В чем сущность сварки нагретым инструментом
Обновлено: 30.06.2024
Процесс непрерывно-последовательной сварки термопластов употребляется для сварки оболочек из тонкого пластиката. Сварочное устройство состоит из двух роликов, между которыми зажимается и проходит с заданной скоростью свариваемая пленка. Нижний, заземленный ролик является ведущим. К роликам подключено высокочастотное напряжение. Верхний электрод-ролик имеет диаметр 25—30 мм и ширину 2—4 мм, а нижний — диаметр 60 мм и ширину около 10 мм. Иногда применяют сдвоенную систему из параллельно расположенных пар роликов для получения особо прочного двойного шва. [c.296]
| Таблица 43. Параметры режимов сварки термопластов |
Для переработки полимерных материалов эффективно использование СВЧ-энергии. На базе исследований в области СВЧ-энергетики разработаны новые технологические процессы сварки термопластов, склеивания сотовых конструкций и отверждения стеклопластиков. Скорость нагрева материалов с помощью СВЧ-энергии в 10—15 раз выше, чем при контактном и конвекционном нагреве, при этом обеспечивается оптимальное распределение температуры в нагреваемых деталях, повышается скорость химических реакций, снижается вязкость расплавов. [c.83]
Процесс сварки термопласта состоит в том, что соединяемые детали нагреваются до перехода в вязко-текучее состояние и при сравнительно небольшом дав- [c.306]
Температура сварки термопластов [79] [c.308]
Методы обработки пластмасс (302). Обработка пластмасс резанием (302). Режимы точения пластмасс (303). Режимы фрезерования пластмасс (304). Режимы сверления пластмасс (305). Сварка пластмасс (306). Свариваемость пластмасс (307). Температура сварки термопластов (308). Техническая характеристика машин для сварки пластмасс токами высокой частоты(308). Состав эпоксидных пластмасс, применяемых для изготовления оснастки (309). Состав эпоксидных пластмасс, применяемых для изготовления установочных приспособлений металлорежущих станков(309). Состав эпоксидных смол, применяемых для изготовления пресс-форм (310). [c.537]
Температура сварки термопластов [106] [c.340]
Рио. 6. Сварка термопластов газовыми теплоносителями 1 — сварочная горелка 2 — 3 — зона нагрева [c.153]
Тогда как это изобретение в США долгое время оставалось без внимания, во многих странах Европы сварка ПМ нагретым газом получила широкое распространение (в частности в Германии в производстве конструкций из ПВХ). После второй мировой войны этот способ стали применять в нашей стране и в США. Уже в начале 40-х гг. XX в. появилась первая зарубежная публикация по сварке термопластов [13] и была защищена первая диссертация [14], в которой освещались вопросы технологии сваркинагретым газом и результаты исследований других способов сварки ПМ. Но широкое развитие сварки ПМ в те годы сдерживалось отсутствием достаточного количества пригодных для ее осуществления материалов. [c.325]
Правильность предположения, что сварка термопластов обусловлена диффузией макромолекул из одного слоя в другой, подтверждается тем, что качество соединения улучшается при создании условий, способствующих диффузии, то есть при увеличении температуры и продолжительности контакта [2, с. 22], введение в полимер пластификаторов и т. д. [2, с. 30]. Протекание диффузии можно установить по размытости границы раздела[59], с помощью меченых атомов, по равенству энергий активации процессаи диффузии макромолекул полимера [60] или процесса сварки и вязкого течения расплава полимера, по падению прочности соединения с увеличением плотности сетки ПЭ или степени ориентации ПП [61] и т. д. Возражения против диффузионной теории сводились главным образом к тому, что факты, которымиона оперировала, можно объяснить с позиций других теоретических положений [62, с. 21]. [c.341]
При сравнении свариваемости термопластичных ПКМ со свариваемостью не-наполненных термопластов ВЧ-методом необходимо учитывать влияние наполнителя на коэффициент диэлектрических потерь ПКМ, УЗ-методом — на упругие характеристики ПКМ, излучением — на способность материала поглощать ИК, световое или лазерное излучение. Введение электропроводящего наполнителя позволяет применять по отношению к ПКМ методы сварки, неизвестные в технологии сварки ненаполненных полимеров. Так, слоистые термопластичные графито-пласты можно сварить методом, близким по своей сущности к методу контактной сваркиметаллов. Без промежуточных слоев или вкладышей, необходимых при сварке термопластов, ненаполненных или содержащих неэлектропроводящий на- [c.346]
Способ сварки Термопласт V, % [c.414]
Сварка нагретым инструментом (контактная сварка). При этом способе сварки термопластов источником нагрева свариваемых деталей является нагретый инструмент, который передает тепло непосредственным соприкосновением с пластмассой. Используют несколько разновидностей сварки нагретым инструментом (металлическими пластинами, паяльником, горячим прессованием и т. д.), которые отличаются друг от друга оснасткой (видом инструмента) и схемой нагрева. [c.677]
Сварка термопластов горячим прессованием (рис. 286, д) производится путем передачи тепла к месту сварки нагретыми рабочими поверхностямиэлектронагревателей специальных прессов. Свариваемые поверхности пластмассовых деталей 2 и 5, скошенные под определенным углом, зажимают в прессе, рабочие поверхности 3 которого нагреваются электронагревателями 1. При достижении заданной температуры нагрева свариваемых деталей производится выдержка под давлением при этом электронагреватели отключаются. В процессе выдержки рабочие поверхности пресса охлаждаются водой, проходящей по каналам 4. Горячим прессованием можно осуществить и стыковую сварку, но при этом свариваемые детали получают осевое сжатие. Этот метод сварки пластмасс обеспечивает высокую прочность сварного шва и относительно высокую производительность сварочной установки. [c.677]
Наиболее широкое распространение в промышленности получила сварка термопластов с применением газовых теплоносителей. Сущность этого способа заключается в том, что сварка производится струей горячего воздуха или инертного газа, нагреваемых в специальных горелках с электрическим или газовым обогревом. Схема сварочного процесса пластмассовой детали с применением газового теплоносителя показана на фиг. 26. В качестве присадочного материала применяются прутки из той же пластмассы, которая сваривается. [c.57]
Пр1> сварке термопластов нагрев должен быть возможно более кратковременным (во избежание разложения материала), а температура не должна превышать температуры разложения. [c.397]
Обычно сварку трением применяют для соединения тел вращения (труб, цилиндров и т.п.). В связи с тем что при сварке трением детали подвергаются давлению, этот способ применим только для сварки твердых термопластов. Вследствие того что этим способом могут быть сварены немногие изделия, сварка трением применяется реже, чем другие виды сварки термопластов. [c.407]
При нагревании термопластов необходимо иметь в виду, что температура вязко-текучего состояния очень близка, а иногда и равна температуре начала деструкции (разложения) материала, теряющего при этом механическую прочность и другие ценные свойства. Степень разложенияматериала определяется не только температурой нагрева, но и длительностью ее воздействия. Поэтому при сварке термопластов нагрев материала должен быть возможно более кратковременным, с точным соблюдением установленной температуры нагрева. При кратковременном нагреве материал может быть нагрет несколько выше температуры начала деструкции без заметного изменения свойств. Температурные интервалы нагрева некоторых термопластов при сварке следующие, ° С [c.294]
| Таблица 3.20. Свариваемость и температура сварки термопластов |
Горелки специальные. В соответствии с большим разнообразием работ по газопламенной обработке металлов и других материалов разработан и находит применение целый ряд горелок специального назначения. К таковым относятся, например, горелки ГАО-60 для газопламенной очистки металла от ржавчины и краски газовоздушные горелки для пайки и нагрева типов ГВП-1, ГВП-3, ГВП-4, работающие на пропан-бутане, метане, природном и коксовом газах, ацетилене керосино-кислородные горелки на распыленном жидком горючем многопламенные горелки для газопрессовой сварки горелки ГГП-1-66 для сварки термопластов, работающие на пропан-бутан-воздушной смеси, продукты сгораниякоторой используются в качестве теплоносителя при сварке винипласта, оргстекла, полиэтилена и других пластмасс толщиной до 25 мм горелки ГЭП-1А-67 с электроподогревом газа-теплоносителя (воздуха, азота и др.), используемого для нагрева и сварки термопластов закалочные горелки и закалочные наконечники для поверхностной термообработки деталей и многие другие. [c.79]
Этот вид сварки термопластов напоминает газовую сварку металлов. Отличие состоит в том, что свариваемый материал и присадочный прутокбыстро нагревают не пламенем, а горячим воздухом. Материал размягчается настолько, что прижатием руки можно создать плотный контакт свариваемых элементов и присадочного прутка. [c.334]
Для сварки термопластов в условиях авторемонтных предприятий можно рекомендовать два способа — сварку в струе горячего воздуха и контактный способ. [c.148]
Прочность сцепления при сварке термопластов в значительной степени зависит от состояния свариваемых поверхностей и присадочного материала. Поверхность должна быть чистой, ровной и обезжиренной. [c.149]
| Рис. 5-27. Газовая сварка термопластов. |
Специальные горелки и резаки. Для газопламенной обработки материалов наряду с универсальными используют специальные горелки и резаки для термической обработки, поверхностной очистки, пайки, сварки термопластов, газопламенной наплавки и др., резаки для поверхностной, копьевой, кислородно-флюсовой резки,, для резки металла больших толщин. [c.98]
Процесс сварки термопласта состоит в том, что соединяемые детали нагреваются до перехода в вязко-текучее состояние и при сравнительно небольшом давлении соединяются между собой. Таким обоааом. особей- [c.339]
Методы обработки пластмасс (334). Обработка пластмасс резанием (334). Режимы точения пластмасс (335). Режимы фрезерования пластмасс (336). Режимы сверления пластмасс (337). Режимы разрезки пластмассабразивными кругами (.338). Режимы шлифования изделий из пластмасс абразивными кругами (338). Сварка пластмасс (339). Свариваемость пластмасс (340). Температура сварки термопластов (340). Состав эпоксидных пластмасс, применяемых для изготовления оснастки (341). Состав эпоксидных смол, применяемых для изготовления иресс-форм (341). [c.542]
Оценка свариваемости пластмасс. Процесс сварки термопластов состоит в активации свариваемых поверхностей деталей, либо находящихся уже в контакте (сварка ТВЧ, СВЧ), либо приводимых в контакт после (сварка нагретым инструментом, газом, ИК-излучением и т.д.) или одновременно с активизацией (сварка трением, УЗ-сварка).При плотном контакте активированных слоев должны реализоваться силы межмолекуляр-ного взаимодействия. [c.105]
СВАРКА ТЕРМОПЛАСТОВ — процесс неразъемного соединенияконструкций, деталей, листов, пленок и др. изделий из термопластов при нагреве мест соединения до пластич. состояния и примепении внешнего усилия на шов. С. т. характеризуется взаимной диффузией свариваемых поверхностей и основана на способности термопластов переходить в вязкотекучеё состояние в определенных для каждого материала диапазонах темп-р, а после охлаждения вновь приобретать первоначальные св-ва. Преимущества С. т. перед др. способами соединения идентичность св-в сварного шва и основного материала герметичность и высокая прочность сварного соединения возможность прочно соединять несклеи-вающиеся полимеры (фторопласт-4, полиэтилен, полинронилен), механизировать и автоматизировать процесс, одновременно со сваркой декоративно обрабатывать шов и производить обрезку быстрота выполнения соединения. [c.152]
Индукционная сварка. При необходимости сварки термопластов, имеющих низкий фактор потерь, может быть применен индукционный способ сварки. Этот способ был предложен в английском патенте № 597666 для изготовления сосудов ифполиэтилена. Способ сварки заключается в следующем. В днище бутыли закладывается металлическое кольцо. Затем днище вводят в индуктор и нагревают металлическое кольцо в магнитном поле высокой частоты. Кольцо нагревают до тех пор, пока находящийся около него полиэтилен не расплавится и под давлением не образует прочное соединение при этом кольцо оказывается полностью погруженным в полиэтилен. В Советском Союзе этот способ сварки не нашел пока еще широкого применения. [c.92]
Широкие экспериментальные исследования, базирующиеся на основных положениях физики. и химии полимеров, начались позднее, в 1950-е-1960-х гг. Для объяснения механизма сварки термопластов в середине 1950-х гг. была привлечена диффузионная теория аутогезии [2, с. 92]. В первоначальном варианте эта теория описывала один из этапов процесса сварки — этап формирования контакта на микроуровне, в то время как реологическая концепция — этап формирования контакта на макроуровне [29]. Имеется много доказательств того, что в основе взаимодействия между поверхностями при сварке ПМ всевозможного типа лежит прохождение различного рода химических реакций, приводящих в итоге к возникновению не только межмолекулярных, но и межатомных связей [30]. Предположение, что при сварке ПМ происходит химическое взаимодействиемежду поверхностями в результате частичной деструкции полимера и последующей полимеризации мономера, было высказано в одной из первых монографий по сварке ПМ [31]. На возможность разрыва и рекомбинации молекул полимера при высокой температуре сварки, что способствует восстановлению структуры полимера в зоне сварного шва, указали С. С. Воюцкий и Н. А. Гришин [2, с. 98]. [c.330]
В результате изучения механизма сварки ПМ была выявлена новая ее разновидность — химическая сварка. Это, а также уточнение представлений о способе образования соединения термопластов с помощью растворителей как о разновидности сварки, появление новых способов тепловой сварки термопластов, анализ взаимосвязи между этими отдельными способами в рамках одной группы, а также между группами потребовали разработки классификации методов сварки ПМ, отвечающей достигнутому уровню технологии [39]. Эта работа проводилась одновременно с созданием классификации методов соединения деталей из ПМ, что позволило более четко разграничить сварку и склеивание, а также выделить новые их разновидности. После выхода книги [39] работу по классификации методов сварки ПМ продолжили и другие авторы [40, 41]. К сожалению, предложенные ими классификации оказались или более узкими (в них рассматривались только методы сварки термопластов, и деление было дано только по одному признаку — методу нагрева), или содержали неточные соподчинения. Так, например, почему-то сварка литьем под давлением отнесена [40, с. 38] к сварке экструдированной присадкой, в то время как они обе должны быть отнесены к сварке нагретым присадочным материалом (к сварке расплавом). Сварка трениеми сварка вибротрением находятся [c.332]
При производстве защитной футеровки химического обору дования в основном применяют экструзионную сварку, сварку нагретым газом и термоконтактную сварку. Выбор способа зависит от наличия оборудования, размеров и геометрической формы свариваемых деталей, физико-химических свойств и толщины материала. Наиболее хорошо поддаются сварке термопласты, имеющие вязкость расплава в интервале 10 —10 Па-с и с широким интервало.м вязкотекучего состояния (около 50°С). К ним относятся полиолефины, поливинил.клорид, пен-тапластфторопласты Ф-2, Ф-2М, Ф-4МБ,, Ф-40, Ф-42, Ф-26. [c.242]
Процесс сварки термопластичных материалов существенно отличается от процесса сварки металлов. Термопласты не имеют резко выраженной точки плавления, при повышении температуры переходят из твердого состояниявпластичное и затем в вязкотекучее. В пластичном и вязкотекучем состоянии материал приобрега-ет ЛИПКОСТЬ и детали под давлением (обычно небольщим) могут прочно соединяться между собой. Поэтому процесс сварки термопластов состоит в том, что соединяемые детали (а при сварке с присадочным материалом и присадочный пруток) нагреваются и при сравнительно небольшом давлении соепиняются между собой без образования жидкой ванны. [c.392]
Сварка ультразвуком — самый новый вид сварки термопластов. Сварка с помощью ультразвука сходна с высокочастотной сваркой, отличается от последней тем, что нагрев материала происходит под действием ультразвука, подводимого от специального генератора. В настоящее время этот способ находится еще в стадии разработки, но он имеет больщое будущее и нужно ожидать, что в скором времени ультразвуковая сваркатермопластов найдет щирокоеприме нение наряду с другими способами сварки. [c.407]
Термопласты не имеют резко выранхенной температуры плавления они обладают коэффициентом теплового расширения, в 5—6 раз превышающим коэффициент теплового расширения металла. При высокой температуре нагрева термопласты теряют свои физические свойства и переходят из твердого состояния в пластическое и затем в вязко-текучее состояние. Процесс сварки термопластов значительно сложнее, чем сварка металлов. [c.302]
В зависимости от способа нагрева деталей различают следующие методысварки термопластов нагретым газом, трением, нагретым инструментом, токами высокой частоты, ультразвуком, нейтронным облуче-нием. [c.263]
Все фторопласты, за исключением фторопласта-4, представляют собой плавкие полимеры, которые хорошо или удовлетворительно свариваются. Фторопласт-4 из-за чрезвычайно высокой вязкости расплава относят к трудносвариваемым полимерам. Для сварки плавких фторопластов применимо большинство из известных способов сварки термопластов-термоконтактная, экструдированной присадкой, ультразвуковая, для некоторых-сварка ТВЧ и с помощью растворителей. [c.4]
Из промышленных установок для сварки термопластов для фторсодержащих полимеров могут быть использованы клещи КС, настольные установки МСП-17Н, МСП-5М, МСП-17НМ и МСФ (табл. 4.1). [c.53]
Сварка металлов или других материалов ‒ способ, при котором получается неразъемное соединение за счет того, что образуется атомная связь.
Сваривание металла проходит в две стадии:
1. Сначала надо сблизить соединяемые листы или другие детали до того расстояния, на котором начинают действовать межатомные силы. Обеспечить это при комнатной температуре, даже приложив значительные усилия, не получится: на это есть много причин, в том числе высокая твердость металлов, наличие на их поверхности окислов, жиров и других загрязнений. Для того чтобы достичь необходимого контакта, технология сварки металлов предусматривает либо расплавление деталей, либо их пластическую деформацию, которая достигается с помощью большого давления.
2. На втором этапе детали взаимодействуют на уровне атомов. В результате этого при соединении металлов появляются надежные атомные связи, а при соединении полупроводников, диэлектриков образуются прочные ковалентные или ионные связи.
Сварка нагретым инструментом
Соединяемые детали нагреваются в результате контакта с металлическими брусками, пластинами, дисками или с другим инструментом. Нагретые детали спрессовывают, а затем охлаждают. Инструментом может быть нагрета внешняя поверх-ность деталей или сами соединяемые поверхности. В первом слу-чае различают контактнотепловую сварку прессованием (детали нагревают и спрессовывают одновременно) и термоим-пульсную сварку.
При контактно-тепловой сварке прессованием используют постоянно нагретый инструмент с большой теплоемкостью. Детали нагревают с одной или двух сторон (двусторонний нагрев облегчает процесс сварки). Необходимая температура в месте сварки толстостенных деталей устанавливается лишь спустя некоторое время после их соприкосновения с инструментом. Длительность разогрева материала в месте соединения уменьшается до нескольких минут при использовании инструмента, нагретого на 20-50°С, т.е. выше температуры текучести полимера (в зависимости от толщины детали). Необходимо отметить, что при этом повышается опасность термодеструкции полимера. Перегрев поверхности нежелателен также и потому, что инструмент, оказывая давление на размягченный материал, деформирует его в зоне шва. Деформирование уменьшают, применяя ограничители хода инструмента или распределяя давление на зону, ширина которой превышает ширину зоны шва. Чтобы исключить прилипание пластических масс к инструменту, следует применять разделительные прокладки из фторопласта-4, полиимида, целлофана.
Этим способом сваривают фторопласта-4, полиметилметакрилат, полистирол, полиамиды, поливинилхлорид, полиимиды.
Для термоимпульсной сварки используют малоинерционный нагреватель (ленту или проволоку), через который периодически пропускают электрический ток. При его отключении сварной шов быстро охлаждается. Наиболее распространенная схема термоимпульсной сварки (рис.13) применяется для соединения пленок, главным образом, полиолефиновых, толщиной 20-250 мкм.
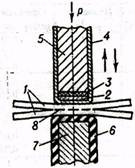 |
Сварку можно проводить внахлест или в торец; нахлесточные швы имеют более высокую прочность при растяжении.
При проплавлении свариваемого пакета по всей его толщине (например, нагревателем в виде проволоки) можно одновременно получить два торцевых шва и разделить изделия или отделить припуск материала. Ускорить охлаждение сварного шва в этом случае можно с помощью сжатого воздуха. В зависимости от типа материала и его толщины длительность нагрева составляет от десятых долей секунд до нескольких секунд, давление- от 10 (0,1 кгс/см²) до 0,2-0,3 МН/м² (2-3 кгс/см²). Швы длиной более 1,0 -1,5 м могут быть получены при шаговом перемещении материала относительно инструмента.
При сварке способом нагрева инструментом соединяемых поверхностей соединение может быть получено в результате одновременного нагрева всей поверхности шва или последовательного нагрева ее отдельных участков (так называемая непрерывная схема).
Первый способ наиболее широко применяют при стыковке труб, плит, профилей и других полуфабрикатов из жестких термопластов.
После того, как температура поверхности термопласта достигнет Тт, инструмент удаляют и соединяемые поверхности приводят в контакт. Сварной шов охлаждают под давлением. По непрерывной схеме соединяют встык или внахлест мягкие материалы типа эластичного пенополиуретана, а также различные пленки (рис 14)
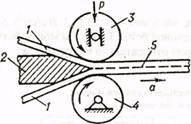 |
Рис. 14. Схема непрерывной сварка пленок внахлест при нагреве инструментом соединяемых поверхностей: 1 - свариваемые пленки; 2- нагреватель; 5- прижимной ролик; 4- транспортирующий ролик; 5 - сварной шов; а - направление сварки; Р- давление
В некоторых случаях нагревательные элементы помещают между соединяемыми поверхностями, нагревают их и оставляют в сварном шве. Если нагрев ведут электрическим током, то в качестве нагревателя применяют спираль из металла с высоким электрическим сопротивлением. Наиболее детально этот способ разработан для соединения труб с фитингами (рис. 15).
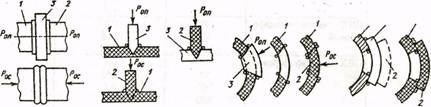 |
Рис. 15. Схемы сварки оплавлением: а- встык; б- втавр; е- вварказаплаты; г -приварка накладки; 1,2- свариваемые материалы; 3- нагреватель
При нагреве электромагнитным высокочастотным полем используют, кроме металлических вкладышей, тонкоизмельченную окись железа, которую наносят на соединяемые поверхности или вводят в поверхностные слои детали.
Сварка нагретым присадочным материалом
Этот способ также называют сваркой экструдируемой присадкой потому, что для сварки используют поступающий из экструдера присадочный материал (экструдат) в термопластичном состоянии. Сущность сварки термопластов состоит в том, что расплавленный материал, выходящий из экструдера или другого устройства, непрерывно плавно под определенным давлением подается в разделку (зазор) между соединяемыми поверхностями, нагревает их до температуры сварки и, сплавляясь с ним, образует сварной шов.
Этот метод высоко производителен, обладает широкими технологическими возможностями и позволяет получать высококачественные сварные соединения.
Способ сварки, при котором расплавленный присадочный материал непрерывно поступает в зону соединения из мундштука экструдера, который находится на некотором расстоянии от поверхности свариваемого изделия (рис. 16, а), называют бесконтактной экструзионной сваркой или просто экструзионной. Для обеспечения плотного контакта присадочного материала с соединяемыми поверхностями применяют специальные прижимные устройства.
Наиболее широкое применение в практике сварки как листовых, так и пленочных термопластов, нашла контактно-экструзионная сварка (рис. 16,б) При этом способе разогретый мундштук экструдера, имеющего форму разделки кромок, вводят в разделку шва до контакта с кромками и перемещают по стыку под углом 10-15° к вертикали, одновременно заполняя разделку
расплавленной присадкой. Такой способ позволяет максимально снизить потери теплоты в окружающую среду и дополнительно обеспечить нагрев кромок шва за счет теплопередачи от мундштука экструдера, температура которого близка к температуре выходящего из него расплава.
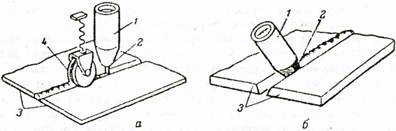
Рис. 16. Схемы бесконтактной (а) и контактно-экструзионной (б) сварки расплавом: 1- экструдер, 2- мундштук экструдера; 3- свариваемые детали; 4— прикатывающий ролик
Для сварки пленок применяется метод, при котором сварка производится непрерывной подачей в зазор между соединяемыми поверхностями пленок расплава, который вместе с пленками проходит между обжимными роликами. Скорость сварки пленок зависит от производительности экструдера и их толщины и может изменяться от 0,5 до 3 м/с.
Разновидностью способов сварки пластмасс экструдируемой присадкой является сварка литьем под давлением. При этом способе расплав подается в золу соединения из литьевой машины периодически. Сварку осуществляют в специальной форме, которая имеет каналы, расположенные по линии разъема. По этим каналам продавливается расплав, который, передавая часть теплоты кромкам деталей, расплавляет и соединяет их по линии разъема. Таким способом соединяют заранее отштампованные детали. Данный способ обладает высокой производительностью; его применяют при сварке изделий в труднодоступных местах по поверхностям сложной конфигурации, когда сварка другими способами невозможна.
Соединяемые поверхности материала перед нагревом их мундштуком экструдера можно предварительно подогреть горячим газом. Способ сварки по этой схеме назван контактно-экструзионной сваркой с предварительным подогревом.
Наиболее важными технологическими параметрами экструзионной сварки являются температура присадочного материала, сварочное давление и скорость сварки.
Температура присадочного материала, при которой обеспечивается максимальная прочность соединения, зависит от величины сварочного давления. При малых давлениях (0,15-0,2 МПа) высокая прочность достигается при более высоких- температурах присадочного материала. Однако для каждого термопласта характерен определенный интервал температур, обеспечивающих максимальную прочность сварного соединения: для ПВД 210- 280°С, для ПНД-240-280°С, для ПП-250 - 280°С.
Характерной особенностью процесса экструзионной сварки является то, что оптимальные режимы сварки не зависят от толщины свариваемого материала и с изменением ее от 2 до 30 мм практически остаются постоянными, в том числе и скорость сварки, если производительность применяемого оборудования обеспечивает такую возможность.
Относительная прочность сварных соединений, полученных экструзионной сваркой, составляет 90-100% прочности свариваемого материала и несколько выше, чем в других известных способах сварки.
Технологический процесс контактно-экструзионной сварки характеризуется меньшим числом параметров, чем экструзионная сварка, однако основными технологическими параметрами этого способа сварки остаются также температура присадочного материала - Тм, сварочное давление -Рсв и скорость сварки- υсв. При этом способе сварки соединения с максимальной прочностью могут быть получены в широком интервале температур: для ПВД 180 - 270°С, для ПНД 200 - 270°С, для ПП 210 - 270ºС.
По производительности процесса и прочности сварных соединений контактно-экструзионная сварка практически не отличается от экструзионной и сварные соединения, полученные при оптимальных режимах, имеют прочность 90-100% прочности основного материала. Однако контактно-экструзионный способ сварки обеспечивает более стабильное качество сварных соединений при прочих равных условиях.
Сварка враструб нагретым инструментом
Нагрев свариваемых поверхностей производится металлическим нагретым инструментом. Из-за прямого контакта с нагретым инструментом теплоперенос гораздо более интенсивный, чем в случае сварки горячим воздухом; распределение тепла в массе свариваемого материала в этом случае также более благоприятно, никакие зоны материала не получают большего термического стресса, чем необходимо для сварки. Получаемые в результате сварные швы не имеют зон термически поврежденного материала. Прочность соединения труб при таком способе сварки не ниже, чем прочность исходной трубы.
1. Принципиальные положения
Труба и соединительный элемент (фитинг) свариваются в раструб. Нагретый инструмент состоит из двух частей – муфты и дорна – которые крепятся на нагревателе сварочного аппарата. После нагрева инструмента до рабочей температуры внешняя поверхность трубы нагревается муфтой нагретого инструмента, одновременно с этим внутренняя поверхность фитинга нагревается дорном нагретого инструмента. По достижении оплавления внешней поверхности трубы и внутренней поверхности фитинга нагретый инструмент удаляется из зоны сварки, а труба и фитинг совмещаются и остужаются. Внешний диаметр трубы незначительно выше номинального диаметра, а внутренний диаметр фитинга – незначительно меньше номинального диаметра трубопровода. Например, труба диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5мм, а фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7мм. При этом диаметры рабочих поверхностей сварочных насадок в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
По мере совмещения трубы с муфтой нагретого инструмента наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в муфту нагретого инструмента. Похожий эффект наблюдается при совмещении фитинга с дорном нагретого инструмента. При совмещении трубы и фитинга после нагрева труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала.
Сравнительно сложное описание принципа раструбной сварки, однако, выражается для монтажника в выполнении довольно простых действий, не отнимающих много времени для выполнения соединения.
2. Подготовка к сварке
Свариваемую внешнюю поверхность трубы рекомендуется подготовить с помощью калибратора и фаскоснимателя. Калибратор устраняет т.н. эллипсность трубы и, в случае необходимости, уменьшает ее внешний диаметр до нормы, при этом удаляя возможные загрязнения и оксидный слой.
СП 40-102-200 рекомендует на концах труб снимать наружную фаску под углом 45° на 1/3 толщины стенки трубы с помощью т.н. фаскоснимателя. Для труб небольшого диаметра (до 40мм) этой рекомендацией обычно пренебрегают. Для труб диаметром 50мм и выше – пренебрегать не стоит. Фаскосниматель позволяет также снять внутреннюю фаску с торца трубы для уменьшения возможного внутреннего грата и риска уменьшить внутреннее сечение трубопровода в месте сварки.
Замечание: В подавляющем большинстве случаев нет необходимости делать на внешней стороне трубы отметку глубины входа трубы в муфту сварочной насадки. Эта глубина, так же как и глубина погружения нагретого дорна сварочной насадки в фитинг, – величина стандартизованная для каждого диаметра трубопровода. На практике труба вставляется в муфту сварочной насадки, пока не упрется в дно муфты. Фитинг надевается на нагретый дорн, пока не упрется в основание дорна – в этот же момент вершина дорна касается внутреннего ограничителя фитинга.
Внимание! После того как труба уперлась в дно муфты сварочной насадки, а внутренний ограничитель фитинга уперся в вершину дорна сварочной насадки, не следует продолжать давить на трубу и фитинг с прежней силой. Просто зафиксируйте положение трубы и фитинга на время нагрева. Продолжая прилагать усилие, вы рискуете смять торец трубы и внутренний ограничитель фитинга в процессе нагрева.
Если по какой-либо причине глубина фитинга не соответствует размерам нагретого инструмента, следует измерить глубину фитинга вручную и сделать отметку на внешней стороне трубы.
3. Процесс сварки
- Оплавление свариваемых поверхностей (наружной поверхности трубы и внутренней поверхности фитинга) должно осуществляться быстро, чтобы труба и фитинг не успели прогреться насквозь. Иначе они потеряют форму, совместить их будет невозможно. Поэтому температура нагретого инструмента должна быть высокой.
- Излишний перегрев нагретого инструмента ведет к существенной термической деградации материала трубы и фитинга.
- Политетрафторэтилен (тефлон), которым покрыты рабочие поверхности нагретого инструмента, длительно работоспособен при температурах до 260°С, при более высоких температурах он постепенно деградирует.
Такой режим нагрева приводит к последующему созданию некоторого вредного внутреннего напряжения материала в зоне соединения. Однако это компенсируется почти двойной толщиной стенки полученного трубопровода в зоне соединения и большой площадью сварки (гораздо больше площади торца трубы при сварке встык).
Температура нагретого инструмента задается оператором на панели управления (если таковая имеется у аппарата), автоматика аппарата поддерживает ее на постоянном уровне в пределах погрешности этого аппарата.
Фитинг совмещается с дорном нагретого инструмента до упора, одновременно труба совмещается с муфтой нагретого инструмента до упора (или, как в вышеописанном случае, до отметки на трубе).
Замечание: Если одновременное совмещение невозможно, следует начать с фитинга.
После упора не следует прилагать дальнейших усилий по совмещению трубы и фитинга с нагретым инструментом – при дальнейшем нагреве это может привести к деформации торца трубы и внутреннего упора фитинга, и в конечном счете – к уменьшению внутреннего сечения трубопровода в месте сварки. От момента достижения упора начинается отсчет времени нагрева (см. табл).
Сварка встык нагретым инструментом
1. Принципиальные положения
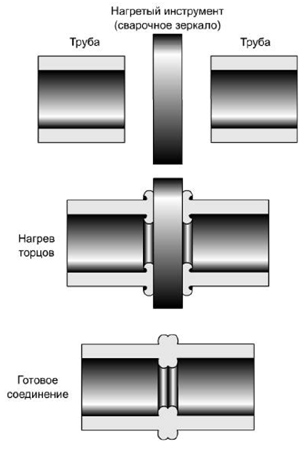
Сварка встык заключается, в принципе, в нагреве торцов свариваемых труб до расплавления материала и в последующем сжатии нагретых торцов для остывания.
Однако, реализация этой простой идеи требует аккуратного выполнения целого ряда условий для получения качественного сварного соединения.
Современные автоматизированные аппараты для стыковой сварки существенно снижают влияние человеческого фактора на качество стыкового сварного соединения, но полностью его не устраняют.
2. Состав оборудования
Минимальный состав оборудования показан на рис. 2 и 3 и зависит от типа привода аппарата.
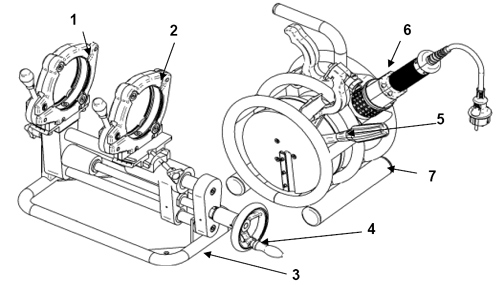
Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки»
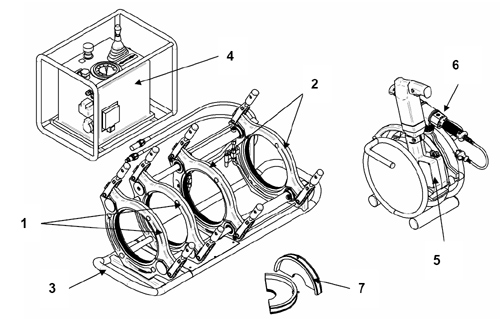
Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»
- центратор с одним или двумя неподвижными зажимами для трубы (1) и одним или двумя подвижными зажимами (2).
- Центратор располагается на раме (3).
- Подвижные хомуты приводятся в движение с помощью давления масла в гидросистеме, производимого гидравлическим агрегатом, или с помощью ручки механического привода (4).
- Для очистки и выравнивания торцов свариваемых труб перед нагревом служит торцеватель (5), который может быть электрическим или механическим.
- Для нагрева свариваемых торцов предназначено сварочное зеркало (6).
- Торцеватель и зеркало могут быть закреплены на раме центратора, а могут храниться на подставке (7).
- Для фиксации труб различных диаметров служат сменные вкладыши (7) для подвижного и неподвижного зажимов центратора
Свариваемые части трубопровода должны быть зафиксированы в центраторе (см. рис. 4) сварочного аппарата. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы. Для устранения трения подвижной трубы о землю целесообразно пользоваться, например, роликовыми упорами.
Кроме коаксиальной фиксации труб, фиксатор обеспечивает перемещение подвижной трубы в направлении неподвижной трубы с контролируемым усилием. Наиболее распространенные способы создания усилия – механический (вращение ручки привода) и гидравлический.
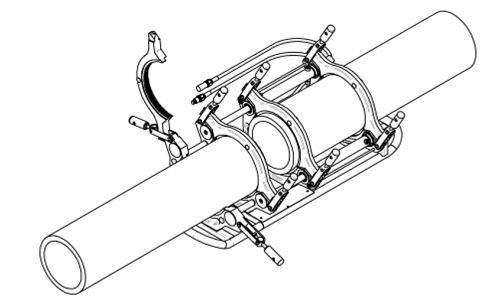
Рисунок №4 «Фиксация труб в центраторе»
Для предотвращения прилипания трубы к нагретому инструменту и для облегчения удаления нагретого инструмента из зоны сварки после нагрева, поверхность инструмента, как правило, покрыта тефлоном. Тефлоновые покрытия также облегчают очистку инструмента.
После фиксации труб их торцы выравниваются и торцевателем (см. рис. 5), который представляет собой дисковый рубанок. Свариваемые поверхности необходимо прижать к рабочим поверхностям торцевателя и обработать до достижения ровной плоской поверхности. Для максимального приближения формы готовой поверхности к идеальной плоскости глубина торцевания за один проход ножа торцевателя не должна превышать 0,2 мм. Торцеватель обеспечивает последующее плотное прилегание свариваемых торцов труб к поверхности нагретого инструмента, а также удаляет возможные загрязнения и оксидный слой.
Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя.
Не останавливая торцеватель, ослабьте усилие прижима и отведите подвижную трубу от торцевателя. Это позволит плавно и без задиров закончить торцевание.
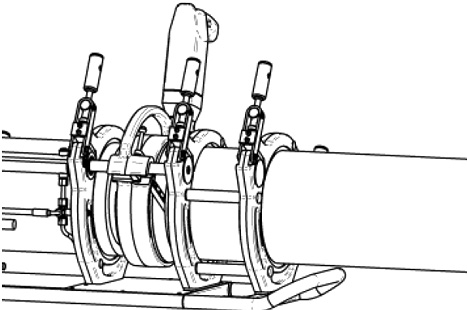
Рисунок №5 «Установка торцевателя между свариваемыми торцами труб»
После торцевания необходимо чистым инструментом удалить стружку из зоны сварки, особенно – изнутри трубы. Не касайтесь свариваемой поверхности руками!
После удаления стружки сведите трубы и проверьте плотность прилегания свариваемых поверхностей. Остаточный зазор не должен превышать значения, указанного в табл. 1. Кроме того, несовпадение стенок свариваемых труб должно быть не более 10% толщины трубы. Некоторые конструкции центраторов позволяют в случае необходимости уменьшить несовпадение специальными регулировками соосности. Отторцованные трубы должны выступать из фиксирующих зажимов центратора на расстояние не менее толщины стенки этих труб (см. п.5).
Таблица №1 «Максимально допустимая величина зазора между торцами труб»
При небольшом увеличении видно, что гладкая на вид поверхность сварочного зеркала на самом деле имеет неровности. Поверхность торца трубы, обработанная торцевателем, тоже всё-таки отличается от идеальной плоскости. Поэтому для достижения равномерного контролируемого нагрева свариваемых торцов необходимо в первый момент эти торцы прижать к нагретому сварочному зеркалу с существенным усилием. Через короткое время материал свариваемых поверхностей оплавляется и плотно прижимается к поверхности сварочного зеркала, увеличивая площадь теплопереноса до 100% площади торца трубы.
- Создаваемое давление должно быть как можно больше, чтобы 100%-ный тепловой контакт между торцом трубы и сварочным зеркалом был достигнут как можно быстрее;
- Создаваемое давление должно быть не очень большим, чтобы выдавливаемый материал был вполне расплавленным и текучим.
В результате нагрева под давлением по внешнему и внутреннему периметру торца трубы выступает валик пластифицированного материала, который называется гратом (см. рис. 1). Отрицательной особенностью грата является некоторое уменьшение условного прохода трубы после завершения сварки; поэтому, в частности, детали безнапорной канализации не рекомендуется соединять с помощью сварки.
Однако, грат увеличивает толщину стенки трубы в месте сварного шва. Если учесть, что любой полимер при нагреве до пластического состояния в большей или меньшей степени подвергается термическому шоку, то увеличение толщины стенки в зоне сварного шва – это единственный способ достичь здесь прочности не ниже прочности исходной трубы. Поэтому нагрев с приложением усилия продолжают и после того, как достигнут 100% тепловой контакт между сварочным зеркалом и торцом трубы – пока грат не достигнет рекомендуемой величины. Очевидная закономерность: необходимая высота грата тем больше, чем больше толщина стенки свариваемых труб (или толщина свариваемых листов). Оптимальная высота грата к моменту окончания предварительного нагрева определена для каждой толщины свариваемых изделий и для различных термопластов, она указывается в сварочных таблицах (см. табл. 2).
Замечание: Занижение давления прижима при создании грата ведет лишь к отсрочке момента 100%-ного контакта между торцом трубы и поверхностью зеркала. Дополнительное время, которое в этом случае требуется на создание грата, нельзя считать потерянным, т.к. большая его часть – это уже, фактически, начало основного нагрева (см. п.5).
- это давление должно быть ничтожно мало, чтобы не вызывать дальнейшего увеличения грата, однако
- это давление должно быть достаточным, чтобы гарантировать контакт торцов трубы со сварочным зеркалом.
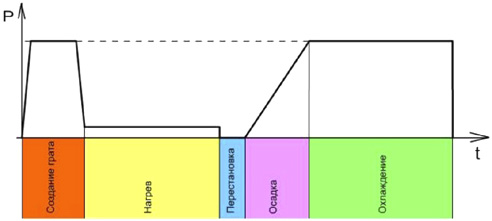
Рисунок №6 «Изменение давления прижима в ходе сварочного процесса»
Отличительной особенностью стыковой сварки является медленный глубокий нагрев поверхностей сварочным зеркалом, нагретым до сравнительно невысокой температуры (около 200-210°С).
Теоретически, для сварки более толстостенных изделий рекомендуется применять более низкую температуру зеркала в течение более длительного времени (см. рис. 7 и 8), чтобы прогреть толстостенное изделие (трубу) на большую глубину. С другой стороны, погрешности оборудования и окружающая среда вносят отклонения температурного режима больше, чем рекомендуемые изменения настроек температуры в зависимости от толщины стенки трубы. Поэтому на практике температура зеркала не зависит от толщины стенки трубы.
Замечание: Рекомендуемые и общепринятые режимы нагрева труб и листов (температура и время) подобраны таким образом, что обеспечивают плавный прогрев материала на глубину, приблизительно равную толщине стенки трубы или толщине листа (см. рис. 9). Это обстоятельство рекомендуется учитывать при фиксации труб и торцевании. Отторцованная труба должна выступать из зажимов центратора на длину не менее толщины стенки трубы.
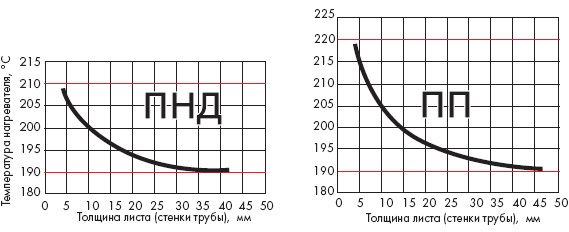
Рисунок №7-8 «Температура сварочного зеркала для ПНД и ПП»
При температуре сварочного зеркала около 200°С и при температуре окружающей среды около комнатной скорость прогрева материала в глубину поддается точному расчету (для ПНД условно считается приблизительно равной 1мм за 10 сек). Эта скорость определяет рекомендуемое время нагрева в зависимости от толщины стенки трубы (см. табл. 2).
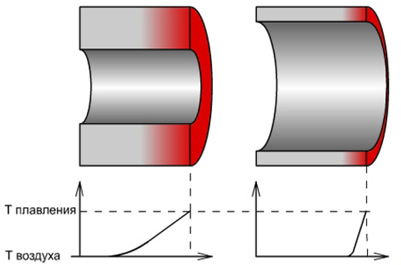
Рисунок №9 «График распределения температуры в трубах с разной толщиной стенки»
6. Перестановка
После нагрева поверхностей решающее значение имеет быстрое удаление нагретого инструмента и совмещение нагретых свариваемых поверхностей. При этом необходимо не смять, не запачкать и не повредить другим способом нагретые поверхности! Максимально допустимое время на отведение подвижной трубы, удаление сварочного зеркала и сведение торцов труб называется временем перестановки и указывается в сварочных таблицах. Превышение этого времени ведет к остыванию оплавленных торцов и, как следствие, к плохому качеству шва. Очевидно, что для более толстостенных изделий допустимое время перестановки выше (см. табл. 2).
Замечание: Во время перестановки нагретый материал, контактируя с воздухом, быстро окисляется. Кроме того, тонкий слой нагретой поверхности успевает немного остыть. Поэтому следует стремиться к уменьшению времени перестановки.
Скорость сведения труб в момент их контакта должна быть как можно ближе к нулю. Приложение значительного давления в первый момент контакта приведет к выдавливанию расплавленного материала из зоны шва и, к тому же, сильно увеличит высоту грата.
7. Осадка
От момента контакта свариваемых поверхностей, по мере остывания материала, давление прижима поверхностей необходимо медленно и плавно увеличивать до рекомендуемого давления охлаждения. При увеличении давления расплавленный материал частично выдавливается из зоны шва и течет в направлении наружного и внутреннего грата, при этом тонкий слой материала, окислившийся и остывший во время перестановки, смешивается с более глубокими слоями и не оказывает отрицательного влияния на качество шва.
Экспериментально определенное оптимальное время, в течение которого должно быть плавно достигнуто давление охлаждения, известно как время осадки и указывается в сварочных таблицах (см. табл. 2). Во время осадки и на первом этапе последующего охлаждения происходит окончательное формирование грата.
8. Охлаждение
При охлаждении окончательно формируется зона сварного соединения. Основная идея этого процесса состоит в том, чтобы толщина стенки трубы в зонах, прилегающих к сварному шву, увеличилась. Причем это увеличение должно быть тем больше, чем больше был нагрет (подвергся термической деградации) материал в данной точке. Рекомендуемые режимы нагрева и осадки подобраны таким образом, что оптимальным для охлаждения является усилие прижима, равное усилию при предварительном нагреве.
После осадки давление прижима деталей сохраняется постоянным до полного охлаждения при комнатной температуре. Время охлаждения зависит от материала и толщины стенки свариваемых труб (или толщины листов) и указывается в сварочных таблицах (см. табл. 2).
Не следует пробовать ускорить остывание (применение холодной воды или пр.) – это приведет к созданию внутренних напряжений в материале и, как результат, к снижению прочности шва.
После остывания сваренные части можно вынуть из аппарата.
Замечание: Перед раскрытием зажимов, фиксирующих трубы в фиксаторе, не забудьте сбросить усилие прижима до нуля!
Сварка пластмасс
Сварка пластмасс – это технологический процесс получения неразъемного соединения элементов конструкции посредством диффузионно-реологического или химического взаимодействия макромолекул полимеров, в результате которого между соединяемыми поверхностями исчезает граница раздела и образуется структурный переход от одного полимера к другому.
Классификация способов сварки пластмасс
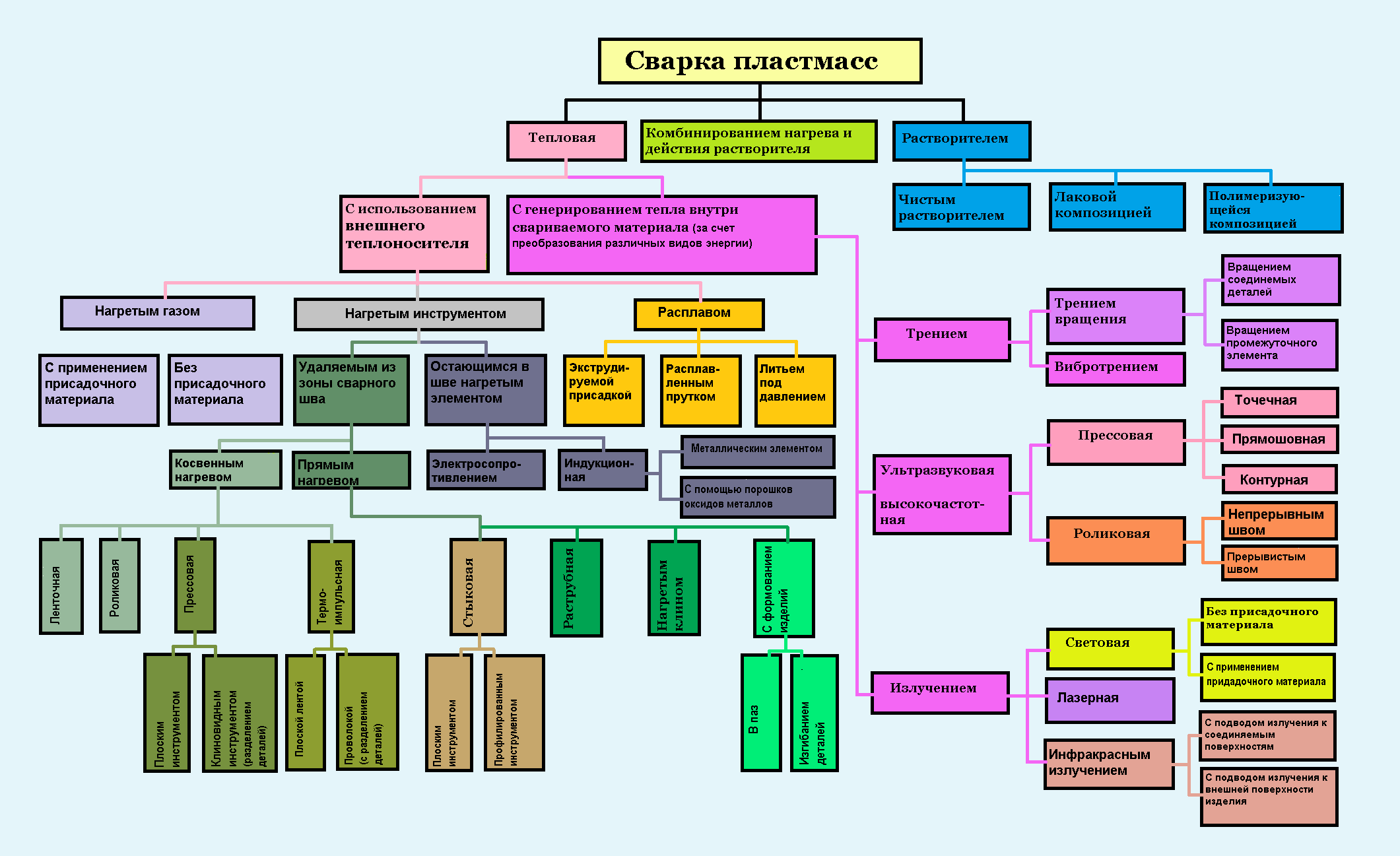
По механизму процесса сварку пластмасс можно разделить на диффузионную и химическую; по методам активирования процесса — на тепловую сварку, сварку растворителями и сварку комбинированием нагрева и действия растворителей (рис. 1).
Сварка пластмасс растворителями
При сварке с растворителями необходимая подвижность молекулярных цепей создается за счет набухания контактирующих поверхностей в растворителе или смеси растворителей. Подразделяется она на сварку чистым растворителем (или смесью растворителей), лаковой композицией (раствором полимера в растворителе) и полимеризующейся композицией (раствором полимера в мономере).
Тепловая сварка пластмасс
Тепловая сварка имеет наибольшее число разновидностей. Классифицировать ее можно по различным критериям:
- способам передачи тепловой энергии;
- степени механизации;
- по области применения;
- в зависимости от источника энергии.
Однако наиболее точно отражает современное состояние технологии сварки пластмасс классификация разновидностей тепловой сварки в зависимости от источника нагрева.
При этом выделяют две группы сварки: с использованием внешнего теплоносителя и с генерированием тепла внутри свариваемого материала за счет преобразования различных видов энергии.
Сварка пластмасс с использованием внешнего теплоносителя
Группа способов сварки пластмасс с использованием внешнего теплоносителя подразделяется на сварку нагретым газом, нагретым инструментом и расплавом.
Сварка нагретым газом
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струей горячего газа-теплоносителя, нагреваемого в специальном устройстве. Сварку нагретым газом выполняют с применением присадочного материала и без него, вручную или с использованием специальных приспособлений для механизации процесса сварки. Применяется присадочный материал в виде прутков с различной формой сечения. При сварке по классической схеме нагревательное устройство совершает колебательные движения в плоскости, образованной направлением шва и осью присадочного прутка. Сварочный пруток прижимают и удерживают рукой, если он достаточно жесткий или при помощи ролика, если пруток мягкий. Применяя специальные насадки на нагревательное устройство, обеспечивают одновременный подогрев свариваемых кромок и прутка, при этом пруток втягивается в отверстие насадки при перемещении устройства вручную вдоль шва и прижимается к кромкам выступом на насадке. Сварка без присадочного материала может производиться с подводом тепла непосредственно к свариваемым поверхностям (прямой метод) или с подводом тепла к внешней поверхности деталей (косвенный метод).
Сварка нагретым инструментом
Сварка нагретым инструментом основана на оплавлении поверхностей сварки путем их прямого соприкосновения с нагреваемым инструментом. Подразделяется на сварку инструментом, удаляемым из зоны сварного шва (с подводом тепла как с внешней стороны деталей, так и непосредственно к соединяемым поверхностям), и сварку элементом, остающимся в сварном шве.
При сварке косвенным методом нагретый инструмент соприкасается с внешними поверхностями соединяемых деталей, а тепло передается к перекрывающим друг друга свариваемым поверхностям за счет теплопроводности свариваемого материала. В настоящее время нашли применение ленточная, роликовая, прессовая и термоимпульсная сварка. При ленточной сварке для нагрева свариваемых изделий и создания давления используется нагретый инструмент в виде ленты, а при роликовой – в виде ролика. При прессовой сварке для создания необходимого сварочного давления применяются сварочные прессы, позволяющие осуществить шаговую сварку. При термоимпульсной сварке используют малоинерционный нагреватель (лента или проволока), по которому периодически пропускают электрический ток; после отключения электроэнергии сварной шов быстро охлаждается.
Из применяемых способов сварки с подводом тепла к соединяемым поверхностям известны сварки:
- стыковая;
- раструбная(используется преимущественно для соединения труб);
- сварка нахлесточных соединений (используется для соединения тонкостенных изделий и пленок);
- сварка с одновременным формованием изделий(в паз или с изгибанием деталей).
При стыковой и раструбной сварке после оплавления свариваемых поверхностей изделия разводятся, инструмент убирается, а оплавляемые поверхности соединяются под небольшим давлением и свариваются. При стыковой сварке соединяются торцы изделий, а в качестве нагревательного инструмента применяется плоский или профилированный диск (кольцо).
При раструбной сварке соединяются внутренняя поверхность раструба и наружная поверхность трубы, а нагревательный инструмент имеет два рабочих элемента: гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба.
Сварку нахлесточных соединений можно осуществлять одновременным нагревом соединяемых поверхностей по всея длине, а также, перемещая инструмент или свариваемые изделия. Наибольшее распространение получил способ сварки с механизированной подачей свариваемых изделий и неподвижным нагревательным инструментом.
Из способов сварки элементом, остающимся в сварном шве, практическое применение нашли сварка электросопротивлением и индукционная сварка. Сварка электросопротивлением основана на применении закладных нагревательных элементов с высоким электрическим сопротивлением. Закладные элементы в виде сетки или спирали вводятся между соединяемыми поверхностями. При пропускании по закладному элементу электрического тока соединяемые поверхности оплавляются.
При индукционной сварке нагрев закладного элемента происходит в электромагнитном высокочастотном поле, а в качестве нагревательного элемента используются металлические вкладыши или порошки оксидов металлов.
Сварка пластмасс расплавом
Сварка расплавом основана на использовании тепла расплавленного присадочного материала, подаваемого между соединяемыми поверхностями и передающего часть своего тепла материалу соединяемых изделий, что ведет к его плавлению и получению неразъемного соединения. Подразделяется на сварку экструдируемой присадкой, расплавленным прутком и литьем под давлением, которые могут выполняться как с предварительным подогревом свариваемых поверхностей нагретым газом или теплоотдачей от мундштука сварочного устройства, так и без подогрева.
При сварке экструдируемой присадкой (экструзионной сварке) расплав получается с помощью экструдера, обеспечивающего непрерывную подачу расплава, а в качестве исходного сырья используется гранулированный материал. При сварке расплавленным прутком расплав получается из присадочного прутка путем его нагрева в устройствах прямоточного типа, откуда расплав выдавливается непрерывно поступающим еще не нагретым присадочным прутком, который сматывается с бухты и подается в нагревательный цилиндр с помощью специальных тянущих роликов. При сварке литьем под давлением для получения расплавленного присадочного материала применяются литьевые машины.
Сварка пластмасс с генерированием тепла внутри свариваемого материала
Группа способов сварки пластмасс с генерированием тепла внутри свариваемого материала путем преобразования различных видов энергии подразделяется на сварку трением, сварку ультразвуковую, сварку высокочастотную и сварку излучением.
Сварка пластмасс трением
Сварка трением основана на получении тепловой энергии для оплавления свариваемых поверхностей за счет трения. Очень низкая теплопроводность, характерная для термопластов, способствует сохранению тепла лишь в зоне трущихся поверхностей, в то время как температура всего изделия остается практически неизменной. Разделяется на сварку вращением (вращение соединяемых деталей; вращение промежуточных элементов) и вибротрением.
Ультразвуковая сварка пластмасс
Ультразвуковая сварка основывается на нагреве свариваемых поверхностей до температуры размягчения в результате превращения энергии колебаний ультразвуковой частоты в тепловую энергию, при этом механические колебания ультразвуковой частоты и давление действуют по одной линии, перпендикулярно к соединяемым поверхностям. В зависимости от взаимного перемещения инструмента и деталей подразделяется на прессовую сварку (точечная, прямошовная, контурная) и роликовую сварку (сварка непрерывным и прерывистым швом). Ультразвуковая сварка может классифицироваться также и по другим признакам: в зависимости от способа подведения энергии, наличия присадочного материала, а также в зависимости от способа дозирования энергии.
Высокочастотная сварка пластмасс
Высокочастотная сварка пластмасс основана на диэлектрическом нагреве материала в высокочастотном электромагнитном поле в результате преобразования электрической энергии в тепловую. В зависимости от схемы взаимного перемещения инструмента и свариваемых изделий высокочастотная сварка подразделяется на прессовую и роликовую. Может выполняться в основном поле и в поле рассеивания с нагревом соединяемого материала или материала прокладок, располагаемых как снаружи свариваемых деталей, так и между ними.
Сварка пластмасс излучением
Из разновидностей сварки излучением, отличающихся друг от друга источником и характером излучения, используется световая сварка с применением и без применения присадочного материала, сварка лазерная и сварка инфракрасном излучением с подводом тепла непосредственно к соединяемым поверхностям (прямой метод) или к внешней поверхности соединяемых изделий (косвенный метод). Более широко применяется сварка инфракрасным излучением, которая основывается на свойстве термопластичных материалов поглощать падающие на них инфракрасные лучи и превращать электромагнитную энергию в тепловую.
Список литературы:
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год
Читайте также: