Сварочный агрегат состоит из
Обновлено: 12.05.2024
Сварочный агрегат является автономной установкой, предназначенной для сварки и резки электродугой. Основными элементами агрегата являются двигатель внутреннего сгорания и генератор, который вырабатывает сварочный ток. Помимо этих двух, основных, имеется еще ряд вспомогательных элементов, таких как генератор для подачи энергии электрическим приборам, блок для сушки электродов, система, которая регулирует сварочный ток и его параметры, прибор для воздушно-плазменной резки, а также специальный блок для прогрева мерзлого грунта, бетона, льда.
Примечание! Автономные агрегаты оборудованы абсолютно всем необходимым для независимой работы в любых условиях. Принцип работы заключается в том, что генератор преобразует крутящий момент двигателя в ток для сварки. Автономный сварочный агрегат получил широкое распространение, благодаря возможности проводить работы по сварке в полевых условиях.
Также причиной выбора этих аппаратов является плохое состояние электросетей, что приводит к скачкам напряжения при его включении. Часто сварочным агрегатом называют установки, которые получают питание не от отдельного двигателя, а от коробки отбора мощности автомобиля или трактора. Такие аппараты являются сварочными приставками, так как они не полностью автономны. Источники питания для сварки делятся на два вида: дизель и бензин.
Дизельный сварочный агрегат используется для питания одного или нескольких сварочных аппаратов. Он обеспечивает подачу постоянного тока для любого штучного электрода. Состоит он из приводного двигателя и сварочного генератора. Двигатель обеспечивает подачу постоянного тока для сварки на генератор. Дополнительно он оборудуется устройством для запитки освещения и электрических инструментов, а также для сушки электродов. Для удобства передвижения собирается на шасси, что превращает его в колесный сварочный агрегат.
Сварочный агрегат бензиновый применяется для подачи напряжения на пост ручной дуговой сварки. Подается постоянный ток, который применяется для работы с любыми электродами в местах, где отсутствует электричество. Точно так же, как и дизельный, бензиновый аппарат состоит из приводного двигателя и сварочного генератора. Регулировка тока производится ступенчато. Агрегат может выступать в роли мини-электростанции и обеспечивать напряжением электроинструмент или поддерживать свет.
2. Технология сварки алюминия и его сплавов
Алюминий. Начать следует с того, что сварка как алюминия, так и его сплавов осложнена тем, что в процессе сварки на поверхности расплавленного слоя моментально образуется тугоплавкая пленка оксида алюминия. Эта пленка препятствует процессу сплавления отдельных частиц металла. Дело в том, что оксид алюминия плавится при температуре 2050°С, а сам алюминий — 658°С, Чтобы преодолеть эту технологическую трудность, применяют ряд специальных способов.
Первое и важное условие — подготовка к сварке. Соединяемые детали должны быть обязательно обезжирены, при этом уже имеющаяся на поверхности пленка оксида алюминия удаляется. Присадочная проволока обрабатывается таким же способом. Электродные стержни также очищаются перед нанесением на них покрытия. - Металл на ширине 80—100 мм от кромки обезжиривают растворителями (авиационным бензином, техническим ацетоном), затем механической зачисткой или химическим травлением удаляют оксидную пленку.
Удаление пленки оксидов включает следующие операции; травление в течение 0,5—1 мин (состав: раствор едкого натра 50 г и фторида натрия 40 г на 1 л воды); промывку в проточной воде, осветление в течение 1— 2 мин в 30%-м растворе азотной кислоты для алюминия и сплавов типа АМц или 25%-и растворе ортофосфорной кислоты для сплавов типа АМг; промывку в проточной) а затем горячей воде; сушку до полного удаления влаги. Обезжиривание и травление рекомендуется выполнял, не более чем за 2—4 ч до сварки.
Электроды непосредственно перед сваркой надо просушить в течении двух часов при температуре 200°С.В связи с тем что алюминиевый электрод плавится в 2—3 раза быстрее стального, скорость сварки алюминия должка быть соответственно выше. Сварку рекомендуется выполнять непрерывно в пределах одного электрода, так как пленка шлака на кратере и конце электрода препятствует повторному зажиганию дуги. Для обеспечения устойчивого процесса при минимальных потерях на разбрызгивание рекомендуется принимать сварочный ток из расчета не более 60 А на 1 мм диаметра электрода.
Сварка металла толщиной до 2 мм осуществляется без присадки и без разделки кромок, металл толщиной свыше 2 мм сваривают с зазором 0,5—0,7 толщины свариваемых листов или с разделкой кромок. Оксидную пленку удаляют о помощью флюсов АФ-4А.
Ручную сварку покрытыми электродами применяют в основном при изготовлении малонагруженных конструкций из технического алюминия, сплавов типа АМц и АМг, силумина. Использование постоянного тока обратной полярности и предварительного подогрева (для средних толщин — 250—ЗОО°С, для больших толщин — до 400°С) обеспечивает требуемое проплавление при умеренных сварочных токах.
Ручная дуговая сварка изделий из технически чистого алюминия производится электродами ОЗА-1, а сварка изделий из силуминов — электродами ОЗА-2. Разработаны новые электроды ОЗАНА, которые по технологическим характеристикам существенно превосходят электроды серии ОЗА. При использовании этих электродов обеспечивается мелкокапельный перенос электродного металла, хорошее формирование шва в любых пространственных положениях, легкая отделимость шлаковой корки.
3. Дефекты сварных швов, выявляемые наружным осмотром и измерениями, причины их образования и способы устранения
Поверхностные дефекты включают:
проплавы— излишнюю вогнутость, которая получается при чрезмерной силе тока, высоких скоростях варки или при большом угле разделки кромок;
подрезы — незаполненное пространство разделки шва, получающееся при излишне быстрой скорости сварки или большой силе тока;
наплывы— чрезмерное заполнение разделки шва, которое получается при малой скорости сварки, неправильных колебательных движениях электрода или неравномерном перемещении его вдоль шва (например, вследствие пробуксовки сварочной проволоки в подающем механизме);
кр а т е р ы — местное выплавление металла, образующееся в результате давления газов дуги на расплавленный металл в сварочной ванне.
Внутренние дефекты включают:
газовые поры — пустоты размером от микроскопических до 3 мм в диаметре, появляющиеся вследствие плохой очистки кромок свариваемого металла и проволоки от загрязнений, недостаточной просушки электродов и флюсов, большой длины или неправильной полярности дуги, повышенного содержания углеро-дов в основном или присадочном металле; поры могут располагаться внутри шва или выходить на поверхность группами в отдельном месте, или равномерно по всему шву;
т р е щ и н ы — разрывы металла от микроскопических до нескольких миллиметров как в металле шва, так и в основном металле вследствие несоответствия режима сварки и сварочных материалов химическом)' составу свариваемого металла и конструктивным формам изделия;
неп р о в ар ы — несплавление основного металла с наплавленным вследствие неправильной подготовки кромок и сборки иод сварку, загрязнения кромок, несоблюдения режима сварки но таким показателям, как сила тока, напряжение на дуге, длина дуги, скорость сварки;
включения — частицы шлака в металле шва вследствие плохой очистки свариваемых кромок от ржавчины, окалины и плохой очистки прихваток или предыдущих слоев при многослойных швах.
Исправление дефектов сварных швов допускается только с разрешения ОТ1\ и заказчика. Исправление сварных швов следует производить по технологии, разрабатываемой применительно к конкретной конструкции или в соответствии с указаниями настоящих Технических правил. Технология ремонта и исправления сварных швов должна оформляться самостоятельным документом во всех случаях, когда ремонту подлежит сложная пространственно-листовая конструкция и когда ремонт и исправление швов могут вызвать образование дополнительных дефектов. При исправлении швов должны применяться такие же сварочные материалы, которые использовались при сварке конструкции, если они не являются причиной дефектов. Если причиной дефектов явились сварочные материалы, то для исправления дефектов должны применяться только материалы, которые гарантируют требуемое качество швов.
При исправлении дефектных швов должен применяться механический способ удаления дефектов и подготовки под сварку. Допускается выплавлять дефекты воздушно-дуговым способом с последующей механической обработкой поверхности.
Поверхностные дефекты (проплавы, незаплавленные кратеры, наплывы, подрезы) следует полностью удалить механическим способом и наплавить металл, если такая наплавка требуется для обеспечения проектных размеров шва.
Удаление дефектных швов с трещинами должно производиться только механическим способом. Концы трещины и места резкого изменения ее направления до разделки должны засверливаться.
Устройство и принцип работы сварочного аппарата
Устройство и принцип работы сварочного аппарата хотя бы в общих чертах необходимо представлять абсолютно любому современному человеку. Тем более значимы эти знания для тех, кто собирается заниматься сваркой хотя бы просто на любительском уровне. В этой статье даны общие сведения о том, как конкретно устроен и работает сварочный инструмент.
Устройство
Когда говорят про сварочные машины и аппараты, все чаще подразумевают инверторные системы. В недавнем прошлом они считались образцами простоты. Но за последние годы резко выросла насыщенность электроникой. Существенно выросли их характеристики, работать инвертором стало эффективнее.
Расширилась и функциональность такой техники, несмотря на относительно стабильную и даже снизившуюся отчасти цену.
Сварочный инвертор по электрической схеме достаточно близок к блокам питания, используемым в компьютерах и ноутбуках. Причина проста: они решают сходные задачи. Прежде ключевой частью выступал трансформатор высокой мощности. Он отвечал за понижение напряжения на входе и за снятие со вторичных обмоток сильных (порядка сотен ампер) токов. Этих характеристик хватает для решения типовых сварочных задач. Однако масса традиционных инверторов очень велика, и сварщики с радостью восприняли появление облегченных их вариантов.
Ключевой составной частью оказываются транзисторы, подсоединенные к понижающим трансформаторам. Сокращение размеров трансформирующего узла достигнуто очень простым способом, а именно – введено переключение с высокой частотой, доходящей до 80000 Гц. На мощности такое нововведение не отражается.
Важно: напряжение все равно должно поддерживаться с использованием выпрямителя; в его состав входят диодный мост и блок конденсаторов.
Но бывает и другое устройство — сварочный полуавтоматический агрегат. В работе с ним не нужно применять электроды. Зато нужна проволока, расплавляемая в газовой среде. В состав самого полуавтомата включают:
- устройство, снабжающее током (уже упомянутый инвертор либо выпрямитель);
- блок, подтягивающий проволоку;
- горелочный модуль;
- управляющая система;
- электрические кабели;
- специальные шланги;
- резервуары со сварочным газом;
- катушки с проволокой.
Как работает?
Общее описание принципа действия инверторного аппарата крайне просто. Внутри него ток, имеющий высокую частоту, преобразуется до определенной величины.
Общий процесс вкратце выглядит так:
- перевод переменного тока в постоянный;
- снижение напряжения;
- придание току высокой частоты (да, тут он снова становится переменным);
- сокращение частоты, позволяющее существенно нарастить силу;
- новое преобразование в постоянную разновидность электричества;
- тонкая регулировка силы тока до определенной особенностями задачи величины.
Можно подключать инвертор даже к обычной домашней электросети — он обеспечит необходимые параметры.
Что касается действия сварочного полуавтомата, то оно организуется так:
- к участку работы подводится проволока;
- поверхности нагреваются;
- этот нагрев обуславливает их деформацию;
- газовая среда поддерживает достаточную степень защиты поверхностей от вредных факторов;
- на аноде и на металле наблюдается различная поляризация — что, согласно законам физики, приводит к появлению электрического разряда;
- сварщики самостоятельно следят, чтобы поступало необходимое количество проволоки и достигался оптимальный результат.
Режимы работы
Сварочные аппараты профессионального и полупрофессионального классов часто работают в продолжительном режиме. Так называют их эксплуатацию при стабильной нагрузке в течение времени, которое позволяет достичь установившейся температуры. Важно: при этом температура окружающего воздуха не должна меняться. На продолжительный запуск рассчитывают преимущественно автоматизированную технику.
Существует также и повторяющийся кратковременный режим. Тут тоже предусматривается загрузка на неизменном уровне, но уже на время меньшее, чем нужно для выхода на установившуюся температуру. Это достигается за счет периодических отключений. Важно: в процессе таких отключений аппарат не должен остывать до той же температуры, что и внешняя среда. На время остановок устройство обычно обесточивают.
Повторно-кратковременные программы типичны для сварочных полуавтоматов. Так же могут работать и отдельные автоматы. Чаще всего исходят из того, что сварщик «варит» 60% времени, а остальной промежуток отводится на вспомогательные манипуляции. Именно тогда техника и «отдыхает». Но есть и другие тонкости, определяющие вид сварочного режима.
На него влияют также:
- количество делаемых проходов (это очень важно!);
- темп исполнения сварочных работ;
- напряжение в дуге;
- сила электричества;
- поляризация (в варианте с постоянным током);
- толщина используемой проволоки (или наружное сечение электродов);
- химический состав этой проволоки либо электродов;
- геометрическое строение кромок;
- вид обмазки электродного инструмента;
- исполнение сварочного шва.
Длину дуги надо удерживать на одном уровне вдоль всей поверхности стыка. Укорачивание этой дуги провоцирует прожиг металла. В тяжелых случаях может прилипать электрод. Если дуга чрезмерно растянута, то она может гаснуть, а при сохранении видимой стабильности — плохо проваривает металл. Для контроля этого показателя опытные сварщики прислушиваются к раздающимся звукам.
Все о сварочных агрегатах
Сварочные агрегаты – устройства для автономной дуговой сварки. Это мобильная аппаратура, которая преобразует энергию от топлива в ток и подает ее к сварочному аппарату. Техника используется в полевых условиях, когда нет возможности подключить инструмент к электросети. Сварочные агрегаты получили широкое распространение в строительстве, производстве, дачном хозяйстве.


Особенности
Сварочный агрегат получает энергию от дизельного или бензинового топлива, которая затем преобразуется в ток. КПД при этом составляет от 90 до 98%.
Различают 3 вида агрегатов по типу транспортировки.
- Самоходный. Это полноценная машина с кабиной для водителя. Помимо блока питания, у нее может иметься погрузочный крюк. Перемещается без привлечения другой техники.
- Прицепной. Еще один передвижной вариант, но не полностью автономный. Чтобы доставить аппарат, нужно прицепить его к автомобилю.
- Без шасси. Металлический блок без колес. Доставляется на место работы в грузовике.



Назначение техники зависит от модели. Одни аппараты предназначены для использования в помещении – у них обычно отсутствует защитный кожух, внутренние элементы в свободном доступе.
Однако использовать их можно только в хорошо проветриваемых цехах, так как аппаратура выделяет газ.
Другие приборы надежно защищены от дождя, перепадов температуры и ветра, оснащены колесами и предназначены для решения полевых задач.

Устройство и принцип работы
Сварочные агрегаты состоят из 2-х основных функциональных частей: двигателя и электрогенератора. Принцип действия следующий:
- топливо сгорает в двигателе, выделяется газ, который силой давления приводит в движение якорь генератора;
- за счет взаимодействия вращающегося якоря и статора, точнее, их магнитных потоков, образуется ток;
- ток через выпрямительное устройство поступает к электродам, которые используются для резки металла или сварки.
Управление агрегатом осуществляется при помощи приборной панели. У некоторых моделей есть пульт дистанционного управления.


Все сварочные агрегаты выпускаются с двигателем внутреннего сгорания.
Что касается конструкции, двигатель и генератор соединяются муфтой и зачастую прячутся под прямоугольный металлический кожух. Он защищает элементы устройства от влаги, высоких и низких температур, воздействия ультрафиолета и попадания пыли.
Одни агрегаты выполнены только в виде корпуса, который транспортируется при помощи грузовиков. У других – имеются шасси с 2 или 4 колесами, что позволяет подсоединить устройство к машине и доставлять на место работы в качестве прицепа. Некоторые сварочные агрегаты весят 50-100 кг, при этом оснащены колесами. Такие перевозятся вручную, если, конечно, речь идет о небольших расстояниях внутри одного производственного цеха. Переместить облегченную технику могут двое взрослых мужчин.
В корпусе, помимо двигателя и генератора, могут быть отсеки для сварочного инструмента или газового баллона. У некоторых моделей предусмотрены специальные шторки или дверцы для скорейшего доступа к функциональным элементам. Они позволяют быстро провести ремонт. Встречаются и дополнительные элементы:
- прожектор для работ в темное время суток;
- блок сушки электродов;
- устройство для плазменной резки металлов;
- блок для прогрева грунта или льда.
Виды и производители
На рынках сварочной аппаратуры более двух десятков вариаций сварочных станций. Рассмотрим основных производителей и распространенные подтипы.
Разновидности техники
У сварочных агрегатов существует несколько классификаций, и самая важная – по виду топлива.
- Дизельные устройства. Шумные, габаритные, но с экономичным расходом топлива. Для получения 1 кВт тока расходуется не более 300 мл дизеля. Рабочий ресурс до 40 тыс. часов, максимальная мощность от 5 до 500 кВт. Стоят в 3-5 раз дороже, чем бензиновые аналоги.
- Бензиновые генераторы. Мощность от 0,5 до 100 кВт, расход топлива на 1 кВт – около 5,5 л. Разница с дизелем огромная, зато стоимость самого устройства ниже. Агрегаты на бензине менее шумные, более компактные, большинство можно перемещать вручную.


Дизельные установки применяются в промышленных условиях, когда важно экономить топливо, но добиваться высоких показателей мощности. Бензиновая техника предназначена для бытового использования. Ее проще купить, а на большой расход топлива можно закрыть глаза, ведь в бытовых условиях сварочные агрегаты используют редко и не подолгу.
Вторая классификация – по устройству шасси и способу транспортировки. Как уже говорилось ранее, шасси может отсутствовать, быть 2- или 4-колесным. Из моделей с шасси выделяют самоходную технику с кабиной водителя и прицеп. Отдельного внимания заслуживают гусеничные модели.
Вместо колес у них установлены гусеницы, которые позволяют перемещаться по льду, заснеженным участкам, болотам.
А также выделяют несколько различных технологий, по которым работает агрегат.
Сварочный агрегат

Сварка – популярная технология, предназначенная для неразъемного соединения заготовок в единое целое. Широко используется в разных сферах строительства, быта и промышленности, включая производство сложных габаритных изделий и электроники. Швам, создаваемым с ее помощью, присуща высокая прочность, надежность и долговечность, разумеется, при условии, что для выполнения работ использован хороший сварочный агрегат.
Как выбрать данную технику и что стоит учитывать при ее покупке? Производители предлагают огромный ассортимент моделей оборудования для сварки, у каждой из которых есть свои отличительные параметры, основной и дополнительный функционал. Поэтому если вам интересен вопрос приобретения правильного аппарата, изучите его важные характеристики и типы.
Общая информация
Сварочные агрегаты – это автономные устройства, применяемые на объектах, где отсутствует прямой доступ к электросети. От традиционных установок они отличаются полной независимостью от электричества и мобильностью, позволяющей легко перемещать их вручную или посредством специального транспорта.
Благодаря этому установки абсолютно незаменимы для проведения работ на открытом воздухе, в том числе и в сложных климатических условиях – в жару и морозы, ветер и дождь, снег и град. Их используют при возведении жилых, промышленных и гидротехнических объектов, для строительства и ремонта, прокладки дорог и геологических исследований, ликвидации последствий аварий и ЧС.
Также автономные сварочные агрегаты применяют в закрытых пространствах с ограниченным или затрудненным доступом к источнику питания. Главное назначение данных аппаратов – нарезка и соединение металлов. Кроме того, они исполняют солидный спектр задач, в том числе по обеспечению электропитанием бытовой и промышленной техники.

С точки зрения конструкции представляют собой высокотехнологичные системы, помещенные в прочные корпуса. Станции универсального назначения и узкоспециализированная техника собираются на основе двух ключевых узлов – генератора и двигателя. Первый компонент необходим для формирования тока, второй – для преобразования созданной энергии в электропитание.
В комплектацию сварочных агрегатов АДД также входят аккумуляторные батареи, панель управления, устройства для измерения и контроля, топливный бак и реостат, регулирующий силу тока. В пакеты оснащения некоторых моделей включаются механизмы для просушивания электродов, прогрева бетона или мерзлой почвы, блоки воздушно-плазменной резки.
Все основные и дополнительные узлы размещены на общей рамочной платформе из металла и соединены при помощи муфты. Для защиты системы от механических деформаций, неблагоприятных атмосферных факторов используется корпус. Подобная конструкция позволяет эксплуатировать сварочный агрегат во всех климатических зонах России и в любых погодных условиях.
Для быстрого доступа к внутреннему устройству на капоте предусмотрены специальные дверцы (шторки). Они же существенно облегчают ремонт. Некоторые модели могут комплектоваться прожектором, обеспечивающим удобную транспортировку и оптимизирующим эксплуатацию. Все аппараты для сварки условно классифицируют на следующие виды:
- по методу монтажа – на стационарные и передвижные;
- по типу двигателя – на дизельные, бензиновые, электрические;
- по категории генератора – на коллекторные и вентильные.
Одно из главных преимуществ оборудования данного типа заключено в том, что для работы с ним не всегда нужна высокая квалификация. Многие производители, разрабатывая автономные сварочные агрегаты, стремятся достичь идеального баланса солидного функционала и максимально простой эксплуатации. Это существенно облегчает выбор, позволяя исходить не из квалификации мастера, а из возможностей техники и ее стоимости.
Самые популярные виды
Все оборудование для сварки разделяется на две большие категории – для профессионального и бытового использования. Первые установки ориентированы на длительную безостановочную работу в условиях серийного производства, строительства и т. д. Они функционируют от сети 220В и 380В. Бытовые станции работают при напряжении 220В и применяются для частных целей. По принципу действия выделяют следующие категории аппаратов:
- трансформаторы;
- выпрямители;
- полуавтоматические;
- инверторные.
Трансформаторы
Представляют собой надежные сварочные агрегаты с простейшей конструкцией. Главным элементом системы выступает громоздкий понижающий трансформатор, выравнивающий напряжение в сети до параметров, необходимых для работы. Для изменения силы тока используются разные технологии, наиболее востребованная из которых – регулировка расстояния между первичной и вторичной обмотками.
Популярность трансформаторов переменного тока объяснима высоким КПД, доходящим до 90%. При этом определенное количество энергии затрачивается на нагревание самой установки. Чтобы охладить мощное устройство, к нему подключают вентиляторы, утяжеляющие общий вес конструкции. Чаще всего такие сварочные агрегаты АДД используют для нарезки, стыковочного или нахлестывающего соединения деталей из черных или цветных металлов.
- Надежная и простая конструкция;
- Стабильное горение дуги;
- Возможность работы с разными металлами;
- Неприхотливость и долгий срок эксплуатации;
- Доступная стоимость (в 2 или 3 раза ниже инвертора).
- Солидный вес и внушительные габариты;
- Повышенный расход электроэнергии;
- Необходимость постоянной поддержки дуги;
- Подходит только для профессиональных операторов.
Выпрямители

Поколение аппаратов для сварки, работающих по принципу преобразования переменного тока в постоянный. Сложная конструкция устройств дополнена блоком полупроводниковых кремниевых или селеновых вентилей, проводящих электроток в едином направлении. Такая особенность позволяет формировать стойкую и стабильную дугу без скачков и прерываний и, как следствие, ровные качественные швы.
Для улучшения характеристик выпрямители комплектуют дросселями для фильтрации и регулирования сварочного тока, а также измерительными, защитными и пускорегулирующими приборами. Чтобы обеспечить стабильность напряжения и температуры, в них также устанавливают ветровые реле, автоматику, плавкие предохранители, термостаты.
- Для сварки цветных металлов, стали и чугуна;
- Минимальное разбрызгивание присадочных материалов;
- Компактная конструкция и небольшой вес;
- Устойчивая и стабильная дуга;
- Подходит для непрофессиональных операторов;
- Высокий КПД.
- Не может подключаться к бытовой электросети;
- Сложная конструкция, требующая непрерывного охлаждения;
- Чувствительность к перепадам напряжения и замыканиям;
- Высокая стоимость, доступная не каждому.
Полуавтоматы
Сварочные агрегаты передвижного или стационарного типа, работающие на основе импульсивного или постоянного тока, с использованием защитных газов или флюсовой проволоки диаметром 0,6-0,8 мм. Отличаются сложным конструктивным исполнением, высокой продуктивностью и легким управлением. Компактные установки с небольшим весом востребованы для работ по сварке алюминия, стали и других металлов.
Процесс соединения деталей регулируется исходя из того, какая проволока или газ применяются для стыковки. Определяющими параметрами являются сила индуцируемого тока и скорость подачи присадочной проволоки. Чаще всего полуавтоматические агрегаты для сварки используются в автосервисе, поскольку гарантируют высокую прочность стыков и исключают образование флюсовой окалины.
- Высокая производительность и качество создаваемых швов;
- Солидный выбор стыкуемых металлов;
- Возможность соединения тонколистового профиля;
- Широкий диапазон настроек и регулировки.
- Затрудненность работы в условиях улицы из-за ветра;
- Стационарность – для подключения необходима трехфазная сеть;
- Сложная конструкция, дорогостоящие расходники и высокая стоимость.
Инверторы

Самый современный и технически продвинутый вид сварочных агрегатов, который появился сравнительно недавно и уже завоевал огромную популярность. Оборудование характеризуется повышенной частотой, позволяющей добиться высокой точности соединений, эргономичными габаритами и массой, которая в 3-6 раз меньше трансформаторных аналогов.
Высокотехнологичный сварочный аппарат класса инвертор легко выдерживает скачки напряжения до 270В. Большое количество схем управления, контроля и защиты обеспечивают высокий КПД, универсальность применения и электрическую безопасность. Установка формирует стабильно стойкую дугу с минимальным количеством брызг из металла и, как результат, ровные, аккуратные и точные швы высокого качества.
- Высокая экономичность – до 95% энергии тратится непосредственно на сваривание;
- Широкий диапазон параметров тока, позволяющий использовать разные электроды;
- Максимальная стабильность процесса, гарантированная микропроцессорным управлением;
- Возможность продолжительной и беспрерывной работы.
- Дорогая начальная стоимость, сервисное обслуживание и ремонт;
- Возможность хранения только в пространствах с низкой влажностью и определенным температурным режимом;
- Необходимость постоянного очищения или продувания воздухом, чтобы исключить замыкание по причине засорения пылью.
Как выбрать?
Стационарные, переносные и передвижные сварочные агрегаты подбирают исходя из условий и целей эксплуатации. Модельный ряд аппаратов, представленных на рынке, весьма обширен. Специалисты рекомендуют отдавать предпочтение брендам Европы, США, России и Китая. Следует доверять известным и опытным производителям с хорошей репутацией, честно указывающим в паспорте техники ее реальные параметры.
Перед тем, как принять решение о покупке, важно дать развернутые ответы на следующие вопросы:
- для каких условий эксплуатации приобретается оборудование?
- каковы объемы и количество предполагаемых работ?
- для обработки каких металлов нужен аппарат?
- насколько важны параметры веса, мобильности и эргономичности инструмента?
Если аппарат необходим для профессиональных работ с разными металлами и в различных условиях, следует отдать предпочтение универсальному сварочному агрегату с широким пакетом характеристик. Для бытовых целей нет смысла покупать дорогое и мощное оборудование. С такой задачей вполне справится экономичная установка переменного тока.
Для эксплуатации в холодном климате лучше приобрести технику на бензиновом двигателе, поскольку она легче заводится при низких температурах. Также стоит учитывать, что дизельные установки более безопасные и экономичные, что актуально для объектов, где возможно применение легковоспламеняющихся веществ. При выборе любой модели обязательно следует обратить внимание на доступность комплектующих, гарантийного и сервисного обслуживания.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Характеристики сварочных агрегатов

Сварочный агрегат представляет собой автономную передвижную станцию, предназначенную для эксплуатации в местах, где нет возможности подключения к сети питания. Как правило, такое оборудование востребовано и абсолютно незаменимо при проведении работ в полевых, монтажных и заводских условиях. Фактически оно сочетает в себе сварочный аппарат и генератор. Его применяют для соединения и резки металлов методом электродуговой сварки.
Ключевыми отличиями этого оборудования от других сварочных систем являются автономность и мобильность, возможность доставки в нужное место на транспорте. Под полевыми условиями для такой техники понимают работу на открытом воздухе за пределами города. Именно поэтому автономные сварочные агрегаты изготавливаются с учетом влияния природных факторов (дождя, снега, жары), присущих определенным регионам. Конструктивно оборудование состоит из двух главных узлов: автономного источника питания (двигателя) и генератора, производящего ток. Кроме них, сварочные агрегаты саг могут оснащаться такими системами, как: генератор электротока, специальное устройство для прогревания льда, бетона, замерзшей земли, прибор, регулирующий сварочный ток и его параметры, блок плазменно-воздушной резки, устройство для просушки электродов.
По техническим характеристикам выделяют следующие категории сварочных агрегатов:
- охлаждение двигателя - воздушное/водяное;
- вид двигателя - бензиновый/дизельный;
- тип генератора - вентильный/коллекторный;
- вид тока - постоянный/переменный;
- количество сварочных постов - однопостовой/многопостовой;
- номинальный ток (А) - 250 / 315 / 400 / 500;
- способ транспортировки - стационарный, переносной, передвижной, самоходный.
Эксплуатация сварочного агрегата

Универсальность, функциональность, практичность и мобильность - все эти качества обеспечивают успешную эксплуатацию сварочного агрегата во многих сферах, где требуется провести работы при полной автономности. Однако не стоит забывать, что подобное оборудование является технически сложным, поэтому его выбор, как и последующая надежная работа, требуют соблюдения определенных правил.
Чтобы автономный сварочный агрегат безупречно выполнял все поставленные задачи, рекомендуется обратить внимание на следующие критерии:
- назначение (профессиональное или бытовое);
- мобильность;
- предполагаемая интенсивность нагрузки;
- параметры сети питания;
- система защиты.
Если сварочный агрегат приобретается для работы в закрытом помещении, обязательно нужно предусмотреть возможность вывода выхлопных газов или установки устройства в хорошо проветриваемом месте. Выбирая такой аппарат, стоит учитывать: сферу применения, длительность сварочного процесса, тип двигателя. Кроме этого, необходимо определиться с вспомогательной сетью питания и маркой газовой горелки.
К эксплуатации сварочных агрегатов допускаются грамотные и аттестованные мастера, которые в совершенстве знают не только все нюансы своей специальности, но и основы электротехники, принципы работы и устройства двигателей и генераторов, а также умеют быстро ремонтировать основные возможные неисправности.
Устройство сварочного агрегата
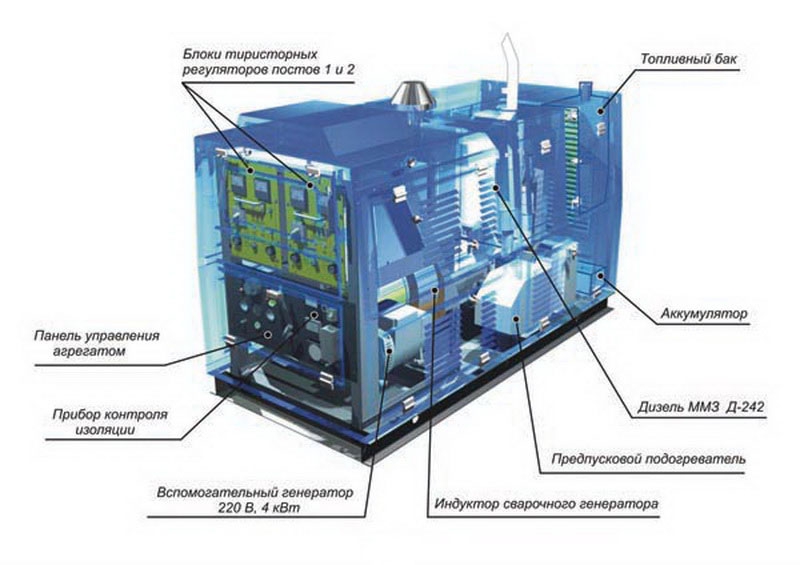
Чтобы лучше понять принцип работы сварочного агрегата, нужно изучить его устройство. Конструктивно такая система представляет собой высокотехнологичную совокупность оборудования, помещенную в корпус. Как указано выше, любой универсальный или специализированный сварочный агрегат состоит из двух ключевых компонентов: двигателя и генератора. Также в его стандартную комплектацию включены:
- пульт управления;
- системы контроля/измерения;
- емкость под топливо;
- аккумуляторные батареи;
- реостат, регулирующий ток;
- инструментарий.
Все главные и вспомогательные узлы крепятся на раме внутри прочного стального корпуса, защищающего конструкцию от негативного климатического воздействия и механических деформаций. Именно такая техническая продуманность гарантирует успешную эксплуатацию оборудования на открытом воздухе в широком диапазоне температур.
На боковых или тыльной частях корпуса имеются открывающиеся дверцы, обеспечивающие доступ к элементам устройства и проведение технического обслуживания. Для эксплуатации и транспортировки в темное время суток сварочный агрегат саг комплектуется световой сигнализацией.
Схемы сварочных агрегатов
Работа любого сварочного агрегата осуществляется на основе принципиальной схемы, которая создается для эффективной производительности. Поэтому специалист, планирующий использовать подобную технику, должен предварительно изучить ее схему. Современные производители выпускают широкий ассортимент оборудования, благодаря чему можно выбрать оптимальное решение, соответствующее нужному функционалу и финансовым возможностям.При этом установки сварочных агрегатов могут иметь различие в определенных деталях. Однако основной механизм их управления и функционирования, а также схемы являются практически идентичными. Главная задача, которую решает принципиальная схема - подача стабильного напряжения, обеспечивающего заданную частоту для выполнения определенных работ.
Кроме того, она отвечает не только за безотказную работу устройства, но и за создание электрической дуги, позволяющей получить аккуратные и равномерные сварочные швы, соответствующие техническим и эстетическим требованиям. Также для каждой конкретной модели возможны дополнительные схемы, разработанные производителем для увеличения надежности и безопасности сварочного агрегата.
Сварочный колёсный агрегат

Уникальной разновидностью сварочной техники является колесный агрегат, позволяющий проводить работы в самых сложных климатических и инженерно-геологических условиях. Такое оборудование имеет особую конструкцию: комплектуется шасси с колесами, благодаря чему может быстро и комфортно перемещаться без применения специального транспорта, а, например, при помощи легкового автомобиля.
Это позволяет существенно увеличить несущие характеристики агрегатного устройства. Его небольшой вес в совокупности с системой колес оптимизируют давление на грунт. Таким образом, обеспечивается возможность легкой доставки аппарата в труднопроходимые местности.
Ремонт сварочного агрегата

Современная сварочная техника характеризуется надежной и безопасной эксплуатацией, функциональностью и компактной конструкцией. Несмотря на это, даже у самых навороченных аппаратов иногда наблюдаются сбои в работе. Как показывает практика, типичные неисправности сварочных агрегатов вызваны различными факторами. К основным из них относятся:
- несоблюдение требований эксплуатации - использование уже поврежденной техники или применение не по назначению;
- длительный период работы на устройствах, не имеющих автозащиты от перегрева;
- выполнение сварки в пространствах с высоким уровнем влажности или загрязненности;
- некорректное подключение оборудования и неправильное завершение работы;
- попадание внутрь корпуса металлической стружки, пыли;
- неправильно подобранный ток;
- повреждение сварочного кабеля.
Многие пользователи таких установок имеют неплохие познания в сфере электротехники и механики. Но поскольку сварочный агрегат является сложной техникой, а не простым устройством, для устранения неисправностей лучше обратиться в сервисный центр. В таких организациях есть все условия, необходимые для быстрого и качественного ремонта: современное оборудование, сертифицированный персонал, склады оригинальных запчастей и т.д.
Специалисты диагностируют поломку и быстро произведут ремонт. По окончанию работ вся техника проходит проверку на специальных стендах и контроль качества. Если пользователь продолжит эксплуатировать оборудование, невзирая на явные проблемы, это только ухудшит ситуацию. Обращаться за помощью к профессионалам нужно при выявлении даже мелких неисправностей. А самое дальновидное решение - не ждать поломок, а своевременно выполнять техобслуживание.
Читайте также: