Сварочные материалы и сварочные электроды
Обновлено: 04.10.2024
Процесс сварки металлов стал одним из основных процессов при создании металлоконструкций, ремонте металлических деталей и прочих операциях. Это достаточно сложный технологический процесс, который требует наличия специального оборудования. Сварочные электроды являются при этом основным расходным материалом. С их помощью и создается шов, который соединяет части металла, образуя неразъемное соединенные. Они расплавляются, образуя молекулярную взаимосвязь одной части с другой, поэтому, для каждой операции нужно подбирать свою разновидность, отвечающую нужным технологическим параметрам.
Сварочные электроды могут пригодиться как в промышленности, так и в частной сфере. Существует масса аппаратов для домашнего использования, причем сами расходные материалы используются в обоих случаях одинаковые, главное правильно их выбирать. Эти вещи используются для:
- Соединения отдельных металлических деталей;
- Ремонта оборудования;
- Заваривания трещин;
- Наплавки металла на износившиеся части;
- Резки металла.
В зависимости от того для чего нужны электроды, они могут отличаться по толщине, материалу изготовления, покрытию и другим параметрам.

Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.

Виды сварочных электродов
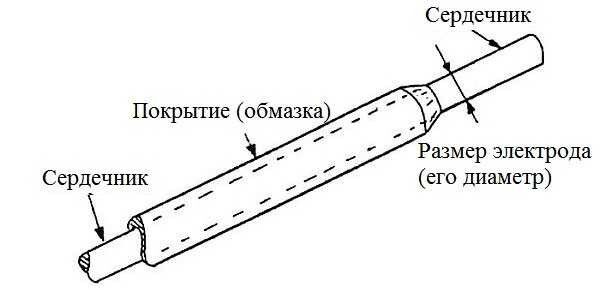
Устройство сварочного электродаНесмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Устройство сварочного электрода
Принцип работы электрода для сваркиСварочные электроды зажигаются с контактного конца, где появляется электрическая дуга, расплавляющая под действием высокой температуры сам стержень, а также окружающее его пространство в металлических заготовках. Таким образом, в месте образования электрической дуги образуется ванна из расплавленного металла. Чтобы сделать шов и соединить две части заготовки, сварщик должен перемещать спиралевидными движениями, для лучшей связи вещества, ванну по контуру, где должен проходить шов. Благодаря этому, пик температуры будет смещаться, расплавляя еще несоединенные элементы, а то место, где уже ванна бала заполнена металлом, остывает, образуя неразъемное соединения.
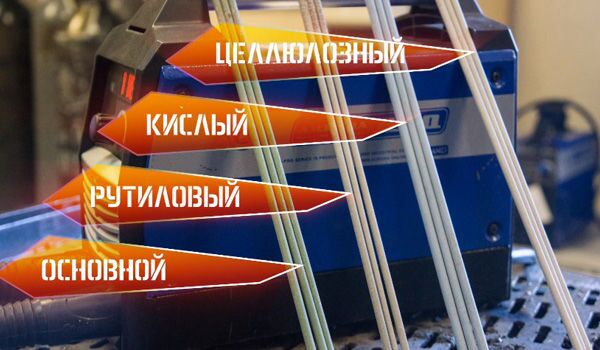
ПокрытияЭлектроды для сварки имеют несколько видов покрытий, отличающиеся по своему составу и свойствам. Основными из них являются:
- Кислое, состоящее из оксида железа, марганца и кремния. При использовании его на металле могут образовываться трещины, когда тот находится в горячем состоянии. При этом шов будет защищен от образования пор, что иногда является более важным моментом. Они хорошо работают даже на ржавом металле.
- Рутиловое, состоящее из диоксида титана, или рутилового концентрата. В данном случае образование трещин становится еще более вероятным. Металл при сварке практически не разбрызгивается и полностью входит в шов. Здесь также нет проблем с образовавшейся ржавчиной, так как она не влияет на образование шва.
- Ильменитовое, свойства которого являются средним значением между рутиловым и кислым.
- Основное, состоящее из карбонатов и фтористых соединений. Это покрытие придает пластичности металлу, а также делает его вязким при механических ударах. Шов получается стойкий к появлению трещин, но если на поверхности будет ржавчина и прочие посторонние предметы, то внутри могут появляться поры и прочие негативные элементы.
- Целлюлозное, в состав которого входит до 50% органических элементов, что обеспечивает высокое содержание водорода. Валик шва получается достаточно плотным, что отлично подходит для проведения вертикальной сварки.
Покрытие электродов для сварки
Сварочные электроды-маркировка и значениеВсе сварочные электроды имеют свою особую маркировку. За буквами и цифрами скрываются свойства материала, что помогает определиться с выбором и понять, какие именно материалы перед вами находятся. Понять принцип легче всего на примере. Сварочные электроды с маркировкой Э46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 означают, что:
- Э-46 – тип изделия. В данном случае предназначается для сварки низкоуглеродистых и углеродистых сталей. Предел прочности при разрыве равняется 46 кгс/мм 2 .
- ЛЭ3АНО-21 – марка электрода.
- У – назначение. Используется для сварки низкоуглеродистых и углеродистых сталей пределом прочности на растяжение до 588 МПа (60 кгс/мм 2 ).
- Д – коэффициент толщины покрытия. Толстое 1,45-1,8.
- Е – обозначение наличия покрытия.
- 43 – предел прочности во время растяжения, который здесь достигает 430 МПа (44 кгс/мм 2 ).
- 1 – удлинение относительное – 20%.
- (3) – минимальное значение температуры, которая еще может оставлять вязкость металла в 34 Дж/см 2 , в данном случае – 20 градусов Цельсия.
- РЦ – целлюлозное покрытие.
- 1 – предназначается для всех положений;
- 3 – можно варить постоянным током обратной полярности и переменным. Холостой ход трансформатора около 50 В.
Сварочные электроды во всем своем разнообразии представлены на рынке очень широко, так что трудно порой сделать правильный выбор. Следует обозначить главные критерии, на которые стоит обращать внимание. В первую очередь это материал. Ведь материал электрода должен полностью соответствовать тому, с чем он сваривается. Теоретически сварить чугун электродом из нержавеющей стали, а также наоборот, вполне возможно, но высоким качеством это все не будет отличаться. Чем большая идентичность материала, тем лучше будет держаться шов.
Толщина электрода определяется оборудованием, на котором будут вестись работа, а также глубиной пролегания шва. Дело в том, что современные компактные аппараты могут работать, в среднем, с электродами толщиной до 3 мм. Поэтому, покупать более крупные не имеет смысла. Для промышленных аппаратов нет таких ограничений и они могут работать со всеми параметрами. Чем глубже нужно сделать шов, тем большей толщиной должен обладать электрод.
Сварочные электроды еще отличаются по сфере применения. Ведь есть не только стандартные плавкие, но и неплавкие, которые используются для резки металлов. Отдельным видом являются материалы для наплавки, что заполняют недостаток металла в различных частях машин. Твердосплавные электроды для наплавки также подбираются по материалу, для максимального соответствия.
Сварочные электроды: виды и характеристики
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки

Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55

Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |

Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Lb-52U

Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.

Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25

Электроды годятся для работы с рядом материалов:
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)

Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30

Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Видео-советы: какие электроды лучше выбрать для сварки
Все о сварке электродами
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.


Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.


Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт-час.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.


Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.


Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.


Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.



Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.


Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.



Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.


Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.


Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.


V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:


Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.


Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
Покрытие электродов для сварки
Электроды используются для сварки металлических изделий. Для каждого сорта металла стараются подбирать такие расходные материалы, стержень которых будет схожим по составу с заготовкой. Это благотворно влияет на качество, так как шов получает одинаковую структуру, что повышает его крепость. Но это не единственный фактор, который определяет выбор. Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.

Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.
Из чего состоит сварочный электрод
Сварочные электроды являются основным расходным материалом, который используется для сварки. Существует масса разновидностей этих изделий, которые насчитывают более двухсот штук. Они отличаются по следующим параметрам:
- Материалу, из которого изготавливается стержень;
- Покрытию, которое обволакивает стержень;
- Толщине;
- Длине;
- Сфере применения.
Материал, из этого состоит изделие, служит для образования шва. Но он состоит не только из одного вида металла, поэтому, перед выбором нужно определиться из чего состоит электрод, чтобы знать, на что обращать внимание. От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.

Принцип работы электрода заключается в следующем. Его помещают одним концом в электрододержатель, который является одним из контактов сети, которая идет от трансформатора. Второй контакт цепи закрепляется на свариваемой детали или сварочном столе, который также является токопроводящим. Когда электрод соприкасается с деталью, то цепь замыкается. Сварщик поддерживает его в слегка приподнятом от поверхности состоянии, чтобы замыкание было не полным, иначе электрод залипает и трансформатор может сгореть. Поэтому, создаются условия, чтобы образовывалась электрическая дуга. На качество работы влияет и материал из чего сделаны электроды для сварки, так как от этого зависит надежность эксплуатации шва.
В большинстве случаев электрическая дуга является негативным явлением, но при сварке помогает расплавлять металл, преобразуя электрическую энергию в тепловую. Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Конструктивные особенности различных типовЭлектроды различаются по типу своего применения, так как от этого зависят все их характеристики. От этого же зависит и из чего делают электроды для сварки, так как его материал должен полностью совпадать с материалом заготовки. Встречаются модели из:
- Алюминия;
- Чугуна;
- Стали различных сортов, в том числе и нержавеющей;
- Вольфрама, которые относятся к неплавящимся;
- Медные.

Применение электродов для различных материалов
В чистом виде металл очень редко используется и практически в каждом случае состав электрода для сварки может иметь свои легирующие примеси, создающие нужные свойства электрода. На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
Характеристики элементов электродаУстройство электрода для сварки является предельно простым, так как он состоит из таких элементов как:
- Стержень;
- Покрытие;
- Контактные торец, не имеющий покрытия.
Разобравшись, из чего состоит сварочный электрод, можно более подробно рассмотреть характеристики, ведь у каждого из этих элементов имеются свои особенности, которые влияют на сферу его применения и качество сварки.
Стержень является тем элементом, из которого получается сварочный шов, так как именно он расплавляется от дуги и заполняет ванну. Толщина стержня влияет на глубину, на которую будет залегать шов, а соответственно и на величину ванны. Длина электрода помогает более длительное время вести шов непрерывно, что оказывается очень важным для ответственных объектов, так как каждое прерывание ухудшает общее качество. Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Покрытие служит для поддержания стабильного горения дуги. Встречаются такие типы как:
- С кислым покрытием – куда входит оксид железа, кремния и марганца. Металл на шве в данном случае имеет предрасположенность к образованию трещин в горячем состоянии, но в них не образуются поры, даже если на поверхности имеется ржавчина.
- С рутиловым покрытием – в основу которых входит диоксид титана, или как его еще называют, рутиловый концентрат. Вероятность образования трещин здесь еще выше, чем у варианта с кислым покрытием, но итоговый результат шва относится к спокойным сталям. Во время сварки металл практически не разбрызгивается и нет проблем от ржавчины на поверхности.
- С ильменитовым покрытием – имеют свойства средние, между кислым и рутиловым.
- С основным покрытием – куда входят фтористые соединения и карбонаты. После остывания металл шва получается весьма пластичным и вязкий при механических ударах. У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
- С целлюлозным покрытием – в этом случае в его составе будет около 50% органических составляющих. Это приводит к повышенному содержанию водорода. Для данного типа характерно образование ровного и плотного валика, что облегчает создание вертикальных швов.
Виды покрытий электродов для сварки
Выбор электрода для сваркиВыбор электрода является ответственным делом, так как здесь нужно учесть:
Читайте также: