Сварочные электроды ано 21 характеристики
Обновлено: 21.05.2024
Электроды АНО-21 популярны как у профессиональных сварщиков, так и у любителей. С ними несложно работать, они не требуют особых навыков от работника, но обеспечивают прочные и долговечные швы. Электроды марки АНО-21 пригодны для всех сварочных положений и направлений сварки (включая вертикально сверху вниз), дают минимальное расплескивание расплавленного металла. Сбалансированы для работы прямой и обратной полярностью, а также переменным током.
Техническая характеристика
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Рутиловая обмазка на основе диоксида титана позволяет сваривать заготовки во влажном состоянии и со следами коррозии. Изделие способно работать во всех сварочных положениях и направлениях, что особо важно для проварки неповоротных стыков трубопроводов.
Напряжение холостого хода должно быть не менее 50 вольт, работать можно прямой и обратной полярностью, а также переменными током.
АНО-21 выпускаются диаметром 2; 2,5; 3 и 4 мм. Отдельно следует отметить такие технические эксплуатационные параметры, как:
- облегченный розжиг дуги;
- стабильность горения;
- сниженное разбрызгивание.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
Преимущества и недостатки
Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Химический состав
Химический состав АНО-21 неизменен для всех диаметров и длин ассортимента. Он определяет физико-химические и эксплуатационные свойства изделия. Нормированное процентное содержание легирующих добавок и максимальное содержание примесей указано в таблице:
| С | Si | Mn | S | P |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Химический состав регламентирован государственным стандартом и обязателен к соблюдению для всех производителей электродов. На практике между их продукцией наблюдается определенная разница в химическом составе.
Особенности работы
Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120 о С.
Режимы сварки зависят от диаметра изделия:
Не стоит пытаться варить таким электродами заготовки толще 5 мм или стыки труб, которые должны работать под давлением. Ни к чему хорошему такие попытки не приведут. Ту работу, для которой АНО -21 был спроектирован, он выполняет практически безупречно
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Технологические особенности сварки
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40 — 70 о .
[stextbox превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.[/stextbox]
Сравнение с другими
Опытные сварщики провели сравнительные тесты АНО- 21 и близких по сфере применения и рабочим характеристикам рутиловых электродов изделий других марок. По ссылкам размещены видео с детальным разбором рабочих свойств, специалисты рассматривают отличие электродов АНО-21 от УОНИ и в чем разница с МР-3, делятся практическим опытом применения.
С ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
С Монолит РЦ
МР-3С (СЗСМ) и АНО-21 (Тигарбо, КОМЗ)
Заключение
Электроды АНО-21, разработанные в академическом Институте Сварки им. Патона, имеют рутиловое покрытие. Они используются для сварки заготовок толщиной до 4 мм, р\при этом позволяя работать в сложных условиях. Даже в случае влажной и заржавевшей заготовки обеспечивается прочный и долговечный шов. Высокие рабочие качества и доступная цена обуславливают популярность изделия среди профессионалов и домашних мастеров.
Вам также будет интересно
Профи никогда с ано не работает да они что то как то варят точнее лепят… Для сварки они не пригодны))… Хорошие электроды не могут стоить меньше 200р за кг))) и потом что значит доступная цена? Там где я дорогим заварю одним электро дом АНО надо три я уже не говорю про шов эстетику и проф. гордость сварщика)))
Профи работают с тем что дают. Вы не профи.
До недавнего времени пользовался как раз такими электродами. Впечатления неоднозначные. Отлично загораются, шлак отлетает почти сам, шов не идеальный, но вполне приятный, по цене они совсем недорогие. Из отрицательных моментов выделю частое наличие брака от производителей и необходимость в дополнительной прокалке в холодное время года…
Описание электродов АНО-21

Электроды для сварки
Существует большое количество марок расходных материалов. Популярностью у опытных мастеров пользуются электроды АНО-21. С их помощью выполняют сварку, пользуясь трансформаторными и инверторными аппаратами.

Назначение и ГОСТ
Изделия выпускаются для соединения стальных деталей:
- монтажа труб и газопроводов при отсутствии давления;
- сборки сооружений угловыми швами.
АНО-21 применяются в судостроении, ЖКХ, в ремонтных мастерских, на дачах и в частных домах. Часто используются стержни диаметром – 2,5 и 3 мм.
Производятся изделия с соблюдением ГОСТ 9467-75, обмазываются снаружи рутиловым покрытием. Оно стабилизирует работу дуги, уменьшает коэффициент разбрызгивание горячего металла, препятствует возникновению процессов окисления, осуществляет защиту шва от проникновения кислорода.
В месте соединения деталей образуется ровный валик, не содержащий пор. За час расходуется примерно 1,5 кг стержней. Это высокий показатель.
Сварочные электроды АНО-21 используются при соединении стальных изделий и деталей из других металлов. Стержни легко возбуждаются и поддерживают дугу, питаются от электрической сети 220 В, образуют легко удаляющееся шлаковое покрытие. Это соответствует ГОСТ 380-2005 или 1050-88.
Сварка производится током прямой и обратной направленности. АНО-21 гарантируют качество работы.
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия – Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 – тип изделия;
- АНО – марка;
- D – диаметр;
- У – предназначен для углеродистых сталей;
- Д – толстое защитное покрытие;
- 43 – уровень разрыва шва;
- 0 – удлинение 18%;
- 3 – вязкость;
- Р – рутиловая обмазка;
- 1 – сварочное положение – любое;
- 1 – переменный ток.
Стержни разработаны учеными Института электросварки.
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель.
Данные помогут новичкам выбрать электродную продукцию.
.jpg)
Сварочные характеристики
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.
.png)
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
Изделия диаметром 2, 3, 4 и 2,5 мм легко разжигаются и ровно горят, расплавленный материал почти не разбрызгивается.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
.jpg)
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.

Особенности эксплуатации и хранения
Главное свойство стержней, покрытых рутиловой обмазкой, – работа в условиях повышенной влажности свариваемых деталей и с металлами со следами ржавчины на соединяемых кромках.
Электрод при этом должен оставаться сухим. Поэтому хранить его лучше в герметически упакованной коробке в теплом помещении, подальше от земли, без доступа солнечных лучей. В случае подмокания его подсушивают в течение 40-60 минут при температуре +90 …+120°С.
Выполнение вертикальных угловых швов производится с удержанием электрода под углом 40-70°. Нельзя превышать рекомендованные токи, это приведет к прожогам металла. Шов всегда получается прочным даже у сварщиков без опыта работы. Отходы легко удаляются с металла.
Приобретать стержни следует в специализированных магазинах, соблюдающих правила хранения расходных сварочных материалов. Температура на складе должна быть не менее +15°С.
Таблица сравнения
Электродную продукцию, в том числе и АНО-21, выпускают несколько предприятий. Технология изготовления соблюдается не на всех, по этой причине свойства изделий разных производителей отличаются розжигом, удержанием стабильности дуги и появлением пор.
Мастерами проведены тесты сравнения с участием АНО-21 производителя «Тигарбо», МР-3 и УОНИ. Результаты испытаний в зависимости от направления сварки отражены в таблице.
| Показатель | АНО-21 | МР-3 | УОНИ |
| Расход металла (1 кг) | 1,7 | 1,7 | 1,6 |
| Вязкость (Дж/см²) | 80 | 80 | 200 |
| Удлинение (%) | 18 | 18 | 26 |
| Производительность (кг/ч) | 1,4 | 1,7 | 1,3 |
| Предел текучести (МПа) | 460 | 400 | 350 |
| Максимальный ток (А) | 220 | 260 | 200 |
| Минимальный ток (А) | 40 | 30 | 40 |
| Прокалка (мин.) | 60 | 60 | 60 |
Таблица поможет в подборе нужных для работы электродов.
Лучшие производители
Стержни изготавливают на разных предприятиях России и за рубежом.
Популярные фирмы, выпускающие стержни:
- Lincoln Electric (США);
- ЗЭЛЗ (Зеленоград);
- ЛЭЗ (Москва);
- «Патон» (Киев);
- «ПлазмаТек» (Украина);
- «Сила» (Киев);
- «СпецЭлектрод» (Волгодонск);
- «ТАНТАЛ ЛТД» (Сызрань);
- «Сумы-Электрод» (Украина);
- ЯЭМП (Ярославль).

Аналогами продукции принято считать:
- ESAB OK 46.00;
- BÖHLER FOX SPE;
- АНО-4;
- ОЗС-6;
- МР-3;
- Стандарт РЦ; .
- «Патон»;
- «Гранит»;
- ЛЭЗ;
- КОМЗ;
- MaxWeld;
- «Тигарбо»;
- «Монолит».
Отзывы сварщиков
Сергей, 50 лет, Самара
Дома работаю электродами АНО-21. Они обеспечивают лояльную цену, стабильно варят газопроводы, дают качественный шов. Шлак быстро отлетает. Пользуюсь аппаратом инверторного типа, характер тока – постоянный.
Александр, 37 лет, Москва
Имею небольшой негативный опыт применения данных электродов. Купил АНО-21 производителя Tigarbo. Весь исплевался: на шве образуются пузыри, металл течет. Из плюсов отмечаю легкое разжигание электрической дуги. Рекомендую стержни для использования в домашних условиях. Не следует варить металл большой толщины.
Сергей, 58 лет, Ильдибаево
Раньше пользовался АНО-21. Преимущества: доступная цена, привлекательная упаковка. Корка шлака отлетает, оставляя чистый и красивый шов. Хорошо зажигается дуга в начале работы и после перерыва. Недостатки: встречаются экземпляры с браком, зимой необходимо прокаливать материал.
Николай, 32 года, Уссурийск
АНО-21 купил по совету друга. Приготовился к мучениям, которых не было. Варят хорошо, легко разжигаются. На упаковке написано, что они сделаны на станках из Швейцарии. Электроды понравились, куплю еще.
Дмитрий, 43 года, Можга
Был удивлен приобретенными товарами АНО-21.Они оказались лучше ЭСАБ ОК46: ровная дуга, простой розжиг, качественные вертикальные швы, наложенные снизу вверх. Хорошие стержни по низким ценам.
Характеристики электродов АНО-21 (АНО-21 СТАНДАРТ)

Около 70% всех выпускаемых в мире электродов для сварки для ММА предназначены для сварки низколегированных и углеродистых сталей. Одна из самых универсальных и распространенных марок по таким сталям в России – электроды АНО-21СТАНДАРТ. Их высоко ценят как профессионалы, так и новички, поскольку овладение навыками работы с ними приходит достаточно быстро.
Электроды для сварки предназначены для соединения деталей толщиной не более 4 миллиметров. Большую их часть составляют тонкостенные трубы, не рассчитанные на высокое давление. Электроды этой марки повсеместно применяется как в промышленности, так и в быту.
Рутиловые электроды применяют для получения неразъемного соединения ручной дуговой сваркой переменным или постоянным током изделий и конструкций, изготовленных из марок сталей, имеющих низкое содержание углерода (до 0,25%) и незначительное количество легирующих элементов.
Расшифровка маркировки электродов для сварки
Как и многие другие сварочные электроды, АНО-21 (АНО-21 СТАНДАРТ) – продукт разработки специалистов Института электросварки им. Е.О. Патона, который относился и относится ныне к Академии наук Украины. Отсюда и простая расшифровка аббревиатуры и числа:
- АН – академия наук;
- О – общего назначения;
- 21 – номер марки.

Разработка новых сварочных электродов в 70-е годы прошлого века была вызвана важной необходимостью. До этого повсеместно применялись изделия с основным покрытием – в процессе работ обмазка выделяла весьма токсичные фтористые соединения, что ограничивало условия их применения (сварка – только на открытом воздухе или в очень хорошо проветриваемом помещении). Ученые предложили принципиально новое решение – сварочные электроды с рутиловой обмазкой.
Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
Итак, в чем же преимущества электродов для сварки АНО-21 (АНО-21СТАНДАРТ) с рутиловым покрытием? Первое и самое главное: та же высокая эффективность и производительность, что и у продукции с основным покрытием, но при этом – экологичность. Рутиловый концентрат обмазки – это диоксид титана, природный минерал, который в процессе работ не выделяет опасных для здоровья веществ. Поэтому сварку такими электродами можно выполнять в закрытых, слабо проветриваемых помещениях.
Благодаря составу обмазки металл шва имеет повышенный коэффициент поверхностного натяжения расплава. Он не растекается даже при выполнении работ в потолочном и вертикальном положении сверху вниз. Это второе важное преимущество. В ряду других плюсов:
- благодаря хорошей электропроводимости ТiO2 обеспечен легкий мгновенный поджиг дуги;
- сварочная ванна надежно защищена от попадания в нее частиц шлака;
- при изменении длины, дуга не теряет стабильности горения;
- объем разбрызгиваемого металла весьма незначителен;
- получаемый сварной шов – ровный, с мелкочешуйчатым рисунком, обладает высокими ударной вязкостью и сопротивлением на разрыв.

Наконец, еще один плюс, который присущ всем электродам с рутиловым покрытием, – они позволяют варить по влажным поверхностям, а также по металлу со следами ржавчины или окалины. Риски образования пор и трещин в металле шва сведены к минимуму.
Электроды для сварки АНО-21 (АНО-21 СТАНДАРТ) – технические характеристики
- Состав металла стержня – низкоуглеродистые стали (Св-08 или Св-08А).
- Временное сопротивление разрыву – не менее 450 МПа.
- Доля разбрызгиваемого металла не превышает 4%.
- Коэффициент расхода металла стержня на 1 кг наплавленного металла – 1,65 кг.
- Типичное значение предела текучести – 350 МПа.
- Относительное удлинение – не менее 18%.
- Ударная вязкость электрода ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для стержня d 4 мм).
- Длина электрода – от 250 до 450 мм.

Особенности сварки
Варить детали можно во всех без исключения пространственных положениях. Сварка выполняется инвертором на постоянном токе обратной полярности – аппарат позволяет быстро настроить все рекомендуемые параметры исходя из диаметра стержня. Варить можно и трансформаторным, переменным током с напряжением холостого хода 50 В (плюс/минус 5 В). Перед сваркой рекомендуется прокалка стержней в течение получаса при температуре 130-150 °С.
Отзывы и технические характеристики электродов АНО-21
Электроды АНО-21 отзывы собирают положительные от познающих сварочное дело новичков и профессионалов.

С ними легко работать во всех пространственных положениях и на любом источнике питания (инвертор, трансформаторный полуавтомат).
Технические характеристики электродов АНО-21

Предназначение: сварка простых и сложных конструкций из углеродистых и низколегированных сталей, труб средних и малых диаметров не для высокого давления. Получение качественного шва при стыковых, угловых и нахлесточных соединениях.
Рекомендуемая толщина металла 1-5 мм. Возможна сварка корневого шва толстого металла. Электроды АНО-21 используются по окисленной поверхности.
- Покрытие: рутиловое.
- Положение: во всех пространственных положениях.
- Ток: переменный с напряжением холостого хода 50±5В, постоянный — любой полярности.
- Диаметр: 2, 2.5, 3, и 4 мм.
Сварочно-технологические свойства электродов АНО-21: легкое возбуждение, стабильная дуга, хорошая отделимость шлака, малое разбрызгивание, качественный шов.
Другие технические характеристики представлены в таблицах:
Допустимое содержание влаги в электродах до 0,9%. При повышенном увлажнении просушить (прокалить) стержни 30-40 минут при температуре 120°С.
Видео:
Аналоги
Сварочные электроды АНО-21 — отзывы
[lt_alert style="orange"]Раньше в бытовых условиях применял стержни Ано 21. Что могу сказать хорошего: цена по России в среднем 150 руб/кг, стильная упаковка. Шлаковая корка хорошо отлетает, шов выглядит привлекательно. Электроды быстро зажигаются сначала сварки и после прерывания. Минусы: попадаются бракованные экземпляры, в холодное время года нуждаются в прокалке.
Пробовал продукцию разных производителей, Каменск-Шахтинские мне понравились больше всего. Но, это на любителя! На заметку: в продаже попадаются поддельные электроды — красную упаковку новочеркасских и 3 мм тигарбо не советую приобретать.
Сергей, Самара[/lt_alert]
[lt_alert style="blue"]Как-то не доводилось раньше использовать АНО-21, по совету соседа приобрел пачку 2 мм Череповецких. Ну думал, сейчас помучаюсь, а нет, стержни варят хорошо, загораются легко вначале и повторным поджигом. Кончик электрода обуглерожен, а на пачке написано, что сделаны на швейцарском оборудовании. Мне понравились, буду ещё покупать.
Николай, Уссурийск[/lt_alert]
[lt_alert style="red"]У меня в гараже стоит самодельный аппарат с низким напряжением холостого хода. Пробовал разные электроды, АНО-21 оказались «всеядные» для моего сварочного оборудования. Отзыв положительный.
Василий Петрович, Чита[/lt_alert]
[lt_alert style="black"]Мой отзыв на электроды АНО-21 негативный. Купил пачку ф 3,0 мм под маркой Tigarbo, пока варил — нецензурные слова так и сыпались из уст моих. По шву шлак ложится пузырями, при наплавке валиками, промежуток засирается шлаком. Плюс один: зажигаются хорошо. Не советую приобретать для домашних нужд.
P.S. На электроды АНО-21 отзывы в основном положительные. Негативными впечатлениями делятся сварщики — купившие подделку или не поигравшиеся с полярностью, длиной дуги и силой тока сварочного аппарата.
Цена на данный товар приемлемая, АНО-21 можно купить от 70 до 152 руб/кг. Стоимость разнится от региона, производителя и диаметра электродов.
Технические характеристики и иные свойства электродов АНО 21

Электроды сварочные применяются для подвода тока к свариваемому металлу.
Электроды покрытые — стержни длиной от 250 до 450 мм, состоящие из сварочной проволоки с нанесенным на неё слоем покрытия (стабилизирующего, защитного, магнитного).
Нет общепринятой классификации электродов, зато существуют марки электродов, различающиеся по типу, техническим условиям и т.д. Информацию о характеристиках определенной марки указано в паспорте электрода.
Марка АНО-21-одна из часто покупаемых. Чаще всего ее используют домашние сварщики, новички, опытные мастера. Необходимые знания об этой марке вы можете почерпнуть из этой статьи.
- Общие сведения
- Использование
- Выводы
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
ЛЭЗ АНО-21 (Код: )
Электрод ЛЭЗАНО-21
Тип Э46
Электроды марки ЛЭЗАНО-21 предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | — |
| 5,0 | 170-220 | 150-190 | — | — |
| 6,0 | 240-300 | — | — | — |
Характеристики плавления электродов
Коэффициент наплавки, г/Ач — 8,5 Расход электродов на 1кг наплавленного металла, кг — 1,7
Основные характеристики металла шва и наплавленного металла Механические свойства металла шва, не менее
Временное сопротивление разрыву, МПа — 460 Предел текучести, МПа — 360 Относительное удлинение, % — 20 Ударная вязкость, Дж/см2 — 80 при температуре 20°С — 35
Химический состав наплавленного металла,%
Углерод, не более — 0,12 Марганец — 0,35-0,70 Кремний — 0,09-0,35 Сера, не более — 0,040 Фосфор, не более — 0,045
Общая информация
Начнем с характеристик. Технические характеристики электродов марки АНО-21 следующие. Тип Э46, изготавливаются в соответствии с ГОСТом №9467-75. Имеют рутиловое покрытие, стабилизирующее горение дуги и уменьшающее разбрызгивание металла. В целом, при работе с АНО-21 дуга устойчива, а разбрызгиваемость незначительная. Также рутиловое покрытие защищает сварной шов от попадания кислорода и окисления.

Шов формируется быстро и ровно даже у новичка. При этом минимальная вероятность образования пор в сварном шве. Производительность сварки высокая, около 1.5 килограмм электродов в час.
В качестве аналогов можно использовать электроды АНО 4, МР-3, ОЗС-6 или ОЗС-12. Самые распространенные и часто применяемые — электроды АНО 21 3мм и 4 мм. Из производителей рекомендуем недорогие электроды ЛЭЗ, ЧЗСМ. Они идеально подойдут для домашней сварки или для тех, кто только начинает изучать азы сварки.
Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120оС.
Режимы сварки зависят от диаметра изделия:
| Диаметр, мм | Длина, мм | Количество на 1 кг, шт. | Рабочий ток, А | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 300 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 300 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 350 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
Применение
К электродам АНО-21 прибегают в тех ситуациях, когда приходится соединять трубы различного назначения. При этом последние должны обладать малым и средним диаметром. Не менее важно, чтобы в магистрали, основу которой и образуют эти трубы, поддерживалось невысокое давление, за счет чего будет обеспечена результативная отдача от применения электродов.
Технические характеристики
Более полное представление об особенностях этих электродов дают их технические характеристики.
- Диаметр, мм — 4;
- Длина, мм – 450;
- Количество электродов в пачке, шт. 17;
- Вес пачки, кг 1;
- Вид покрытия рутил-целлюлозное;
- Коэффициент наплавки – 8,5-9,5 г/А.ч. ;
- Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Рассматривая механические свойства шва основы материала, можно выделить следующие:
- Временное сопротивление, Н/мм2 ≥450;
- Относительное удлинение, % ≥22.
Каталог >> Все для сварки >> Электроды
Электроды АНО-21
Основное назначение сварочных электродов. Электроды марки АНО-21 тип Э46 по ГОСТ 9467-75 предназначены для сварки конструкций из углеродистых сталей по ГОСТ 380-88 /Ст0, Ст1, Ст2, Ст3 всех степеней раскисления –»КП», »ПС», »СП»/и ГОСТ 1050-88 /05кп, 08кп, 08пс, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп/.
Сварочными электродами АНО-21 2, 2,5 и 3мм возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 15 мм, во всех пространственных положениях. Возможно использование электродов для сварки корневого шва металла большей толщины.
Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях.
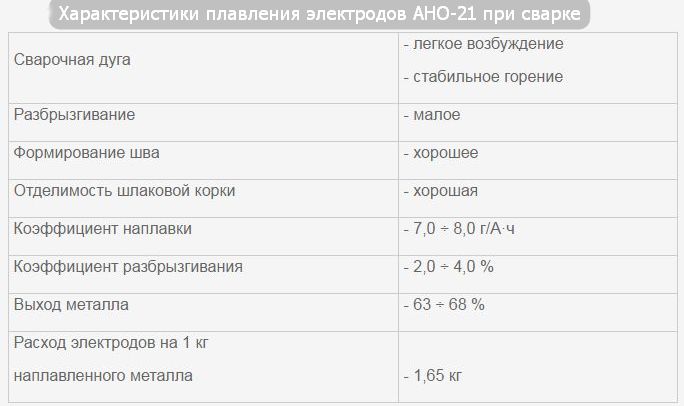
Характеристики плавления сварочных электродов при сварке
| Сварочная дуга | легкое возбуждение, стабильное горение |
| Разбрызгивание | малое |
| Формирование шва | хорошее |
| Отделимость шлаковой корки | хорошая |
| Коэффициент наплавки | 7,08,0 г/А•ч |
| Коэффициент разбрызгивания | 24 % |
| Выход металла | 63 68 % |
| Расход электродов на 1 кг наплавленного металла | 1,65 кг |
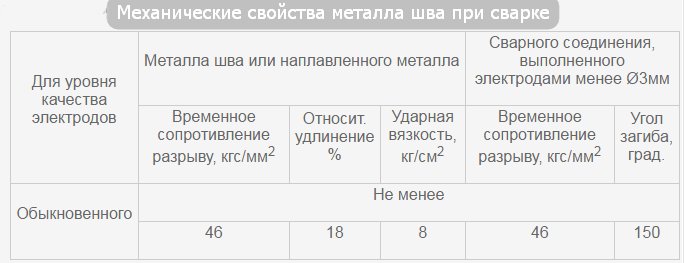
Механические свойства металла шва сварочных электродов при сварке
| Для уровня качества электродов | Металла шва или наплавленного металла | Сварного соединения, выполненного электродами менее 3мм | |||
| Временное сопротивление разрыву, кгс/мм2 | Относит. удлинение % | Ударная вязкость, кг/см2 | Временное сопротивление разрыву, кгс/мм2 | Угол загиба, град. | |
| Обыкновенного | Не менее | ||||
| 46 | 18 | 8 | 46 | 150 | |
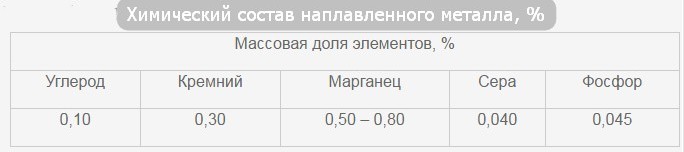
Химический состав наплавленного металла сварочных электродов при сварке, %
| Массовая доля элементов, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,10 | 0,30 | 0,50 – 0,80 | 0,040 | 0,045 |
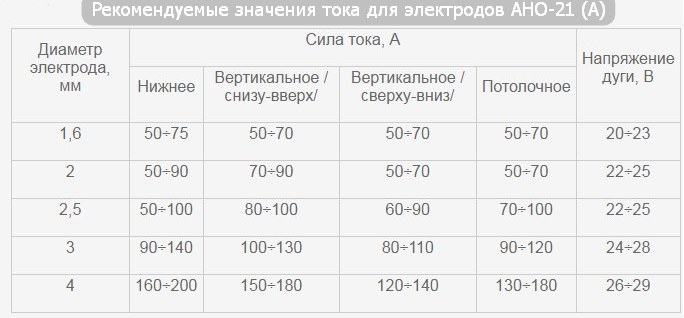
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В | |||
| Нижнее | Вертикальное /снизу-вверх/ | Вертикальное /сверху-вниз/ | Потолочное | ||
| 1,6 | 5075 | 5070 | 5070 | 5070 | 2023 |
| 2 | 5090 | 7090 | 5070 | 5070 | 2225 |
| 2,5 | 60100 | 80100 | 6090 | 70100 | 2225 |
| 3 | 90140 | 100130 | 80110 | 90120 | 2428 |
| 4 | 160200 | 150180 | 120140 | 130180 | 2629 |
Сварка — положения сварочных электродов
Содержание влаги в покрытии электродов, перед использованием – не более 0,9 %. В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электро-дов при температуре 250С в течении 40 минут. Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения:
Э46-АНО-21-d-УД ГОСТ 9466, ГОСТ 9467, ТУ 1272-033-48265127-2009 Е 430/3/-Р 11,
где Э46 — тип электрода; АНО-21 — марка электрода; d — диаметр электрода; У — для сварки углеродистых и низколегированных сталей; Д — с толстым покрытием; 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2; О — относительное удлинение менее 18%; /3/ -ударная вязкость наплавленного металла н45 /при температуре -20оС/, не менее 3,5 кгс м/см2; Р — рутиловое покрытие; 1 — для сварки во всех пространственных положениях; 1 — для сварки на постоянном токе любой полярности или переменном токе от источника питания с напряжением холостого хода 50±5В.
В магазине «Снабженец» в городе Йошкар-Ола можно купить электроды АНО-21 оптом и в розницу по доступным ценам.
Читайте также: