Сварочный аппарат hitbox hbt2000 tig arc 2 в 1
Обновлено: 20.09.2024
Данную модель я абсолютно искренне могу назвать самой любимой в этом ценовом диапазоне. Имеется куча настроек для каждого режима работы, которых тут три: MMA, MIG и TIG и каждый из них работает отлично. Для MIG есть режим Synergic, который значительно упрощает настройку новичкам, а так же точечная сварка со временем импульса 0.1-5с и режим работы с алюминиевой проволокой.

Поставляется в картонной коробке со скромным принтом, сам аппарат укрыт поролоновой вставкой, а допы помещены в отдельную коробочку



В комплекте провода ММА длиной 3 метра, трубка подачи газа, рукав MIG, дополнительный ролик подачи, ключ, тефлоновый боуден и катушка флюсовой проволоки весом 1кг

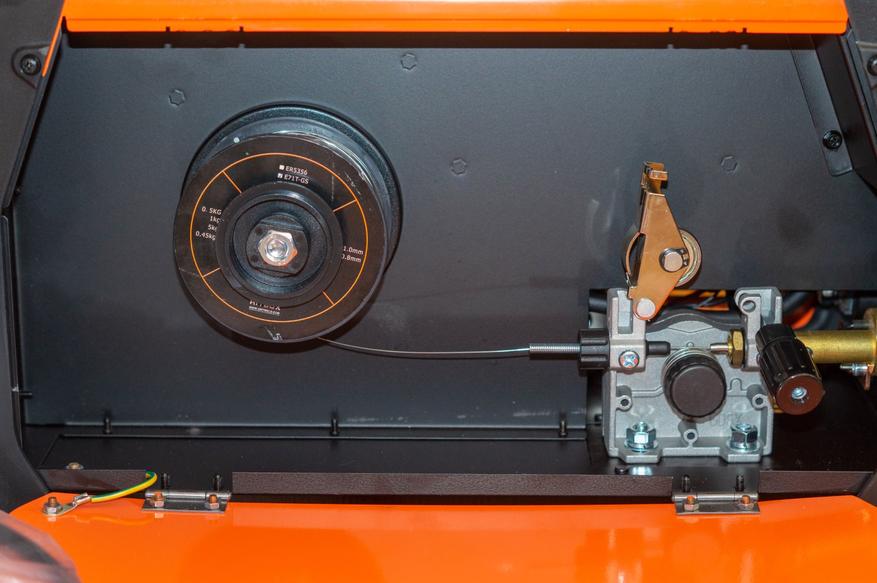
На лицевой стороне корпуса расположены элементы управления, чуть ниже коннекторы для подключения проводов



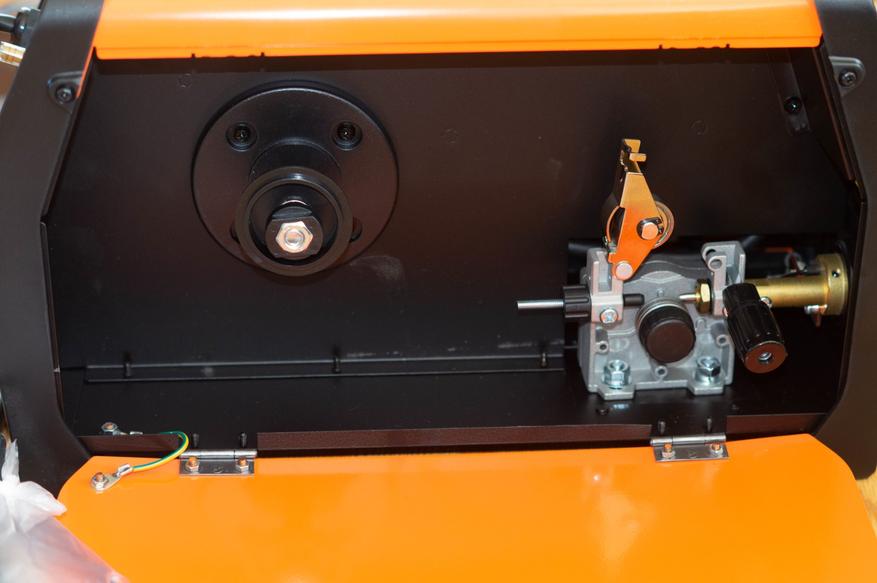
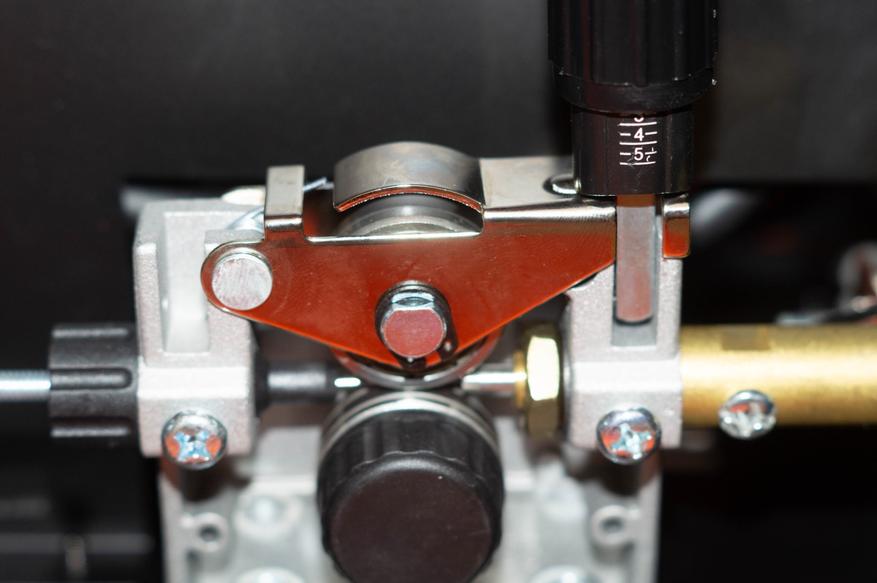
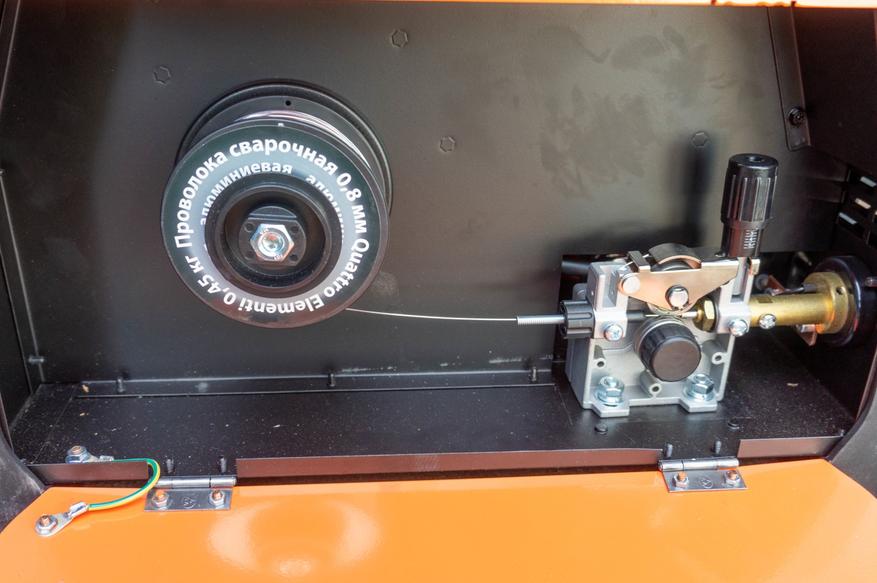
Сзади массивная кнопка включения с пыле/влагозащитой, бумажка с основными характеристиками, фитинг подачи газа и 80мм вентилятор. Сбоку откидная крышка, в отсек влазит 5кг катушка проволоки, механизм подачи металлический, дополнительно усилен толстой пластиной снизу


Тефлоновый боуден необходим для работы с алюминием, в горелку уже вставлен обычный для стали


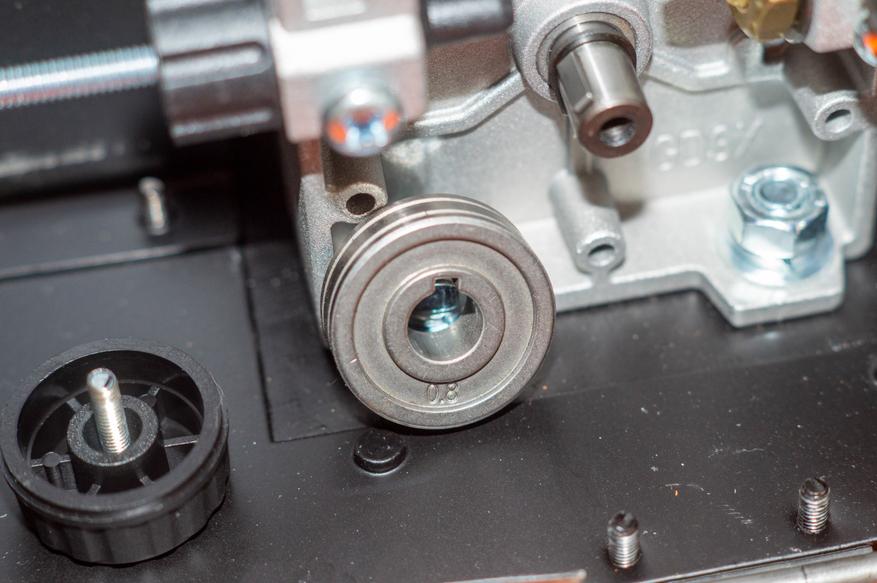
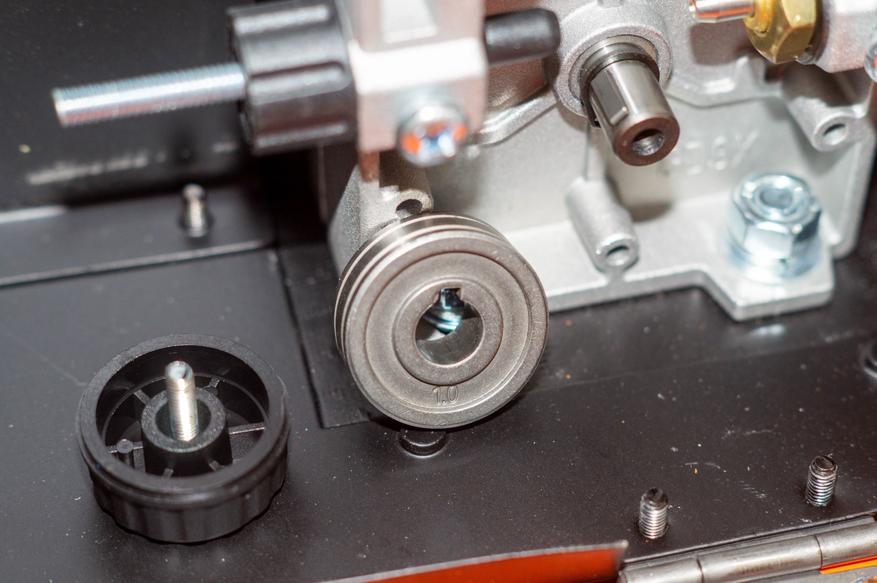
Так же докинули ролик подачи для 1 и 1.2мм проволоки, комплектный для 0.8 и 1мм


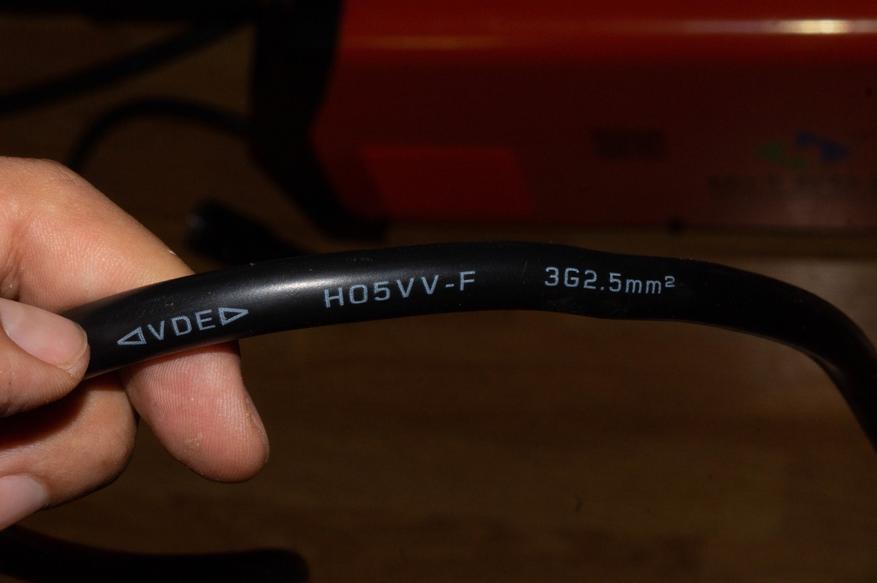
Кабели массивные, но гибкие в питании три провода по 2.5 квадрата, масса и рукоять ММА по 16 квадратов. А вот рукав ММА жестковат, но это необходимая мера из-за возможности использовать алюминиевую проволоку, чтобы её не закусывало на сгибах



Подготовка к работе не занимает много времени, нужно только закрутить на место коннектор ММА, поставить катушку, протянуть кончик проволоки в боуден, прижать её роликом и нажать на кнопку подачи. Несколько секунд скорость протяжки будет низкой, но после ускорится до максимума, что ускоряет "заправку"

От обилия элементов управления разбегаются глаза, но на самом деле это удобнее, чем перебирать часто используемые параметры по очереди в меню. Да и логично всё, основные настройки корректируются по центру, тут можно выбрать тип сварки, 2Т, 4Т и режим Spot. Если активен Synergic, появляется выбор диаметра проволоки и её типа. Внизу расположили два энкодера для регулировки напряжения и скорости подачи/тока(если активен Synergic), а так же потенциометр индуктивности

Левая верхняя кнопка позволяет войти в память устройства, в которой хранится 10 ячеек данных. Удобно, когда часто приходится работать с определенным типом и толщиной металла, можно в несколько кликов быстро подстроить все параметры
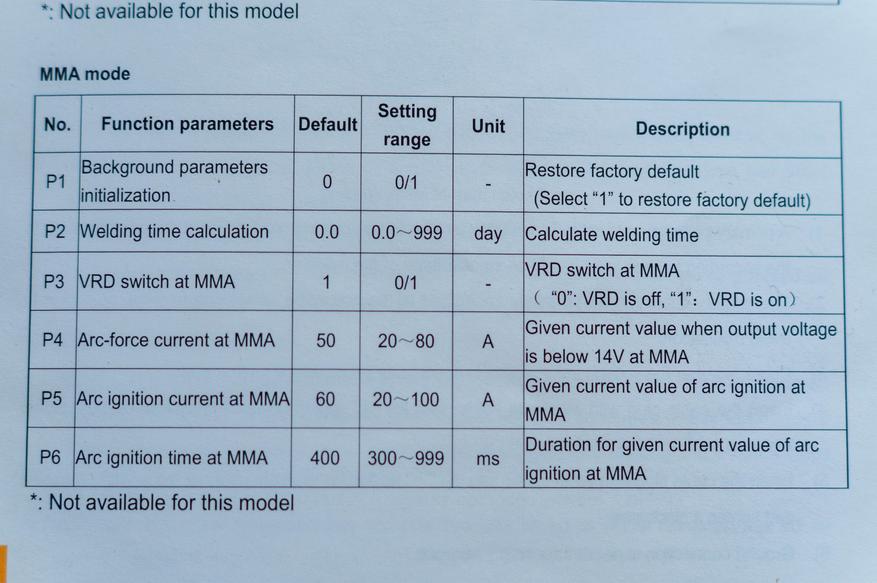
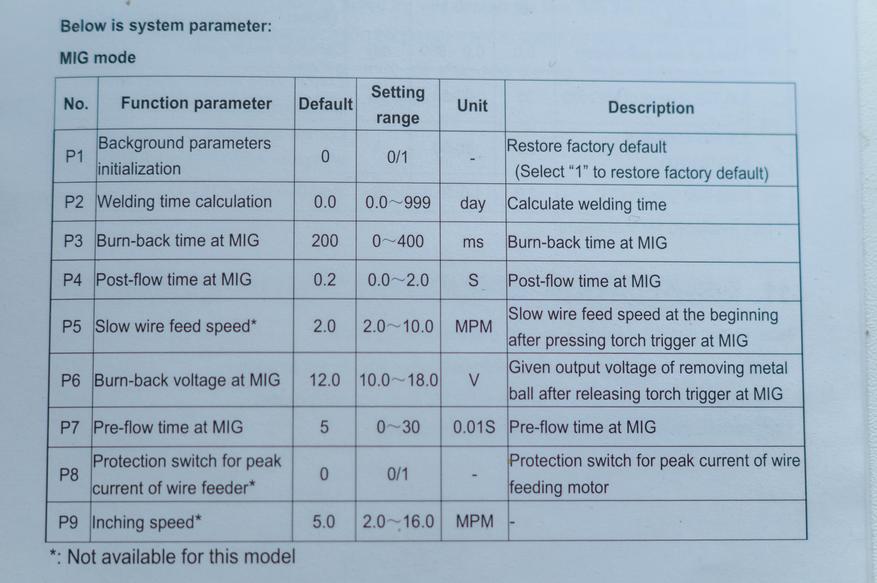
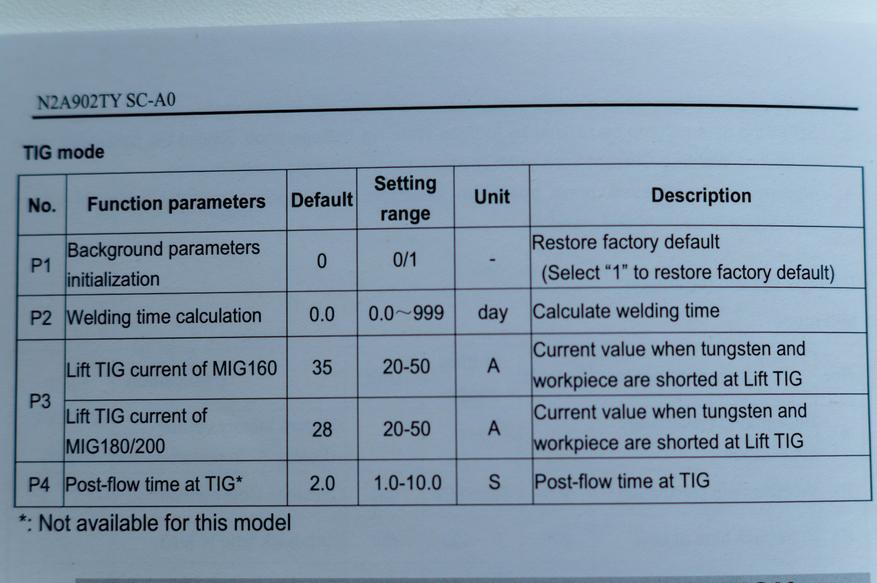
Если включить питание, удерживая кнопку выбора режима, можно попасть в меню тонкой настройки
Для каждого типа сварки можно отрегулировать множество параметров, такие как форсирование, горячую дугу, пост/препродувку, burn-back и т.д.
Тестирование
Минимальны ток, который может выдать HITBOX MIG 200II, всего 20А, даже для 1.6мм рекомендуемый 35-60А. А у меня еще и тоньше 2мм не было. Оставил стоковые параметры: force 50, hot start 60 на 400мс, благодаря чему дуга бодренько разгоралась и сварочная ванна даже формировалась, а еще практически не было звука разряда, только потрескивание обмазки электрода. Необычно )
При 50А стало намного лучше, даже при окунании электрода в ванну дуга не затухала
3мм электрод при 50А как ни странно, не залипает, да и дуга держится как у 2мм при 20А, так что можно медленно работать если вдруг "двойки" внезапно закончились
Поднял ток до 90А, процесс пошел замечательно, ванна широкая, горячая
При 120А нужно тянуть шов очень быстро, иначе будет прожигать
Ну и на максимальных 160А электрод превращается в резак
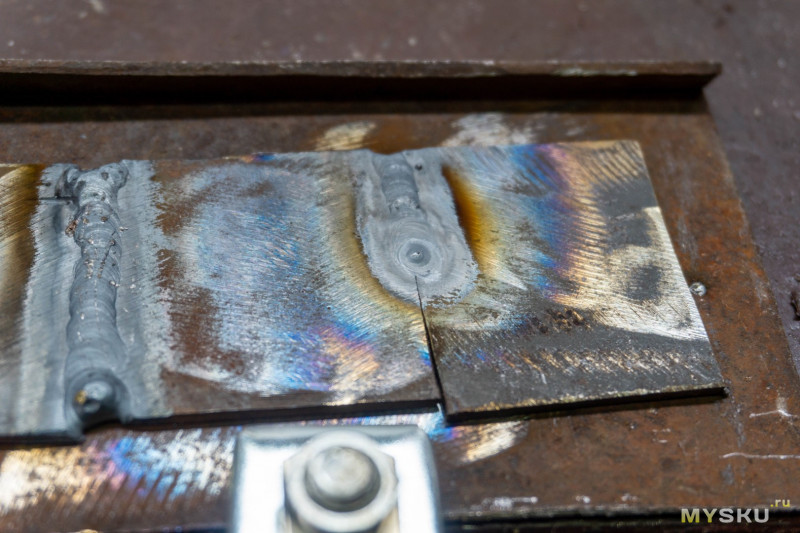
Вот что получилось, смотреть справа налево. Даже при 20А прогрев оказался достаточным, но это потому что очень медленно вёл электрод, а вот 3мм при 50А(второй шов) внизу уже плохо проварил, тут поторопился. 90 без нареканий, 120А на грани проплавления, 160 сразу прожег отверстие



Для MIG не буду закидывать кучу анимаций для небольших промежутков напряжения и подачи, иначе их будет слишком много, только покажу как аппарат ведет себя на неправильно и правильно настроенных параметрах.
При минимальной мощности напряжение составляет 11В, а подача 1.5м/мин, двухмиллиметровую пластину не прогревает совсем
Если просто увеличить напряжение, ничего хорошего так же не получится, дуга будет ярче, горячее, но нестабильной из-за того, что проволока успевает сгореть быстрее, чем расплавится ванна
Увеличиваем подачу вдвое до и уже получаем сносный результат, валик наращивается нормально
Если выкрутить напряжение до 26В, а подачу до 14м/мин, пластину прожигает
Освоиться не сложно, есть таблицы напряжения/подачи в зависимости от используемой проволоки и толщины заготовки, так же со временем приходит опыт и уже по памяти начинают выставляться идеальные значения.
Но есть тут и режим для ленивых, который называется Synergic. При его включении нужно будет выбрать тип и толщину проволоки, вместо подачи вторым энкодером настраивается нужный ток, электроника сама подбирает оптимальные значения напряжения и скорости подачи проволоки. Но при необходимости можно левым энкодером откорректировать напряжение в пределах +/- 3В
Выкрутил ток в минимум, для моей проволоки получилось 45А при 12.7В, заготовку конечно не прогревает, дуга хоть и небольшая, но стабильная, так что для какой-нибудь жестянки пойдёт
Поднял до 80А(ближе к току ММА для этой же заготовки), уже неплохо, пластину проварило на всю глубину
При 140А выставляется напряжение 18.5В, горелку вести приходится быстро, иначе пластину прожигает
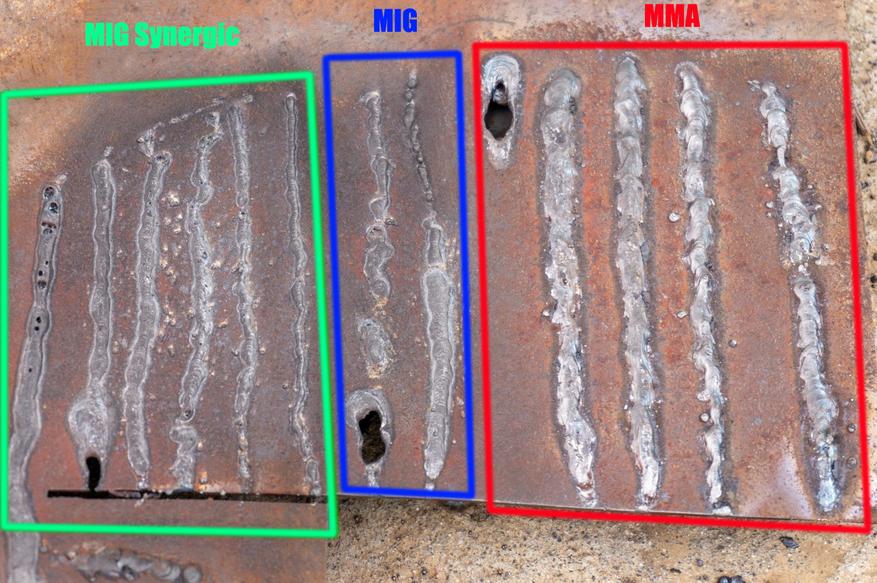
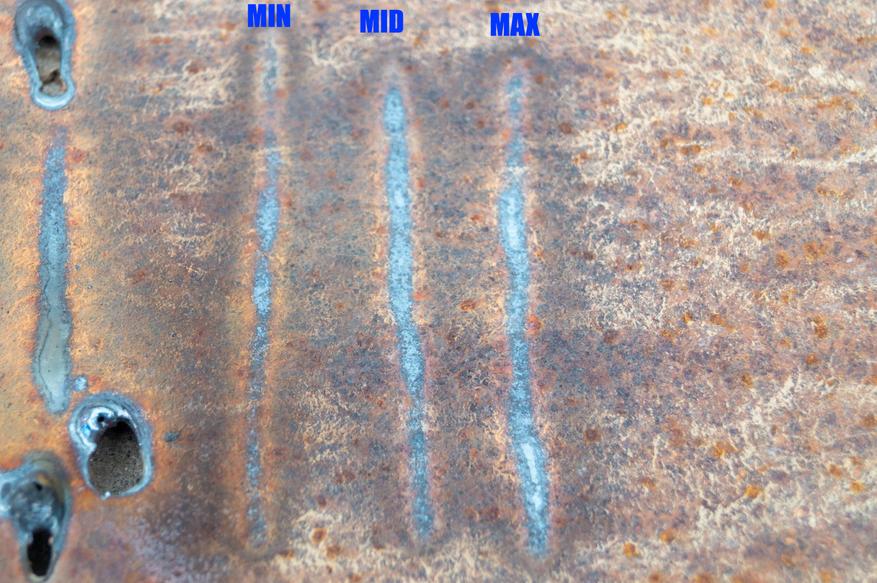
Вот что вышло, заплевало конечно пластинку знатно, но после щетки выглядит не так плохо. На всякий случай подписал где какой режим использовался

А что же индуктивность, влияет ли правый потенциометр на результаты или его установили чтобы аппарат выглядел солиднее? Давайте проверим на практике.
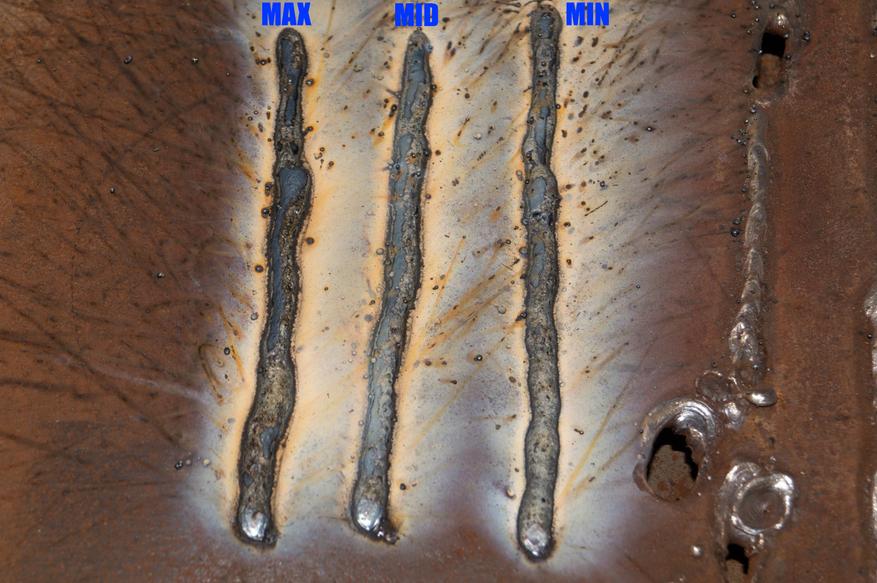
Первый шов с минимальной индуктивностью, время 14 секунд
Второй шов со средним значением, старался выдерживать одинаковую температуру, как показало видео, время прохода сократилось до 13 секунд, а значит нагрев увеличился
Ну в крайнем правом положении проход был еще на секунду быстрее и составил 12 секунд
Несмотря на то, что при максимальном значении протяжка была быстрее, провар получился глубже и валик растёкся сильнее, а значит индуктивность действительно работает и может быть использоваться по ситуации

2Т и 4Т режимы есть во многих аппаратах, первый это классика, нужно держать кнопку для подачи проволоки, во втором достаточно нажать её один раз и дуга будет поддерживаться либо до повторного нажатия, либо до отнесения горелки от детали. Но в этой модели имеется еще и Spot, он ограничивает время импульса до определенного значения.
Вот, к примеру, 1/10 секунда, очень удобно прихватывать таким образом заготовки из тонкого металла
Из коробки оно составляет 0.5с
Можно накрутить импульс до 5 секунд, подойдет для создания равномерных прихваток для толстого металла
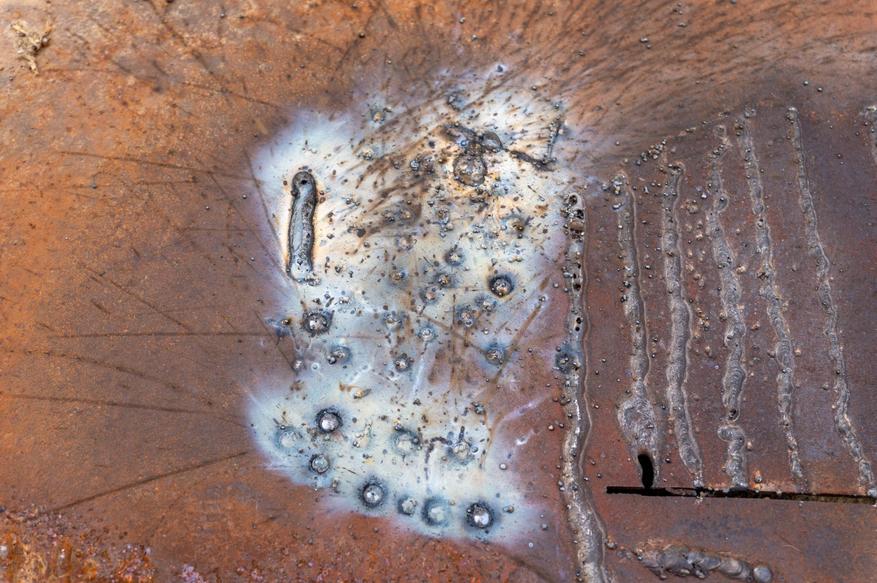
На первом фото много грязи, но после щетки видно, что точки получились довольно аккуратные, импульсом 0.5с при 15В и 75А даже проварило 2мм пластину


За время тестирования сопло испачкалось не очень сильно, я не использую спреи, просто протираю тряпочкой



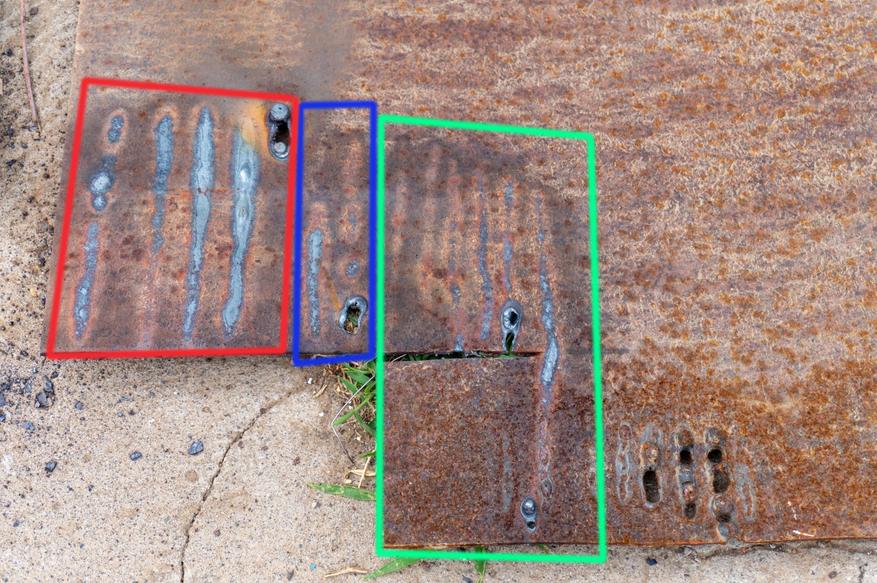
С обычной проволокой результат получается гораздо чище, ведь шов защищает газ, который в отличии от флюса не оставляет следов. Главное не забыть изменить полярность

А еще неплохо было бы проверять подачу газа, ведь без него результат получается не очень

Потом понял в чем был косяк и со второй попытки получил неплохой шов
Не идеально конечно, я только учусь, но заметно лучше того, что слева. Никаких щеток, сразу получается чисто

Если есть необходимость варить алюминий, придется заменить боуден на тефлоновый, иначе мягкую проволоку может заминать. Для этого нужно открутить гайку подачи в коннекторе, извлечь стоковый, обрезать тефлоновый на такую же длину, вставить его на место, и затянуть гайку, процесс занимает меньше минуты
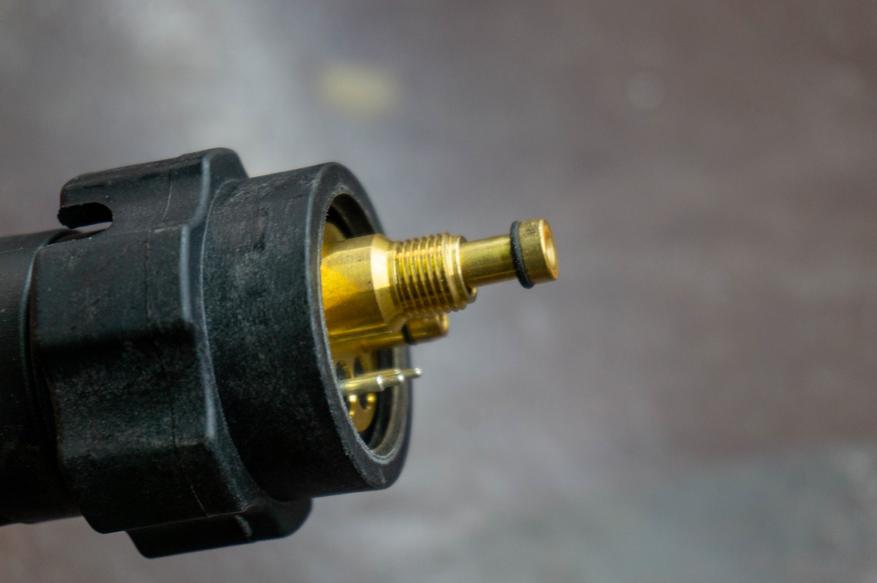


Само собой, нужно заменить и проволоку, так же носик в рукояти должен быть на размер больше её диаметра, т.к. алюминий больше стали расширяется при нагреве и будет заклинивать в носике аналогичного размера. При диаметре проволоки 0.8мм, я использовал носик 1мм, который шел в комплекте. Тоже приемлемо, хоть и не желательно
При переключении в режим работы с алюминием, синергик не дает выбрать диаметр проволоки ниже 0.9мм, так что поверхность толком не прогрелась и на неё просто наляпывало проволоки
Но видно, что оксидная плёнка снимается, а значит надежда есть

Так что левым энкодером добавил напряжение +3В и получил более-менее нормальный результат
Не идеально конечно, но я с алюминием никогда не работал раньше и вполне можно сделать лучше, но аргона было мало и мне не удалось нормально потренироваться. Оксидная плёнка дугой обратной полярности снимается нормально, обратите внимание на блестящий ореол внутри нагара


Кому больше нравится видео, а не анимации, вот нарезка с тестирования
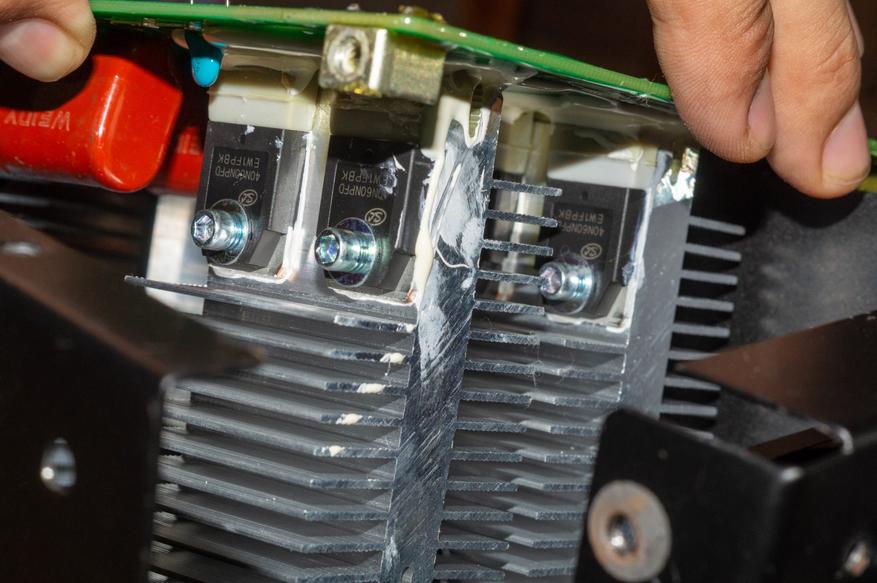
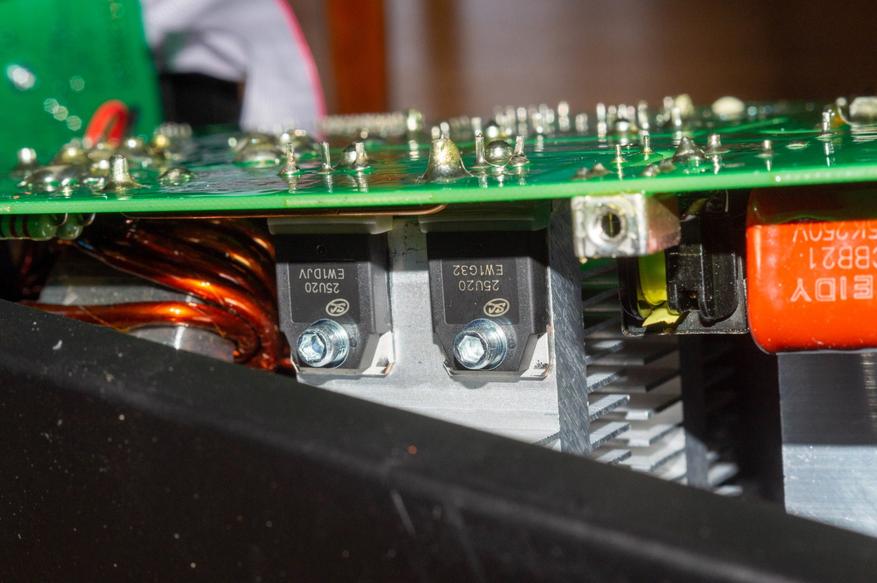
Платы аккуратные, сборка модульная на коннекторах, кнопка выключения четырехконтактная, рассчитана на ток 30А
Конденсатора 3 штуки, номиналом 400В 470мкФ, на радиаторах 4 транзистора 40N60 и диоды 25U20
Мне аппарат очень понравился, в любом из тестируемых режимов получается отличный результат, в режиме Synergic с настройкой справится даже новичок. Spot стал для меня приятным открытием, оказывается очень удобно ограничивать время импульса, получая равномерные пятна провара. Недавно приваривал тонкую пластинку к толстой трубе, по всей длине точками прошелся, в итоге руками оторвать не смог, так что думал даже не заваривать полностью и оставить как есть.
Выбрал комплектацию без TIG рукава, т.к. без полноценной циклограммы скептически к нему отношусь, в этом случае проще взять чего-нибудь бюджетное для начинающих, например, модель из этого обзора
Купон HITBOXMTBGLW дает скидку $10 проверить наличие и цену MIG 200II
Сварочный аппарат HBT2000 Pro (TIG(DC) + MMA)

Ну вот пришла очередь попробовать в деле и аргонодуговую сварку. Многие пугали, что полуавтомат сложнее ММА, в итоге лично мне он показался гораздо проще в освоении, к TIG советовали даже не подходить, т.к. тут навыки оттачивать нужно долго и дорого, но когда нас это останавливало. Данная модель в режиме TIG имеет предел тока 200А, ПН при этом составляет 35%(100% при 118А), в ММА максимальный ток 170А с ПН 20%(100% при 76А). Для настройки используется циклограмма из 8 пунктов, имеется режим DC Pulse, 2Т/4Т, Spot, поджиг HF(бесконтактный). Подробнее под катом.
Характеристики
Производитель: HZXVOGEN
Технология: Mosfet
Напряжение питания: 220В ±15%
Частота: 50/60 Гц
Максимальная нагрузка: 43.6/28A
Диапазон силы тока в режиме ММА: 10-170A
Диапазон силы тока в режиме TIG: 10-200A
Рабочий цикл: 200A 35%, 152А 60%, 118А 100%
Тип розжига: Высокочастотный, бесконтактный
Эффективность: 80%
Коэффициент мощности: 0.73
Класс изоляции: F
Класс защиты корпуса: IP21
Размер: 400х150х180мм
Вес в сборе: 11 кг
Распаковка и внешний вид
Приходит в картонной коробке
Внутри она разделена на две секции, в верхней размещены комплектующие, под перегородкой сам аппарат
Вместо пенопласта используют пакет с воздушными вставками
Корпус небольшой
Характеристики наклеены на видном месте в верхней части
Сзади расположен кабель питания, кнопка выключения, трубка подачи газа, имеется наклейка с серийным номером, чуть ниже за пластиковыми решетками спрятан 100мм вентилятор, направлен на вдув, дефлекторы наклонены вниз
На лицевой стороне находится циклограмма для подробной настройки процесса сварки, для управления используются несколько кнопок и энкодер, в самом низу разместили коннекторы для подключения силовой части, а так же разъемы для канала подачи газа и электроники горелки
Провода толстые, на питание идет кабель с тремя проводами по 4мм2 каждый
Провода массы и электрододержателя по 25мм2, толще я пока не встречал
Трубка подачи газа армированная, диаметр 8х12мм, в комплекте имеется пара металлических хомутов
Горелка в отдельном запаянном пакете
Длина рукава 4 метра, довольно гибкий, рукоять удобная
В верхней части есть несколько элементов управления, отвечающих за пуск, продувку газа и корректировку тока
При желании можно снять заглушку без использования дополнительных инструментов
И заменить блок управления на другой, размер у него стандартный
В отдельном пакетике можно найти дополнительные цанги на 2.4 и 3.2мм, длинный колпачок и керамические сопла
В горелке уже стоит цанга 2мм
Нужно только вставить в нее электрод и затянуть длинный колпачок, я купил десяток WL-20 диаметром 2мм
Сборка окончена, горелка готова к работе
Настройка параметров
Для перехода по пунктам циклограммы используется крайняя левая кнопка, значения корректируются энкодером.
Первый пункт это время продувки газом перед дугообразованием, регулируется в диапазоне от 0 до 3 секунд с шагом 0.1. Позволяет вытеснить обычный воздух из горелки, если этого не сделать, во время пуска электрод будет быстро деградировать, да и поверхность заготовки испортить можно, особенно если после подключения трубки не была сделана принудительная продувка
Начальный ток, регулируется в диапазоне 10-200А. Он может быть как меньше, так и больше пикового по ситуации, это позволяет как начать аккуратный прогрев поверхности, так и быстро сформировать сварочную ванну
Время нарастания тока до пикового значения корректируется от 0 до 60 секунд
Пиковый ток
После того как пользователь отпустит кнопку, процесс сварки не может завершится моментально. Точнее может, но результат получится не очень хорошим. Чтобы завершить шов без образования кратера, ток должен снижаться постепенно, так что запускается обратная пуску последовательность, задается время снижения тока
Конечное значение настраивается в диапазоне от 5 до 200А
Ну и финальная продувка, которая оберегает еще не остывший шов и вольфрам от окисления
Над потенциометром есть кнопка переключения режимов работы, следующим рассмотрим DC Pulse
В циклограмме при активируется дополнительный пункт базовый ток
И еще два пункта под ней, один отвечает за баланс перехода от одного значения к другому. Корректируется в диапазоне от 10 до 90%, по умолчанию 50%, это значит, что во время одного цикла будет выделены равные периоды работы с базовым и пиковым током
Второй отвечает за частоту, она изменяется в диапазоне от 0.5 до 200Гц
Чуть правее есть еще одна кнопка смены режима сварки, 2Т это классический тип, пользователь нажал кнопку, процесс начался, отпустил и процесс завершился. При 4Т кнопку удерживать не нужно, для окончания работы нужно нажать ее повторно. В режиме Spot активируется дополнительный пункт, позволяющий выбрать время импульса от 0.1 до 10 секунд, а на циклограмме можно выбрать только пиковый ток и время предварительного наддува
Ну и последний режим ММА, в нем можно выставить ток от 10 до 170А
Откорректировать форсирование дуги в диапазоне 0-170А, на это значение будет подниматься ток при затухании дуги, тем самым предотвращая залипание электрода
И задать значение горячего старта от 0.01 до 1, скорее всего это соотношение к максимальному току. Данная опция позволяет проще разжечь дугу на загрязненной поверхности
Тестирование
Начал с ММА как с самого распространенного типа сварки, минимальный ток составляет всего 10 Ампер, остальные параметры оставил по умолчанию: форсирование 50, горячий старт 0.1, электрод 2мм, лист металла так же 3мм.
Дуги практически нет, поверхность не разогревается, так что ванна не расплывается по поверхности, расплавленный электрод просто прикипает каплями, для двойки 10А явно мало, но тем не менее залипания происходили реже, чем я предполагал
20 Ампер, дуга появилась, начался прогрев поверхности, так что можно аккуратно работать
30 Ампер, дуга стала увереннее, попробовал макнуть электрод, форсирование не спасло
При 40 Амперах аппарат уже прощает неопытность сварщику, касание поверхности не гасит дугу
На 60А электрод заканчивается быстро
Перешел на 3мм, процесс медленно, но верно идет, при желании можно упереть электрод в заготовку
При 70А уже можно комфортно работать
А вот при 90А уже лучше не зевать, ну или подкрутить форсирование
Тот же ток, но уже с быстрым проходом
170А для 3мм заготовки и электрода уже явно многовато
Вот как выглядит дисплей во время работы, тут видны скачки при форсировании и сброс при залипании
Вот результат мучений железяки
После очистки шлака
Тут можно оценить высоту и равномерность шва
Ну и обратная сторона
Думаю с ММА вопросов остаться не должно, это довольно распространенный вид сварки, так что перейдем к TIG.
Поджиг тут высокочастотный, что на данный момент является самым удобным методом возбуждения дуги, т.к. электрод не касается заготовки. После нажатия на кнопку старта из корпуса будет слышан треск, не пугаемся, это разрядник. Подносим иглу к заготовке, разрядник умолкает, появляется слабая дуга, стоит поднести еще ближе и… «ГЛАЗА!»©. Без подключения газа лучше не проверять, т.к. вольфраму это совсем не нравится

Так как данная модель не умеет работать с переменным током, варить алюминий ей не положено, сейчас наглядно покажу почему.
Возьмем корпус вентилятора, это однозначно не чистый алюминий, но цель не сделать красивый шов, а показать почему постоянный ток не очень подходит для работы с этим материалом
Ток 50А, прямая полярность. Дуга разжигается, но даже на гифке видно образование оксида. Края прогрелись, даже пруток размазало, но качество шва далеко от идеала и прочность соединения будет под большим вопросом
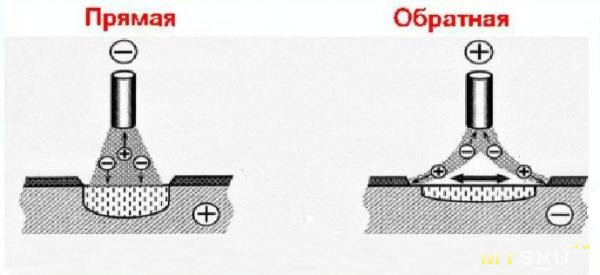
При переменном токе полярность меняется с большой частотой, прямая прогревает заготовку, а обратная разрушает оксидную пленку. Хм, так значит можно перекинуть полярность и снимать себе оксид на здоровье, вот только дуга в этом случае меняет свое направление и начинает больше греть иглу, а не обрабатываемую поверхность
Так что при той же силе тока вольфрамовый электрод уничтожается за пару секунд, вылетая в виде искр

Даже керамическое сопло оплавило, кончик электрода видно аж у цанги
Заточил электрод, снизил ток до 35А, стало не так страшно

Видно, что в месте воздействия дуги поверхность очистилась, но прогрелась недостаточно и шарик припоя не растекся по ней. Так что обратной полярностью пользоваться можно, но только на небольших токах, а значит и толщина свариваемых деталей будет сильно ограничена, да и электроды придется менять чаще

Переходим к железякам, с которыми эта модель может работать без проблем. Чтобы не затягивать материал, я не буду вдаваться в детали процесса, в сети хватает информации под каким углом держать горелку, как подобрать правильный ток, какой должен быть расход газа для той или иной оснастки и материала, мы тут просто смотрим насколько адекватно оборудование реагирует на наши действия. Нарезал пластинок толщиной 2мм, присадочный пруток использовал ER70S-6, аналог СВ-08ГС диаметром 1.6мм
Для начала выставил ток 20А, для нормального прогрева стыка пришлось поднять его до 40А
Затем до 50А, ванна сформировалась, можно подавать пруток
Для эксперимента плавно поднял ток до 80А, область прогрева заметно увеличилась
Снизил до 70А, при таком значении и процесс идет быстро и перегрева нет
По внешнему виду шва не очень понятно с каким током был проход
А вот с обратной стороны можно заметить разные цвета побежалости
Кончик иглы практически не потерял форму
Так же проверил режим DC Pulse, пиковый ток 70А, базовый 35А, баланс 50%, частота 3 Гц. Годная штука, главное поймать ритм и перетаскивать каплю припоя в момент перехода, при этом контролировать процесс становится гораздо удобнее, так что я бы только в «пульсе» и работал
Результат мне понравился, валик получился гораздо меньше, чем при первой попытке
Ну и очень было интересно как себя покажет режим Spot, ведь он редко встречается в бюджетных моделях, а значит исполнение может быть далеко от идеала. Оставил ток на тех же 70А, но время импульса поднял до 1/2с
Вот что получилось, шов тут практически не выступает над поверхностью, но в конце края оплавились и собрались в приличного размера уголок, так что углы нужно обрабатывать отдельно на малых токах
Если уменьшить время импульса до 1/10с, пластину не прогревает полностью, хотя точки выглядят прикольно
Но еще интереснее смотрится результат на нержавейке, ток 20А, импульс 1/10с. Только кратеры в центре не понравились, они появляются не из-за касания иглы, а из-за резкого перепада мощности дуги, для этого и придумано затухание в обычном режиме. Так то их можно перекрывать, ставя следующую точку ближе к центру предыдущей, но это будет долго, так же кратеры не образуются при минимальном токе, но пятно контакта получается очень мелкое, хотя стык тонкой нержавейки таким образом можно заварить, долго, но выполнимо )
С обратной стороны нержавейку в процессе сварки продувают аргоном или обрабатывают антикором после
При 30 и 50А размер точки заметно увеличивается, но металл явно перегревает
Говорят, что опытные сварщики могут многое сказать о сварочном аппарате только услышав звук дуги, так что смонтировал небольшое видео из кусков, которые использовал для гифок
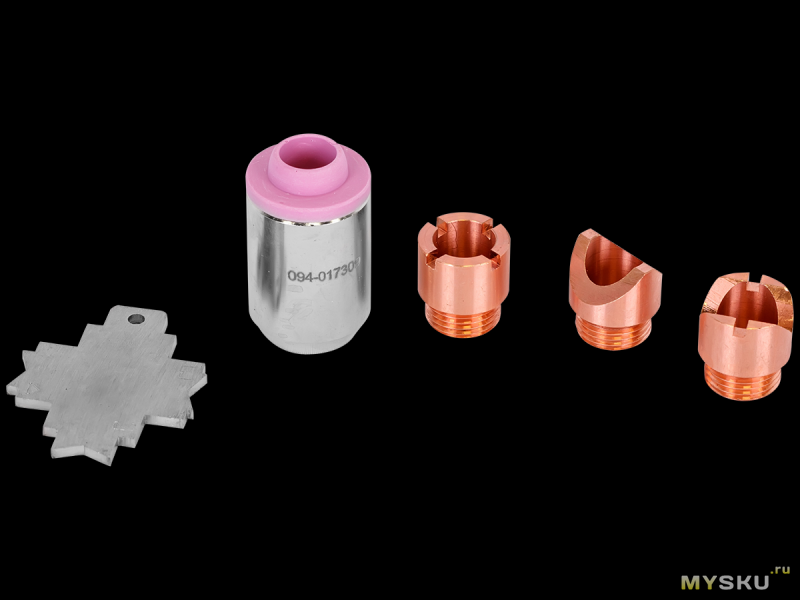
Еще нашел вот такие наборы под стандартную горелку для точечной сварки стенок внахлест
Вот небольшое видео с демонстрацией работы данного комплекта
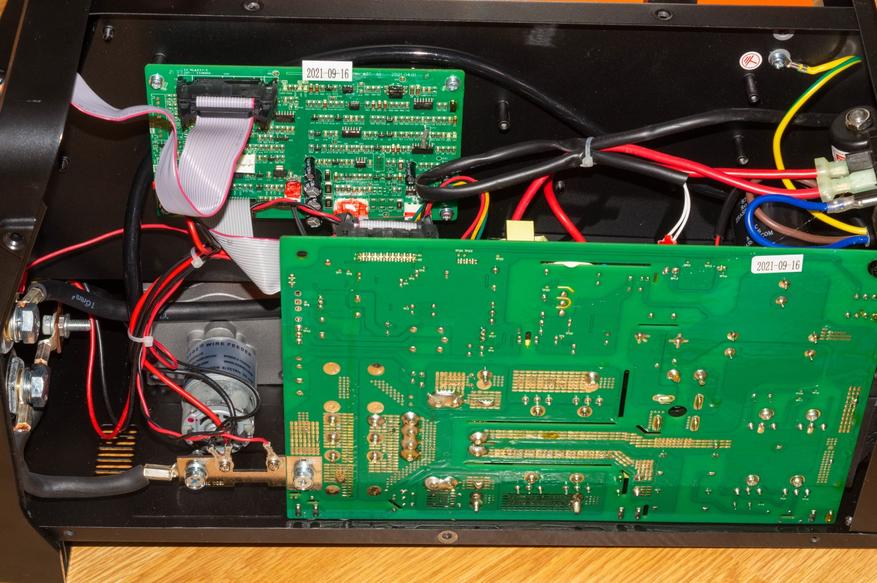
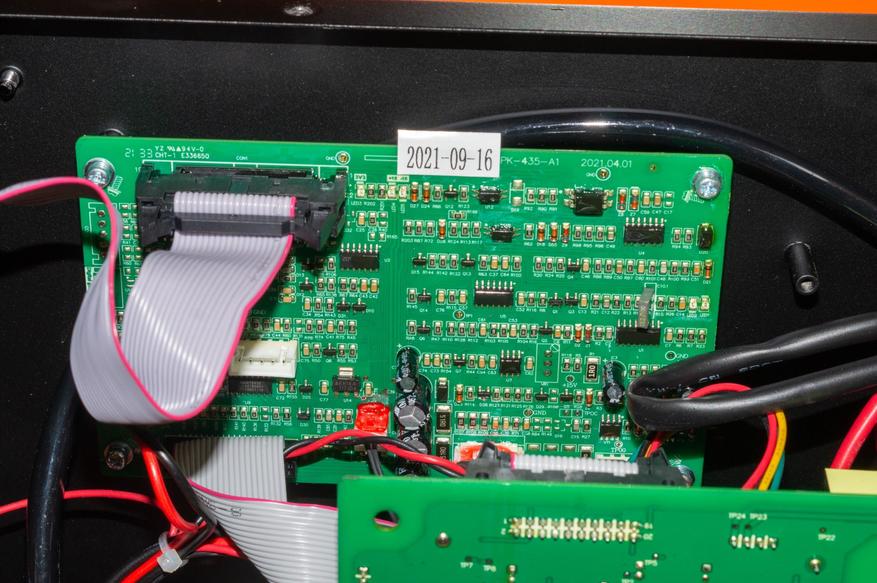
Внутренний мир
Плата со стороны боковой стенки прикрыта прозрачным листом диэлектрика, флюс смыт
Силовая часть отделена от платы контроллера и управления
Провод заземления имеется, выключатель четырехконтактный, полностью разрывает цепь
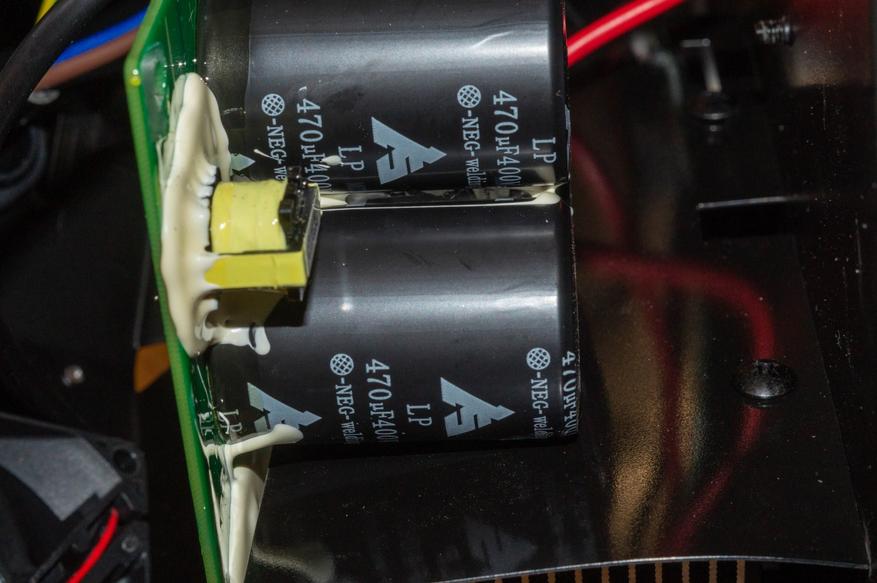
Три конденсатора спрятаны под радиаторами, разглядел только напряжение 400В, по размеру похоже на 470мкФ
На крупном радиаторе yаходится датчик температуры и два транзистора 60N65
Думал на мелком рядом будут диоды, но там тоже оказался аналогичный
С обратной стороны радиаторы дублируются, но вверху на отдельной мелкой платке к нижнему прикручены еще три дополнительных элемента, это наверное и есть диоды, но маркировку рассмотреть не смог, т.к. добраться к ним было проблемно, все разъемы на герметике. Так что получается используется 6 транзисторов и 3 диода, но это не точно.
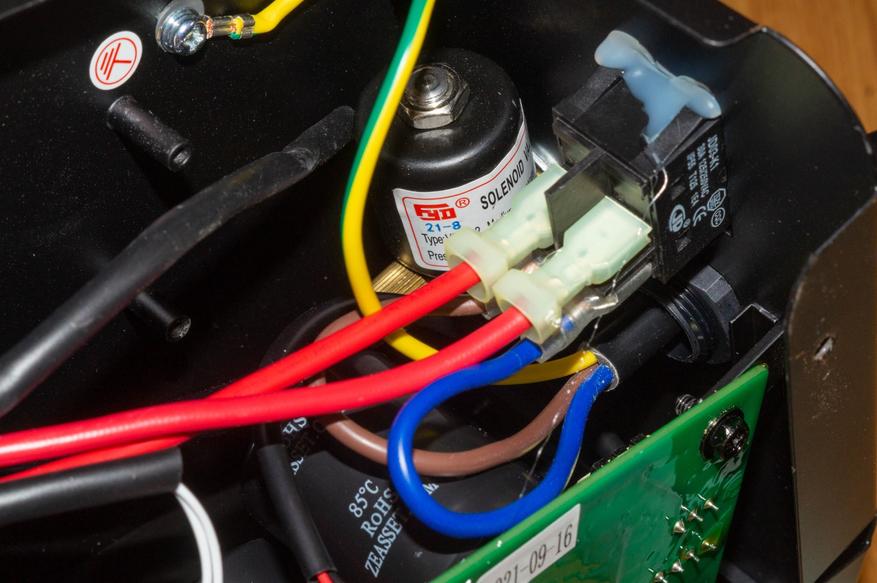
На выходе нашел разрядник, который жужжит когда игла далеко от заготовки
Жужжит страшно, так что желание проверять как «бьется» горелка если прикоснуться к ней пальцем, пропало
Купон
На время публикации обзора магазин выделил купон на $24, который берется на странице акций, ценник получится ниже, чем во время распродажи 27 июня
Итоги
Ну что могу сказать, TIG оказался не так страшен как многие рассказывали, мои действия поначалу контролировал человек с опытом работы, но понять принцип было проще, чем рассчитывал. Я бы сравнил данный вид сварки с пайкой феном(или ацетиленовой горелкой), только вместо потока воздуха тут маленькая, но очень горячая электрическая дуга. Видна ее форма и площадь, которую она нагревает. Добавляешь ток пока поверхность не начнет смачиваться небольшой лужицей расплавленного металла(припоя), которая следует за дугой и потихоньку тянешь её в нужном направлении не давая застывать. Если есть зазор или нужен валик на поверхности для дополнительной прочности/жесткости, в процессе нужно добавлять присадочный пруток. В режиме пульсации контролировать ситуацию еще проще, т.к. дуга периодически ослабевает, не допуская перегрева заготовки, но ванна при этом держится хорошо. Так странно называть эту маленькую капельку ванной после ММА сварки, где реально формируется большое пятно расплавленного металла.
Инициализация дуги происходит бесконтактным методом, а настройка процесса сварки осуществляется с помощью полноценной циклограммы, что редкость для моделей данной ценовой категории. Вот, к примеру, самый дешевый TIG в местном онлайне стоит $250, из настроек только ток, продолжительность подачи газа до/после дугообразования и переключатель в режим ММА, увеличивающий ток на выходе
Что-то похожее обойдется уже в $500+
Режим точечной сварки стыков без внесения присадки вызвал интерес, жаль, что аргон уже заканчивался к тому моменту и игла начала деградировать во время дугообразования. Понравилась не экономия присадочных прутков, а в состояние шва, который даже обрабатывать не нужно, обязательно поиграюсь с ним после заправки баллона. Беда в том, что на обмен у нас предлагают только баллоны на 40 литров, а всё что меньше(в моем случае 20 литров) возят раз в месяц на заправку, так что вряд ли успею дополнить эту часть обзора до публикации, но может поделюсь в будущих. Так же посматривал на насадки для точечной сварки металла внахлёст, которые позволяют создать более высокую в небольшой области и проплавить двойную стенку.
К ММА вопросов нет, варит, дополнительно настраивается форсирование и горячий старт, чего лишены многие модели среднего ценового диапазона, при 98А ПН(продолжительность нагрузки) составляет 60%, так что мощности вполне хватит для работы с электродами до 3мм. Кстати, впервые вижу минимальный ток 10А, жаль, что не нашел у нас в продаже 1мм электродов, интересно было бы «кузовщину» ими помучить вместо полуавтомата или TIGа там, где не нужна особая аккуратность.
Так же запомнились толстенные силовые провода и питания, имеется заземляющий провод, а четырехконтактная кнопка выключения разрывает всю цепь. Вроде мелочи, а видно, что не пытались максимально сэкономить на комплектующих, при этом ценник остался довольно гуманным.
Данный магазин имеет один склад с HZXVOGEN Official Store, у которых сварочные аппараты и принадлежности к ним расходятся довольно быстро, а склад общий, так что я буду стараться указывать фактические остатки во время публикации и периодически обновлять данные, т.к. в прошлый раз были жалобы на длительное ожидание после того как всё закончилось в RU складе.
В данный момент осталось: 275 штук
Как всегда, приветствуется конструктивная критика. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Обзор бюджетного сварочного аппарата HBT2000Pro TIG(DC) + MMA
Начинал я с ММА, несмотря на то, что пугали сложностью освоения, со временем перешел на полуавтомат(MIG), понял, что пугали зря и пользоваться им даже проще, чем обычным инвертором, а со временем начал заглядываться на TIG аппараты. AC модели стоят дороговато, да и с алюминием я практически никогда не работаю, так что выбор пал на DC модель с нормальными характеристиками и полноценной циклограммой, а так же возможностью работы в режиме ММА. Для ММА ток регулируется в диапазоне 10-170A, для TIG 10-200А, продолжительность нагрузки при 200A 35%, 152А 60%, 118А 100%

Коробка на удивление небольшая, внизу в надутом пакете разместили сварочный аппарат, а сверху на перегородку уже накидали комплектующие, которые включают в себя рукав TIG, провод массы, электрододержатель для MMA и газовую трубку



Размер корпуса 400х150х180мм, с подключенными проводами весит 11кг. Сзади под решеткой находится 100мм вентилятор, выше кабель питания, коннектор для подключения газа и кнопка включения с силиконовой изоляцией, характеристики прилепили в верхней части. С лицевой строны есть небольшой экранчик, циклограмма настроек, три кнопки переключения групп режимов и энкодер для изменения параметров. Внизу расположены силовые контакты, контактная площадка для TIG рукояти и газовый канал




Кабель питания с тремя проводами по 4 квадрата каждый, провода массы и ручки ММА по 25 квадратов, длина 1.5 метра



Кабель TIG горелки 4 метра, в комплекте закинули три керамических сопла, а так же цанги под 2, 2.4 и 3.2мм, трубка 8х12мм, армированная, в кадр не попали два металлических хомута



Модуль управления стандартного типоразмера, при желании можно заменить на более привычный



Настройка
В режиме TIG используется полноценная циклограмма, задается время начальной продувки газа, стартовый ток(Start Amp), время нарастания до пикового значения, максимальный ток(Peak Amp), а после деактивации начинается плавное падение тока, чтобы не было кратера и постпродувка для предотвращения образования окислов пока шов горячий.
В режиме DC Pulse становится активным ток "холодной" дуги(Base Amp), частота(Frequency) и ширина(Width) импульсов.
В MMA можно откорректировать ток горячего старта(Hot Start) и форсирования дуги(Arc Force)
Дополнительно можно выбрать режим работы между классическим(2T), непрерывным(4Т) и точечным(Spot), который позволяет выбрать время импульса от 1/10 до 5с для обеспечения хорошего провара небольшой площади без перегрева заготовки

Взял лист металла толщиной 3мм, начнем с ММА. Форсирование дуги и горячий старт не трогал, стоковые значения 50 и 0.1. , минимальный ток у этой модели составляет 10А, что маловато для 2мм электрода, но тоньше у меня нет. Электрод плавился практически бесшумно, поверхность не прогревал, но при этом не залипал, что удивительно
При 20А стало чуть лучше, пластина прогрелась, ванна начала растекаться, так что потихоньку процесс пошел
Поднял ток до до оптимальных для 2мм 40А. Розжиг отличный, несколько раз такал электродом в ванну, благодаря форсированию залипаний не происходит, так что даже новичку будет не сложно освоиться
Кстати, во время работы на дисплее отображается текущее значение тока, резкие перепады это работа форсирования, горячего старта и антизалипания
Взял 3мм электрод и поднял ток до 60А, для этого диаметра маловато, но дуга держится, залипаний нет даже если вести электродом по поверхности
При 70А можно уверенно варить не особо перегревая заготовку
На 90А пластину толщиной 3мм уже может прожечь
Но если не зевать, работать можно
Ну а на максимальных 170А шансов не остаётся ни у электрода ни у пластины
Вот что получилось, ток увеличивался справа налево, но думаю это и так заметно



Перейдём к TIG, как во многих нормальных аппаратах, поджиг тут инициируется бесконтактно с помощью HF дуги, что сильно бережет заточку вольфрамового электрода. При нажатии кнопки на рукояти, в корпусе послышится треск дуги, не пугайтесь это нормально, если поднести электрод к заготовке, сначала произойдет пробитие HF дуги, если приблизиться еще немного, возникнет основная. Не рекомендуется делать так без подачи газа, это изнашивает электрод, да и стенку сжигает
С алюминием DC TIG работать не принято, оксидная пленка разрушается только дугой обратной полярности, так что при переменном токе происходит как очистка, так и нагрев, на постоянном токе той же силы нагрев заготовки будет слабым, а если значение поднять, начнет перегреваться игла, так что этот режим подойдет только для пластин небольшой толщины. А вот черный металл обрабатывается без проблем.
Нарезал пластины 2мм, пруток использовал обмедненный СВ-08ГС диаметром 1.6мм

Начал с 20А и постепенно поднимал, на 40А стыки начали оплавляться
Для нормального формирования ванны и внесения присадки пришлось повысить его до 50А, при таком значении можно неторопясь набивать руку
Постепенно увеличил до 80А, для 2мм заготовок этого уже многовато
Откатился к 70А, мне это значение показалось идеальным, ванну тянет равномерно, шов небольшой
А так выглядит результат, на стыках нужно было делать прихватки на низком токе, чтобы края не оплавляло. С обратной стороны видно, что провар произведен на всю глубину, но побежалость в центре намекает о наличии перегрева, в этом месте как раз был проход на токе 80А. При этом даже при превышении тока к нижней пластине они не прилипли.


Процесс сварки в режиме DC Pulse немного отличается от классического, выставил максимальный 70А, базовый вдвое ниже(35А), ширину 50%, и частоту 3 Гц. Получаем дугу, которая меняет мощность 3 раза в секунду с равным периодом в 1/3 секунды, что позволяет удерживать ванну в расплавленном виде, но при этом не дает заготовке перегреваться. Данный режим обычно используется когда хочется сделать шов максимально аккуратным и некуда спешить. Пруток внёс один раз, чтобы смочить поверхность, после чего просто дотянул её до края
Шов практически не выпирает, не забывайте, что и опыта у меня особо нет, так что можно сделать лучше

Так же проверил Spot, который не так уж часто встречается в недорогих аппаратах. Время импульса в нём настраивается в диапазоне 0.1-10с. Исходя из толщины пластин я поставил 0.5с при токе 70А, пруток не вносил
Валик пальцем едва ощущается, но край подвел, уголки оплавились и металл скучковался на стыке

Нашел кусок раковины из нержавейки толщиной 0.4мм, ток снизил до 20А, а время импульса до минимальных 1/10с
Получилось красиво, если ставить точки плотнее, можно перекрывать центральные темные пятна, которые возникают из-за слишком быстрого прерывания дуги, для этого в обычном режиме и придумали плавный розжиг и угасание. Можно снизить ток до 10А, в этом случае кратеры исчезают, но при импульсе 0.1с пластину плохо прогревает. Так же при работе с нержавейкой нужно обеспечивать подачу аргона с обратной стороны шва, чтобы защитить его от окисления, ну и обязательно необходима их дополнительная обработка антикоррозийным составом, чтобы избежать окисления поверхности в будущем


Для тех, кому интересно послушать звук дуги, смонтировал небольшое видео работы во всех режимах
Что внутри
Плата дополнительно изолирована от корпуса прозрачной пластиной, есть провод заземления, выключатель разрывает оба провода питания полностью обесточивая внутренности. Компоненты раскиданы на несколько плат, чтобы отделить силовую часть, контроллер и модуль управления, для экономии места три конденсатора на 400В 470мкФ спрятали под радиаторами




Транзисторов 60N65 6 штук, расположены они по два на крупных радиаторах и по одному на мелких, три диода разместили в верхней части нижнего радиатора на отдельной плате, маркировку рассмотреть не смог, впервые вижу такое решение



На выходе силовой платы нашел разрядник, который и трещит до момента образования дуги на игле
Аппарат компактный, относительно лёгкий, но при этом довольно функциональный, а с учетом цены, для новичка это будет отличной первой моделью для получения практических знаний.
Мне TIG показался в освоении не сложнее электродуговой сварки, не так сильно слепит, так что при использовании нормальной маски рабочую область видно отлично, дуга не шумит, шлак не разлетается, во время обучения заготовка редко перегревается даже если тупить, особенно в режиме Pulse, я бы рекомендовал с его помощью набивать руку, начав с частоты 1Гц, это даст время как следует вникнуть в процессы образования и поддержания сварочной ванны.
Единственный минус это стоимость расходников. Сам аргон стоит в районе 2 тысяч рублей за 40 литров, но вот БУ баллон в местах заправки обойдется тысяч в 6-7, так что общая стоимость выходит в районе 9 тысяч рублей.
Присадочные прутки я покупал обмедненные в районе 1700 за 5кг, что даже дешевле обычных электродов, т.к. это чистый вес без обмазки, так же можно использовать миллиметровую проволоку для полуавтомата если она имеется.
Вот алюминий дорогой, около 8к за пачку, но данная модель позволяет с ним работать только на обратной полярности, что сказывается на глубине прогрева, так что варить получится только тонкостенные заготовки

К ММА претензий нет, благодаря настройке горячей дуги и форсирования, результат получается хорошим с минимальными усилиями.
В данный момент aliexpress снизил курс доллара до 64 рублей, так что ценник стал вполне гуманным, а купон 10HVOFFICIAL снижает его еще на $10, которые можно потратить на дополнительные расходники.
Проверить наличие и текущую стоимость можно в официальном магазине HZXVOGEN
Обзор сварочного аппарата Hitbox MIG 200II (3 в 1)
Читайте также: