Сварочный аппарат форсаж 160ад
Обновлено: 19.05.2024
Аппарат сварочный постоянного тока для аргонодуговой сварки типа ФОРСАЖ-160АД (в дальнейшем аппарат) предназначен для сварки деталей, узлов и сборок, изготовленных из высоколегированных и нержавеющих сталей, а также из цветных металлов (меди, никеля, магния, титана, циркония) и их сплавов.
Сварка производится в ручном режиме неплавящимся вольфрамовым электродом в среде инертных газов (аргона, его смесей с кислородом или с углекислым газом) с применением присадочной проволоки.
Аппарат ФОРСАЖ -160АД обеспечивает:
-бесконтактное (за счет применения осциллятора) или контактное возбуждение дуги при подаче электрода и защитного газа к свариваемому шву;
-стабильность процесса сварки;
-высокое качество сварного шва за счет подачи газа в зону сварки до зажигания и после погасания электродуги;
-высококачественное формирование шва и заварки кратера сварного шва за счет плавного нарастания и спада сварочного тока;
-выполнение сварочных швов в любых пространственных положениях;
-возможность сварки тонкостенных материалов малыми токами даже при наличии между ними относительно больших зазоров;
-возможность работы в продолжительном режиме;
возможность двухтактного управления процессом сварки (путем нажатия и удержания кнопки управления в течение сварочного цикла) и четырехтактного управления (кратковременным включением и выключением кнопки управления в начале и в конце каждого варочного цикла).
ФОРСАЖ-160АД также может использоваться для ручной электродуговой сварки штучными плавкими электродами стальных материалов, а также деталей и агрегатов, изготовленных из нержавеющих сталей, чугуна, медных и алюминиевых сплавов, имеющих в местах сварного шва толщину от 0,5 до 10,0 мм, при дуге, образованной "крутопадающей" выходной характеристикой сварочного тока, регулируемого в пределах 10 - 160А.
Аппарат ФОРСАЖ 160АД предназначен для эксплуатации в следующих условиях:
-рабочая температура окружающего воздуха – от минус 25°С до + 40°С;
-влажность – до 98% при температуре + 25°С ;
-атмосферное давление – от 84 до 107 кПа;
-вибрации с амплитудой до 0,5 мм и ускорением 1,5g в диапазоне частот от 1Гц до 35Гц;
транспортирование (в упаковке) при ударных ускорениях до 10g с длительностью ударных импульсов 5 мс.
По степени защиты от поражения электрическим током аппарат ФОРСАЖ-160АД относится к классу 1, что обеспечено применением в шнуре сетевого питания специальной вилки с третьим (заземляющим) контактом и аналогичной розетки (из комплекта поставки).
При покупке аппарата необходимо:
-убедиться в отсутствии на упаковке и корпусе аппарата механических повреждений;
-проверить комплектность аксессуаров и прилагаемой документации;
проверить наличие в Руководстве по эксплуатации "Свидетельства о продаже", в котором должны быть проставлены: штамп магазина, разборчивая подпись продавца и дата продажи.
После транспортирования или хранения аппарата при температуре ниже минус 25°С включение в сеть можно производить только после выдержки его (в выключенном состоянии) в течение двух-трех часов при температуре не ниже минус 25°С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ФОРСАЖ-160АД
Электропитание - однофазная сеть переменного тока со следующими параметрами:
Ток, потребляемый от сети , А
Максимальный выходной ток короткого замыкания, А
180 +25 / -10,
в течение 10
секунд, не более;
Внешние вольт-амперные характеристики в режиме "TIG" и "ММА":
напряжение холостого хода, В
диапазон плавного регулирования сварочного тока , А
Продолжительность работы (ПР) , %
на максимальном сварочном токе
при цикле 10 мин.
количество циклов
Средний балл совокупного значения параметров сварочных свойств (по пятибальной системе, ГОСТ 25616-83), ед
Регулируемые параметры в режиме "TIG"
Регулируемое время в режиме:
нарастания сварочного тока, секунд
0.2 - 5.0, не менее
спада сварочного тока, секунд
Регулируемое время продувки газа:
перед сваркой, секунд
0.2 - 1.5, не менее
после сварки, секунд
Возможность управления аппаратом в двухтактном и четырехтактном режимах сварки
обеспечивается включением и выключением кнопки на сварочной горелке
Регулируемое время продолжительности импульсного тока и паузы в режиме импульсной сварки, секунд
0.2 - 2.0, не менее
Пределы регулирования сварочного тока паузы в режиме импульсной сварки, А
10 - 160, не менее
Габаритные размеры аппарата, мм
440х200х410, не более
Масса аппарата (без аксессуаров и технологических принадлежностей), кг
Масса брутто, кг
УСТРОЙСТВО АППАРАТА ФОРСАЖ-160АД

Общий вид аппарата ФОРCАЖ - 160АД
Конструктивно аппарат выполнен в виде переносного моноблока. В правом верхнем углу передней панели аппарата расположен разъем TIG для подключения шлангов питания сварочной горелки; в левом углу размещен индикатор ДЕЖ. и разъем УПР для подключения кабеля кнопки управления на газовой горелке.
Ниже на передней панели моноблока расположены индикаторы:
сигнализирующий о включении режима аргоно-дуговой сварки;
сигнализирующий о включении режима ручной электродуговой сварки;
предупреждающий о перегреве энергонапряженных элементов аппарата;
сигнализирующий об отклонениях сетевого напряжения за предельно-допустимые значения;
сигнализирующий о перегрузке (возникновении дефекта в аппарате);
На передней панели аппарата также размещен регулятор "I" - плавного изменения сварочного тока и четыре переключателя конкретного назначения:
переключатель режимов сварки
переключатель непрерывного и импульсного режимов сварки
переключатель двухтактного и четырехтактного режимов сварки
На передней панели размещены потенциометры плавной регулировки параметров, приведенных на гистограмме:
-"Тпр" - длительность времени предварительной подачи газа (предгаз);
-"Тн" - длительность времени нарастания сварочного тока;
-"Тс" - длительность времени спада сварочного тока;
-"Тпст" - длительность времени подачи газа после окончания сварки (постгаз).
-"Тп" - длительность паузы в режиме импульсной сварки;
-"Ти" - длительность импульса сварочного тока в режиме импульсной сварки;
-"Iп" - значения тока в режиме паузы при импульсной сварке;
В нижней части передней панели расположены:
байонетные разъемы с маркировкой "-" и "+" (полярности выходного напряжения) для присоединения кабеля с электрододержателем для сварки штучными плавкими электродами, а так же кабеля с зажимом для аргонодуговой сварки и сварки штучными электродами.
На задней панели аппарата размещены:
штуцер "ГАЗ" для подключения шланга от редуктора газового баллона, клавишный выключатель сети и сетевой шнур с вилкой для подключения аппарата к розетке сети электропитания .
На верхней крышке имеется ручка для переноски аппарата.
В комплект аппарата включена также сварочная горелка. На ручке сварочной горелки размещена кнопка управления сварочным аппаратом.
Принцип работы аппарата ФОРСАЖ-160АД
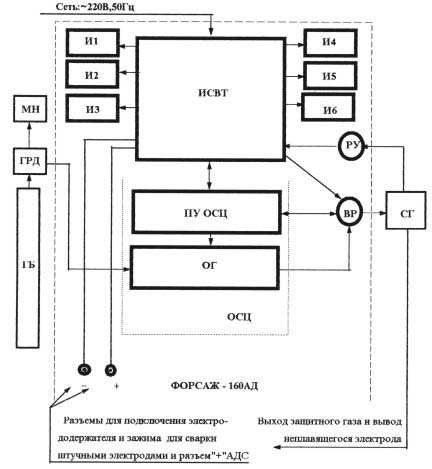
Функциональная схема аппарата ФОРСАЖ-160АД состоит из четырех взаимосвязанных модулей:
-СГ и комплекта аксессуаров.
ИСВТ является основным энергообразующим модулем аппарата. Потребляя энергию от однофазной сети электропитания ~220В, 50Гц, он преобразует ее в постоянный сварочный ток, который подается на ВР и затем на СГ для соединения с неплавящимся электродом и выполнения работ АДС, а также на байонетные разъемы с маркировкой "+" и "-" - для ручной сварки штучными электродами.
Кроме этого, ИСВТ вырабатывает и подает на ПУ ОСЦ необходимые сигналы для работы ОСЦ. В зависимости о т рабочего состояния ИСВТ выдает на индикаторы: И1, И2, ИЗ, И4, И5, И6 сигналы световой информации о перегрузке и случайном отказе аппарата, о перегреве в процессе работы, о выключении аппарата при недопустимых изменениях напряжения сети электропитания, либо об исправном состоянии аппарата и готовности к работе в режимах АДС или ручной сварки.
ПУ ОСЦ взаимодействует с ИСВТ, а также c ОГ в зависимости от установок оператора и команд выключения и включения, поступающих от СГ .
ОГ по сигналам ПУ ОСЦ обеспечивает непосредственное управление газовым потоком в различных, режимах АДС.
СГ через РУ, а затем через ИСВТ, ПУ ОСЦ и ОГ управляет включением и выключением сварочного тока, подачей и прекращением подачи защитного газа, а также кратковременным включением встроенного осциллятора в начале сварки для бесконтактного поджига дуги.
Схема аппарата защищена патентом РФ №2018424.
Примечание - Предприятие-изготовитель оставляет за собой право введения конструктивных изменений, не ухудшающих технических характеристик и требований безопасности.
ПОДГОТОВКА АППАРАТА ФОРСАЖ-160АД К ЭКСПЛУАТАЦИИ И ПОРЯДОК РАБОТЫ
Перед началом работы необходимо:
-произвести внешний осмотр корпуса, органов стыковки и управления ;
-убедиться в отсутствии механических повреждений ;
-проверить исправность соединительных кабелей и аксессуаров.
Подготовку аппарата к работе и пробную аргонодуговую сварку необходимо выполнять в следующем порядке:
Присоединить и закрепить шланг газопровода от редуктора газового баллона к штуцеру на задней стенке моноблока.
Вставить неплавящийся электрод (из вольфрамового прутка ВЛ-10 или ЭВТ-15) в мундштук сварочной горелки, обеспечив "вылет" свободного конца электрода 7 - 12 мм.
Подключить разъемы фидера сварочной горелки к разъемам TIG и УПР. на лицевой панели моноблока.
Присоединить разъем сварочного кабеля с зажимом к байонетному разъему "+" аппарата, а зажим - к объекту сварки.
Подключить шнур электропитания аппарата к сетевой розетке.
Включить электропитание аппарата, нажав клавишу ВКЛ.
Установить переключатель режимов TIG - MMA на аппарате в положение TIG и убедиться в свечении индикаторов TIG и ДЕЖ.
Нажать кнопку на ручке сварочной горелки и по характерному звуковому щелчку убедиться в срабатывании клапана в отсекателе газа. Открыть канал прохождения защитного газа (кран на газовом редукторе).
В зависимости от марки и толщины свариваемого металла, а также от требуемого катета шва и качества сборки выбрать оптимальные режимы сварки.
Установить переключатель "ОСЦ. - ОТКЛ." в соответствующее положение (ОСЦ. - осциллятор включен, ОТКЛ. - осциллятор выключен).
Установить наклон горелки к оси свариваемого шва 45 - 60 град. Произвести пробную сварку выбранных (из таблиц 1 или 2) образцов деталей.
При получении положительных результатов пробной сварки аппарат готов к АДС в режимах и условиях, предусмотренных разделами 2 и 5 настоящего руководства.
Установка регуляторов Тпр, Тн, Тс, Тпст в режиме аргонодуговой сварки, а также регуляторов Тп, Ти, Iп в режиме импульсной сварки производится в зависимости от характера сварочных работ и вида свариваемых материалов.
Примечание: Рекомендации по выбору оптимальных режимов сварки деталей, изготовленных из других металлов и сплавов, могут быть получены из специализированной литературы по технологии аргонодуговой сварки.
Для подготовки аппарата к работе и сварке в ручном режиме с применением штучных плавких электродов необходимо:
Подключить кабель с электрододержателем и кабель с зажимом - к выходным байонетным разъемам аппарата. Полярность подключения кабелей к разъемам "+" и "-" выбирается в соответствии со свариваемыми материалами и используемыми для работы штучными плавящимися электродами .
Подсоединить вилку шнура сетевого питания аппарата к сети ~220 В , 50 Гц.
Установить переключатель режимов TIG - ММА в положение ММА и убедиться в свечении индикатора ММА.
Регулировку сварочного тока производить регулятором " I ".
Качество сварного шва в режиме ручной сварки также зависит от правильного выбора режимов сварки, типа и марки электродов. Марка и тип электрода определяются маркой свариваемого материала, толщиной листа, пространственным положением шва, родом и полярностью сварочного тока .
В случае длительного хранения и длительных перерывов в работе (1 год и более) необходимо включать аппарат в режим холостого хода (без нагрузки) на время 1,5-2 часа, после чего он готов к сварочным работам во всех эксплуатационных режимах.
В случаях перегрева аппарата срабатывает термозащита. При этом пропадает выходное напряжение и сварочный ток; на лицевой панели светится индикатор «ПЕРЕГРЕВ». В этом случае необходимо прекратить процесс сварки и переждать несколько минут, (не выключая напряжения питания), до автоматического выключения индикатора «ПЕРЕГРЕВ». После этого можно продолжить прерванную работу.
В случаях возникновения аварийных ситуаций (попадания внутрь аппарата посторонних предметов, проявления неисправности и т.п.) на лицевой панели аппарата светится индикатор «ПЕРЕГРУЗКА».
В этом случае необходимо выключить аппарат и затем включить его повторно, наблюдая за состоянием индикатора «ПЕРЕГРУЗКА».
Если индикатор не светился, то работу можно продолжить; если же индикатор засветился вновь, то в аппарате имеется неисправность, подлежащая устранению ремонтом.
Сварочный аппарат "Форсаж-160АД"

1.1. Аппарат сварочный постоянного тока для аргонодуговой сварки типа ФОРСАЖ-160АД (в дальнейшем аппарат) предназначен для сварки деталей, узлов и сборок, изготовленных из высоколегированных и нержавеющих сталей, а также из цветных металлов (меди, никеля, магния, титана, циркония) и их сплавов.
1.2. Сварка производится в ручном режиме неплавящимся вольфрамовым электродом в среде инертных газов (аргона, его смесей с кислородом или с углекислым газом) с применением присадочной проволоки.
1.3. Аппарат ФОРСАЖ -160АД обеспечивает:
- бесконтактное (за счет применения осциллятора) или контактное возбуждение дуги при подаче электрода и защитного газа к свариваемому шву;
- стабильность процесса сварки;
- высокое качество сварного шва за счет подачи газа в зону сварки до зажигания и после погасания электродуги;
- высококачественное формирование шва и заварки кратера сварного шва за счет плавного нарастания и спада сварочного тока;
- выполнение сварочных швов в любых пространственных положениях;
- возможность сварки тонкостенных материалов малыми токами даже при наличии между ними относительно больших зазоров;
- возможность работы в продолжительном режиме;
- возможность двухтактного управления процессом сварки (путем нажатия и удержания кнопки управления в течение сварочного цикла) и четырехтактного управления (кратковременным включением и выключением кнопки управления в начале и в конце каждого варочного цикла).
1.4. ФОРСАЖ-160АД также может использоваться для ручной электродуговой сварки штучными плавкими электродами стальных материалов, а также деталей и агрегатов, изготовленных из нержавеющих сталей, чугуна, медных и алюминиевых сплавов, имеющих в местах сварного шва толщину от 0,5 до 10,0 мм, при дуге, образованной "крутопадающей" выходной характеристикой сварочного тока, регулируемого в пределах 10 - 160А.
1.5. Аппарат ФОРСАЖ 160АД предназначен для эксплуатации в следующих условиях:
- рабочая температура окружающего воздуха - от минус 25°С до + 40°С;
- влажность - до 98% при температуре + 25°С ;
- атмосферное давление - от 84 до 107 кПа;
- вибрации с амплитудой до 0,5 мм и ускорением 1,5g в диапазоне частот от 1Гц до 35Гц;
- транспортирование (в упаковке) при ударных ускорениях до 10g с длительностью ударных импульсов 5 мс.
1.6. По степени защиты от поражения электрическим током аппарат ФОРСАЖ-160АД относится к классу 1, что обеспечено применением в шнуре сетевого питания специальной вилки с третьим ( заземляющим ) контактом и аналогичной розетки (из комплекта поставки).
1.7. При покупке аппарата необходимо:
- убедиться в отсутствии на упаковке и корпусе аппарата механических повреждений;
- проверить комплектность аксессуаров и прилагаемой документации;
- проверить наличие в Руководстве по эксплуатации "Свидетельства о продаже", в котором должны быть проставлены: штамп магазина, разборчивая подпись продавца и дата продажи.
1.8. После транспортирования или хранения аппарата при температуре ниже минус 25°С включение в сеть можно производить только после выдержки его (в выключенном состоянии) в течение двух-трех часов при температуре не ниже минус 25°С.
Инвертор сварочный Форсаж-160АД (25-160А, 220В, 15,7 кг.) аргонодуговая сварка и сварка покрытым электродом
Форсаж-160АД
Инверторный сварочный аппарат ФОРСАЖ-160АД предназначен для высококачественной аргонодуговой (TIG) сварки неплавящимся вольфрамовым электродом в среде инертных газов (аргона, его смесей с кислородом или с углекислым газом) с применением присадочной проволоки. Сварочный инвертор используется в ручном режиме для сварки различных изделий, изготовленных из высоколегированных и нержавеющих сталей, из цветных металлов (таких как медь, цирконий, титан, никель, магний) и их сплавов.
Кроме того, сварочный аппарат ФОРСАЖ-160АД можно применять для ручной дуговой сварки (MMA) плавкими штучными электродами. В режиме ММА аппарат используется для сварки стальных материалов, а также деталей из нержавеющих сталей, чугуна, медных и алюминиевых сплавов.
Отличительные особенности
- Стабильный процесс сварки
- Высококачественный сварной шов за счет подачи газа в зону сварки до зажигания и после гашения дуги
- Возможность сварки тонкостенных материалов малыми токами даже при наличии относительно больших зазоров между ними
- Качественное формирование шва и заварка кратера за счет плавного нарастания и спада сварочного тока
- Сварка в любых пространственных положениях
- Возможность работы сварочного аппарата в продолжительном режиме
Функциональные возможности
- Бесконтактное (встроенный осциллятор) или контактное возбуждение дуги
- Непрерывный и импульсный режимы сварки
- Двух- и четырехтактное управление процессом сварки
- Регулировка времени нарастания/спада тока
- Возможность регулирования времени продувки газа до и после сварки
- Сигнализация о перегрузке и перегреве сварочного аппарата
- Двухтактный и четырехтактные режимы сварки
- Сигнализация об отклонении предельных значений сетевого напряжения
Технические характеристики
| Электропитание | |
| Электропитание, В | однофазная сеть 220 В 50 Гц |
| Основные характеристики | |
| Основной режим работы | TIG |
| Дополнительные режимы работы | MMA |
| Диапазон регулирования сварочного тока, А | |
| — режим ММА | 25-160 |
| — режим TIG | 25-160 |
| Напряжение холостого хода, В | |
| — в активном режиме | 70-100 |
| Процент нагрузки, % | |
| — при сварочном токе 160А | 100 |
| Максимальная мощность сети питания, кВА | 8 |
| Индикация и управление | |
| Зажигание дуги | бесконтактное / контактное |
| Регулируемое время нарастания/спада тока | + |
| Регулируемая продувка газа | + |
| Массо-габаритные показатели | |
| Габариты, мм | 440х200х410 |
| Масса, кг | 16 |
| Другие характеристики | |
| Рабочий диапазон температуры окружающей среды, °С | -20… +40 |
Наши специалисты готовы проконсультировать вас и ответить на все интересующие вопросы. Обратитесь в ближайший филиал:
Читайте также: