Сварочные рукава для сварщика
Обновлено: 20.09.2024
Для прочного соединения металлов разной толщины и резки металлов толщиной до 1000 мм и более применяется газовая сварка, когда в зону горения (сварки, резки) по специальным рукавам (шлангам) подаются одновременно газообразное или жидкое топливо и окислитель кислород.
Установлено 3 класса шлангов-рукавов для газовой сварки и резки, которые выпускаются по Гост 9256-75:
1. для подачи окислителя (кислорода) с давлением до 20 атм. Цвет рукава синий, возможен черный цвет с синей полосой.
2. для жидкого топлива: бензина, керосина, уайт спирита с давлением до 6 атм. Цвет рукава желтый, возможен черный цвет с желтой полосой;
3. для газообразного топлива: пропана, бутана, ацетилена, газа из газовой магистрали с давлением до 6 атм. Цвет рукава красный, возможен черный цвет с красной полосой;
Для выполнения разных операций подачу топлива и окислителя регулируют, добиваясь визуально необходимой структуры пламени:
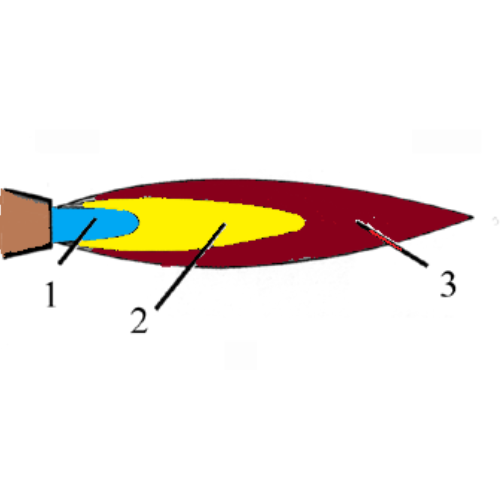
Четко очерченный средний контур ядра пламени — для сварки сталей, где:
1 — ядро пламени,
2 — восстановительная зона,
3 — факел пламени
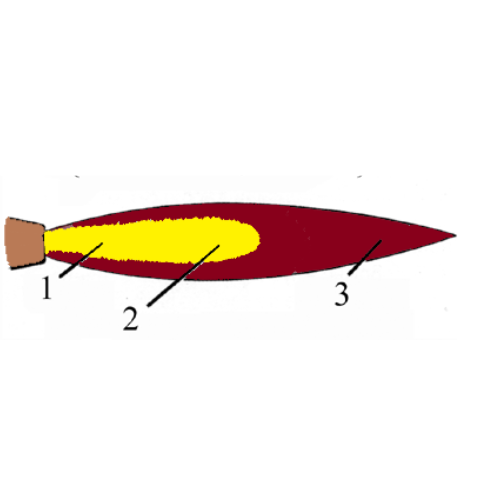
Увеличенный, размытый контур ядра пламени (увеличенная подача ацетилена) — науглероживающее пламя. Для сварки чугуна: под действием высокой температуры и окисления углерод металла выгорает, но восполняется за счет углерода из ацетилена;
четко очерченный уменьшенный контур ядра (увеличенная подача кислорода) — окислительное пламя для сварки латуни и других металлов, содержащих цинк. Образуется пленка окиси цинка, предотвращающая испарение вредных паров цинка из металла (техника безопасности).
С помощью газовой сварки сваривают стали, нержавеющую сталь, цветные металлы, чугун, алюминий с флюсом. В отличие от аргонно-дуговой сварки здесь легко формировать валик шва, управлять ванной сварного шва, направляя её в нужное место. Газовая сварка часто применяется в строительстве при возведении конструкций из тонкостенного металлопроката.
Техника безопасности при работе с рукавами для газовой сварки и резки
Для контроля и минимизации потери давления максимальная длина рукавов (шлангов) не должна превышать 30 метров.
Из соображений безопасности минимальная длина рукавов не может быть менее 5-ти метров.
На всей рабочей длине допускается не более 2-х соединений из отрезков шлангов.
Для удобства развертывания и сворачивания шланги рекомендуется попарно перехватывать в нескольких местах изоляционной лентой.
Рукава хранят в развернутом виде в отдалении от ультрафиолетовых лучей и приборов отопления или нагрева. Заломы в местах изгиба не допускаются.
Температура хранения шлангов от -20 до +20°С.
Компания TitanLook предлагает высококачественные рукава BELOMOR для газовой сварки и резки с внутренним диаметром 6, 8, 9, 10 мм. Все рукава соответствуют Гост 9256-75, имеют сертификаты соответствия и следующие конструктивные особенности:
Внутренний слой из технической резины высокого качества, стойкой к среде газообразного и жидкого топлива и окислителя. Гладкая поверхность имеет низкое сопротивление к перемещению газов и жидкостей.
Наружный слой из высокопрочной резины, устойчивой к истиранию, механическому воздействию.
Рукава усилены средним армирующим слоем из текстильного корда с синтетическими волокнам
Опытные специалисты TITAN LOCK проконсультируют, быстро подберут и порекомендуют наиболее оптимальный вариант рукава BELOMOR для решения вашей производственной задачи.
Как выбрать горелку для полуавтомата сварочного?
Советы, как выбрать сварочный рукав и горелку для полуавтоматической сварки. Популярные модели и основные различия горелок.

Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:

| № | Описание |
|---|---|
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом "У", подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом "УХЛ". При сварке на нефтяных морских платформах используют горелки с маркировкой "М", устойчивые к холоду, влаге и солям в воздухе.
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под "удлинить" подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Рукава для газовой сварки и её процесс
Рукава горелок MIG/MAG
Сварочный рукав для полуавтомата — это гибкий шланг, имеющий каркас и каналы для подключения сварочной горелки.




















Через него осуществляется подача сварочной проволоки и поступление газа. Шланг для полуавтомата имеет усиление в виде переплетённых нитей высокой прочности. Они увеличивают устойчивость на разрыв, препятствуют появлению изломов. Второе название сварочного рукава — шлейф для горелки миг-маг. Каждая из моделей имеет марочную принадлежность, относится к категории универсального оборудования. Выбор последнего варианта должен делаться в соответствии с совместимостью разъёмов.
Читайте также: