Сварочные выпрямители и инверторы
Обновлено: 18.05.2024
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
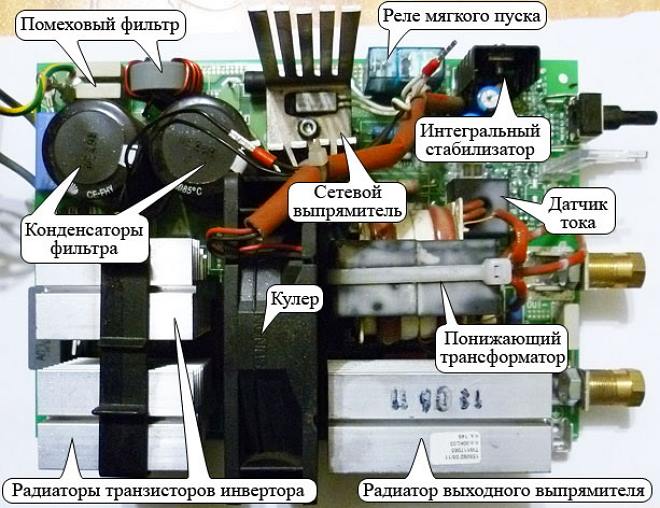
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
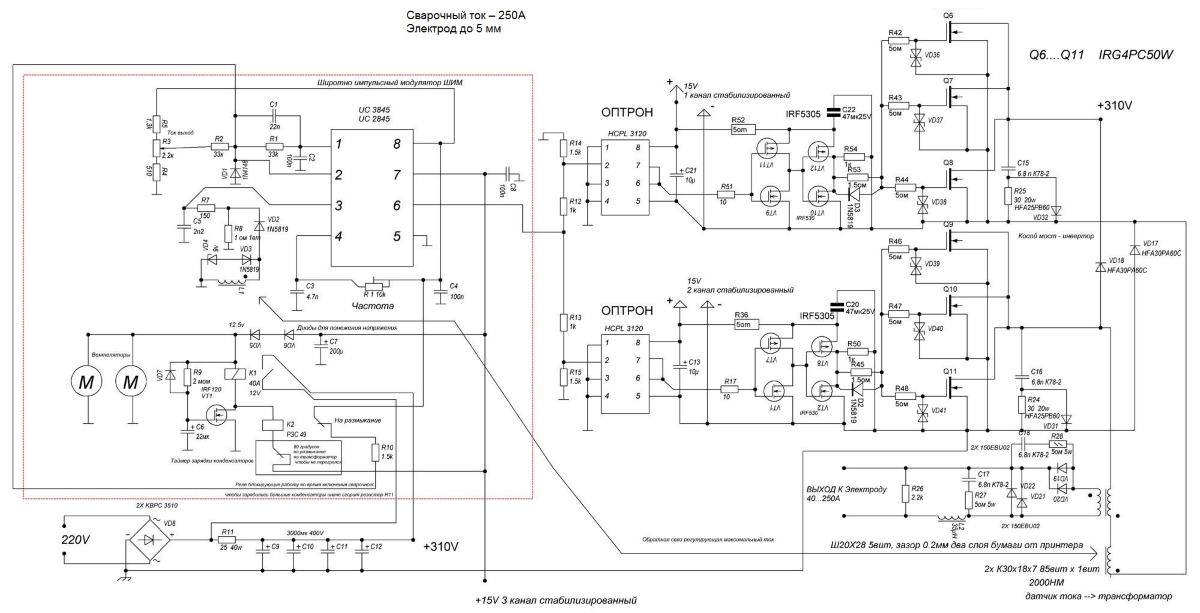
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).

Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).

Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.

Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
А теперь рассмотрим управляющую часть схемы сварочного инвертора.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка).

Управляющая часть схемы сварочного инвертора.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части.
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;

Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
Виды и характеристики сварочных инверторов
Сварка, как известно, является наиболее эффективным способом соединения деталей, изготовленных из металла. Применяя для этого сварочный инвертор, можно создавать надежные и долговечные металлические конструкции не только в производственных, но и в домашних условиях.

Сварочные инверторы различных модификаций
Использовать для работ в частной мастерской именно инверторные устройства целесообразнее не только из-за их компактных размеров и небольшой массы. Эти аппараты также отличаются широкими функциональными возможностями. Для того чтобы правильно подобрать инверторный сварочный аппарат для оснащения домашней мастерской или производственного цеха, необходимо разбираться в разновидностях и технических характеристиках этого оборудования.
Виды сварочного оборудования
Учитывая тот факт, что любое сварочное оборудование стоит достаточно дорого, важно правильно подходить к его выбору. В первую очередь, необходимо определиться с тем, какие виды работ вы собираетесь выполнять при помощи такого устройства и с какой интенсивностью оно будет эксплуатироваться. Назначение и основное место использования сварочного аппарата определяют не только его предпочтительный тип, но и технические характеристики, которыми он должен обладать.
На современном рынке предлагается сварочное оборудование следующих типов:
- сварочные аппараты трансформаторного типа;
- сварочные выпрямители;
- инверторные сварочные устройства.
Учитывая универсальность оборудования, а также удобство и простоту его использования, потребители чаще всего выбирают инвертор. Компактные размеры, легкий вес, возможность регулирования рабочих режимов в широких пределах – это лишь часть достоинств, которыми обладают сварочные устройства инверторного типа.
Принцип работы сварочного инвертора
Сварочный инвертор был изобретен относительно недавно – в конце XX века. Широкую популярность такое оборудование стало завоевывать в начале нынешнего столетия. В основу функционирования аппаратов подобного типа положен принцип фазового сдвига напряжения, что позволяет увеличивать силу и частоту сварочного тока по каскадному типу.
Сварочный инвертор – это достаточно сложное электронное устройство, в котором происходят следующие рабочие процессы.
- Переменный ток, поступающий на вход инвертора из обычной электрической сети, преобразуется в постоянный посредством выпрямителя, собранного на основе диодного моста.
- Постоянный ток, получаемый на выходе выпрямителя, поступает на инверторный блок, служащий генератором высокочастотных электрических импульсов. За счет блока силовых транзисторов, открывающихся и закрывающихся с высокой частотой, постоянный ток опять преобразуется в переменный, но обладающий значительно большей частотой, чем поступающий из электрической сети.
- Высокочастотный переменный ток подается на трансформатор, где понижается его напряжение и, соответственно, увеличивается его сила. За счет того, что на таком трансформаторе регулируют параметры высокочастотного тока, данное устройство имеет небольшие габариты, что оказывает влияние на массу всего инвертора.
- После трансформатора переменный ток с отрегулированными параметрами подается на выпрямитель, где его опять преобразуют в постоянный, который и используют для осуществления сварочных работ.
По сравнению со сварочными устройствами трансформаторного типа, инвертор потребляет почти в два раза меньше электроэнергии, так как она не расходуется впустую на нагрев большого объема металла. Кроме того, характеристики сварочного тока, который поступает от инвертора, обеспечивают быстрое зажигание электрической дуги и ее стабильное горение в процессе выполнения работ.
Инверторные аппараты для выполнения сварки по различным технологиям
В зависимости от того, по какой технологии осуществляется инверторная сварка, подбирают оборудование определенного типа. Так, это могут быть инверторы для выполнения:
- сварки в ручном режиме (MMA);
- полуавтоматической сварки (MIG/MAG);
- сварки в среде защитного газа (TIG); (CUT).

Функциональность современного сварочного инвертора средней ценовой категории
Для оснащения домашней мастерской выбирают сварочный инвертор, предназначенный для ручной сварки, выполняемой при помощи покрытых электродов. Устройства данного типа отличаются небольшим весом, компактными размерами, они просты в работе и обслуживании, позволяют получать качественные, надежные и аккуратные сварные соединения. Технических возможностей таких инверторов вполне достаточно для того, чтобы выполнять с их помощью несложные сварочные работы в условиях домашней мастерской и небольшого производственного участка.
Инверторные устройства для осуществления сварки полуавтоматического типа – это более сложное оборудование, отличающееся высокой мощностью и, соответственно, большими габаритами и весом. Такие инверторы применяются только в производственных условиях, так как реализовать данную технологию в домашней мастерской достаточно сложно. Сварка при использовании оборудования данного типа выполняется за счет проволоки, подаваемой в зону формирования соединения при помощи специального устройства.

Инвертор Prestige-222 в комплекте с набором для сварки TIG
Инверторы для выполнения сварки в среде защитного газа – еще более сложные устройства, которые также используются только в производственных условиях. Приобретать такие аппараты для домашнего использования нецелесообразно, учитывая их высокую стоимость. Кроме того, для реализации этой технологии потребуется дополнительное оборудование и специальные расходные материалы. Выполняться сварка в среде защитного газа может как плавящимся, так и неплавящимся электродом. В качестве последнего используется вольфрамовый стержень.
Несмотря на то, что инверторы для плазменной резки работают по тому же принципу, что и аппараты для сварки, использовать их для проведения сварочных работ нельзя. Оборудование данного типа, применяемое преимущественно в производственных условиях, позволяет с высокой производительностью, точностью и эффективностью выполнять резку металлических заготовок даже очень значительной толщины.
Функциональные типы инверторных устройств
На современном рынке представлено большое разнообразие типов и моделей инверторов, которые в зависимости от своих функций подразделяются на следующие виды.
Оборудование для бытового использования
Это самые недорогие устройства, обладающие достаточно скромными характеристиками, но тем не менее позволяющие успешно выполнять несложные сварочные работы в условиях домашней мастерской. Из бытовых моделей инверторов самыми доступными по стоимости (но и самыми недолговечными) являются устройства китайского производства. Обозначенные на маркировке параметры китайских моделей часто могут не совпадать с реальными показателями. Даже само слово «инвертор» на них может быть написано с ошибкой («инвентор»), что тоже является косвенным показателем их невысокого качества.
Устройства профессионального назначения
Такие модели стоят значительно больше, чем бытовые инверторы, поскольку позволяют выполнять сварочные работы различной степени сложности с использованием электродов различных типов. Отличаются эти аппараты повышенной мощностью, широким диапазоном регулирования сварочного тока, универсальностью и высочайшей надежностью. Естественно, что приобретаются такие инверторы для производственных предприятий.
Эти инверторы также отличаются высокими качественными характеристиками. Предназначены они для выполнения сварочных работ по определенным технологиям.
Основные характеристики сварочных инверторов
Инвертор любого типа характеризуется рядом параметров, по которым можно судить о его функциональных возможностях. Сюда относятся следующие характеристики:
- тип тока, формируемого на выходе устройства;
- величина напряжения, используемого для питания аппарата (на современном рынке представлены инверторы, которые могут работать от напряжения 220 или 380 В; для бытового использования, естественно, выбирают аппараты, работающие от стандартной электрической сети с напряжением 220 В);
- величина стартового тока (от этого параметра зависит диаметр электродов, которые можно использовать при выполнении сварочных работ на инверторе);
- показатель мощности устройства (по данному параметру можно судить о том, какой силы ток будет подаваться на сварочную дугу);
- напряжение холостого хода (от величины данного параметра зависит то, насколько легко будет зажигаться сварочная дуга);
- интервал диаметров электродов, которые можно использовать для выполнения сварочных работ;
минимальное и максимальное значение силы тока, который позволяет получать оборудование определенной модели (ширина интервала регулирования сварочного тока во многом определяет функциональные возможности инвертора); - размеры устройства и его масса (чем меньше размеры инвертора, тем ниже будет сила сварочного тока, который он формирует, поэтому не стоит выбирать небольшое устройство, если вас интересует функциональный сварочный аппарат).

Одинаковые с первого взгляда модели инверторов могут существенно различаться по ключевым параметрам
Очень важным параметром является наличие у инвертора дополнительных опций, которые значительно облегчают и делают более эффективным процесс выполнения работ и позволяют добиваться стабильного качества формируемого соединения. К таким опциям, которыми наделено большинство моделей современных инверторных устройств, относятся:
- «Горячий старт» (эта функция предполагает подачу на электрод дополнительного электрического импульса, облегчающего процесс зажигания сварочной дуги);
- «Форсаж дуги» (данная функция включается в тот момент, когда конец электрода оказывается слишком близко от поверхности соединяемых деталей; чтобы в такой ситуации электрод не прилип к заготовкам, на него автоматически подается ток большой силы);
- «Антизалипание» (суть данной опции состоит в том, что на электрод автоматически прекращается подача сварочного тока, если прилипание к поверхности деталей все же произошло).
Наличие перечисленных опций, кроме всего прочего, минимизирует влияние невысокой квалификации сварщика на качество формируемого соединения.
Распространенные неисправности инверторов и причины их возникновения
Несмотря на то, что современные инверторы отличаются высокой надежностью в эксплуатации, в их работе не исключены неисправности, которые могут выражаться в следующем:
- нарушении стабильности горения сварочной дуги;
- сильном разбрызгивании расплавленного металла;
- прилипании электрода к поверхности соединяемых деталей;
- отсутствии сварочной дуги;
- самопроизвольном отключении питания сварочного аппарата;
- чрезмерном нагревании инвертора.
Причины, которые приводят к возникновению таких неисправностей, могут заключаться в следующем.
- Стабильность горения сварочной дуги нарушается в том случае, если диаметр используемого электрода не соответствует силе сварочного тока.
- Сильное разбрызгивание расплавленного металла происходит в том случае, если для сварки используется сварочный ток слишком большой силы. Чтобы свести к минимуму разбрызгивание металла, достаточно уменьшить величину сварочного тока и использовать для выполнения сварки электроды меньшего диаметра.
- Электрод к поверхности соединяемых деталей может прилипать, если напряжение в сети слишком мало, если для подключения инвертора используются слишком длинные провода, которые в итоге начинают перегреваться. Чтобы избежать проблем, связанных с проводами, следует выбирать их с сечением, которое составляет не меньше 2,5 мм2.
- Сварочная дуга отсутствует в том случае, если по кабелю не поступает электрический ток. Причиной такой неисправности может быть обрыв кабеля или некачественный контакт между зажимным устройством и электродом.
- Самопроизвольное отключение питания сварочного инвертора может возникать в том случае, если вышел из строя сетевой выключатель, который достаточно просто заменить.
- Перегрев устройства – достаточно распространенная проблема, часто возникающая из-за того, что инвертор длительное время проработал без перерыва. Если же аппарат проработал короткий промежуток времени, но перегрелся, причиной может быть изношенная обмотка, которую необходимо заменить.
Знание принципа работы и основных технических характеристик инверторов позволяет подобрать аппарат в соответствии с теми задачами, для решения которых он приобретается.
Инверторные выпрямители
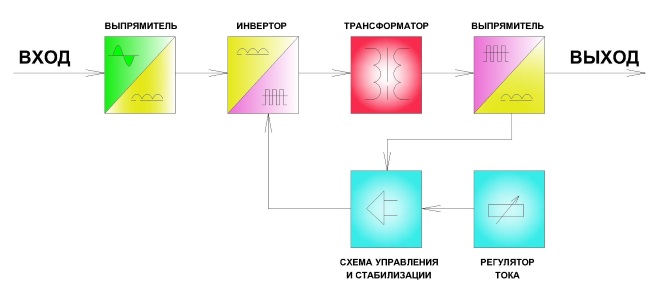
Схема выпрямителя с транзисторным инвертором (рис. 1) наиболее удобна для объяснения процесса инвертирования. Сетевой выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1 — С1. Затем выпрямленное напряжение uвс преобразуется в однофазное переменное u1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором T до u2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2 — С2 и подается на дугу в виде сглаженного напряжения uв.

Рис. 1. Принципиальная схема (а) и осцилограммы напряжений (б) выпрямителя
с транзисторным инвертором
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения с промежуточным высокочастотным звеном.
Регулирование режима сварки осуществляется несколькими способами. Например, при увеличении напряжения сетевого выпрямителя Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения.
В инверторном выпрямителе используется амплитудное, широтное и частотное регулирование режима.
Внешние характеристики инверторного выпрямителя зависят главным образом от конструктивных особенностей инвертора и трансформатора. Естественная внешняя характеристика собственно инвертора АИН почти жесткая . Но поскольку индуктивное сопротивление трансформатора Xт, пропорциональное частоте инвертирования f, велико даже при небольшом магнитном рассеянии, то характеристика выпрямителя в целом получается падающей. Обычно же внешние характеристики формируются искусственно с помощью системы управления.
В инверторном выпрямителе сравнительно легко получить ломаную внешнюю характеристику,сформированную из нескольких участков. Крутопадающий участок необходим для задания сравнительно высокого напряжения холостого хода, что полезно при зажигании дуги. Пологопадающий основной участок обеспечивает эффективное саморегулирование при механизированной сварке в углекислом газе. Вертикальный участок ограничивает сварочный ток, что предотвратит прожог при сварке тонкого металла. Последний участок задает величину тока короткого замыкания.Разумеется, положение каждого участка настраивается с помощью отдельных регуляторов. Так, при сварке в углекислом газе перемещением по вертикали участка регулируется сварочное напряжение, а при сварке покрытыми электродами перемещением участка устанавливается сила тока.
И все же инверторный выпрямитель дороже других источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности cosj близок к 1, т.к. он не потребляет реактивной мощности. Его КПД не ниже 0,7, а иногда достигает 0,9. Главный недостаток инверторного выпрямителя заключается в чрезмерной сложности устройства и связанной с этим низкой надежности и ремонтопригодности. Специфическим недостатком является также повышенный шум, издаваемый высокочастотным трансформатором, выходным фильтром и дугой. Радикальный способ борьбы с шумом заключается в повышении рабочей частоты сверх 20 кГц, что выводит акустический эффект за пределы слышимого звука. Частным недостатком выпрямителей с транзисторным инвертором является их малая мощность. Дело в том,что отечественные силовые транзисторы на ток больше 20 А пока еще не освоены серийно. Решение проблемы— в использовании не полностью управляемых силовых вентилей — тиристоров.
Выпрямитель с тиристорным инвертором
При конструировании тиристорного инвертора главная трудность заключается в необходимости выключения тиристора для прекращения каждого импульса. Как известно, тиристор, установленный в цепи постоянного тока, невозможно выключить снятием сигнала управления (если не считать специальных запираемых тиристоров). Принципиально для его выключения необходимо снизить до 0 анодный ток, а после прекращения тока некоторое время поддерживать обратное напряжение для восстановления запирающих свойств. Это возможно, если параллельно или последовательно с тиристором включить конденсатор, разрядом или зарядом которого прекращается ток в анодной цепи тиристора. Поэтому различают параллельный и последовательный тиристорные инверторы (рис.2).

Рис. 2. Схемы тиристорных параллельных (а) и последовательных (б,в) инверторов
Резонансный последовательный инвертор, собранный по симметричной полу мостовой схеме (рис. 2), наиболее распространен. В сравнении с мостовой схемой здесь не только достигается экономия тиристоров, но и прощается система управления.

Рис. 3. Принципиальная схема резонансного
последовательного инвертора
Универсальный тиристорный выпрямитель ВДУЧ-301 У3 с последовательным резонансным инвертором (рис. 4) — одна из первых серийных отечественных конструкций.
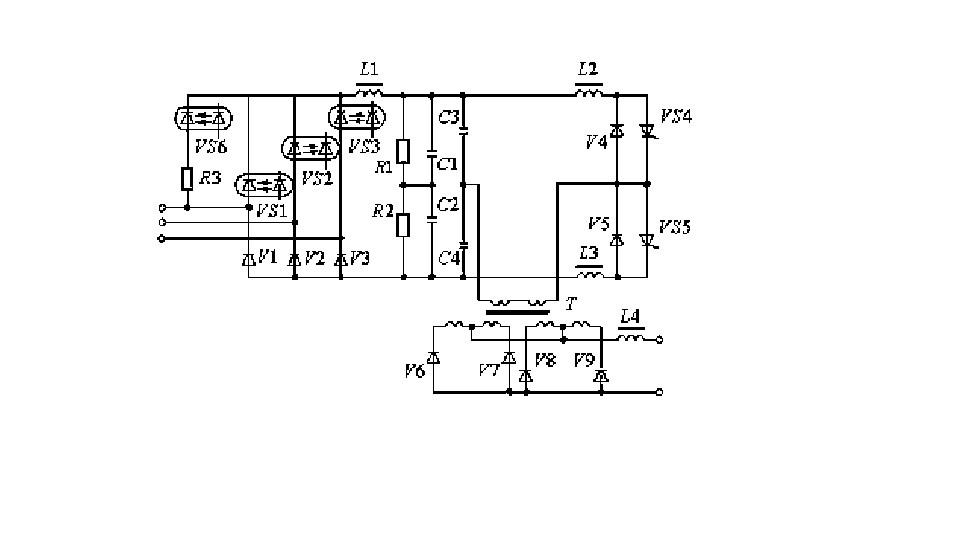
Рис. 4. Упрощённая принципиальная схема выпрямителя ВДУЧ-301 У3
Другие конструкции выпрямителей, как правило, также имеют тиристорный резонансный инвертор, собранный по симметричной полу мостовой схеме. Выпрямитель ВДЧ-122 предназначен для ручной дуговой сварки, он может использоваться для питания пульсирующей дуги. Выпрямитель ФЕБ-160 является универсальным источником,предназначенным для ручной и механизированной сварки в углекислом газе. Его схемой предусмотрена возможность питания привода шлангового аппарата, а также запуск двигателя внутреннего сгорания. Выпрямители ПИРС-160, ВДУЧ-161, ДС-250У, ВДУЧ-315, ФЕБ-350 и ПИРС-500 также являются универсальными. Выпрямители ВДУЧ-16, ДС-140 и ТИР-ВЧ-125 РС предназначены для ручной дуговой сварки, но могут использоваться и для сварки неплавящимся электродом. Источник ТИР-МАГ-500 предназначен для сварки в углекислом газе.
Высокойс тепенью совершенства обладают универсальные источники PS-2800 и PS-5000 финской фирмы «Кемппи». Они положены в основу так называемой мультисистемы, в которой на базе общего источника могут комплектоваться сварочные установки четырех разных типов. В простейшем случае один только источник используется для ручной дуговой сварки. Во втором варианте источник дополняется блоком цикла с осциллятором, а также газовой аппаратурой и горелкой для аргоно-дуговой сварки.В этом варианте, кроме постоянного тока, возможна также сварка алюминиевых сплавов знакопеременными прямоугольными импульсами регулируемой амплитуды и продолжительности. В третьем варианте установка комплектуется приводом подачи электродной проволоки и становится пригодной для механизированной сварки в защитном газе. Наконец, в четвертом варианте последняя установка дополняется блоком импульсов для сварки плавящимся электродом в инертном газе с управляемым переносом.
Выпрямитель с транзисторным инвертором
Схемное решение транзисторного инвертора проще, чем у тиристорного.
Двухтактный мостовой инвертор показан на рис. 5,а. В первом полупериоде (такте) система управления запускает транзисторы VT1 и VT4, и ток идет по первичной обмотке трансформатора в направлении, показанном тонкой линией. Во втором полупериоде путь тока через транзисторы VT2 и VT3 показан пунктирной линией.
Однотактный полумостовой инвертор на рис. 5,б приведен в составе конвертора, он имеет половинное количество транзисторов. В момент t1 при отпирании транзисторов VT1 и VT2 по первичной обмотке трансформатора идет импульс тока, показанный тонкой линией. Затем следует пауза t2 — t4, после чего в этом же направлении проходит такой же импульс тока (рис.4.17,в). Таким образом, в однотактном инверторе ток оказывается переменным только по величине, но не по направлению. Недостатком такой схемы являются значительные перенапряжения на транзисторах в момент их выключения. Этот дефект устраняется при установке диодов VD1, VD2. С момента t2 выключения транзисторов энергия, запасенная в индуктивности первичной цепи, возвращается в сеть. При этом по первичной обмотке через диоды по пути, показанному пунктирной линией, идет ток, постепенно снижаясь к моменту t3.

Рис. 5. Схемы транзисторных инверторов
Инверторный выпрямитель LHL-315 шведской фирмы «ЭСАБ» показан на рис. 6.
Рис. 6. Упрощённая принципиальная схема выпрямителя LHL-315
Выпрямитель предназначен для ручной сварки покрытыми электродами и имеет крутопадающую внешнюю характеристику, сформированную системой управления. Подобным же образом, но только с одним однотактным инвертором выполнен портативный выпрямитель «Кэдди». Самая малая его модификация на 130 А имеет массу 8 кг и переносится, как сумка, на ремне.
Последние разработки в области транзисторных инверторов представлены конструкцией выпрямителя LUC-500 той же фирмы «ЭСАБ». Он является универсальным, т.е. пригодным как для ручной дуговой сварки, так и механизированной в защитных газах, в том числе импульсно-дуговой. В нем используется инвертор с частотой 48кГц на мощных МОП- транзисторах. Источник снабжен микропроцессорным устройством«Аристо», реализующим принцип синергетического управления, т.е. автоматической настройки режима по математической модели.
ВыпрямительTS-330 «Транссинергик» австрийской фирмы «Фрониус» с транзисторным инвертором на 60 кГц также является универсальным синергетическим источником. Установка режима выполняется с помощью регуляторов, на которых указаны марка свариваемого металла и диаметр электродной проволоки. В памяти машины содержатся 18 стандартных программ и до 32 подобранных сварщиком. Предоставлен и широкий выбор вариантов программного управления.Эта же фирма выпускает компактный источник TP-200 «Транспокет» для ручной дуговой сварки с транзисторным инвертором с частотой 30 кГц.
Хорошими сварочными свойствами обладает также легкий инверторный выпрямитель«Мастер-3500» фирмы «Кемппи», предназначенный для ремонтных и монтажных работ с использованием покрытых электродов. В нем используются биполярные транзисторы с улучшенным охлаждением, что существенно повышает их нагрузочную способность и надежность.
Из отечественных источников с транзисторным инвертором следует отметить выпрямители ДС140.3 и ДС250.3.Последний собран по однотактной полумостовой схеме с широтно-импульсным регулированием и предназначен для ручной дуговой сварки, в том числе на импульсном режиме. Он имеет кроме плавного регулирования сварочного тока еще и независимую настройку тока короткого замыкания.Предусмотрено также форсирование режима при зажигании дуги и снижение напряжения холостого хода до безопасного значения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
сварочные аппараты MMA (РДС)

Что такое сварка MMA? Это ручная дуговая сварка (РДС), с применением штучных покрытых плавящихся электродов. Данный вид соединения изделий применяется при сварке нержавеющих и углеродистых сталей. РДС — самый старый вид сварки, используемый почти всеми предприятиями мира. Применяется, в основном, при сваривании сплавов железа, во время техобслуживания и ремонтов.
Преимущества технологии РДС
Рассмотрим преимущества сварки MMA.
Во-первых, применение длинных кабелей для работы обеспечивает высокую маневренность при проведении строительных работ, при этом оборудование имеет компактные размеры, а различные виды электродов позволяют сварить любые виды материалов.

Ручная дуговая сварка легированных сталей
Поговорим теперь и о минусах этого вида сварки. Швы, образующиеся при соединении деталей, могут выглядеть достаточно грубо, впрочем, это зависит только от опыта сварщика. Также к минусам можно отнести и довольно грязные условия работы, и низкий коэффициент полезного действия.
Технология
Теперь немного подробнее о том, что такое сварка ММА. К свариваемому изделию и электроду, применяемому при сварке, подается переменный или постоянный сварочный ток. Вид тока зависит от стали, которую требуется сварить. Переменный ток применяется к углеродистым сталям, постоянный — к нержавеющим.
Электрическая дуга, образуемая при сварке, расплавляет покрытие электрода, которое в виде капель попадает в сварочную ванну. В сварочной ванне эти капли металла смешиваются с расплавленным металлом свариваемого изделия, а шлак, образованный при сварке, всплывает на поверхность.

Сварка с помощью сварочного инвертора
При удалении дуги от изделия металл в сварочной ванне кристаллизуется и образует шов, причем отвердевший шлак образует шлаковую корку на поверхности шва.
Виды оборудования для ручной дуговой сварки плавящимся покрытым электродом
Сварочная технология с помощью ручной дуговой сварки плавящимся покрытым электродом широко применяется практически в любых условиях. Этот метод является самым универсальным, так как применяется в местах недоступных для сварочных машин.
Разнообразие сварочных работ при ремонтных работах в полной мере обеспечиваются исключительно ручной дуговой сваркой. В зависимости от вида производимых работ и свариваемых материалов, используется следующее оборудование ММА:
- сварочные трансформаторы переменного тока;
- сварочные трансформаторы постоянного тока (выпрямители);
- сварочные инверторы.
Трансформаторы
Трансформаторы переменного тока в основном применяются для сварки стальных конструкций. Выдаваемый сварочным аппаратом ток, имеющий частоту сети, требует наличия навыков и опыта у сварщика. Удерживать дугу и получать качественный шов при работе на таком аппарате не просто.

TELWIN NORDICA 4.185 — недорогой, но практичный трансформатор
Работать может как от однофазной сети, так и трехфазной. Это позволяет применять сварочный трансформатор в промышленности и в быту. Недорогие по стоимости, они также не доставят проблем при ремонте.
Выпрямители
Выпрямитель выполняет сварку на постоянном токе. Внешне он схож со сварочным трансформатором. Однако конструкция выпрямителя дополнена блоком полупроводниковых приборов, обеспечивающих постоянный ток на выходе.

Сварочный выпрямитель BRIMA MIGSTAR-160
Сварочная дуга получается более стабильной, соответственно шов более ровный и прочный. Выпрямитель применяется не только при сварке черных металлов, но и нержавеющей стали, различных сплавов и цветных металлов. Здесь только следует подобрать необходимые электроды.
Инверторные аппараты
Сварочные инверторы более дорогие устройства. Однако благодаря своим техническим характеристикам пользуются повышенным спросом у потребителей. Они значительно более легкие по весу и компактные по габаритам, чем сварочные трансформаторы. Конструкцию инверторов определяет электроника, при помощи которой задаются выходные параметры тока и напряжения. При этом эти параметры поддаются легкой и плавной регулировке.

Инвертор Fubag IN 170
Ток высокой частоты дает возможность работать с любым материалом различным по толщине. Для работы с аппаратом не требуется сразу высокой квалификации, её вполне по силам выполнять начинающим сварщикам. Универсальность и многофункциональность сварочных инверторов — главные критерии выбора покупателей.
Торговые марки
Рынок ММА пестрит от обилия предлагающих товар торговых марок. Если не так давно он ограничивался определенным количеством сварочных трансформаторов, то с развитием инверторной технологии предложения резко пошли вверх.
BlueWeld
Торговая марка «BlueWeld» — итальянский производитель сварочного оборудования. Отличается полным набором моделей для всех видов работ. Имеет собственную базу для проектирования новых образцов.
Среди моделей сварочного оборудования ММА имеется большой выбор различных видов трансформаторов. Сварочные трансформаторы переменного тока имеют обозначение моделей «Gamma» и «Beta», выпрямителей — «Omega».

Сварочный аппарат BlueWeld Gamma 3250. Фото ВсеИнструменты.ру
Линейка аппаратов «BlueWeld Gamma» представлена различными минимальным и максимальным значениями сварочного тока. Так модель «Gamma 1800» работает в диапазонах от 40 А до 140 А, а модель «Gamma 3250» это уже профессиональный аппарат, работающий в диапазонах от 55 А до 250 А.
Ресанта

Сварочный аппарат Ресанта САИ-190
Помимо инверторов в стандартном исполнении (« Ресанта САИ-140», «Ресанта САИ-190», «Ресанта САИ-250»), предлагаются сварочные инверторы в компактном исполнении («Ресанта САИ-220К») и модели для работы в сети с пониженным напряжением («Ресанта САИ-60ПН»).
Как и большинство сварочных инверторов, аппараты торговой марки «Ресанта» чувствительны к пыли. Внутреннюю часть аппарата следует регулярно очищать от скопившейся пыли, что уменьшит риск внезапного выхода из строя сварочного инвертора.
Торговая марка «ESAB» — мировой лидер в производстве сварочного оборудования и сварочных материалов. Происхождение бренда — Швеция. Многие инновационные решения, получившие всеобщее признание на рынке сварочных технологий, были разработаны специалистами этой торговой марки. Электроды марки «ESAB» известны своим высоким качеством.

Сварочный инвертор ESAB BUDDY ARC 180. Фото ВсеИнструменты.ру
Популярен у сварщиков сварочный инвертор ММА «Buddy Arc 180». Аппарат удобен в бытовом применении, приспособлен к работе от генератора, стабильность дуги на высочайшем уровне. Производит сварку различных металлов: легированная и не легированная сталь, чугун. Имеет прочную и легкую конструкцию, которая выдерживает самые жесткие условия эксплуатации.
Сварог
- сварочный инвертор Сварог Real Arc 200 Z238 93559;
- сварочный инвертор Сварог Pro Arc 180 Z208s;
- сварочный инвертор Сварог Arc 250 R112 или Z285.
По сравнению с европейскими имеют ниже стоимость, при хорошем качестве. Выбор аппаратов ММА достаточно широк — в зависимости от мощности, параметров сварочного тока и степени защиты. При выполнении сварочных работ применяются функции легкого поджига, отсутствия залипания электрода, дополнительная опция регулировки форсажа дуги.

Инвертор Сварог ARC 165. Фото 220Вольт
Неприхотливы к пониженному напряжению сети, что важно на даче и других подобных условиях. В целях безопасной работы в условиях влажности, аппараты имеют функцию снижения напряжения холостого хода до безопасного уровня.
При необходимости ремонта компания имеет разветвленную сеть сервисных центров по всей России.
WESTER
Торговая марка «WESTER» под своим именем выпускает достаточно большую номенклатуру сварочных аппаратов. Выпускается техника на заводах Китая, но руку к их разработке приложили немецкие инженеры. В их числе находятся: трансформаторы серии ARC 130 и инверторы «WESTER ММА VRD».
«WESTER ММА VRD» различаются значениями максимального тока. Он может быть соответственно 160 А, 180 А, 200 А. Имеют большой процент нахождения под нагрузкой -70%. Точность настройки по току до 1 А. Режим VRD служит для уменьшения напряжения холостого хода, тем самым обеспечивается безопасность при работе в помещениях с повышенной влажностью.

Сварочный трансформатор WESTER ARC 130
Функции поджига дуги, отключения работы прибора при залипании электрода, поддерживания горения дуги при ее удалении от поверхности присутствуют в полном объеме. Сварочные инверторы защищены функцией отключения нагрузки при перегреве.
Рейтинги, какие лучше
Среди бюджетных вариантов согласно опросов пользователей ( аппараты ММА стоимостью до 10 тысяч рублей) выделяются следующие модели.
— «Ресанта САИ-250» (большое время в работы -70%, низкая чувствительность к пониженному напряжению в сети, возможность пользоваться толстыми электродами 6 мм).
— «FUBAG IR 200» (лучший вариант для новичков или для тех кто занимается ей от случая к случаю).
— «EUROLUX IWM 190» (небольшой, цена оптимальна по отношению к значению максимального тока).
— «GERRARD MMA-200» (один из самых недорогих аппаратов с отличными техническими характеристиками).
— «ELITECH АИС 220Д» (не дорогой, полностью соответствующий всем задекларированным параметрам).
Если вашего кандидата здесь нет, напишите нам, добавим его в опрос.
Где купить
Отдельный раздел нашего сайта дает возможность ознакомиться с компаниями, выпускающими и продающими различное сварочное оборудование. Если интересует ручная дуговая сварка ММА и оборудование для нее, по ссылке вы найдете контакты компаний, адреса, телефоны и прочее. Это поможет определиться, где купить нужный сварочный аппарат.
Читайте также: