Сварочные материалы а р ра рб рц б
Обновлено: 20.09.2024
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
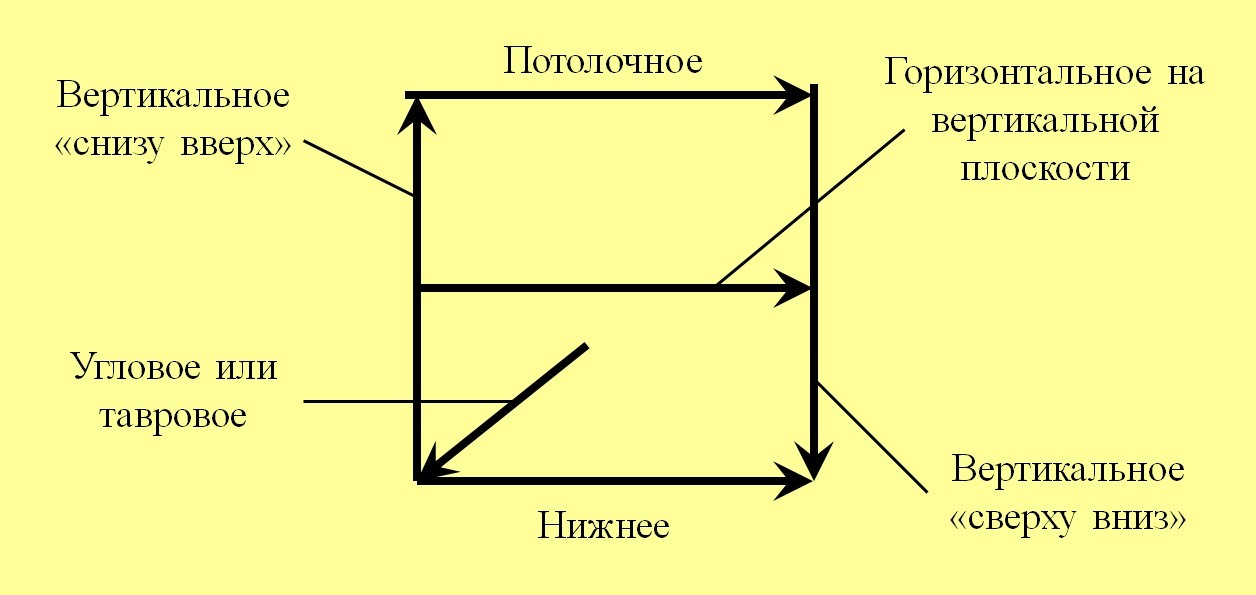
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Мир разнообразия электродов для дуговой сварки
Стержень, изготовленный из металла или других материалов, с нанесенным специальным покрытием, обладающий электропроводностью и предназначенный для подведения тока к обрабатываемым поверхностям в процессе соединения металла, называется электродом.

Электроды это неотъемлемый элемент соединения металла
Впервые он использовался в ходе опыта, направленного на изучение свойств электрической дуги в 1802 году знаменитым русским ученым Петровым.
Активные усовершенствования этого важнейшего сварочного элемента и приведшие к созданию дуговой сварки начали проводиться с начала 1900 годов. Современные электроды для сварки выпускаются более чем двухсот марок. Они отличаются по материалам, размерам и сферой использования. Электрод как говориться, это горячее сердце сварки: быстро плавится, намертво соединяет
Виды электродов для сварочных работ
Больше половины всех электродов производят непосредственно для электродуговой сварки. В зависимости от категории они представляют собой стержни, изготовленные из калибровочной сварной проволоки методом холодного растяжения, покрытые определенными веществами посредством опрессовки под действием высокого давления или углеродистые либо вольфрамовые стержни с присадками. Защитное покрытие выполняет функции обеспечения высоких показателей дуги, предохранения сварной ванны от вредного воздействия компонентов воздуха и ее металлургической обработки. Соединение с использованием таких электродов это дуговая сварка покрытыми электродами.
Проволока для плавящихся электродов
Электродная проволока, из которой выпускают электроды для электродуговой сварки, по своему химическому составу подразделяется на три группы.
- Углеродистая (до 0,12%). Используется для соединения среднеуглеродистой стали и низкоуглеродистой стали.
- Легированная. Используется для соединения легированной стали.
- Высоколегированная. Для соединения высоколегированной стали имеющей особенные свойства.

Для каждого вида сварочных работ свой электрод
Покрытия
Электроды для сварки имеют защитный слой, который состоит из смеси веществ, в совокупности придающих электроду необходимые свойства.
- Стабилизационное действие. Регулируют горение дуги благодаря введению щелочноземельных и щелочных металлов (кальций, натрий, калий).
- Образование шлаковой пленки вокруг ванны. Смесь состоит из марганцевых и титановых руд и минералов: кремнезем, плавиковый шпат, гранит и др.
- Выделение защитных газов. Соединение неорганических (магнезит, мрамор и др.) и органических (древесная мука, крахмал и др.) веществ.
- Наполнение. Легирующие компоненты и раскислители (марганец, титан, кремний и др.) или их сплавы с железом. Отвечают за состав металла в месте соединения. Алюминий (раскислитель) привносится в порошковом виде.
- Восстановление металлов из окислов, получающихся в ходе плавления. Ферротитан, ферромарганец и ферросилиций выступают в качестве веществ – раскислителей.
- Связка всех наполнителей. «Жидкое стекло» представляющее собой водную дисперсию калия и силикатов натрия обеспечивающее необходимую целостность защитного слоя.
- Пластификация. Формовочные добавки, улучшающие качество шва (декстрин, каолин, бетонит и др.).
По типу покрытий электроды имеют следующую классификацию.
- А (А) – кислое покрытие.
- Б (В) – основное покрытие.
- Ц (С) – целлюлозное покрытие.
- Р (R) – рутиловое покрытие.
- РБ, РА, РЦ (RB, RA, RC) – смешанное покрытие.
- П – прочие покрытия.
- Ж – в покрытие вводится железный порошок, повышающий производительность работ. Если в электроде свыше 20% порошка в аббревиатуру входит буква Ж.
Технология сварочных работ зависит от классификации электродов, типа сварки и сферы применения. Непокрытые электроды используются в качестве присадочного материала для сварки в защитных газах.

Процесс соединения деталей
Категории электродов
Электроды для дуговой сварки бывают двух категорий, которые основаны на роли электрода в сварочном процессе.
- Неплавящийся электрод для электродуговой сварки. Выполняет функцию возбудителя дуги без непосредственного включения его материала в состав расплава в сварочной ванне. Обычно изготавливается из вольфрама с присадками окислов некоторых металлов (иттрия, церия, лантана, циркония и др.), синтетического графита и электротехнического угля. Присадки способствуют поддержанию оптимальных параметров дуги и увеличению показателей плотности тока. Графитовые электроды обладают повышенной электропроводностью и устойчивостью к окислениям в процессе работы, чем угольные.
- Плавящийся электрод для электродуговой сварки. Выполняет одновременно роль присадочного материала. В процессе плавления смешивается с основными компонентами расплава, защищая сварную ванну от негативного влияния атмосферных примесей и легируя шов. Характерная технология для ручной электродуговой сварки.
Выбор и применение электродов
От специфических сварочных показателей типов электродов зависит технология работ и область использования.
- Ц – оптимальны для соединения труб больших диаметров. Шов выполняется по кольцу, благодаря предназначению электродов для вертикальных швов, расположенных сверху вниз. Используются при организации трубопроводов.
- Р – оптимальны для верхних слоев и угловых швов, швов «прихватками», благодаря легкому вторичному возбуждению дуги и внешнему виду соединения.
- РЦ – подходит для работы в самых разных пространственных положениях. Обеспечивает толстое покрытие актуальное для монтажных работ.
- РБ – соединение корневых слоев при прокладке трубопроводов среднего и малого диаметра.
- Б – работа во всех пространственных положениях. Устойчивость к растрескиванию швов и повышенная вязкость получаемого расплава делают их незаменимыми при сваривании толстостенных деталей и материалов с ограниченной способностью к соединению или последующей эксплуатации в жестких условиях (отрицательные температуры). Незначительное содержание водорода позволяет надежно соединять высокопрочные стали.
В зависимости от свариваемого материала используются электроды для сварки, обладающие набором свойств оптимальных в конкретном случае.
- Для высоколегированной стали и сплавов применяют электроды, обладающие большой скоростью плавления. Она возможна ввиду их слабой теплопроводности и высокого сопротивления.
- Для соединения углеродистых и низколегированных конструкционных сталей применяются электроды, обеспечивающие определенные свойства сварного шва: ударная вязкость, сопротивление разрыву, угол изгиба, относительное удлинение. Классификация – Р, А, Б, Ц, РА, РБ, РЦ.
- Наплавка производится специальными электродами для наплавки поверхностных слоев, обладающими особыми свойствами посредством ручной дуговой сварки.
- Сварка и наплавка чугуна выполняется электродами способными ликвидировать отливочные дефекты.
- Цветные металлы сваривают электродами для электродуговой сварки обладающими высокой температурой плавления, теплопроводностью и защитными свойствами.
Правильно подобранный с учетом всех показателей и характеристик электрод обеспечит наилучшее качество швов и декоративность, которая важна при сваривании цветных металлов ввиду последующего применения.
Виды свариваемых материалов в соответствии с требованиями Национального агентства контроля сварки
Аттестационные мероприятия, проводимые в отношении сварщиков и специалистов сварочного производства, должны быть тщательно регламентированы, с точки зрения оформления специальных нормативных документов.
Регламентирующие документы для проведения аттестации сварщиков НАКС
Ключевым регламентирующим документом, который ложится в основу проведения аттестации сварщиков, является Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства, принятый к действию в 2002 году (опубликован в «Российской газете» 10 августа 2002 года в номере 148). Общеупотребительное наименование данного регламента – РД 03-495-02.
Данный регламент состоит из двух частей:
- Технологический регламент проведения аттестации сварщиков.
- Технологический регламент проведения аттестации специалистов сварочного производства.
Кроме того, в состав данного документа входят также 22 приложения, которые регламентируют все стороны проведения аттестационных мероприятий от заполнения заявок на проведение аттестации до итоговых протоколов проведения таких мероприятий, а также контрольные таблицы, позволяющие оценить качество выполненных работ.
Технологический регламент проведения аттестации сварщиков
Технологический регламент проведения аттестации сварщиков освещает следующие вопросы:
- группы материалов, которые имеет право варить сварщик, прошедший процедуру аттестации в соответствии с требованиями НАКС;
- способы, доступные для осуществления сварки конкретному аттестуемому сотруднику;
- варианты контроля сварных швов по качеству выполнения и итогового функционирования;
- те области, на которые распространяет свое действие проведенная аттестация;
- доступные варианты оформления аттестации.
Технологический регламент проведения аттестации специалистов сварочного производства
Технологический регламент проведения аттестации специалистов сварочного производства гораздо уже, так как направлен на присвоение соответствующей квалификации лицам, которые будут заниматься руководством сварочных процессов, а также проводить аттестацию сварщиков в соответствии с требованиями НАКС.
Данный регламент предоставляет информацию о том, какими знаниями должен обладать специалист сварочного производства, а также какими способами производится проверка имеющихся знаний, и в каком виде оформляются результаты аттестации.
Виды и способы сварки для аттестации сварщиков
Аттестационные мероприятия, проводимые в отношении сварщиков, должны отражать следующие виды и способы сварки:
- электродная сварка, выполняемая ручным дуговым способом;
- сварка электродами с образованием сварочных ванн с использованием ручного дугового способа; , выполняемая ручными и механизированными способами с использованием плавящихся и неплавящихся электродов, а также автоматический способ с использованием неплавящихся электродов;
- сварка с использованием плавящихся электродов в средах активных газов и смесей, осуществляемая механизированным и автоматическим способами; , осуществляемая автоматическим и механизированным способами;
- ванная сварка под флюсом, выполняемая механизированным способом;
- сварка с использованием самозащитной порошковой проволоки, осуществляемая механизированным способом, ванным механизированным способом, а также механизированным способом в среде активных газов;
- сварка открытой дугой, выполняемая механизированным способом, с использованием легированной проволоки;
- сварка плазменным методом;
- сварка, осуществляемая электрошлаковым способом;
- сварка электронно-лучевым способом;
- сварка газовым способом;
- сварка капельно-точечным способом;
- сварка стыкового типа, осуществляемая контактным способом методом сопротивления или оплавления;
- сварка высокочастотного типа;
- аргонодуговая наплавка, выполняемая ручным или автоматическим способами;
- автоматическая наплавка под флюсом с использованием ленточного или проволочного электродов;
- пайка;
- сварка полимерных материалов с использованием нагретого инструмента;
- сварка, выполняемая в отношении полимерных материалов, при осуществлении которой используются закладные нагреватели;
- сварка полимерных материалов, которая происходит нагретым газом;
- экструзионная сварка.
Виды деталей
При проведении аттестации играет роль также и то, на сварку каких деталей сдает экзамен сварщик, так как это имеет значение на распространение сферы деятельности его аттестационного удостоверения. В соответствии с РД 03-495-02 выделяют следующие виды деталей, в отношении которых происходит выполнение сварочных процессов, в том числе на практических экзаменах во время аттестации НАКС:
Сварке подлежат соединения всех указанных видов деталей, что проверяется на практических экзаменах.
Если речь идет о сварке деталей из полимерных материалов, то выделяются следующие виды деталей:
Как и в случае со стальными изделиями, при выполнении сварочных процессов на экзамене проверка качества выполнения сварных соединений может проводиться в отношении всех указанных видов деталей.
Типы соединений
Согласно Технологическому регламенту проведения аттестации сварщиков, перечень типов соединений, которые должны быть выполнены аттестуемым сотрудником, выглядит следующим образом:
- стыковые (выполняемые без осуществления разделки кромок (СБ или BW), с односторонней разделкой кромок (CV), с двусторонней разделкой, выполняемой по кромкам (CX));
- нахлесточные (для листов – «внахлестку» (Н или LW) и «в угол» (У или FW), для труб – враструб (Р), муфтовое (М) и с отводом (О));
- тавровые (без разделки кромочных соединений (ТБ), с односторонней (TV) или двусторонней разделкой (TX)).
Понятие групп основных свариваемых материалов
Как уже говорилось выше, Технический регламент имеет ряд приложений, одно из которых – Приложение №17 – посвящено основным группам и видам свариваемых материалов.
Так как квалификация сварщика, присвоенная ему по итогам проведенной аттестации, и допуск к определенным видам работ напрямую зависят от того, какие материалы он варил на практическом экзамене, указанное Приложение регламентирует данный вопрос, предоставив подробную расшифровку в Таблице №1 основных групп материалов, в отношении которых выполняются сварочные процессы.
Так как разделение на группы происходит на основании составов таких материалов, а также на основании марок, то потребовалось дать расшифровку этому показателю, для чего используется Таблица №2 в этом же Приложении.
Группы свариваемых материалов Группы типичных марок основных материалов
Область распространения аттестации сварщика
Технологический регламент проведения аттестации сварщика – документ широкого действия, который предусматривает также варианты для того, чтобы определить, как будет распространяться область действия полученной сварщиком аттестации. Данный вопрос освещается подробно в Разделе 1.15 указанного Регламента путем возможности следующего распространения полученной аттестации:
Группы и марки основных свариваемых материалов
08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, СтЗ**, СтЗГ**, 35, 45, Ст 3 (пс, сп) ДТУ-1, Ст 3 (пс, сп) ДТУ-2, Ст 3 (пс, сп) ДТУ-3, СтЗГпс ДТУ-1, СтЗГпс ДТУ-2, С235, С255, С285, Ст ЗГпс ДТУ-3, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С, С345, 08ГБЮ, S355 S1/B, S355 J2H S1B, S355 K2G3, Е32, 09Г2СД, 18ЮТ (Ч-33), 16ГС, 22ГЮ, 15ГФ, 20Х, 15ХСНД, 30ХГСА
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа до 500 МПа
Ст3пс*, Ст3сп*, Ст3Гпс*, С375, 09Г2*, 09Г2С*, 12Г2С*, 09Г2С ДТУ-4, 15ХСНД*, 09Г2СФ, 30ХГСА*, 19ЮФТ (Ч-37), 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, Ч-44, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД, 1-12, 4-12, 7-12, 13ХГСН1МД, 14ХГ2САФД, 10Г2СФБ, 10Г2ФБЮ, RAEX 640 XCF, FORM 500S1, Е40
Низколегированные конструкционные стали перлитного класса с гарантированным минимальный пределом текучести свыше 500 МПа
13ХГСН1МД*, 14ХГ2САФД*, 12ГН2МФАЮ, 10ХСНД*, 1-12*,
3-12, 14ХГ2САФД*, 12Г2СМФ, 15ХГНМРАФАЧ, 15ХГН2МАФАЧ, 12ХН2МД (АБ1), 12ХН2МД-Ш (АБ1-Ш), 15Г2МФЮТРЧА, 10ГДН1ФЮ, 10ХНЗМД (АБ2), 10ХНЗМД-Ш (АБ2-Ш), 14ХГНМД, 12Х2Г2НМФТ, 12ГНЗМФАЮДР-Ш, 12ГНЗМФАЮДР-СШ, 14ХГН2МДАФБ, 15ХГНМФТ, 17Х2МБ,
DOMEX 590 ХРE, DOMEX 640 ХРE, WELDOX 700E,
WELDOX 960E, 07X3ГНМЮА, АКН 29, 12ДН2ФЛ
Группы и марки основных материалов КО
Перечень входящих в группу котельного оборудования технических устройств:
1.Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115 °С.
2.Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой свыше 115 °С.
3.Сосуды работающие под давлением свыше 0,07 МПа.
4.Арматура и предохранительные устройства.
5.Металлические конструкции для котельного оборудования
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции котельного оборудования
Группы материала
Характеристика групп
Марки материалов
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа
Ст2, СтЗ, СтЗГ, Ст4, 08, 10, 15, 20, 20ПВ, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, З0Л, 35Л, 10Г2, 06ГФАА, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 09Г2С, 10Г2С, 10Г2С1, 14ХГС, 14ГНМА, 16ГНМ, 16ГНМА
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12X2M1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ
Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
20X13, 12Х11В2МФ, 18Х12ВМБФР
Высоколегированные стали аустенитного класса
12Х18Г9Т, 08Х16Н9М2, 08Х18Н10Т, 12X18H10T, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12МЗТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13
Группы и марки основных материалов ГО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции газового оборудования
Группа материала
Cт1, Ст2, Ст3 (КЗ8), Ст4, 08, 10 (К34), 15 (КЗ8), 20 (К42), 10Г2, 09Г2С, 17ГС (К52), 17Г1С (К52), 17Г1С-У
Группы и марки основных материалов МО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции металлургического оборудования
Часть 1. Железоуглеродистые сплавы
Ст2, СтЗ, СтЗГ, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У,15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У,20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ и т.п.
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 09Г2НАБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ,12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А,10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МФА, 25Х2МФА, 12Х2Н4А
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа
18Х3МВ,20Х3МВФ,25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 30ХГСА, 38ХН3МФА
12МХ, 12ХМ, 15ХМ, 20ХМ.20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10X2M1A-Ш, 12Х1МФ, 20Х2МА, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А.
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ.
Высоколегированные стали аустенитно-ферритного класса
12X21Н5Т, 08Х22Н6Т, 08Х18Г8Н2Т, 10X21Н6М2Л
07Х16Н6, 08Х21Н6М2Т, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10XI7H13M2T,08X17H15M3T, 12X18H9T и т.п.
СЧ10, СЧ15.СЧ17, СЧ20, СЧ25, СЧ30, СЧ35, СЧ15М4, СЧ17М3, ЧНХТ, ЧН1МШ, ЧН2Х, КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5, ВЧ-35, ВЧ-40, ВЧ-45, ВЧ-50, ВЧ-60, ВЧ-70, ВЧ-80, ВЧ-100
Арматурные стали железобетонных конструкций
18Г2С, 10ГТ, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пс, Ст 5сп, 35ГС
Читайте также: