Ванно шовная сварка арматуры
Обновлено: 28.09.2024
Ванная сварка арматуры – это наиболее надежный метод соединения отдельных участков металлоконструкций из легированной стали, обладающей высокой прочностью. На результат сварки влияет ряд факторов, один из которых – соосность соединяемых отрезков.
При проведении обычной сварки встык качество шва будет ненадежным, соединение поломается рядом со швом. Поэтому разработано решение более прочного соединения продольных и поперечных участков армирующей сетки – метод сварки в ванну. При существенных нагрузках во время эксплуатации, конструкция обладает достаточной жесткостью, а сварочный шов на соединении получается небольшим.
Способы соединения арматуры
Производство блоков жби для возведения бетонных домов, монолитное строительство и изготовление фундаментов – это основные места использования арматуры.
Обладая невысокой ценой при надежных характеристиках материала, метод ванной сварки удовлетворяет всем требованиям строительства и монтажа металлоконструкций. Ванную сварку используют также для соединения рельсов, валов и других деталей со сплошным профилем.

Согласно нормам ГОСТ – 14098 от 1991 года для изготовления фундаментов, плит перекрытий и балконов, а также других жби изделий, разрешено сваривание участков из металлических стержней для армирования и надежного сцепления бетонных конструкций. В современном строительстве применяют несколько видов неразъемного соединения армирующего слоя:
- с применением полуавтоматической электрошлаковой сварки;
- ванно-шовного способа соединения;
- ручной электродуговой сварки;
- контактной;
- ванного метода соединения.
С применением на стыке специальной ванночки, неразъемного соединение А500С и остальных марок и размеров, процесс выполнения и стыковки значительно облегчается.
Суть процесса
Метод ванной сварки наиболее часто применяется для соединения прутков с большим сечением 20 – 100 мм. Такой диапазон размеров более всего подходит для выполнения качественного шва.
При соединении ванночка обжимает полностью место контакта. При этом между соединяемыми деталями нужно оставить зазор 2 мм для затекания металла и заполнения всех пор.
При проведении работ по ванной сварке, согласно ГОСТ и требованиям СНиП, получается надежный стык с сохранением характеристик по всей длине собираемой конструкции.
Сдвиги заготовок ограничивает одетая на стык ванночка. Применяют резьбовые ванны, для соединения ответственных стыков, но этот способ требует нарезания резьбы на концах прутков.
Деталь для монтажа подбирается с учетом небольшого зазора между заготовкой и стенкой изделия. В него протекает металл электрода, образуя межатомное соединение основного металла со стержнем электрода.
Бортики на краях ванны не позволяют металлу вытекать, при этом шлак выдавливается наверх шва. Таким же способом происходит соединение вертикальных стержней при изготовлении колонн.
Достоинства и недостатки
Сварочный материал и расплавленный металл арматуры, не растекаясь, заполняет ванночку и образует надежный шов, способный выдержать значительные нагрузки. Материал самой детали служит добавочным усилением для шва.
К остальным преимуществам ванной сварки относятся:
- минимальные затраты, обусловленные рациональным расходованием наплавочного материала;
- технология выполнения всех операций обеспечивает высокое качество шва при аналогичных условиях с другими методами сварки;
- ванный метод неоднократно испытан и проверен, имеется много литературы и пособий по производству работ;
- для каждого размера прутка, найдется подходящая ванночка – это обусловлено широким ассортиментом продукции.
Есть в ванном методе и недостатки. Использование стальных ванн может быть только одноразовым из-за приваривания к основному металлу. Медные ванночки, хотя можно применять несколько раз, цена их довольно высока. Необходимо также проводить подготовительные работы, что забирает время.
Недостатки носят сугубо субъективный характер, поэтому ванный способ соединения наиболее распространен.
Алгоритм одноэлектродного метода

Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
Формочки
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Многоэлектродный метод

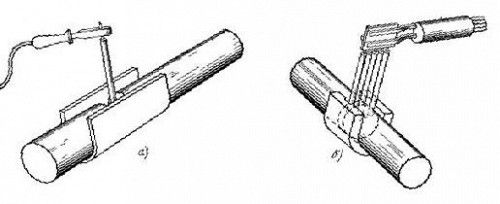
Отличительной особенностью многоэлектродного метода ванной сварки является соединение нескольких электродов на специальную пластину, гребенку, которую вставляют в держатель.
Рукоятка держателя вынесена в сторону от корпуса и сварочной шины. Для ванной многоэлектродной сварки используются аппараты переменного тока.
Такая конструкция работает по принципу сварки одноэлектродным методом. Дугу зажигают с одной стороны, продвигаются ко второму краю. Следует помнить, что заканчивать шов лучше посередине накладки.
Расплавив конец арматуры, переходят ко второму концу. Движения электродов для наполнения шва точно так же производятся по кругу или полумесяцем, постепенно опускаясь при плавлении набора электродов.
Для усиления шва рекомендуется периодически опускать электроды в сварочную ванну. Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
При возникновении неудобного проведения сварочных работ и угла наклона держателя, зазор между стержнями не делают и соединяют их вплотную друг к другу.
При проведении ванной сварки в вертикальном положении, электроды ведутся без сильного наклона, пластина не отклоняется от перпендикулярного положения.
Для такого способа применение стальных неразборных ванночек достаточно редкое явление. Они применяются при невозможности установки специализированных накладок. Наиболее часто используются металлические разборные или выштампованные накладки.
Необходимо обратить внимание на несколько основных моментов. В случае грамотного, аккуратного и качественного проведения сварочных работ с применением соединения арматуры ванным способом, получается прочный, надежный сварочный шов.
Он позволяет пользоваться металлоконструкциями и бетонными узлами долгое время. Это обусловлено сохранением гибкости и прочности арматуры в месте сборки. Главное, чтобы работы по ванной сварке производились высококвалифицированными специалистами при соблюдении технологии проведения сварки.
Технология ванной сварки
Рассмотрим, что представляет ванная сварка, какое оборудование нужно для ее проведения, преимущества и недостатки технологии, а также области ее применения.

Соединение металлических деталей с помощью сварки является наиболее надежным. Ее применяют во многих областях промышленности и в быту.
Наибольший интерес представляет часто применяемая ручная ванная сварка. Рассмотрим, что она собой представляет и какое оборудование нужно для ее проведения, преимущества и недостатки этой технологии, а также области ее применения.
Технология сварки ванным способом

В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий. Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем

Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Для того, чтобы освободиться от шлака, делают отверстие в форме с помощью прожигания стенки. После проведения сварки его заваривают.
Особенности выполнения сварки

Чтобы Вы могли понять, как правильно выполняется сварка ванным способом, нужно узнать тонкости процесса.
Особенностью выполнения такой сварки является непрерывность процесса. При этом образующиеся после расплавления металла пузыри, состоящие из инертного газа, и шлаки собираются на поверхности металла. Это значительно улучшает качество стыкового соединения.
Расплавить кромочные части соединяемых деталей возможно только при достижении температуры плавления. Для металлов она имеет очень высокий показатель и получается с помощью плазменной дуги. Сварочная работа должна проходить так:
- Сначала нужно провести возбуждение дуги, которое возникает при контакте рабочего электрода с металлом. Другой электрод сварочного агрегата предварительно крепится к металлу. При соприкосновении с поверхностью рабочий электрод замыкает цепь, создавая ток в сотни ампер и возбуждая тем самым сварочную дугу.
- Затем выполняется сама сварка. Рабочим электродом с возбужденной дугой медленно водят над поверхностью кромок деталей, расплавляя их путем разогрева до температур в тысячи градусов. Сам конец рабочего электрода также подвергается расплавлению.
- Полученный расплав создает «сварочную ванну» в замкнутом пространстве. В результате химических процессов между компонентами расплава (торцевых частей и электрода) происходит образование нового сплава. Шлаковые отложения на поверхности и газовые выделения являются благоприятным фактором, т. к. они защищают расплав от соприкосновения с атмосферой до момента его окончательного застывания.
- При отвердевании нового сплава образуется прочное соединение деталей. На поверхности «правильного шва» соединения должна образоваться ровная корка из шлаковых компонентов.
- Иногда сварщики, пока металл не отвердел окончательно, обстукивают шов, чтобы снять появившееся в металле при сварке напряжение.
- Для получения качественного шва электрод при расплавлении не должен неподвижно располагаться в одном месте. Чтобы создать равномерный расплав, его необходимо двигать, прихватывая нерасплавленные части кромки и одновременно двигаясь поступательно по направлению шва.
Применяемое оборудование

- Сварочного аппарата, служащего для понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
- Скобы-накладки (ванночки), которые подбираются в зависимости от вида шва и характера свариваемых изделий. Для горизонтальных соединений, например, используются скобы типов С14-Мn, С15-Рс, С16-Мо.
- Для обеспечения защиты расплава в сварной ванне иногда требуется дополнительно создавать среду из инертного газа, т. к. этого требуют характеристики соединяемых материалов. Для этого используют небольшие баллоны с инертным газом, которые есть в продаже.
- Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для рядовых работ подойдут стержни марок МР-3 и АНО диаметром 2-4 мм, которые всегда есть в продаже. Для конструкций ответственного назначения используют стержни УОНИ.
- Защитная маска (маска сварщика). Удобнее для работы маска, которую закрепляют на голове. Также нужна специальная одежда и перчатки, защищающие от ультрафиолетовых лучей и брызг расплавленного металла.
Для чего используют этот метод
- металлических арматурных стержней, особенно большого диаметра от 20 до 100 мм;
- стыков толстостенных стальных фланцев, изготовленных из полос;
- стыков многорядных арматурных конструкций в железобетонных сооружениях.
Ванным способом проводят соединения конструкций большинства крупных железобетонных объектов, имеющих сложный каркас.
Преимущества и недостатки
Широкое использование ванной сварки объясняется ее преимуществами:
- технология не требует специального оборудования;
- она удобна, потому что может быть выполнена в любом расположении стыков;
- с помощью ванной сварки достигается единый прочный каркас конструкции без снижения ее жесткости;
- является экономичным видом сварки;
- может применяться для бытовых нужд.
К недостаткам ванно-шовной сварки можно отнести требование соблюдать непрерывность процесса, чтобы поддерживать жидкое состояние металла во время работы. Поэтому замену электродов во время процесса не рекомендуют. В случае необходимости такой замены выполнять это нужно очень быстро.
Несоблюдение температурного режима очень влияет на качестве шва. При слишком быстром охлаждении расплава может образоваться много шлака.
Также не нужно допускать слишком быстрого расплавления металла, поэтому дугу на электроде нужно периодически гасить.
Области использования

Применение ванной сварки распространяется на все сферы строительства и машиностроения. Поэтому предприятия, деятельность которых связана с этими отраслями, часто занимаются сварочными работами. С помощью этой технологии производят сварку элементов конструкций не только в строительстве, но и в сельском хозяйстве, автомобильной промышленности, газовой и нефтяной отрасли.
Также ванная сварка широко используется при строительстве дачных домов и приусадебных построек, квартирном ремонте во время перепланировки и других бытовых работах.
Изучив тонкости ванной сварки, Вы можете попробовать выполнить ее самостоятельно. А если у Вас есть опыт таких работ, вы можете поделиться им в комментариях к этой статье.
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.

- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.

Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.

Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
Способы сварки арматуры
Сварка арматуры бывает ручная электродуговая с электродом, полуавтоматическая электрошлаковая, контактный вид, ванная и ванно-шовный способ.

Арматура — неотъемлемая часть многих силовых конструкций, выполняемых из бетона. Основное назначение стального каркаса — усиление железобетонной смеси и повышение прочности. Стержни редко используются в одиночку. Чаще всего, отдельные элементы соединяются между собой, образуя пространственную силовую конструкцию. Для этого применяется специальная технологическая операция: сварка арматуры.
Способы стыковки
Стальные стержни соединяют между собой тремя основными способами:
- механический, посредством соединительной муфты;
- сварка;
- вязание с помощью проволоки.
Эти методы имеют полноправное существование, но применение одного из способов определяется технологическими условиями.
Механический

Применяется при соединении стальных стержней встык, то есть для удлинения детали. Суть метода основана на образовании монолитной конструкции посредством муфты. Конструкция изделия подразделяется:
- Обжимная. Принцип действия — обжим цилиндрической обечайки вокруг арматурного стержня. Используются специальные фиксирующие кольца, резьбовая гайка и другие приспособления.
- Резьбовая. Стыковка осуществляется резьбовым соединением. На стержне необходимо предварительно выполнить резьбу (цилиндрическая, коническая).
Основное преимущество — создание равнопрочной конструкции. Поэтому этот вид соединения используется при создании ответственных тяжелонагруженных строительных конструкций.
Сварка
Сварка арматуры применяется в гражданском и промышленном строительстве. Метод получил распространение благодаря ряду преимуществ:

- ускорение процесса сборки силового каркаса;
- снижение трудоемкости;
- стыковка изделий большого диаметра;
- автоматизация процесса (в промышленных масштабах).
Но есть существенные ограничения, вызванные свойствами металла, применяемого для производства арматуры. Отдельные виды стали подвергаются специальной обработке (термоупрочнение). Внутри металла создается определенная структура, увеличивающая прочностные характеристики силовых элементов.
При воздействии высокой температуры (сварка арматуры) происходит разрушение внутренней структуры, существенно падает прочность. Вследствие этого, одну из самых применяемых арматур — АIII, А400 соединять сваркой запрещено. Нельзя сваривать силовые изделия, если в названии отсутствует литера «С».
Соединение силовых стержней регламентируется:
Методы
- Ручной электродуговой с использованием отдельного электрода;
- Полуавтоматическая электрошлаковая;
- Контактный вид;
- Ванная и ванно-шовный способ.
- Тавр (перекрестие).
- Стык (диаметр к диаметру).
- Нахлест (вдоль длинной стороны стержня).
Ручной способ стыковки используется при малых объемах производства или невозможности применить промышленный метод на территории завода. Отличается простым оборудованием. Но требуется высокая квалификация сварщика, чтобы не допустить пережога стальных изделий.
Использование ручного труда, высокая квалификация оператора, малая производительность делают электродуговой способ одним из самых дорогих методов.
Полуавтоматическая или контактная сварка развиты на промышленном производстве — в арматурном цехе. Условия позволяют автоматизировать процесс, повышая производительность, качество и снижая себестоимость работ.
Требования
Кроме ограничений из-за свойств металла, определенные технологические правила вызваны способами процесса и размерами прутка. При соединении встык разных диаметров, прочность рассчитывается по наименьшему размеру. Для стержней Ø35 мм и более применяется ванный способ. Суть способа — образование емкости расплавленного металла (ванны). Расплав образуется из электрода и, частично, из окончаний силовых стержней.
Для оптимальной прочности при методе «внахлест» для арматуры длина сварного шва рассчитывается от диаметра соединяемых деталей. Наплавленный участок равен или более 10 поперечных размеров стального прутка. То есть стержень Ø25 мм должен иметь сварной шов не менее 250 мм.
Вязание

Самый простой и доступный метод, в отличие от сварки или механического способа. Обладает рядом преимуществ:
- простота применения;
- минимальный расход металла;
- низкая квалификация исполнителей (стоимость труда);
- обеспечение подвижности мест стыковки.
Первое преимущество используется для устройства силового каркаса в частном домостроения, хозяйственных постройках в сельской местности или неблагоприятных климатических условиях (дождь).
Последнее из списка достоинство позволяет составить конкуренцию другим методам:
- Устройство фундамента. Большая часть зданий сооружается на мягких осадочных породах (глина и суглинок, супесь, насыщенный водой грунт). Осадка в таких геологических условиях может длиться 1-5 лет. При подвижке грунта оказывается силовое воздействие на фундамент. В случае жесткой стыковки (сварка), самые уязвимые (ослабленные) места — это соединительные швы, которые лопаются при предельных нагрузках. Вязка позволяет избежать этого негативного явления, сохраняя подвижность конструкции.
Способы соединений вызывают много споров у частных лиц и профессионалов. Просьба к нашим читателям — поделитесь своим опытом по данной теме, оставив информацию в блоке «комментарии».
Ванно шовная сварка арматуры

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
РУКОВОДЯЩИЕ ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Настоящие Руководящие технические материалы (РТМ 393-94) разработаны в НИИЖБ Госстроя России "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций (СН 393-79)", а также в развитие:
ГОСТ 10922-90* "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия";
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
а также в части требований к арматуре и закладным изделиям:
СНиП 2.03.01-84* "Бетонные и железобетонные конструкции";
* На территории Российской Федерации документ не действует. Действуют СНиП 52-01-03, здесь и далее по тексту. - Примечание изготовителя базы данных.
СНиП 3.03.01-87 "Несущие и ограждающие конструкции";
СНиП 3.09.01-85 "Производство сборных железобетонных конструкций и изделий".
РТМ 393-94 разработаны коллективом авторов:
кандидаты технических наук: A.M.Фридман, Т.И.Мамедов;
инженеры: Г.Г.Гурова, В.М.Скубко.
РТМ 383-94 подготовлены к изданию и выпуску Фондом помощи строительному делу и прогрессивным начинаниям.
РТМ 393-94 рекомендованы секцией НТС НИИЖБ Госстроя России к применению в качестве основного технологического документа по сварке арматуры и закладных изделий железобетонных конструкций и контролю их качества на предприятиях строительной индустрии, в монтажных и проектных организациях, а также при лицензировании деятельности предприятий и сертификации выпускаемой ими продукции.
ЧАСТЬ I. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл.1.1 и приложением 2 настоящих РТМ.
Читайте также: