Сварочный агрегат адд 3150
Обновлено: 20.09.2024
Основным недостатком коллекторных сварочных генераторов является их недостаточно высокая надежность в эксплуатации вследствие наличия в их конструкции скользящих электрических контактов между коллектором и щетками.
В начале 70-х годов ВНИИЭСО спроектировал серию однопостовых генераторов типа ГД - 311, ГД - 312 и ГД - 313 для электродуговой сварки и резки металлов на постоянно выпрямленном токе. Каждый генератор этой серии состоит из трехфазной одноименно-полюсной двухпакетной индукторной машины повышенной частоты от 200 до 400 Гц, выпрямительного блока и аппаратуры управления.
Явнополюсной ротор индукторного генератора (см. рис. 25) состоит из двух пакетов изготовленных из электротехнической стали, и расположенных на валу на некотором расстоянии один от другого. В пакетах сделаны впадины и выступы, которые образуют полюса. Полюсы одного пакета сдвинуты относительно полюсов другого на На неподвижном магнитопроводе статора, изготовленного также из электротехнической стали, размещены две секции рабочей обмотки статора ОС1 и ОС2 через ). При разомкнутых контактах выключателя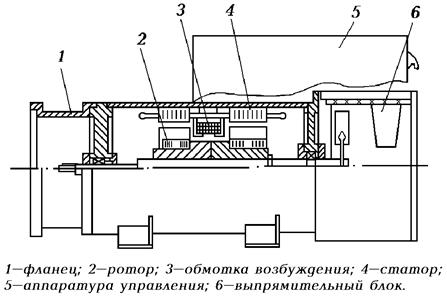
Рисунок 25 - Общий вид индукторного генератора
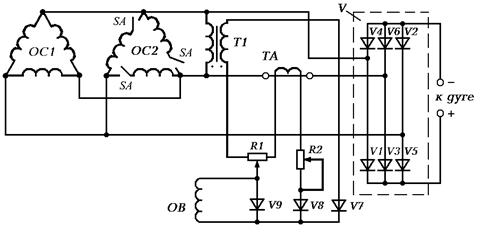
Рисунок 26 - Схема электрическая принципиальная генератора
Обмотка возбуждения закреплена в промежутке между пакетами ротора на статоре. По этой обмотке протекает постоянный ток, который образует магнитный поток, замыкающийся через вращающиеся пакеты ротора. При этом один пакет получает полярность .
Магнитный поток, пересекая рабочие обмотки статора, индуктирует в них синусоидальные ЭДС, сдвинутые на При пуске в обмотке статора индуктируется ЭДС 5 - 10 В остаточным магнитным потоком. Эта ЭДС трансформируется согласующим трансформатором через выпрямитель . При нагруженном генераторе питание обмотки возбуждения дополняется напряжением, поступающим с трансформатора . Плавное регулирование сварочного тока в пределах каждого диапазона токов обеспечивается переносным резистором Обмотка статора соединена с выпрямительным блокомАппаратура управления, трансформаторы системы возбуждения помещаются в надстройке. Пропеллерный вентилятор охлаждает силовой выпрямительный блок, а также вентилирует надстройку и генератор.
Падающая внешняя характеристика генератора получается за счет большого индуктивного сопротивления обмотки статора.
Следует иметь в виду, что в индукторных одноименнополюсных генераторах процесс восстановления напряжения на дуге длится сравнительно долго (Вследствие благоприятных переходных процессов статорные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла на разбрызгивание, стабильным горением и эластичностью дуги, поэтому от этого генератора может легко варить сварщик с недостаточно большим опытом сварки.
Сварочные преобразователи
Сварочный преобразователь - это источник питания сварочной дуги постоянным током. Он представляет собой (см. рис. 27) электромагнитную установку, состоящую из приводного электродвигателя и сварочного генератора.
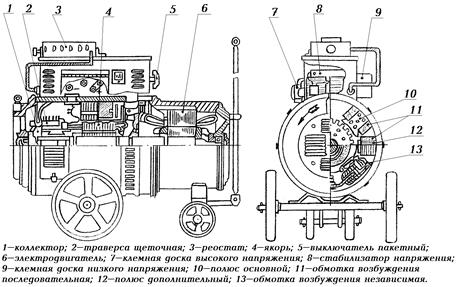
Рисунок 27 - Преобразователь сварочный ПД - 501 У2
Большинство преобразователей выпускаются в однокорпусном исполнении, поэтому якорь генератора и ротор электродвигателя изготавливаются на одном валу. В качестве привода генератора применены короткозамкнутые трехфазные асинхронные электродвигатели. Генератор преобразователя может быть как коллекторным, так и индукторным. Из коллекторных генераторов в преобразователях используются как генераторы с независимым возбуждением, так и с самовозбуждением. В зависимости от назначения преобразователя его генератор может быть как с падающий, так и с жесткой внешней характеристикой. В универсальных преобразователях используется универсальный генератор.
Электродвигатели преобразователей позволяют соединять их статорную обмотку "звездой" или "треугольником", что дает возможность включать преобразователь в сеть напряжением 220 или 380 В. Для этого начала и концы всех фаз статорной обмотки выведены в надстройку преобразователя, на специальную клеммную доску, где пересоединение их производится с помощью перемычек.
При подключении преобразователя к сети необходимо проверить совпадает ли сторона вращения якоря генератора с направлением стрелки, отлитой на корпусе генератора (против часовой стрелки). При вращении якоря генератора в другую сторону, в генераторах с независимым возбуждением, изменится направление магнитного потока независимой обмотки возбуждения, что приведет к изменению его внешней характеристики, а в генераторах с самовозбуждением изменится направление магнитных потоков и параллельной и последовательной обмоток возбуждения, поэтому его внешняя характеристика не изменится, но изменивший направление результирующий магнитный поток размагнитит полюса генератора, вследствие чего он перестанет самовозбуждаться. Если направление вращения якоря генератора противоположно направлению стрелки, необходимо на клеммой доске высокого напряжения (где генератор подключается к сети) поменять местами две любые фазы.
Включение и выключение преобразователя производится трех полюсным пакетным выключателем. В преобразователях с генераторами с независимым возбуждением одновременно с двигателем к сети подключается питание независимой обмотки возбуждения. Пакетный выключатель служит для прямого пуска и не защищает электродвигатель от сетевых перегрузок, поэтому подключать преобразователь к питающей сети необходимо через магнитный пускатель или автоматический выключатель.
Для предотвращения создания помех теле- и радиоприему при работе двигателя в преобразователях в каждую фазу двигателя включены конденсаторы КБГ емкостью 0,02 мкФ, на напряжение 600 В, которые размещены в надстройке преобразователя (распределительном устройстве).
Преобразователи имеют защищенное исполнение с само вентиляцией. Корпус преобразователя установлен на колеса для передвижения на небольшие расстояния.
Современные преобразователи предназначены для работы, как в закрытых помещениях, так и на открытом воздухе. При работе на открытом воздухе их необходимо помещать под навесом, для исключения попадания на них атмосферных осадков.
Таблица 1 - Технические характеристики преобразователей
Современные серийные сварочные преобразователи:
Преобразователь сварочный ПД – 3101 У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. В качестве приводного двигателя используется электродвигатель АИРШ32В2 УЗ, 3000 об/мин 11 кВт, питающийся от сети на 380 В, 50 ГЦ, обеспечивая устойчивый режим сварки при колебании напряжения в сети.
Номинальный сварочный ток 315А при ПН 60% , пределы регулирования сварочного тока 30 - 375 А, номинальная потребляемая мощность 17,4 кВт, габаритыПреобразователь сварочный ПД - 4000 У2 предназначается для одного поста при ручной сварке, резке и наплавке постоянным током. В качестве электродвигателя используется электродвигатель 4АМВ 160 А, 300 об/мин, 17 кВт, питающийся от сети 380 В. Обеспечивается устойчивый режим сварки при колебаниях напряжения в сети.
Номинальный сварочной ток 400 А при ПН 60%, номинальная потребляемая мощность 24 кВт, габаритыСварочные агрегаты
Сварочные агрегаты относятся к категориям передвижных энергетических установок, приспособленных к работе в полевых условиях. На транспортном средстве передвижения они могут размещаться постоянно или временно. Агрегаты с временным размещением на транспортном средстве монтируются на рамах без колес и транспортируются в кузове автомобиля. Некоторые агрегаты монтируются на рамах с колесами и соединяются с транспортными средствами в виде прицепа. Агрегаты с постоянным размещением на транспортных средствах монтируются на шассе автомобиля, трактора трубоукладчика.
Сварочные агрегаты предназначены для ручной дуговой сварки и резки металлов штучными электродами и механизированной сварки под флюсом.
Сварочные агрегаты подразделяются:
по типу первичного двигателя - на агрегаты с бензиновыми и дизельными двигателями;
по способу охлаждения двигателя - с воздушным и жидкостным охлаждением;
по типу генератора - на коллекторные и индукторные;
по числу сварочных постов - на однопостовые и многопостовые;
Основными элементами сварочного агрегата являются:
двигатель внутреннего сгорания (бензиновый или дизельный); сварочный генератор, пульт управления с контрольно-измерительными приборами;
топливный бак, аккумуляторная батарея для электростартерного пуска двигателя;
выносной реостат для регулирования сварочного тока;
металлический капот для защиты от атмосферных осадков и пыли.
Корпус двигателя и генератора соединяются между собой жестко фланцевым сочленением. Двигательно-генераторный блок устанавливается на раму непосредственно или через резиновые амортизаторы. Валы двигателя и генератора соединяются между собой полужесткой муфтой.
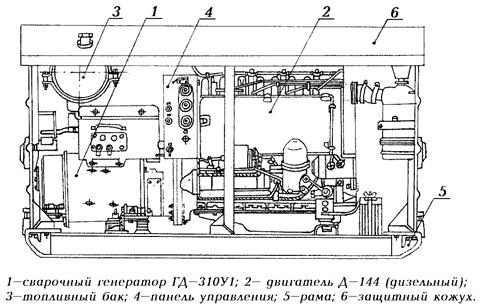
Рисунок 28 - Общий вид сварочного агрегата АДД - 305
В сварочных агрегатах используются генераторы с самовозбуждением. Коллекторные генераторы - с параллельной намагничивающей и последовательной размагничивающей (подающая внешняя характеристика) или подмагничивающей (жесткая внешняя характеристика) обмотками возбуждения. В агрегатах используются как коллекторные; так и индукторные генераторы. Следует иметь в виду, что сварочные агрегаты постоянно должны находиться в эксплуатации, т.к. в генераторах с самовозбуждением при их длительной не эксплуатации размагничиваются полюса, и они перестают возбуждаться.
Все агрегаты сходны по конструкции, но отличаются типами генераторов и двигателей. В агрегатах с коллекторными генераторами, в отличие от сварочных преобразователей имеется дополнительный способ плавного регулирования величины сварочного тока и напряжения - изменением скорости вращения двигателя, т.е. "газом".
Из коллекторных генераторов в агрегатах широко используется генераторы; ГСО-300-5; ГД-303; ГД-305; ГД-310; ГСО-300М; ГД-312; ГД-314
Из индукторных генераторов наиболее широко используются в агрегатах генераторы: ГД-304; ГД3121; ГД-316; ГД-4002; ГД-3122;
В агрегатах с бензиновыми двигателями широко применяются двигатели: ЗМЗ-320-01; АБ8М (Москвич-408) Зил-164. В качестве дизельных двигателей в агрегатах используются двигатели: 302-01; Д-1444; Д-21А1; Д-240Л; ЯАЗ-М204Г.
Технические характеристики некоторых сварочных агрегатов приведены в таблице 2.
Таблица 2 - Технические характеристики сварочных агрегатов
Сварочный агрегат АДД-4004
Наиболее распространенными видами соединений металлических деталей и конструкций являются сварные. Они применяются в быту и производстве, в строительстве зданий и мостов. Широкое применение электродуговой сварки обуславливает разнообразие аппаратов для такой работы. Они отличаются техническими параметрами и особенностями устройства.

Иногда возникает необходимость производить соединение деталей сваркой в местах, где отсутствует электричество или нет возможности подключиться к нему. Для таких случаев сконструировали мобильные установки, работающие от собственного источника энергии. Они монтируются на шасси, имеют двигатель внутреннего сгорания и генератор. Ярким примером их может служить дизельный сварочный агрегат марки АДД-4004.
Особенности передвижных сварочных агрегатов
Большие мобильные сварочные установки отличаются от стационарных или компактных переносных аппаратов наличием колес, двигателя, генератора энергии и оборудования для создания электрической дуги высокой мощности. Такие устройства используют в полевых условиях при выполнении аварийных или монтажных работ.
В качестве двигателя применяют бензиновые или дизельные ДВС. Первые более компактные и дешевые, но имеют меньшие показатели мощности (5–15 кВт) и более короткие сроки эксплуатации. У дизельных генераторов этот параметр достигает 25 кВт при воздушном охлаждении, до 500 кВт при применении жидкостной системы отбора тепла.
Данный аппарат выпускается заводом «Уралтермосвар». Буквы и цифры в условном обозначении имеют следующую расшифровку:
- А – агрегат;
- Д – дуговой;
- Д – дизельный;
- число 40 – величина номинального рабочего тока в десятках ампер;
- последнее число (04) – порядковый регистрационный номер.
Принцип действия основан на преобразовании потенциальной энергии жидкого топлива в электричество посредством вращения частей ДВС и генератора, в результате чего получается постоянный ток, достаточный для плавления металла. Основные узлы сварочного агрегата АДД-4004:
- несущая рама (шасси) с двумя (четырьмя) колесами и прицепным устройством;
- дизельный двигатель внутреннего сгорания;
- сварочный электрогенератор;
- вспомогательные устройства.
Установка обеспечивает эффективную работу одного поста сварки, не нуждается в подключении к силовой сети, может использоваться в качестве питания другого электрооборудования.
Технические характеристики
На агрегат для дуговой сварки модели АДД-4004 устанавливают дизельный четырехтактный двигатель Д144 мощностью 50 л.с. (37 кВт), рабочий вал которого вращается со скоростью 1800 оборотов в минуту, система охлаждения воздушная. Стандартный расход топлива — около 4,4 кг в час. Вес АДД-4004 в снаряженном состоянии составляет чуть больше 1 тонны. Параметры постоянного тока:
- диапазон регулировки 45–430 А;
- номинальная величина 400 А;
- напряжение холостого хода 70 В;
- номинальное напряжение 36 В.
Толщина рабочих электродов от 2,0 до 6,0 мм. Диапазон эксплуатационных температур: –40…+40 ◦ С. Габаритные размеры установки составляют 224х100х130 см.
Сварочный агрегат АДД-4001
АДД-4001 по устройству похож на уже описанную установку, хотя отдельные технические характеристики отличаются. Он обеспечивает электропитанием одно рабочее место дуговой сварки/резки или наплавки металлов на открытом воздухе. Силовая установка такая же, как у АДД-4004. Причем величину тока сварочного агрегата АДД-4001 можно настраивать дистанционно плавно или ступенчато.

Технические параметры
При одинаковом оснащении технические характеристики сварочного агрегата АДД-4001 почти не отличаются от АДД-4004. Параметры рабочего постоянного тока:
- пределы регулировки 60–450 А;
- номинальная величина 400 А;
- напряжение холостого хода 100 В;
- номинальное напряжение 36 В.
При номинальной нагрузке дизельный двигатель Д144-81 потребляет около 4,9 кг топлива в час. Сварочный агрегат рассчитан на работу при температуре окружающей среды в пределах –45…+45 ◦ С. Объем топливного бака составляет 60 л.
Сварочные агрегаты АДД-4004 — АДД-4001 очень схожи между собой и не имеют принципиальных отличий.
Заключение
Передвижные агрегаты АДД незаменимы при проведении сварочных работ в труднодоступных местностях, где нет электросетей. Благодаря креплению оборудования на шасси, его можно транспортировать при помощи тягача на дальние расстояния даже при отсутствии хороших дорог. Технические возможности установки позволяют сваривать или резать металл большого сечения при помощи электродов. Единственный недостаток агрегата – увеличенный расход топлива, поэтому для работы нужно иметь его достаточный запас.
Все оборудование - Настроить слоган
Внимание!
Все приведенные на сайте цены
и характеристики товаров носят
исключительно ознакомительный
характер и не являются публичной
офертой, определенной пунктом 2
статьи 437 Гражданского кодекса
Российской Федерации.
Сварочный агрегат АДД. Характеристики. Виды. Обзор.
Вы здесь

Сварочный агрегат – это высокотехнологичное устройство, без которого не обойтись на производстве, когда нет возможности подключить аппаратуру к электросети. Обычно, сварочный агрегат на шасси незаменим в условиях уличных работ, также без устройства не обходится ни одна стройка и крупное предприятие. По сути, сварочный агрегат, это выгодное сочетание сварки и генератора. Используется для разрезания и скрепления различных металлов посредством сварки.
Пожалуй, основными отличиями данного варианта сварки от прочих, можно назвать мобильность и независимость от источника питания, а также беспроблемную транспортировку, как на руках, так и автотранспортом. Агрегаты на шасси отлично показали себя в полевых условиях, под фразой «полевые условия», подразумевают использование аппаратуры на улице. Как раз это и объясняет, почему автономные варианты изготовлены с расчетом на сложные погодные условия (жару, осадки, ветер), которые присущи некоторым регионам. По сути, сварка состоит всего из двух основных частей: двигатель (отвечает за подачу питания) и генератора, который отвечает за ток. Помимо них, некоторые версии автономной сварки могут быть оснащены следующими системами: генератор тока, специальный прибор, который прогревает землю или бетон, устройство, регулирующее силу сварочного тока, блок плазменно-воздушной резки, механизм просушивания намокших электродов.
Опираясь на технические параметры можно выделить следующие разновидности автономной сварки:
- · с воздушным или водяным охлаждением двигателя;
- · с бензиновым или дизельным двигателем (например, дизельный агрегат АДД 4004);
- · с вентильным или коллекторным генератором;
- · работающей на переменном или постоянном токе;
- · существует агрегат сварочный двухпостовой, однопостовой и многопостовой;
- · с различными показателями номинального тока, от 250 до 500 ампер;
- · по способу перевозки – самоходный, передвижной, стационарный, ручной транспортировки.
Грамотное использование сварочного устройства
Благодаря практичности, автономности, функциональности, универсализму и дополнительным функциям можно успешно использовать сварку не только в «поле», но и просто в условиях, где необходима автономность, ввиду отсутствия питания. Правда, необходимо помнить, что агрегат сварочный передвижной АДД – технически сложный прибор, вследствие чего, если его неправильно эксплуатировать и не соблюдать базовые правила – можно забыть про надежную и долгую службу.

Если вы хотите, чтобы приобретенный сварочный аппарат долгие годы успешно и качественно выполнял свою первостепенную задачу, нужно принять во внимание следующие пункты:
- · назначение прибора (профессиональное или для домашнего использования), например, САК АДД 4004 – типичный представитель профессионального оборудования;
- · возможность транспортировки;
- · прогнозируемая интенсивность работы;
- · система защиты;
- · возможность автономной работы.
Если вы приобретаете сварочный аппарат для использования его в изолированном помещении, то заранее нужно озаботиться вытяжкой, дабы выводились газы от работы двигателя на дизтопливе, как в случае с АДД 2х2502 , либо установить аппаратуру в продуваемом помещении. Кроме этого, нужно заранее учитывать и следующие пункты: тип двигателя, время работы, сфера использования. Также крайне важно определиться с наличием запитывания от электросети.
Использовать сварочное устройство должны только прошедшие специальное обучение люди, обязательно иметь за плечами аттестат и солидный опыт. Кроме этого, специалист должен разбираться в базовых принципах электрической техники, быть осведомленным об устройстве и работе генераторов и электродвигателей, разбираться в основных неисправностях и знать все о выбранной модели, например, АДД 4004 , характеристики и возможности которого всегда должны быть в голове у сварщика. Только в таком случае возможна профессиональная эксплуатация прибора.
Как устроен сварочный агрегат
Чтобы детально понять, как работает устройство, например, сварочный агрегат САК , нужно в деталях разобраться в его механизме. В конструктивном плане, это можно представить как современную технологичную начинку, упакованную в прочный корпус. Выше мы уже писали, что все агрегаты, как универсальные, так и узкоспециализированные состоят всего их двух центральных компонентов: двигателя и генератора. Помимо этого, есть следующие узлы:
- · топливная емкость;
- · приборы измерения и контроля;
- · панель управления;
- · аккумуляторные батареи;
- · отвечающий за регулировку тока реостат;
- · ниша для инструментов.
Как основные, так и дополнительные узлы закреплены на рамке крепкого металлического корпуса, который отвечает за сохранность конструкции и оберегает ее от механических повреждений, и негативного воздействия погодных факторов. Благодаря такой продуманной конструкции можно успешно использовать сварочный агрегат на открытом воздухе, как в жару, так и в мороз, как в снег, так и в дождь, не опасаясь, например, что в генератор ГД 4004 попадет вода.

Конструкция устройства продумана до мелочей, например, сбоку и на тыльной части есть специальные дверцы, через которые осуществляется доступ к внутренним частям сварки, что облегчает ремонт. Для удобства в использовании и перевозки ночью или ранним утром, сварочный агрегат Д 144 можно оборудовать специальным прожектором.
Схема сварочного устройства
Абсолютно любое сварочное устройство работает по одной базовой схеме, ее специально создали для максимального КПД. Именно поэтому, сварщику нужно досконально изучить теорию и быть готовым использовать схему. Компании-изготовители современного оборудования предлагают широчайший ассортимент, поэтому всегда можно выбрать наиболее подходящую под ваши задачи модель. При этом даже с виду одинаковые аппараты отличаются по ключевым узлам, но вот схема и механизм работы всегда остается идентичным. Пожалуй, основная задача, для которой нужна схема – это запитывание стабильным напряжением, без него невозможна стабильная работа устройства.
Помимо этого, схема отвечает за получение электрической дуги, без которой не выйдет сделать аккуратный и профессиональный сварочный шов, они важны не только с эстетической, но и с технической стороны. Кроме этого, каждая конкретная марка может рекомендовать собственную схему, которая была рассчитана на максимальную производительность конкретного аппарата, например АДД 5001 .
Сварочный колёсный АДД

Пожалуй, самым удобным вариантом является агрегат сварочный АДД 4004 . Данный вариант хорош тем, что сварка передвигается на колесах и может легко транспортироваться и использоваться в самых условиях. Наличие колес позволяет спокойно перевозить сварку и без автомобиля, два человека спокойно перетянуть ее из одной части завода в другую, а если нужно доставить сварку, например, в пригород, то ее можно прицепить в качестве прицепа к любому автомобилю.
Шасси дает возможность в разы улучшить несущие параметры автономной сварки. Ведь вес устройства – довольно большой, а система шасси нивелирует давление на почву, поэтому аппаратуру легко доставить даже в заболоченную местность.
Ремонт сварочных АДД

Большинство современных агрегатов характеризуются максимально безопасной и качественной работой, высокой функциональностью и скромными размерами. Однако, это механизм и всегда стоит учитывать «усталость металла», поэтому даже самая совершенная техника временами выходит из строя. Практическое использование сварки показало, что большинство поломок аппаратуры происходит из-за нижеуказанных факторов:
- · банальное несоблюдение правил использования, либо эксплуатация устройства с поврежденным узлом, а также применение сварки не по прямому назначению;
- · длительное использование аппаратуры, без специальной защиты от нагревания;
- · проведение сварочных работ в грязном помещении, либо наличие высокой влажности;
- · неправильное подключение сварки к сети, либо неграмотное завершение использования;
- · попадание внутрь защитного кожуха пыли, металлической и древесной стружки;
- · неверно выбранный ток;
- · неисправности кабеля различного рода.
Большинство потребителей имеют лишь базовые знания в ремонте электротехники. Вот только данное устройство является довольно специфической и сложной аппаратурой, а не каким-нибудь шуруповертом, где ничего и знать не нужно поэтому, если сварка вышла из строя, стоит обратиться в специальную мастерскую. Только там имеется необходимое оборудование и обученный персонал, благодаря чему можно рассчитывать на профессиональный и качественный ремонт. Более того, такие сервисные центры сотрудничают с поставщиками запчастей, что позволит несколько сэкономить на расходах.
Обученные ремонтники быстро разберутся с неисправностью и оперативно отремонтируют вышедший из строя узел. Само собой, по окончанию ремонтных работ на специальном стенде сварка проходит полную проверку. Если вы будете и дальше использовать полурабочую сварку, это может привести к непредсказуемым последствиям. Как только было замечено малейшее отклонение от нормы – смело везите сварку на ремонт. А самым верным решением станет не ждать, пока появятся проблемы в работе оборудования, а вовремя привозить аппарат на плановый техосмотр.
Агрегат сварочный АДД-2х2501В
Агрегаты сварочные АДД-2х2501В (2 поста 250 А или 1 пост 400 А, вспомогательный генератор 4 кВт, термопенал, на раме, дизель Д-144/Д-242) обеспечивают питание двух независимых сварочных постов при ручной дуговой сварке, наплавке и резке металлов постоянным током, а также питание электроинструмента и освещения. Агрегат оснащен термопеналом на 8 кг с питанием от сварочной цепи для поддержания электродов в сухом состоянии. Обеспечивают устойчивую сварку на токах от 30А, имеют приборы контроля режима сварки - амперметр и вольтметр - на каждом сварочном посту. Взаимное влияние постов - не более 3%.
Соответствие стандартам:
Агрегаты соответствуют нормам ГОСТ 2402 "Агрегаты сварочные. Общие технические требования", а также всем нормам безопасности (сертификат соответствия).
Аттестован АЦ НАКС на НГДО, ГО, ОХНВП, КО, ПТО.
Аттестован АЦ "Газпром", включен в:
- СТО ГАЗПРОМ 2-2.2-136-2007 "Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I";
- СТО ГАЗПРОМ 2-2.2-137-2007 "Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть II";
- СТО ГАЗПРОМ 2-2.2-115-2007 "Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно" (Северо-Европейский газопровод);
- "Инструкция по сварке магистрального газопровода "Бованенково-Ухта" с рабочим давлением до 11,8 МПа включительно".
Возможно конструктивное исполнение "Север" - для работы в тяжелых климатических условиях:
- статор сварочного генератора изготавливается с трехслойной пропиткой изоляционным лаком и двухслойным покрытием лобовых частей катушечных групп эмалью ГФ-92-ХС;
- комплектуется пластиковой маской сварщика НН-10, электрододержателями DE-2300 (на номинальный ток 300 А) и клеммой заземления фирмы «КОРД».
Регулирование сварочного тока - ступенчатое в 4-х диапазонах: 25 - 75А, 75 - 130А, 130 - 200А, 200 - 250А производится дистанционно легким выносным регулятором с рабочего места сварщика на удалении до 20 метров от агрегата.
В агрегате установлен сварочный генератор ГД-2х2501У2, аттестованный по основным сварочным свойствам: начальному зажиганию дуги, стабильности процесса горения дуги, эластичности дуги, качеству формирования шва и разбрызгиванию металла. По результатам аттестации указанные свойства находятся на уровне или выше аналогичных характеристик коллекторных генераторов.
Конструкция генератора обеспечивает, в случае необходимости, параллельную работу постов на одну дугу. При этом токи постов суммируются и тем самым реализуется вариант однопостового 400-амперного генератора.
Агрегат имеет цельный сварной каркас из швеллера, защищающий его от механических повреждений в тяжелых условиях эксплуатации.
Рациональное расположение всех органов управления агрегата обеспечивает удобство в работе и доступ для технического обслуживания и ремонта.
Емкость топливного бака -120 л - наибольшая среди всех известных агрегатов.
Температура эксплуатации агрегата от -40°С до +40°С.
Основные технические характеристики:
| Наименование параметра | Значение |
|---|---|
| Режим сварки | |
| Число постов сварки | 2 |
| Номинальный сварочный ток поста (при ПН-60%), А | 250 |
| Номинальное рабочее напряжение, В | 30 |
| Пределы регулирования сварочного тока, А | 30-250 |
| Напряжение холостого хода, В | 90 |
| Вспомогательный генератор электропитания | |
| Мощность, кВт | 4 |
| Номинальное напряжение (при 50 Гц), В | 230 |
| Данные двигателя | |
| Тип двигателя | Д-144 |
| Мощность двигателя, кВт/л.с. | 37/50 |
| Охлаждение | воздушное |
| Номинальная частота вращения, об./мин | 1800 |
| Общие данные | |
| Габаритные размеры, мм | 2420 х 1000 х 1300 |
| Масса, кг | 1250 |
Комерческое предложение
Сварочные агрегаты АДД, Купить, цена приемлимая.
В последние несколько лет все больше промышленных и строительных работ производится в местах, где отсутствует централизованное электроснабжение. А если учесть тот факт, что среди работ, проводимых на подобных объектах, отдельное место занимают сварочные работы, которые производится при помощи электрических сварочных аппаратов, то у многих возникает проблема – как проводить работы, когда нет электроэнергии, а график строительства достаточно плотный. В такой ситуации существует два выхода – использовать существующие дизельные генераторы с подключенными к ним сварочными инверторами или же просто купить сварочные агрегаты АДД.
Что такое сварочный агрегат АДД
Сварочные агрегаты АДД используются для того, чтобы обеспечить питанием один или два поста при ручной дуговой сварке, резке и плавки металлических поверхностей при помощи постоянного тока. При работе таких аппаратов могут использоваться как плавящиеся, так и неплавящиеся электроды. Чаще всего подобное энергетическое оборудование применяется на строительных объектах, при организации работ, связанных с дорожным и коммунальным строительством, при строительстве нефте и газопроводов. Сварочные агрегаты АДД, цена которых ниже, чем приобретение отдельно дизельного генератора и сварочного инвертора, обладают целым рядом неоспоримых достоинств, среди которых основными можно считать их неприхотливость и простота в обслуживании.
Особенности АДД
Использование такого сварочного оборудования позволяет обеспечить строительную площадку не только возможностью электродуговой сварки, но и может выполнять роль дизельной электростанции. Сварочный генератор, который установлен на АДД, индукционного типа, в нем отсутствует щеточный узел. Конструкция генератора максимально упрощена, поэтому он может ремонтироваться даже в полевых условиях или в тяжелых климатических условиях эксплуатации. При этом вовсе необязательно иметь высококвалифицированный технический персонал и специальное оборудование для ремонта. Наша компания предлагает несколько базовых модификаций АДД, которые рассчитаны для режима максимальной нагрузки в сложных эксплуатационных условиях.
Одной из отличительных особенностей, которые имеются в предлагаемых нашей компанией сварочных агрегатов АДД, является то, что в них изначально установлено ограничение тока холостого хода. Исполнение сварочного оборудования возможно, как на колесной базе, так и на стойках или салазках.
Достоинства АДД
Перед тем как купить сварочный агрегат АДД, стоит знать о его достоинствах, к которым можно отнести:
· Аппарат может транспортироваться при помощи легкового авто, без дополнительных систем торможения;
· Шасси, на базе которого изготовлен сварочный аппарат, облегчено, что повышает его маневренность и простоту использования;
· Небольшие габариты позволяют доставлять агрегат в любые, даже сложно доступные места;
· Уровень шума снижен за счет использования шумоизоляционных материалов нового поколения;
· Агрегат оснащается простой системой индикации и управления.
Покупка дизельного агрегата АДД в нашей компании – это просто решение достаточно сложных вопросов, связанных с проведением строительных и монтажных работ в сложных эксплуатационных условиях. Мощности такого оборудования вполне достаточно для проведения сварочных работ в один-или два поста. Высокие показатели надежности, простота использования и невысокая стоимость – это далеко не полный перечень положительных качеств дизельных сварочных агрегатов АДД, предлагаемых нашей компанией.
Читайте также: