Жидкая сварка для чугунных батарей
Обновлено: 19.05.2024
За зиму у меня разморозило кран. Как-то неожиданно резко ударили морозы и я обнаружил неприятную трещину, сулившую во время потепления значительный потоп. Вообще-то кран был уличный, и возиться с ним по морозу у меня не было никакого желания. Закутал его получше (теперь уже, чтобы не растаивал подольше) и стал дожидаться теплых деньков.
Теоретически после потепления из щели должно было прилично сифонить. Я приятно удивился когда обнаружил абсолютно сухую поверхность. Попробовал догадаться почему – не получилось. Ну и ладно. Меня такой оборот событий вполне устраивал.
Возможно, что так бы оно и было, но моя сварка, неизвестно когда и как ко мне попавшая, как ни странно оказалась испорченной. Я с угасающей надеждой ощупывал ее каждые десять минут, но не замечал никакого отвердения. Содрав быстренько пересохшую смесь, повторил этап: «зачистил, пошкурил и вытер». В соседнем магазине купил свежайший тюбик, и, на всякий случай, принялся заново изучать инструкцию.
Оказывается, разминать надо до ощущения тепла (смесь должна нагреться). Полимеризация должна была начаться уже через пятнадцать минут, а полное затвердевание через час. Размял, прилепил и стал ждать. Ждал терпеливо целых сорок пять минут и решил на свою голову попробовать: началась ли уже полимеризация. Наверное, это слово я себе представлял несколько по-другому, потому что не застывшая латка вызвала у меня повторное смутное подозрение. Или в магазине надули, или размял недостаточно, решил я и принялся сдирать все обратно.
Снялось легко, даже не оставив следа на кране. Зато, при попытке повторного разминания я понял, что мои руки полимеризируются самым настоящим образом. Судорожно стал вспоминать, что до полного отвердения осталось каких-то несчастных десять минут и попытался залепить дыру уже в третий раз.
Обилие очень горячей воды и тряпок все-таки спасли мои руки. И, как оказалось, кран тоже удалось починить. Он спокойно выдерживает давление стандартного водопровода, а как поведет себя в дальнейшем (место очень солнечное и беспокойное) отпишусь в скором будущем.

Вы, слышали о таком методе сваривания материалов, как «холодная сварка»?
Тогда вам будет интересно прочесть информацию об этой технике и узнать, насколько данный прием эффективен.
Благодаря историческим раскопкам, стало известно, что аналогичной технологией пользовались в старину при создании произведений искусств античного периода.
Что это такое

В Национальном музе Ирландии, в качестве экспонатов, выставлены золотые шкатулки, сделанные в эпоху ранней бронзы.
Мастера в своей работе использовали технику холодной сварки.
В средине сороковых годов прошлого столетия метод стали применять в странах с развитой промышленностью.
В Советском Союзе холодная сварка начала использоваться в 50-х годах 20-го века.
На данный момент такой прием нашел широкое применение для сваривания таких металлов:
- медь,
- олово,
- свинец,
- алюминий (сварка инвертором в домашних условиях),
- никель и другие (видео про сварку нержавейки инвертором посмотрите здесь).
Как сварка может быть холодной? Неужели, процесс возможен без нагревания, специальных растворов или электрического тока?
Оказывается, может. И в этом нет никакой магии. Метод основывается на пластической деформации, разрушающей ломкую пленку окислов, которая является основным препятствием для сопряжения металлов.
Всем нам приходилось, хотя бы, раз в жизни пережить проблему, связанную с ремонтом труб системы отопления, расширительного бачка и других составляющих магистрали.
Лет десять-пятнадцать назад, любой контур обогрева с расширительным бачком из алюминия (технология сварки) и радиаторы подвергались ремонту только методом горячей сварки.
Про компрессионные муфты для стальной трубы написано на этой странице.
Современный рынок сегодня предлагает, практически, мгновенный и при этом очень эффективный способ ликвидации протечек во всех устройствах отопительной системы.
При этом нет необходимости пользоваться свариванием при высоких температурах. Совершенно новая технология пришла на смену общеизвестным приемам.
- чугунные (какие электроды купить для сварки),
- биметаллические (примерная цена на радиаторы отопления Рифар указана в этой статье),
- пластиковые (про комплект для сварки полипропиленовых труб написано здесь),
- стальные (сварка нержавейки полуавтоматом в среде углекислого газа) и алюминиевые батареи
— можно с помощью холодной сварки. Таким способом соединяют не только металлические, но и полимерные изделия.
Если говорить более понятным языком, то холодная сварка, по своей сути, — это эпоксидный клей, по своему составу похожий на шпаклевку.
Очень часто в его структуру производители включают упрочняющую добавку в виде стального порошка.
Вещество имеет хорошую сопротивляемость агрессивному воздействию внешней среды, и оно, в полном объеме, сохраняет все свои характеристики при температуре до +260 градусов.
Состав холодной сварки
Он заполняет собой все расщелины и другие огрехи обрабатываемой поверхности.
У эпоксидки есть еще один характерный признак, и заключается он в особенности застывать при смешивании ее с различными загустителями.
Наполнитель.
В роли добавляемого вещества, предназначенного улучшать технические свойства основного ингредиента, как правило, выступают различные модификаторы, пластификаторы, сера и металл.
С помощью наполнителя смесь намного быстрее застывает и отвердевает.
А также холодная сварка приобретает целый ряд положительных свойств, а именно:
- стойкость к влажной среде,
- способность хорошо переносить большое количество циклов резких колебаний температуры без разрушения.
В холодной сварке, предназначенной для радиаторов отопления, в качестве наполнителя в обязательном порядке должна быть металлическая крошка.
Для пластмассовых труб в состав связующего компонента вводят серу.
Холодная сварка представляет собой двухкомпонентную смесь.
Разновидности клеящих составов
Многие обыватели сомневаются в эффективности данного метода ремонта радиаторов отопления.
Но, как можно увидеть из практики, это не соответствует действительности.
Износоустойчивость полученного шва или соединения зависит от того, насколько правильно будет выбран связующий элемент.

А что вы знаете про размеры чугунных радиаторов отопления? Прочитайте о батареях в полезной статье.
Чем можно устранить течь в стыках канализационных труб написано здесь.
Систематизация по физическому содержанию:
Если вы решите покупать жидкий продукт, обратите внимание на упаковку, в ней должно быть 2 тюбика. Один – с эластичным веществом, другой – с отвердителем.
Учтите! Смесь нужно расходовать на протяжении 20 минут, иначе она загустеет и станет непригодной.
Пластилинообразная сварка для системы отопления выпускается в виде двухслойного бруска, внутри которого находится пластичная субстанция, а отвердитель – на поверхности бруса.
Перед употреблением пластилин следует хорошо размять. Если вам не понадобиться весь материал, его можно разрезать, но только поперек.
Специалисты настоятельно советуют использовать холодную сварку для восстановления только тех материалов, для которых она предназначена.

На упаковке состава производитель всегда указывает температуру, которую может выдержать смесь (в большинстве случаев – это 260 градусов Цельсия).
При соблюдении этих параметров, шов долго будет оставаться прочным.
На рынке имеется холодная сварка, способная противостоять намного большей температуре (до 1300 градусов Цельсия).
Этот клей используют для поверхностей, подвергающиеся очень сильному нагреванию.
Положительные моменты использования.
- Удобство в использовании. Составом может пользоваться человек, который ранее не имел никакого опыта в слесарном деле;
- Качество полученного шва не зависит от быстроты ваших действий.
- Нет необходимости в применении специальных инструментов и оборудования (про муфты для соединения ПНД труб прочитайте здесь).
- Энергозатраты сведены к минимуму.
- Материал обладает противопожарными свойствами.
- Возможность производить ремонт резервуаров, в которых находятся взрывчатые вещества.
- В районе сварного шва нет поверхностного напряжения материала.
- Низкая стоимость материала.
Отрицательные стороны.
Способы использования
Перед тем, как приступить к работе, нужно приготовить все, что вам может понадобиться:
- сварочный материал,
- ацетон,
- лист наждачной бумаги,
- при необходимости – зажимы,
Пошаговая инструкция сварки пластиковых труб отопления:
- первое, что нужно сделать – это, тщательно подготовить ремонтируемую поверхность материала.
Срезы труб, сначала, необходимо обработать наждачной бумагой, а затем обезжирить.

Имеющиеся на изделии неровности повысят уровень адгезии с клеящим веществом.
Остатки жира, при вступлении в химическую реакцию с составными частями холодной сварки, ухудшат ее характеристики;
далее – определяем точное допустимое отклонение перпендикулярности граней.
Если в вашей системе отопления присутствуют трубы, сечением 20 – 40 мм, допуск не должен превышать двух миллиметров;
При использовании пластилинообразной мастики, необходимо руки смочить в чистой воде.
Если этого не сделать, паста прилипнет к коже.
С жидкими составами нужно работать очень быстро;
Готовую смесь наносим на ремонтируемую поверхность.
Для улучшения эффекта склеивания, стоит воспользоваться специальным зажимом.
В прилагаемой к изделию инструкции указано, с какой силой допускается воздействие на шов.
Трубопровод, который подвергался ремонту методом холодной сварки, вводится в эксплуатацию не менее, чем через 8 часов после проведения сварочных работ.
Починка чугунного радиатора
В этом случае, необходимо, в первую очередь, подготовить поверхность изделия – она должна быть чистой, сухой и обезжиренной.
Процедуру можно сделать ватным тампоном, смоченным в спирте. Затем берем небольшой кусочек состава в виде пластилина и разминаем его пальцами.

У вас должен получиться шарик, размером – 20 – 25 мм.
К поврежденному месту прижимаем горошину и придавливаем ее с помощью отвертки или плотной ветоши.
В таком положении шарик необходимо удерживать 3 -5 минут.
Смесь отвердеет полностью через 35 – 40 минут благодаря процессу полимеризации.
Готовой к работе батарея будет только через 24 часа.
При температуре ниже +5 градусов, пользоваться холодной сваркой не рекомендуется. Проводить манипуляции со смесями нужно в перчатках и защитных очках.
Если в вашем жилище однотрубная система отопления, то перед тем, как приступать к ремонту поврежденного участка, нужно перекрыть подачу воды
При ликвидации свища на пустотелом предмете, лучше всего использовать жидкий состав, которым пропитываются куски ткани, и обматываются поврежденные участки.
С помощью такого метода вы сможете надежно законопатить протечку и дождаться окончания отопительного сезона.
Вывод
Только с помощью специализированного продукта с характеристиками, позволяющими работать смеси под воздействием жидкости высокой температуры, у вас получится качественное соединение.

Посредством таких составов можно заделать свищ в стояке с горячей водой.
Запомните! Холодная сварка – это временная мера устранения течи в радиаторах отопления.
Таким способом устраняют повреждения маленьких размеров.
При первой же возможности протечку нужно заделать полуавтоматической сваркой или инвертором.
При работе с клеящими составами на первом месте должны стоять вопросы, связанные с личной безопасностью.
Стоит знать! Невозможно реанимировать холодной сваркой сложные узловые соединения.
К месту ремонта необходимо обеспечить свободный доступ.
Не забывайте, что данный состав может быть применен только в качестве склеивающего элемента. Он не выдержит даже малейшего воздействия «на отрыв».
Поэтому пользоваться таким приемом можно исключительно по назначению и при этом необходимо правильно рассчитать условия применения смеси.
Как используют «холодную сварку» для труб большого диаметра, посмотрите в видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
В ванной есть недорогой "нонейм" смеситель с переключением кран/душ. Переключается поворотом на 45 градусов рычажка. Переключение реализованно в виде 2 прокладок на одной ножке. В этом месте и образовалась трещина 2-3мм (т.е. протекает только когда открыты винтели). Возможно ли ее чем-то заделать? Завтра выложу фото.
Забудьте. Купите новый. Не тратьте зря время.
Обмотать весь смеситель стеклотканью на эпоксидке, потом покрасить серебрянкой и выбросить
Байпасс написал :
Обмотать весь смеситель стеклотканью на эпоксидке, потом покрасить серебрянкой и выбросить
Я так делал, не помогло.
superstasik написал :
Я так делал, не помогло.
Недалеко выбросили, наверное
2Palmman – Нет смысла в ремонте. Надёжно не получится.
Вас понял. Заодно научусь смеситель менять.
Кстати, не обязательно же весь смеситель новый покупать. Душ есть, "носик" есть, кран-буксаы аж 2 штуки. Сниму все и пойду на рынок подбирать.
Как вариант. обыскать пол рынка, потратить день.
Купите еще один ноунейм, хотя таких наверно уже нет. это не дорого.
У меня в месте, где вода подходит на шланг душа (не знаю, как называется) образовалась трещина, при переключении на душ/стиральную машинку медленно образовывается капля за каплей. Вчера промыл снаружи губкой с мылом, а сегодня осторожно залил суперклеем. Посмотрю, как долго продержится. Все равно смеситель старый и ждет списания, а капли клея не жалко. И даже если там отойдет какой кусочек этого клея, то ничего не забьет и не испортит, и не отравит, так как на гусаке стоит сетка, а из душа для питья не набираю. Так что считаю, что такой ремонт разумен. А вот если трещина возникла в месте постоянного водяного давления, то замена узла будет гораздо дешевле ремонта соседей.
Все эти китайские смесители показывают себя с очень плохой стороны. Часто встречаются откровенно одноразовые варианты. Пару раз покупал по неопытности такие. С другой стороны, чего хотеть за 15$. Материал таких смесителей – силумин или ЦАМ. Первое, это сплав алюминия с кремнием; второе, цинково-алюминиево-марганцевый сплав. Применяются по причине своей низкой стоимости, но и имеют очень сомнительные прочностные качества. И что самое обидное, ничем не ремонтируются и не свариваются. В случае силумина кремний мешает образовать сварочное соединение, во втором просто цинк выгорает. Так что правильно Вам говорят, такой смеситель выбрасывается.
Опытные ремонтники рекомендуют не рисковать с Китаем, а покупать известные бренды GROHE или Hansgrohe, которые, кстати, дают от 5 до 10 лет гарантию на свою продукцию. Это качественные и дорогие смесители.
Я покупал лет пять назад однорычажный смеситель (Китай) с душем в ванну за 15. 18 долларов (по нынешнему курсу) и стоит до сих пор. Единственное что, можно будет кассету поменять. Выбирал по весу. Хороший смеситель нормально весит, силуминовый – легкий. А весит нормально латунь, которая не ржавеет и прочная.
Здесь про выбор сантехники хорошо написано – .
Жидкая сварка для чугунных батарей

Если весь брусок не нужен, отрежьте необходимое количество ножом поперек.
Любой человек хотя бы раз в жизни сталкивался с необходимостью ремонта радиаторов, труб, расширительного бака и других комплектующих системы отопления. Если еще лет двадцать назад любой контур отопления и батареи в нем ремонтировались только методом горячего сваривания. Сегодня современный рынок предлагает быстрый и эффективный способ устранения течи и пробоин в любой единице оборудования отопительного контура. При этом больше не придется использовать сваривание при повышенной температуре. На смену общеизвестным методикам пришла новая технология – холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых и стальных труб отопительной системы.
Что подразумевают под термином «холодная сварка»?
Согласно нормативной документации, а именно ГОСТу 2601-84 о сварке металлов, холодная сварка для батарей отопления – это соединение двух однородных или разнородных материалов. Процесс формирования соединения проводится под давлением в условиях значительной пластической деформации клеящего вещества. При этом температура соединяемых материалов не повышается. В данном случае соединение двух компонентов в одну систему происходит не за счет диффузии, то есть проникновения одного вещества в другое. Связь возникает в результате валентного сопряжения атомов при пластической деформации.
Успешное протекание процесса невозможно без соблюдения двух главных условий. Это высокое давление и присутствие пластической деформации соединяемых компонентов. Холодная сварка для радиаторов отопления не образует монолитное, высокопрочное соединение без пластической деформации. Речь идет об изменении относительного положения атомов и перегруппировке групп атомов, которые сохраняются во времени. Высокое давление позволяет сблизить свариваемые поверхности до расстояния, соизмеримого с размерами кристаллической решетки твердых веществ и межатомного расстояния у полимеров. Как результат, между связующим агентом и соединяемыми материалами возникает межатомное взаимодействие.
Холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых труб имеет универсальный состав:
Эпоксидная смола отличается пластичностью. Она способна собой заполнить все трещины и дефекты обрабатываемой поверхности. Еще одно немаловажное свойство эпоксидной смолы – это способность отвердевать при смешивании с разнообразными отвердителями. Все свои положительные качества эпоксидная смола передает холодной сварке.
В качестве наполнителя могут выступать металл, сера, различные пластификаторы и модификаторы. Наполнитель в системе играет роль отвердителя, а также наделяет холодную сварку рядом положительных характеристик, например, термической стойкостью, стойкостью во влажной среде и др. Холодная сварка для батарей отопления в своем составе в качестве наполнителя должна содержать металл, а вот связующий компонент для пластиковых труб немыслим без серы. В любом случае холодная сварка – это двухкомпонентная смесь, которая соединяется в одну систему непосредственно перед использованием.
Лучше все же купить дымоход для газового котла, чем сделать его своими руками.
Информацию о том, сколько стоит группа безопасности на отопление можно найти здесь.
Разнообразие клеящих и связующих составов

Разнообразие марок и видов холодной сварки.
Многие задаются вопросом о том, а можно ли заклеить радиатор холодной сваркой и насколько такой ремонт будет долговечным и эффективным. Специалисты дают утвердительный ответ на вышеуказанный вопрос. А вот насколько долго полученный шов или соединение будет служить – полностью зависит от правильности выбора клеящего состава.
Классификация по физическому составу:
Покупая жидкий продукт, можно обратить внимание на то, что в упаковке имеется два тюбика. В одном находится эластичное вещество на основе эпоксидной смолы, во втором – отвердитель. Их перед использованием нужно смешать. Срок жизни смеси от 2 мин до 20 мин.
Твердая холодная сварка для радиаторов отопления имеет вид двухслойного бруска, где пластичное вещество находится внутри, а отвердитель идет по поверхности бруса. Пластилин перед использованием разминается.
Если в ходе ремонта используется только часть бруска, то его можно разрезать. Разрез должен проходить поперек бруска, а не вдоль его.
Классификация по сфере использования:
- универсальные составы – с их помощью можно соединить дерево, полимер, металл. Однако они являются наименее прочными;
- для работы с металлами – образует прочное соединение даже между двумя разнородными металлами. Обязательное условие – в качестве наполнителя должен выступать металл. Можно ли заклеить радиатор холодной сваркой данного типа? Специалисты отвечают утвердительно;
- специальные для работы с деталями авто;
- сварки для работы в экстремальных условиях, например, под водой или при повышенном давлении.
Крайне нежелательно использовать холодную сварку для ремонта одних материалов, если она предназначена для обслуживания совсем других веществ.
Преимущества холодной сварки для батарей и труб
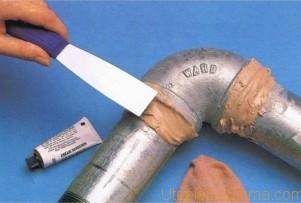
Для удобства в работе используйте шпатель.
Холодная сварка для труб и батарей обладает большим рядом преимуществ. Положительные характеристики выгодно ее отличают на фоне остальных методов сваривания материалов:
- простота в использовании, а потому ее применить может человек, не имеющий должного опыта в слесарном деле;
- обрабатываемый материал в ходе работ не деформируется, так как не подвергается действию повышенных температур;
- качество образуемого шва не зависит от скорости прилагаемых усилий, а потому сваривание можно проводить быстро;
- нет необходимости в специализированном оборудовании;
- минимум энергозатрат;
- полная пожаробезопасность;
- представляется возможным ремонтировать ёмкости со взрывоопасными веществами;
- в районе шва отсутствует поверхностное напряжение материала;
- при помощи холодной сварки можно соединить разноименные металлы без образования интерметаллидной прослойки.
- существенная пластическая деформация соединяемых деталей, которая может достигать 70%;
- малая универсальность каждой системы компонентов.
Чтобы замазать радиатор холодной сваркой, необходимо скрупулезно выбирать состав системы. Клеящая смесь должна соответствовать обрабатываемому материалу. Образующееся соединение должно сохранять свою целостность при вероятных условиях эксплуатации.
Какое должно быть давление в расширительном бачке отопления открытого и закрытого типа.
Все самое важно о том, где ставится расширительный бак в системе отопления вы найдете по ссылке.
Что нужно учитывать при выборе холодной сварки?
Помимо качественных характеристик связующего компонента, при выборе учитываются будущие условия эксплуатации получаемого шва. Так, холодная сварка труб отопления выбирается согласно температурному режиму, при котором соединение сохранит свою прочность и целостность. В инструкции большинства недорогих связующих материалов указывается температурный режим 260°C и выше. Но это не означается, что сварной шов долго продержится при указанных условиях.
Как показывает практика, такие составы должны использоваться только при комнатной температуре. Для соединения труб отопления и радиаторов нужно выбирать сварку, диапазон рабочих температур которой доходит до 1300°C и выше. В данном случае соединение гарантированно прослужит долго.
Ремонт полимерных труб

Для полимерных труб нужны специализированные составы.
Независимо от химического состава обрабатываемого материала и характера используемой сварки, обязательно нужно соблюдать условия и рекомендации, прописанные в инструкции.
Холодная сварка для пластиковых труб отопления проходит по следующей схеме:
- обязательным этапом является подготовка поверхности ремонтируемого материала. Для этого поверхность торцов трубы обрабатывается наждачной бумагой, а затем обезжиривается. Шероховатости на трубе увеличат степень адгезии с клеящим составом. Жирные загрязнения могут вступить в химическую реакцию с компонентами холодной сварки и ухудшить их характеристики;
- определяют правильный допуск перпендикулярности торцов. В случае с трубами диаметром 20…40 мм он должен составлять не более 2 мм;
- отмеряют на концах труб половину длины муфты, чтобы определиться с площадью обрабатываемой поверхности;
- отметки циклюют, то есть снимают с труб тонкий слой материала (0,1…0,2 мм), заусеницы также удаляются;
- непосредственная подготовка клеящего состава заключается в смешивании компонентов до образования однородной массы. В случае с пластилинообразной сваркой руки перед смешиванием смачивают водой. Паста не будет прилипать к коже. Срок годности жидких составов длится не дольше 3 мин, поэтому действовать нужно быстро;
- подготовленную смесь наносят на поверхность ремонтируемого или соединяемого материала. Все кладут под пресс. Какая сила должна оказывать действие на шов, указывается в инструкции к холодной сварке.
Отремонтированный трубопровод или контур отопления можно использовать через 8 часов после сваривания.
Коротко о холодной сварке
Холодная сварка представляет собой жидкую или пластилинообразную смесь, которая позволяет соединить между собой даже разнородные материалы, не прибегая к действию на них высоких температур. Перед традиционными методами соединения металлов и пластиковых изделий холодная сварка имеет ряд преимуществ. Это простота в использовании, пожаробезопасность, прочность и долговечность полученного шва, отсутствие деформации склеиваемых поверхностей и др. Присутствуют и недостатки. Это пластическая деформация соединяемых деталей.
Холодная сварка используется для ремонта и монтажа систем отопления, водопровода, контура ГВС, а также при поломке деталей машины, образовании трещин и проколов в емкостях различного предназначения. Многие спрашивают о том, можно ли запаять радиатор холодной сваркой. Специалисты утвердительно отвечают на данный вопрос. Но настоятельно рекомендуют покупать клеящий состав в соответствии с последующими условиями эксплуатации соединительного шва и химическим составом обрабатываемой поверхности.
Холодная сварка для батарей отопления – методы использования для оперативной заделки течи

Для оперативного ремонта батарей отопления согласно всем нормам и правилам в отопительный сезон должна выезжать аварийная бригада, такая «скорая помощь» для радиаторов. Но в жизни обычно эти правила действуют в редких случаях, в остальном приходится все делать самостоятельно и не надеяться на волшебника из ЖЭКа. А раз так, то в ход могут пойти самые разные методы даже самые невероятные, хотя холодная сварка для батарей отопления это не волшебство, а вполне реалистичный метод устранения течи.
Наиболее часто встречающиеся проблемы в чугунных радиаторах отопления
Прежде всего, необходимо очертить круг проблем, которые можно решить при помощи холодной сварки или клеящего состава при ремонте батарей отопления.
Традиционно самыми уязвимыми считаются чугунные батареи. Здесь многие проблемы заложены в самой конструкции и свойствах металла. Прежде всего, чугунное литье в отличие от стальных радиаторов или биметаллических батарей очень хрупкое. Да, чугун очень прочный, но одновременно и хрупкий материал – он способен выдерживать большое давление, при небольшом ударе может дать трещину.
Второй момент, это свойство чугуна – это пористый материал, что способствует образованию на внутренней поверхности кратеров и постепенному разрушению стенки.
Третье, при сборке современных радиаторов секции соединяются при помощи внутренних гаек-стяжек, а пространство между секциями обрабатывается специальным составом, который надежно цементирует соединение. В недавнем прошлом, для герметизации этих соединений использовался лен и железный сурик, что со временем приводило к нарушению герметичности соединения.
Так что исходя из вышеперечисленного наиболее часто встречаемые проблемы с чугунными радиаторами это:
- Нарушение герметичности секции батареи после механического воздействия – удара с внешней стороны или резкого повышения давления с внутренней стороны;
- Течь по телу радиатора из-за образования отверстия в стенке из-за коррозии металла;
- Нарушение герметизации точек соединения секций радиатора, точек подвода труб, гаек-заглушек.
Что касается других видов радиаторов, то подобные проблемы в них встречаются реже, здесь чаще всего причиной повреждения тела секции выступает коррозия металла или механическая деформация стенок при замерзании батареи, когда вода, замерзая, разрывает металл.
Холодная сварка – что это, применение для системы отопления

Для склеивания различных материалов применяются клеи разного состава и назначения. Так для бумаги используется конторский клей и ПВА, в строительстве для поклейки обоев применяется синтетический клей с виниловыми наполнителями, для ремонта обуви – резиновый клей.
Универсальных клеев, увы, пока не изобрели, но уже есть составы, которые способны надежно склеивать металл. Примером такого состава выступает холодная сварка.
В основе технологии холодной сварки лежит эпоксидный клей, состоящий эпоксидной смолы и отвердителя. В обычном состоянии это субстанция, напоминающая густую сметану, только желтого цвета, но при смешивании с отвердителем эпоксидная смола становится более жидкой и пригодна для нанесения на даже самые сложные поверхности. Этот момент длится относительно недолго – всего 10-15 минут, после чего смола начинает затвердевать, образуя прочное покрытие.
Преимуществом этой технологии выступает высокая прочность соединения за счет высокой адгезии вещества к поверхности склеиваемого металла и стойкость к агрессивным химическим материалам. Увы, есть и недостатки клей сам по себе может выдержать большое давление, но при механических воздействиях велика вероятность нарушения прочности соединения.
В предлагаемых на рынке составах холодной сварки для склеивания металла отвердитель и смола находятся не в жидком, а в пастообразном состоянии. Клей находится в стабильном состоянии и может долгое время храниться в упаковке. Он состоит из внутреннего слоя – состоящему из отвердителя, и наружному слою, в состав которого входит смола. Третьим компонентом, входящим в состав клея для склеивания металлов выступает сера или алюминиевая пудра, эти вещества играют роль катализатора реакции – при смешивании они разогреваются вследствие чего процесс затвердевания ускоряется, так что получается эффект сварки.
Вторым вариантом холодной сварки выступает традиционный двухкомпонентный клей на основе эпоксидной смолы – в тюбиках хранится смола и отвердитель. Для получения нужного количества необходимо смешать компоненты согласно инструкции и нанести на склеиваемые поверхности. Для получения более прочного соединения в состав добавляется алюминиевая пудра или бронзовый порошок.
Виды холодной сварки, используемые для ремонта чугунных батарей

Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Холодная сварка для батарей отопления в отличие от других составов имеет свои особенности – она должна быть жаростойкой, быстро фиксироваться на металлической поверхности, образовывать покрытие, обладающее сходным с металлом коэффициентом линейного расширения. Простые или универсальные составы могут решить проблему заделки течи, но при этом, срок службы состава будет ограничен.
Холодная сварка для радиаторов отопления должна выдерживать не только высокое давление, но и температуру.
Рекомендуется использовать для ремонта составы, в которых диапазон температур больше, при этом верхняя граница равна не менее чем 200-250 градусам Цельсия.
Еще одним моментом, который необходимо учитывать при выборе типа клея –это время схватывания. Если для сращивания деталей в нормальных условиях достаточно 3-4 часов, то при протечке батареи такого времени нет, здесь счет идет на минуты, поэтому, чем быстрее будет застывать заплата, тем лучше.
Как готовится состав для применения

Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
После получения необходимого количества клея оставшийся состав заматывается пленкой и прячется в контейнер. А часть необходимая для работы тщательно разминается до однородного состояния. Делается это интенсивно, так чтобы тщательно перемешались все составляющие части, и масса стала однородной.
В приготовлении композиции изначально используется сера, в процессе перемешивания она равномерно распределяется по объему клея и вступает в химическую реакцию, из-за чего температура значительно повышается. В таком размытом состоянии клей может находиться от 2 до 10 минут. По истечении этого времени холодная сварка для батарей отопления начинает застывать.
Особенности подготовки поверхности для нанесения клеящего состава
Применение клеящего состава на основе эпоксидной смолы требует выполнения ряда условий относительно подготовки поверхности к склеиванию. Прежде всего, это чистота поверхности. Холодная сварка отлично ложится на металлические поверхности и при нахождении в ее составе металлической пудры образует прочное соединение, которое впоследствии образует еще и диффузное соединение. Но для того чтобы пластичная масса равномерно наносилась на поверхность металла необходимо сделать его подготовку.
При подготовке необходимо:
- Убрать следы потеков;
- Снять слой краски до металла;
- Зачистить металл наждачной бумагой;
- Обезжирить покрываемую поверхность.
В списке операций нет операций второстепенных, все они важны для правильного склеивания поверхностей. Правда, на обезжиривании стоит остановиться более детально. При механической обработке точку ремонта батареи в шероховатости металла попадает пыль и другие частицы, например остатки краски. Для того чтобы клей максимально плотно прилегал к металлу место дополнительно обезжиривается, так, чтобы на поверхность была максимально чистой. Эта операция позволит избежать образования на металле жировой пленки, которая после высыхания холодной сварки будет образовывать полость, в которую будет просачиваться вода.
Постоянное гидравлическое давление и температурные колебания довольно быстро расширят площадь полости, и теплоноситель снова начнет просачиваться наружу.
Методы ремонта чугунных радиаторов холодной сваркой

Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Еще один момент, на который нужно обратить внимание это на размеры заплаты и возможность ремонта разных повреждений. Если в секции образовалась течь небольших размеров, то с таким заданием холодная сварка справится быстро и качественно. Другое дело, когда в металле образовалась большая брешь, здесь придется использовать дополнительное усиление – кроме первого слоя, нанесенного холодной сваркой придется использовать жидкий клей и делать бандаж. И самый сложный случай, это когда от удара откалывается целый фрагмент металла. Такой ремонт холодной сварке не под силу, здесь сразу нужно перекрывать подачу теплоносителя и вызывать ремонтную бригаду.
Ремонт небольших по размеру протечек на вертикальной поверхности секции
Если течь образовалась на наружной или внутренней поверхности секции и размеры трещины не превышают 1-2 см по длине для работы понадобится, кроме холодной сварки еще и щетка по металлу, наждачная бумага 100 и 200 зернистостью и растворитель для красок или спирт.
Перед началом работ перекрывается подача и отвод теплоносителя к батарее и по возможности спускается с нее вода.
Щеткой по металлу счищается краска на расстоянии 1-1,5 см в обе стороны от трещины. После этого сначала наждачной бумагой 100 зернистости, а после 200 делается зачистка так, чтобы на месте будущей заплаты было зачищено пятно до чистого металла.
После этого подготавливается клей и обезжиривается поверхность радиатора. Холодная сварка для батареи отопления наносится на поверхность заплаты так, чтобы между очищенным металлом и краской на поверхности батареи был зазор 1-2 мм.
После нанесения клея он активно прижимается и оставляется для кристаллизации на время указанное в инструкции.
Ремонт течи в местах соединений секций радиатора

Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
При ремонте места соединения секций очищается не только место течи, а вся окружность места соединения. Дело в том, что неправильно сделанное соединение секций при уже имеющейся течи, в дальнейшем будет пропускать теплоноситель по всей окружности, поскольку механическая герметичность в нем нарушена.
Последовательность действий здесь следующая:
- Батарея отключается от подачи теплоносителя;
- Очищается вся поверхность по окружности соединения;
- Готовится клеящая композиция;
- Место нанесения клея обезжиривается;
- Наносится слой холодной сварки по всей окружности стыка секций;
- После высыхания первого слоя готовится композиция жидкого клея;
- На место наносится слой жидкого клея, после чего прикладывается полоса из стекловолокна и по ней снова наносится слой клея.
- Для закрепления результата делается 3-4 витка с обязательной пропиткой клея;
- После этого сверху ставится металлический хомут и зажимается винтом.
Ремонт протечек в гайках и сгонах

Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
После очистки и обезжиривания процесс приготовления и нанесения холодной сварки идентичен ранее описанным случаям.
Таким образом, холодная сварка на сегодняшний день оптимальное средство для временного ремонта чугунных батарей отопления.
Выбор и применение холодной сварки для ремонта радиаторов и труб отопления
О методе холодного сваривания радиаторов знает любой сантехник. Далеко не каждый раз есть возможность применить горячую сварку, зато ремонт при помощи специальных клеевых составов доступен практически всегда. Холодная сварка для труб отопления пригодится при протечке, поможет ликвидировать проблему быстро и своими руками.
- Холодная сварка – что это, применение для системы отопления
- Состав холодной сварки
- Разновидности сварки
- Способы использования
- Температурные показатели смеси
- Преимущества и недостатки
- Виды и производители
- Инструкция для холодной сварки труб
- Меры безопасности
- Починка чугунного и других видов радиаторов
Технология склеивания металлов использовалась еще в древности, в результате создавались неразъемные соединения без риска окисления деталей. Под холодной сваркой понимают технологический процесс соединения изделий без дополнительного нагрева, в результате чего их поверхности подвергаются пластической деформации. Последняя разрушает пленку окислов, которая не ранее не давала металлам состыковаться. Сварка происходит в короткий промежуток времени в результате схватывания. На вид этот клеящий состав напоминает шпаклевку, производится на основе эпоксидной смолы.

Сейчас холодная сварка широко применяется для соединения таких металлов:
- чугун;
- сталь нержавеющая;
- медь;
- олово;
- алюминий;
- никель;
- свинец.
При помощи сварочного клея можно производить ремонт стальных и алюминиевых батарей, чугунных радиаторов, биметаллических радиаторов. Полимерные изделия для трубопровода тоже допустимо заварить таким способом. Речь идет о пропиленовых трубах, которые применяются для монтажа системы отопления. При точном соблюдении технологии возможно заклеить трубу, стояк, радиатор с любым дефектом, хотя прочность стыка будет несколько уступать таковой после электродуговой сварки.
Клей для металла и пластика производится из эпоксидной смолы – полимера, имеющего высокие прочностные характеристики. Именно эта смола отвечает за однородность, пластичность массы, способность заделать даже минимальные трещинки и заполнить ямки. Эпоксидка может загустеть только при контакте с отвердителем, который идет в комплекте (в некоторых средствах он находится в твердой форме, активируется после попадания на воздух и перемешивания).
В составе холодной сварки есть различные наполнители, оптимизирующие технические свойства: стальной порошок (упрочняющая добавка), сера, пластификаторы. При ремонте радиаторов нужно обязательно обратить внимание на такие добавки, они обязаны быть в замазке.

Разновидности сварки
Все средства, относящиеся к данному виду, делятся на пластичные и текучие. Последние обязательно являют собой двухкомпонентные смеси – один флакон содержит эпоксидную смолу с добавками, второй – отвердитель. Пластичные массы реализуются в тюбиках, флаконах, баночках, ими можно замазать трубу или радиатор без разведения. Масса на вид напоминает пластилин, состоящий из двух брусочков, которые нужно перемешать между собой путем разминания пальцами. Есть возможность отделить небольшой кусочек массы, а остальную часть сохранить до следующей необходимости.
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной. Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее.
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами;
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового;
- наклеивание на крупный дефект с покрытием металлической заплаткой.

Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.
Температурные показатели смеси
В зависимости от точного состава и конкретного от производителя, температурный диапазон применения сварки может сильно варьироваться. Большинство средств выдерживают замораживание, например, клей Mastix не утратит свойств даже при — 60 градусах. Подавляющее количество дешевых эпоксидок работает только до +150 градусов, потому для сварки радиаторов и труб отопления их использовать можно (работа теплосети обычно осуществляется при +95…+110 градусах).
Более качественные средства выдерживают до +260 градусов, но есть и высокотемпературные смеси – их применяют даже в экстремальных условиях (до +1300 градусов). Хотя нет смысла тратиться на приобретение таких средств, можно купить простой низкотемпературный состав.

Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.

Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью. Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. По сути, такой ремонт считается специалистами временной мерой.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов;
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается;
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.

Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.

Инструкция для холодной сварки труб
Для начала нужно качественно подготовить основание. Для этого все участки, на которые будет наноситься смола, очищаются от ржавчины, грязи, старой краски. Обработать их можно наждачкой, чтобы сразу убрать все загрязнения. Слишком стараться не следует, иначе на поверхности останутся глубокие царапины. Зато мелкие потертости будут кстати – они усилят адгезию. Непосредственно перед свариванием детали надо обезжирить растворителем (обычно ацетоном) или помыть с моющим средством. Если есть возможность, нужно просушить стыки феном для волос – нагрев улучшит сцепление.
Клей готовят в зависимости от инструкции. Для изготовки жидкого клеящего состава в смолу добавляют строго отмеренное количество отвердителя. Время жизни состава также указано в инструкции, далее начинается его полимеризация. Обычно период равен 10-15 минут или чуть больше. Немного продлить это время можно путем охлаждения средства.
Пластилинообразные мастики готовят путем разминания руками, предварительно надев перчатки и намочив их водой. От стержня следует отрезать нужное количество материала, остальную массу убрать. Резать надо только строго поперек, иначе соотношение эпоксидки и отвердителя будет неверным. По мере готовности цвет массы станет равномерным, при этом она нагреется из-за выделения тепла.
Ремонт осуществляют таким образом:
- нанести клей на место будущего стыка, прямо в пробоину, чтобы обеспечить проникновение массы вглубь;
- второй вариант – намотать стеклонить, стеклоткань, покрыть жидким составом, уже начавшим немного густеть;
- разгладить средство снаружи маленьким шпателем или иным плоским приспособлением, немного смочив его в воде;
- в течение нескольких минут можно менять положение смеси;
- если пробоина слишком большая, на нее придется посадить металлическую заплатку (прямо на холодную сварку);
- зафиксировать участок на 15-60 минут в зависимости от указаний инструкции, применяя зажим;
- по возможности, нельзя подвергать соединение интенсивным нагрузкам в течение 1-24 часов, хотя для большинства сварок достаточно 1-1,5 часов.
Если ремонт проводится в помещении с низкой температурой, клей надо скатать в шарик и позволить массе внутри прогреться до +40…+50 градусов. Время выдерживания шарика не должно быть больше времени жизни смеси (обычно его не держат более 4 минут). Для эффективного прогревания шарика его надо делать массой не меньше 50 г. Нужно помнить, что для ремонта сложных соединений и узлов лучше сразу воспользоваться горячей сваркой или заменить детали, холодный стык может оказаться ненадежным.
Меры безопасности
После высыхания материал является безопасным для человека, но при работе с ним надо соблюдать осторожность. Все работы проводят в перчатках, не допуская прямого контакта эпоксидки с кожей. Нельзя пользоваться для резки смолы ножом для пищевых продуктов. При контактировании с массой кожу промывают водой с мылом.
Починка чугунного и других видов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность очищают, обезжиривают. Можно для этой цели применять спирт, нанося его ватным тампоном. Далее берут шарик смолы примерно 2 см диаметром, разминают его, смешивая компоненты. Прижимают смолу к месту повреждения, разглаживают, удерживают ветошью или зажимом.

Обычно на полимеризацию хватает 30-40 минут, но использовать батарею лучше спустя сутки, не раньше. Естественно, подача воды перед ремонтом должна быть отключена. Если требуется удалить свищ, нужно взять стеклоткань и жидкое средство, обмотать участок и надежно проклеить его.
Холодная сварка – отличная временная мера до завершения отопительного сезона. Она поможет устранить течь трубы или радиатора быстро и без хлопот!
Холодная сварка для труб и батарей отопления – виды, свойства и правила применения Холодная сварка для труб и батарей отопления – виды, свойства и правила применения
Читайте также: