Сварочный аппарат для сшитого полиэтилена
Обновлено: 01.05.2024
При организации индивидуального водоснабжения и современных отопительных систем все большее применение находят трубы из синтетических материалов, основными из которых является полипропилен, металлопластик и полиэтилен двух типов: низкого давления (ПНД) и сшитый (PEX). При устройстве трубопроводной магистрали из последнего вида используют специализированный инструмент для монтажа труб из сшитого полиэтилена и технологии, отличные от работы с похожими материалами.
Монтаж трубопроводной линии из сшитого полиэтилена несложно провести своими руками при наличии нужного инструмента после изучения технологии стыковки. При этом полезно знать свойства PEX полиэтилена и области его применения.

Рис. 1 Внешний вид изделий из сшитого полиэтилена
Технология производства труб из сшитого полиэтилена
Обычный полиэтилен имеет низкую термостойкость, поэтому находит применение в быту только при организации холодного водоснабжения. Современные технологии, которые называют сшивкой, позволили получить из полиэтилена материал с более высокими техническими характеристиками под условным обозначением PE-X (PE — PolyEthylene, X — Cross-linked).
Изменение параметров достигается выбиванием атомов водорода из полиэтиленовых молекул с их дальнейшей поперечной сшивкой в трехмерную сетку следующими химическими и физическими способами:
- Пероксидный (PE-Xa). Методика заключается в перемешивании полиэтиленовых гранул и пероксидов с дальнейшим нагревом смеси до высокой температуры.
- Силановый (PE-Xb). При данной обработке полиэтиленовую заготовку пропускают через ванну с силаном и катализатором, в результате чего молекулы водорода замещаются силаном. Метод отличается равномерностью сшивания по всему сечению изделия.
- Электронный (PE-Xc). Высокопроизводительный способ, при котором удаление водорода из молекулярной решетки происходит путем бомбардировки его структуры электронами при рентгеновском излучении. Недостаток данного способа — неравномерная структура материала с более высоким процентом сшивки молекул на наружной поверхности.
- Азотный (PE-Xd). Редко используемый из-за малой эффективности метод обработки полиэтилена азотными радикалами.

Рис. 2 Маркировка PE-X
Обычно метод сшивания указывается на маркировке изделия, лучшими считаются марки, изготовленные по технологии А, типы В и С имеют ограничения в использовании, связанные с их прочностными и пластическими характеристиками.
Стандартный технологический процесс производства PE-X состоит из следующих этапов:
- Расплавленный гранулированный полиэтилен вместе с красителем, прессом выдавливается через кольцевое отверстие экструдера, образуя цилиндр необходимого сечения.
- Если изделие предназначено для отопительных систем или теплых полов, его поверхность обрабатывается спиртовым раствором этиленвинила, в результате чего образуется пленка, препятствующая диффузии кислорода.
- Конечной стадией процесса производства является обработка изготовленной трубной поверхности по одной из приведенных выше методик, при этом молекулы сшиваются с разной степенью эффективности.
Основные технические характеристики труб из сшитого полиэтилена
Трубы из сшитого пластика широко используют в быту при:
- Монтаже линий и элементов систем отопления.
- Устройстве теплых полов под стяжкой.
- Подключении радиаторов отопления при переноске.

Рис. 3 PE-X – свойства материала
Широкое применение полиэтиленовых труб, изготовленных способом сшивания, обусловлено их следующими свойствами:
- В отличие от обычного полиэтилена, который рассчитан на работу под давлением с температурой жидкости, не превышающей 40 С., PEX могут длительное время функционировать в системах с температурой воды до 95 С. Максимальная рабочая температура, которую выдерживают трубопроводные линии из РЕХ, зависит от способа изготовления и может достигать 120 С.
- Материал легче стали в 8 раз.
- Гладкая поверхность внутренних стенок уменьшает потери давления в трубопроводе, на них не образуется накипь.
- Многие марки PEX способны работать при давлениях до 20 бар.
- Магистраль из сшитого полиэтиленового трубопровода поглощает вибрации от работающего оборудования (компрессионных электронасосов) и шумы от проходящего водного потока.
- РЕХ устойчив к воздействию большинства агрессивных химических веществ, число которых достигает 200 наименований.
- Срок службы РЕХ составляет 50 лет при эксплуатации в режиме 90 С./7 бар. или 70 С./11 бар.
- Материал устойчив к коррозии, не выделяет в протекающую жидкость вредных токсинов и химических веществ во всем диапазоне рабочих температур.
- Пластичность позволяет монтировать трубопровод с минимальным радиусом изгиба в 6 диаметров.
- РЕХ не теряет своих свойств при замерзании жидкости внутри.
- Поверхность, покрытая слоем поливинилэтилена (EVON), препятствует диффузии кислорода.
- Трубопровод из РЕХ легко монтируется своими руками с помощью простых механических приспособлений.
- Изделия обладают обратной усадкой, то есть принимают начальную форму в случае пластической деформации.

Рис. 4 Примеры соединения труб из сшитого полиэтилена
Обладают ли изделия из PEX недостатками
Сшитый пластик имеет недостатки, которые производитель устраняет на стадии производства, основные из них:
- Высокая кислородопроницаемость. Правилами технической эксплуатации нормируется содержание в воде, циркулирующей в сетях отопления, кислорода. Его наличие в жидкости приводит к окислению металлических изделий в результате взаимодействия, из-за чего образуются оксиды металлов (ржавчина), приводящие к ускоренному разрушению металлических частей. Поэтому при производстве PEX покрывают диффузионным слоем из синтетических компонентов, препятствующих поступлению кислорода в воду.
- PEX боится воздействия ультрафиолетового излучения. Для защиты его окрашивают на стадии изготовления и эксплуатируют внутри помещений.
- Для монтажа трубопровода требуется приобретение соединительных фитингов и специализированного инструмента, что с экономической точки зрения довольно накладно, как и стоимость 1 погонного метра труб, составляющая около 0,7 у.е.
Особенности соединения сшитых полиэтиленовых труб
Основная технология стыковки полиэтиленовых труб — использование фитингов. При этом существуют 3 основных метода стыковки труб — компрессионный (обжимной), прессовый (пресс-фитинги, обжимные кольца) и напрессовочный (надвижные гильзы).
Сущность компрессионного способа состоит в обжимании фитинга, помещенного внутрь трубы, с помощью металлического кольца с прорезью на поверхности, которое сжимается накидной гайкой. Технология является универсальной и широко используется для соединения ПНД и металлопластиковых труб.

Рис. 5 Виды фитингов
Благодаря своей пластичности для монтажа РЕХ разработана спецтехнология напрессовки, при которой фитинг вставляется в механически расширенное гнездо на конце трубы. Помимо того, что после установки фитинга пластик автоматически сжимается вследствие своей молекулярной памяти, обеспечивая прочную и герметичную фиксацию, сверху на соединение механическим методом натягивается металлическая гильза, обеспечивающая очень надежную фиксацию.
Прессованием фиксируют фитинги, специально изготовленные для запрессовки на наружной трубной поверхности или расположенные внутри стенок, в последнем случае их зажим происходит наружными зажимными кольцами.
Почему сшитый полиэтилен не сваривается
В отличие от полипропилена, который легко сваривается паяльником для сварки полипропиленовых труб в домашних условиях, сварка полиэтилена любого вида в быту не применяется из-за высокой стоимости оборудования и непрактичности.
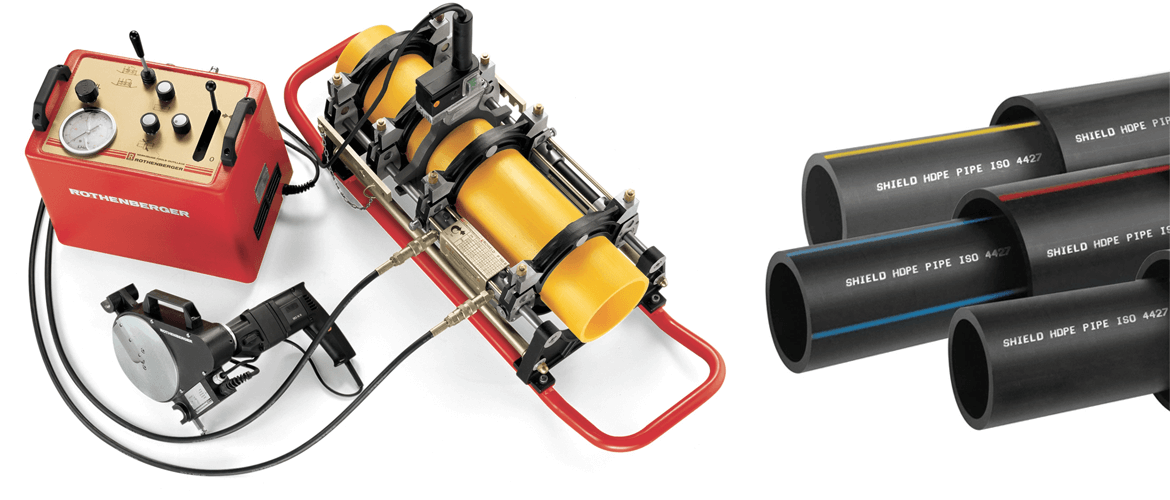
Сварочная технология используется для состыковки промышленных и магистральных труб большого диаметра из полиэтилена низкого давления (ПНД), при этом применяют две методики сварки полиэтиленовых труб: электромуфтовая сварка при помощи пластиковых электросварных муфт или стыковая сварка, сварное сопряжение под давлением после расплавления трубных концов специализированным стыковым сварочным аппаратом.

Рис. 6 Особенности соединения труб ПНД большого диаметра сваркой
Электросварные муфты для сваривания ПНД имеют высокую стоимость, к тому же для их использования требуется дорогостоящий прибор, обеспечивающий прохождение электрического тока с заданными параметрами. Во втором, более «дешевом» способе, помимо использования паяльного диска с электронным прибором, задающим температуру и время его нагревания, трубы помещают в массивную конструкцию, позволяющую соединять их нагретые концы под давлением.
Соединение PEX с помощью пресс-фитингов
Стыковка пластиковых труб пресс-фитингами аналогична производству данных операций с изделиями из металлопласта и выполняется в следующей последовательности:
- Обрезают трубные концы ножницами-секаторами и снимают внутреннюю фаску разверткой.
- В стандартные пресс-клещи вставляют насадку нужного размера, наиболее распространенные наружные диаметры — 16, 20, 25 и 32 мм.
- Разводят рукоятки инструмента на 180 градусов и открывают его головку, после чего в ее пазы вставляют две половинки пресс-насадок, их закрепляют кнопочным фиксатором.
- Одевают пресс-фитинг поверх трубы до упора (его расположение и точность установки можно посмотреть в контрольном окошке).
- Раздвигают рукоятки инструмента на 180 градусов, открывают замок, вставляют пресс-фитинг и сдвигают рукоятки, для чего прилагают определенные усилия.
- После совмещения ручек прибора обжимку пресс-фитинга в системах с опрессовкой можно считать завершенной.

Рис. 7 Фрагменты видео установки пресс-фитингов
Следует отметить, что данная методика рассчитана на жесткие трубопроводы, так как пресс-фитинг помещается и обжимается снаружи трубной поверхности, поэтому ее использование для монтажа эластичных PEX практически не применяется.
Опрессовка
В отличие от предыдущего метода, фитинг вставляется внутрь трубы, а его контакт со стенками происходит при помощи обжимного кольца, операцию производят в таком порядке:
- Ножницами-секаторами обрезают трубные концы под углом 90 градусов к центральной оси.
- Калибратором обрабатывают конец, придавая ему круглую форму, выравнивая края и снимая с внутренней стороны фаску, образованную после обрезки. В случае отсутствия калибратора для снятия фаски можно воспользоваться наждачной бумагой.
- Вставляют в трубу штуцер фитинга до упора и надевают на ее конец обжимную муфту.
- С помощью ручных или электрических пресс-клещей производят обжимание муфты, которая по окончании проводимых работ должна иметь углубления в виде колец правильной формы.

Рис. 8 Опрессовка
Данный технологический процесс хотя и может теоретически использоваться для крепления фитингов в PEX видах, обеспечивает менее надежный контакт, чем специально разработанная методика для состыковки друг с другом сшитых полиэтиленовых труб.
Напрессовочный метод
Наиболее правильная методика монтажа труб из сшитого пластика, при которой в полной мере используется такие качества материала, как гибкость и молекулярная память. При работах на трубу одевают гильзу и запрессовывают штуцер фитинга в трубном отверстии.
Соединение отличается самой высокой степенью герметизации в отличие от рассмотренных выше методов, обеспечивает высокую надежность трубопровода. Технология состоит в развальцовке трубного края, после чего в него вставляется фитинг компрессионного типа. Его крепление происходит при помощи металлической гильзы, которая натягивается сверху на трубу в место расположения штуцера.

Рис. 9 Компрессионный способ соединения труб PE-X
Соединение труб посредством компрессионных (обжимных) фитингов
Метод не требует специализированного инструмента и является основным способом соединения труб ПНД малого диаметра, широко применяемых для организации индивидуального водоснабжения в быту. Если для стыковки ПНД используются пластиковые фитинги, то металлопластик или сшивной полиэтилен состыковывают при помощи арматуры из металла, при этом не требуется дорогостоящий сантехнический инструмент, достаточно разводного или обычного ключа.
Технология монтажа с использованием муфт компрессионного типа состоит из следующих этапов:
- На пластиковую трубу одевается обжимная гайка с конусом внутри и разрезное кольцо (иногда в системе присутствует резиновая прокладка), после чего в нее вставляется специальный компрессионный фитинг.
- При помощи разводного ключа накидная гайка с кольцом до упора прикручивается к фитингу через его наружную резьбу, в результате чего происходит сжатие разрезного кольца и соответственно трубной поверхности. Это обеспечивает прочную и надежную фиксацию фитинга, дополнительную изоляцию обеспечивают резиновые кольца, которые одеваются на штуцер.
Преимуществом технологии является возможность разборки, к недостаткам относят необходимость обслуживания — накидная гайка в процессе эксплуатации может откручиваться, тем самым ослабляя контакт.
Данный недостаток является довольно существенным и ограничивает использование данной технологии в системах отопления и горячего водоснабжения в случаях, если к муфтам невозможен прямой доступ.

Рис. 10 Специальный инструмент для сшивки трубопроводов из PE-X
Инструмент для монтажа труб из сшитого полиэтилена и методика производства работ по стыковке PEX
Основной технологией соединения сшитых полиэтиленовых труб является напрессовка наружной гильзы на место расположения вставленного фитинга. Для проведения данных работ промышленность выпускает ручной механический инструмент, также в продаже имеются его электрические аналоги, уменьшающие время монтажа.
Инструмент для монтажа труб из сшитого полиэтилена
Для соединения своими руками PEX потребуется следующий инструмент:
- Секатор. Используется для ровной обрезки трубных концов под прямым углом.
- Эспандер (Расширитель). Расширитель для труб из сшитого полиэтилена предназначен для развальцовки их концов до размеров, создающих удобное посадочное гнездо для фиксации фитинга.
- Пресс. Гидравлический пресс служит для задвижки гильзы в место установки фитинга.
- Насадки. Для работы с трубами диаметром 16, 20, 25, 32 мм. используются специальные насадки для пресса и расширителя.
- Смазка. Ее использование облегчает вставку штуцера в расширенное гнездо.

Рис. 11 Детали для напрессовки
Подготовительные работы — рекомендации
Перед проведением работ приобретают необходимые фитинги и инструмент с учетом того, что качественное и надежное соединение может быть выполнено только при использовании труб, фитингов и инструмента от одного производителя.
Иногда, при длительном хранении РЕХ в бобинах, они теряют свою форму — вернуть им первоначальный вид можно путем нагревания. Для этого используют бытовой фен, прогревая деформированный участок горячим воздухом — спустя некоторое время нагретая поверхность возвращается в первоначальное состояние.
Порядок выполнения монтажных работ
Монтажные работы по подключению фитингов к PEX, посредством которых происходит их стыковка, состоят из нескольких простых операций:
- С помощью специальных ножниц обрезают трубу нужного размера, следя за тем, чтобы срез был выполнен под прямым углом относительно центральной оси.
- Надевают гильзу и расширяют трубный конец, при необходимости используя нужные насадки с необходимым диаметром.
- Вставляют фитинговый штуцер в посадочное гнездо, используя мыльный раствор или смазку, но обычно для надежности крепления обходятся без этих вспомогательных материалов.
- При помощи ручного эспандера или электрического пресса надвигают гильзу на место установки штуцера.

Рис. 12 Этапы выполнения работ по закреплению фитинга в РЕХ
Для получения надежного и герметичного стыка в сшитых полиэтиленовых трубопроводах используют инструменты из расширителя и пресса, позволяющие надежно фиксировать фитинги, с участием которых происходит монтаж элементов в линии. При работах применяют расширитель с насадками для разных диаметров трубы и гильзу, которую надвигают на место установки штуцера, для проведения операции по перемещению гильзы используется специальный пресс.
Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
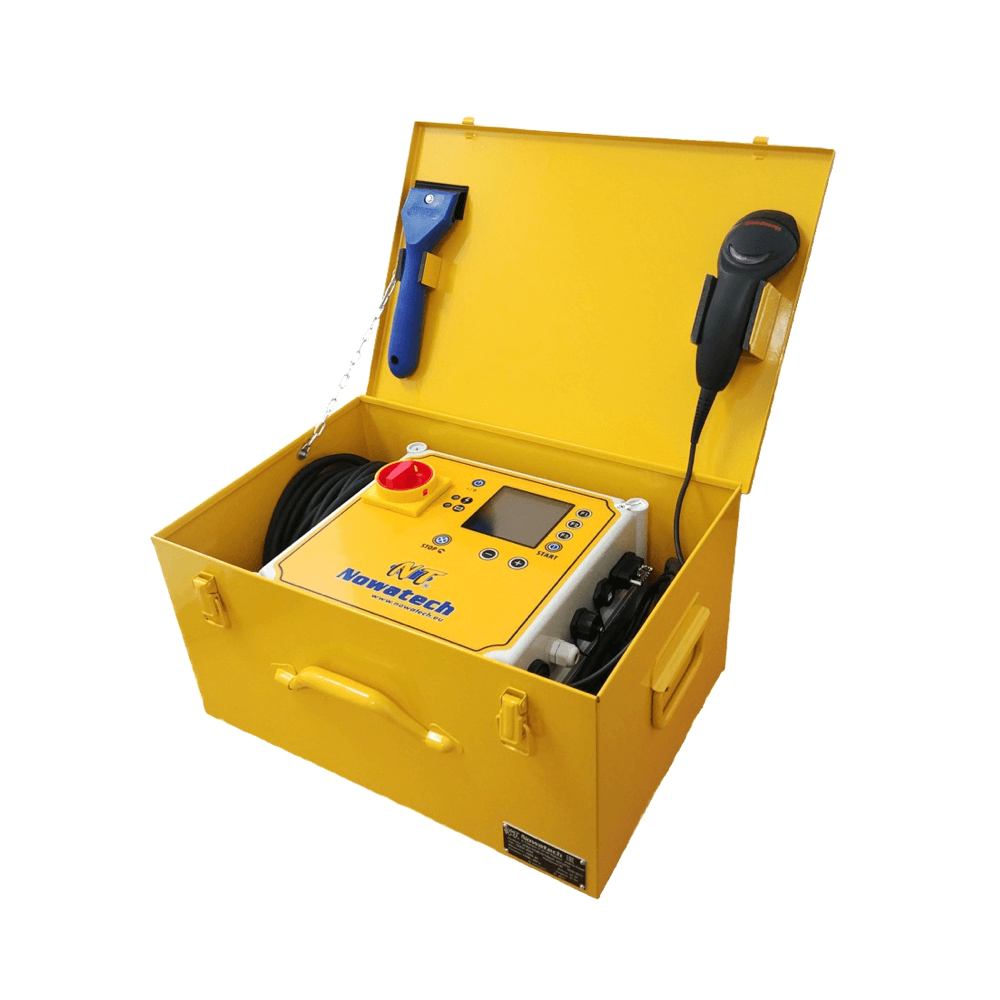
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | - |
| ZERN-800 Plus | 160 | 1,45 | - |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | - |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | - |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
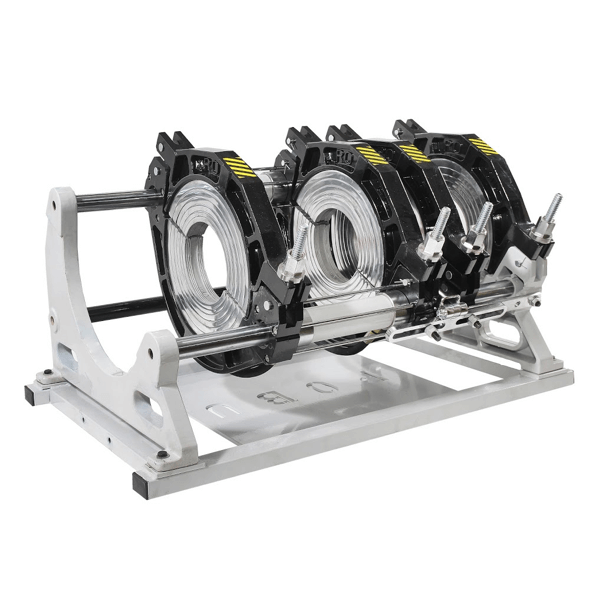
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
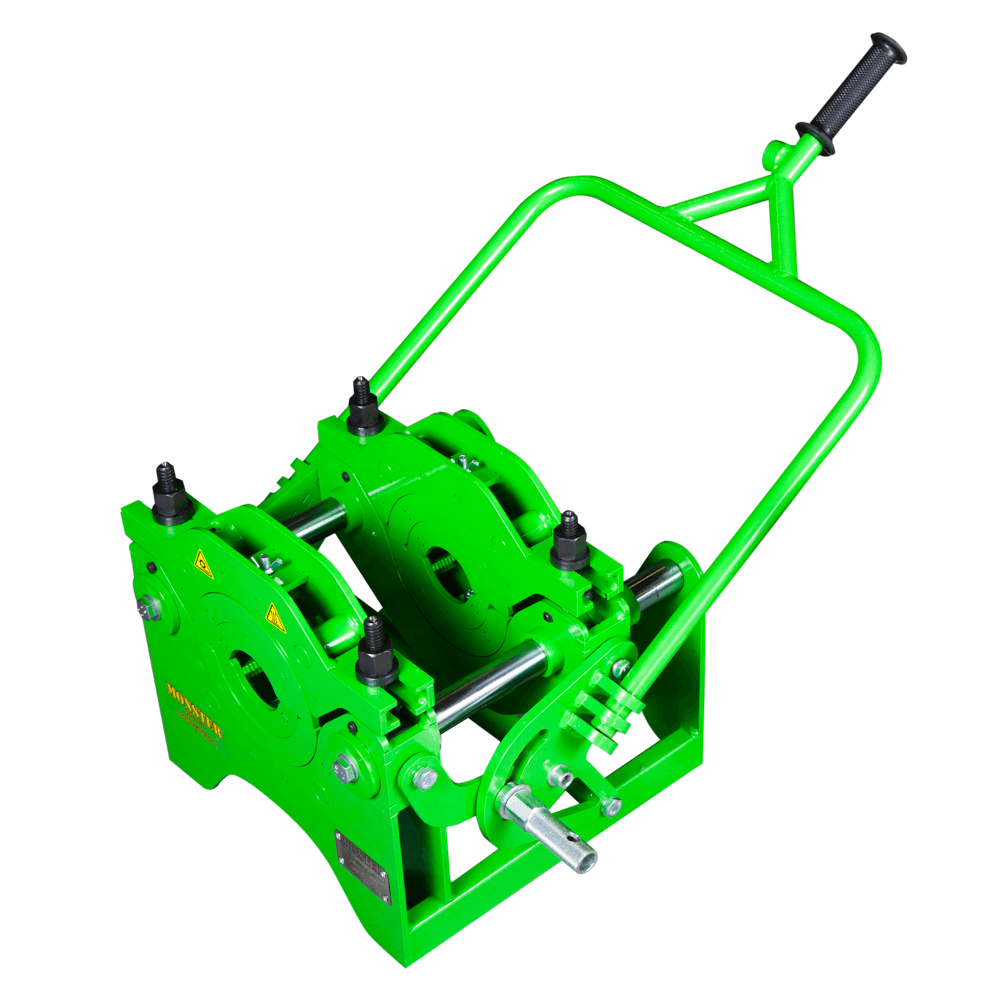
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
Какие инструменты применяют для сшитого полиэтилена?
Инструменты для сшитого полиэтилена позволяют создавать герметичные стыки труб, отличающиеся надёжностью, долговечностью. От их выбора зависит простота, качество, удобство проводимых работ. Перед использованием изделий нужно изучить особенности их монтажа. также важно знать способы соединения труб из сшитого полиэтилена.

Трубы из сшитого полиэтилена
Свойства материала
Сшитый полиэтилен (ПЭ) имеет структурную память на молекулярном уровне, то есть после механических или термических деформаций при нагреве он восстанавливает свою форму. Технические характеристики при этом полностью сохраняются. Это свойство позволяет его эксплуатировать в условиях отрицательных температур.
Внутренняя поверхность гладкая, за счёт чего вероятность образования засоров или застоев транспортируемой жидкости минимальна. Наличие пластиковых слоёв с внутренней и внешней стороны обеспечивает максимальную коррозионную стойкость.
Изделия обладают низким коэффициентом теплового расширения. При перекачивании жидкой среды уровень шума минимальный.
Обычные сшитые ПЭ изделия обладают воздухопроницаемостью. Поэтому для транспортировки газовых сред следует применять специальные изделия со слоем с пониженной диффузией. Также он позволит защитить подключённое оборудование от коррозионных процессов внутри канала.
Технология производства
Суть технологии заключается в изменении свойств материала за счёт замещения водородными атомами молекул ПЭ и последующей процедуры сшивки. Различают такие методы производства:
- азотный — мало применяемый по причине неэффективности атомов азота для обработки молекул полиэтилена;
- силановый — основанный на погружении заготовки в ёмкость с подготовленным раствором, в нём водородные молекулы замещаются силановыми, сшитая сетка получается равномерной;
- пероксидный — используется смешивание гранул полиэтилена и пероксидов с термообработкой при высоких температурах;
- электронный — эффективный способ, основанный на бомбардировке электронами молекул полиэтилена путём рентгеновского облучения с выбиванием водородных атомов.
Технология пошагово реализуется так:
- Полиэтилен в гранулах вытягивают через экструдер, получая цилиндрическую заготовку.
- При производстве изделий для отопительных систем поверхность заготовки обрабатывается раствором этиленвинила в спирте. На поверхности формируется защитная плёнка, защищающая изделие от кислородной диффузии.
- Сшивка молекул.
Основные технические характеристики
Технические характеристики труб:
- предельное давление транспортируемой среды —20 бар;
- максимальный нагрев — до +120 0 С (превышает величину, установленную для полиэтиленовых изделий);
- срок эксплуатации — до 50 лет;
- стойкость к химически активным средам, коррозии, истиранию, механическим воздействиям;
- сохранение всех свойств в широком температурном диапазоне;
- создание соединений с высокой степенью герметизации.
Выбор способа монтажа
Метод монтажа выбирается с учётом следующих критериев:
- рабочего давления системы;
- параметров транспортируемой среды;
- необходимости обслуживания участка разводки коммуникаций;
- сложности укладки;
- назначения коммуникаций;
- особенностей окружающей среды.
Какие инструменты понадобятся для монтажа
Выбор инструментов для монтажа труб из сшитого полиэтилена проводится следующим образом:
- обжать трубы с использованием соединительных фитингов можно двумя гаечными ключами;
- для создания сварных швов потребуется сварочный аппарат;
- напрессовку можно сделать расширителем (ручным или гидравлическим) и прессом гидравлического типа.
Особенности соединения труб также требуют применения следующих инструментов:
- строительного фена;
- трубореза;
- ножниц-секатора;
- плоскогубцев.
Электросварное соединение
Пошаговая инструкция соединения сварочным способом:
- На подготовленный конец трубы надевают полиэтиленовый фитинг повышенной плотности, в котором находятся спиральные жилы для нагрева.
- Клеммы фитинга подсоединяют к сварочному аппарату.
- Выполняют прогрев фитинга до +170 0 С.
- Выключают аппарат, ждут пока остынет фитинг и соединение станет монолитным.
Для труб из сшитого полиэтилена важно соблюдать температурные режимы при сварке. Поэтому нужно использовать качественные сварочные аппараты с тонкими настройками по току и напряжению.
Монтаж труб из сшитого полиэтилена для обогрева стен (Фото: Instagram / rusteplopol1)
Напрессовочный метод
Пошагово соединение выполняется следующим образом:
- Пресс-гильзу надевают на трубу.
- Внутрь вставляют расширитель, затем увеличивают диаметр, пока труба не войдёт в фитинг.
- На расширенный торец надевают фитинг до упора.
- Затем поверх располагают прессовочную гильзу. Труба расширится и примет свою прежнюю форму.
Обжимной метод
Выполняют обжим для опрессовки труб в такой последовательности:
- На трубу натягивают гайку резьбой к месту стыковки.
- Крепят разрезное кольцо на расстоянии 1 мм от торцевой части.
- Вставляют внутрь фитинг так, чтобы кольцо оказалось над штуцером.
- Закручивают гайку без срыва резьбы, но максимально плотно.
Особенности монтажных работ
Монтаж трубопроводов имеет следующие особенности:
- для присоединения коммуникаций разных диаметров применяют редукционные фитинги;
- сварку или пайку лучше проводить при температуре окружающей среды выше +5 0 С;
- минимальный интервал между стенкой и коммуникациями должен быть более 20 мм;
- фитинг надевать легче, если снять фаску;
- после завершения монтажных работ нужно провести гидроиспытания на герметичность.
Изделия, изготовленные из сшитого полиэтилена, представляют собой многослойную матрицу с трёхмерной структурой. Технология их производства сложна, но при этом стоимость значительно ниже аналогов их пластика или металлопластика. Изделия гибкие, термостойкие, прочные.
Читайте также: