инвертор из средней ценовой категории, хотя бы за 100-200$.
Полуавтоматы
Полуавтомат — это обычный инвертор, но со встроенным механизмом подачи сварочной проволоки и режимами сварки, предназначенными для работы в среде защитного газа. С помощью этого аппарата можно варить без электродов, заменив их на присадочную проволоку.
Также для работы с полуавтоматом вам понадобится газовая горелка, через которую будет подавать газ и проволока. И сам газовый баллон. В качестве газа можно использовать аргон, гелий, углекислоту или смесь из этих газов.
Почему такой аппарат называется полуавтоматом? Все просто. Проволока подается в полуавтоматическом режиме. Сварщик сам задает скорость подачи, а механизм в процессе сварки подает проволоку с заданной скоростью.

Во многих полуавтоматах есть режим, с помощью которого можно использовать данный аппарат как инверторный. В таком случае его применение и принцип работы не будут отличаться от сварки инверторным сварочным аппаратом, о котором мы говорили выше. А вот если включить режим полуавтоматической сварки, то принцип работы изменится.
Во-первых, в сварочную зону с заданной скоростью будет подаваться проволока, а не электрод (как нам бы пришлом делать при сварке выше описанными аппаратами). Во-вторых, одновременно с проволокой в зону сварки подается защитный газ из баллона, который защищает шов от окисления.
С помощью полуавтомата можно варить любые металлы, в том числе цветные, и все типы стали. Поэтому в последние годы сварка полуавтоматом приобрела большую популярность. Она технологична, швы получаются очень качественными, формируются легко и быстро. По этой причине полуавтоматы незаменимы в автомастерских, на крупных заводах и в гаражах домашних умельцев.
Но не нужно забывать, что хоть полуавтомат не такой большой и тяжелый, к нему прилагается баллон с газом. И его не всегда удобно переносить с места на место. Так что варить на высоте вряд ли получится. Также полуавтомат — это самый дорогой тип оборудования из всех, что мы описывали в этой статье.
Вместо заключения
Вот и все, что мы хотели рассказать вам о наиболее часто применяемых сварочных аппаратах. Конечно, есть еще и другие типы сварочников, но они используются редко, и вы вряд ли будете применять их в своей практике.
Надеемся, эта статья поможет вам выбрать, какой сварочный аппарат для вас необходим. При этом вам вы можете выбрать как временный бюджетный инвертор для обучения, так и дорогой полуавтомат с прицелом на будущее. Все зависит от ваших желаний и возможностей. Желаем удачи в работе!
Читайте также: