Сварочный аппарат из автотрансформатора
Обновлено: 17.05.2024
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то в предлагаемой бубликообразной конструкции свободного места оказалось предостаточно.
В итоге он способен и на переменном/постоянном токе варить «пятеркой», и аккумуляторы заряжать, и металл плавить, питать безопасным напряжением электровыжигатели в кружках «Умелые руки», а также выполнять массу других дел. Впору даже вопрос ставить по-другому: а какую еще обмотку и для каких целей желает дополнительно иметь пользователь такого СТ?!
Действительно, за сердечником «сварочника», который имеет вид «бублика», называемого в математике и технике тором, большое будущее. Понимая это, но не имея в своем распоряжении специальных тороидальных магнитопроводов промышленного изготовления, предназначенных исключительно для трансформаторов, самодельщики вынуждены приспосабливать для своих СТ цилиндрические эрзацы от статоров старых электродвигателей мощностью 1-1,5 кВт. Для этого корпуса электромоторов обычно просто разбивают, уложенные в пазах обмотки за ненадобностью выбрасывают, выступы полюсов вырубают И все лишь для того, чтобы на получающиеся заготовки (скорее, напоминающие не бублики, а излишне тяжелые кособокие, бездонные бочки) наматывать толщу меди для достижения «суперцели» - варить сталь «пятеркой»!
Убежден: не надо корежить электродвигатели, даже если они пришли в негодность - рачительный хозяин всегда сможет и сгоревшие обмотки заново перемотать, и подизносившиеся подшипники заменить. Восстановленный двигатель способен еще на многое.
А для предлагаемого мной тороидального магнитопровода достаточно 5 - 6 кг лома трансформаторной стали. Более того, в качестве исходного материала здесь можно довольствоваться даже таким же количеством кровельного железа (отожженного).
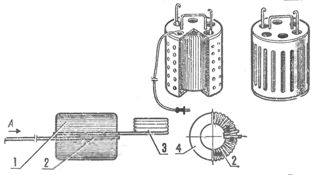
Технология изготовления магнитопровода из такого сырья довольно проста (рис. 1). Весь лом плоской трансформаторной стали разрезается ножницами на полосы примерно одинаковой ширины.
Рис. 1. Формирование тороидального магннтопровода:
1 - основание формы; 2 - внешний цилиндр-опалубка («венчик» шестерни для запуска стартером автомобиля ГАЗ-53); 3 - внутренний цилиндр-опалубка (60-мм отрезок стальной трубы 100x6, слегка проточенный, обёрнутый двумя-тремя слоями бумаги); 4 - исходная масса (пластинки шириной 60-70 мм, нарезанные из лома от Ш- и П-образных пластин трансформаторной стали, покрытые быстросохнущим клеем типа конторского, гуммиарабиком или масляной краской и уложенные вперекрышку, с последующей забивкой пустот кровельными отходами)
Практика показывает, что чаще всего приходится иметь дело с прямоугольниками шириной 60-70 мм или чуть меньшими аналогами, нарезаемыми из П- и Ш-образных пластин. В дело идут и все «железотрансформаторные», а также кровельные отходы. После смазывания с обеих сторон каким-нибудь быстросохнущим клеем типа канцелярского («жидкое» стекло), гуммиарабика или даже дешевой масляной краской их плотно укладывают с небольшим перекрытием в опалубку (как при заливке полой бетонной колонны) из подручных материалов.
В авторской технологии внутренним цилиндром опалубки (рис.1) служит 60-мм отрезок стальной трубы 100x6 мм. Внутри его необходимо проточить слегка на конус и обернуть (чтобы впоследствии легче вынимать из «отлитого» магнитопровода) двумя-тремя слоями бумажной полосы. А в качестве внешнего используется съёмный «венчик» шестерни (внутренний диаметр порядка 250 мм) - от системы запуска стартером автомобиля ГАЗ-53.
Разумеется, можно применять для опалубки и другие подходящие заготовки, способные выдерживать механические напряжения, возникающие при «отливке» тороидального магнитопровода. А они - немалые, особенно когда во все щелевые отверстия приходится молотком забивать мелкие пластины (желательно, чтобы те соответствовали ширине набора).
Как только клей высохнет, тороидальный сердечник можно считать практически готовым. Правда, на него еще необходимо сделать односторонне закругленные полукольца-«полубублики» из изоляционного материала. Хотя бы из фанеры - для лучшей укладки будущих обмоток и исключения замыканий на острые ребра магнитопровода.
Этому же станет способствовать и предварительное обертывание тора двумя-тремя слоями киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой.
Теперь об обмотках «сварочника». Наука утверждает, а практика со всей очевидностью доказывает, что трансформатор работает в наивыгоднейшем для него режиме, если в его обмотках через 1 мм2 поперечного сечения медного провода проходит ток, равный 5 А. При экстремальных условиях этот показатель может увеличиваться до 13 А, но при этом провода сильно нагреваются и перегорают.
Для сварки даже 3-мм электродом требуется ток не менее 80 А. Значит, и сечение жил медного кабеля или силовой (сварочной) шины должно ему соответствовать. Взятое с солидным запасом, оно для добротного самодельного сварочного трансформатора обычно находится в пределах от 25 до 35 мм2.
Отталкиваясь от уже упомянутых «минимальных сварочных» 80 А и учитывая широко практикуемое соотношение витков сетевой и силовой обмотки примерно 5:1, находим: ток сетевой обмотки должен быть не менее 16 А. Отсюда следует, что для монтажа сетевой обмотки надо брать медный провод сечением не менее 3,2 мм2. Однако наилучший, пожалуй, вариант - ПЭВ2 диаметром 2-2,5 мм.
Принято считать (и это подтверждается практикой), что при «литом» магнитопроводе, имеющем площадь сечения по трансформаторной стали, равную 40 см2, каждый виток обмотки будет соответствовать напряжению в 1 В. Учитывая возможную нестабильность электропитания, сетевую обмотку следует сделать с запасом.
Ориентир - 250 витков. При этом после 190-го желательно предусмотреть (не разрезая провода!) через каждые десять витков отводы. Конечно же, переключатель для них должен быть достаточно надёжным, с обеспечением хорошего электрического контакта во избежание больших потерь энергии и сильного нагрева во время работы СТ.
Вообще-то намотка сетевой обмотки - операция довольно трудная. Выполнять её приходится с помощью длинных деревянных челноков (рис. 2). Все делать аккуратно, не допуская перехлестывания витков, образования узелков и повреждения слоя изоляционного лака на проводе.
В противном случае можно ожидать появления межвитковых замыканий и перегрева трансформатора.
Рис. 2. Укладка витков сетевой обмотки «сварочника» (междуслойные изолирующие прокладки условно не показаны):
1 - тороидальный магнитопровод; 2 - односторонне закруглённое полукольц-«полубублик» из изоляционного материала (2 шт.); 3 - крепёжная изолирующая прокладка (2-3 слоя киперной ленты, стеклоткани или тканевой полосы, пропитанной олифой); 4 - провод сетевой обмотки (ПЭВ2, диаметром 2-2,5); 5 - деревянный челнок
Если расположить сердечник на двух опорах с мягким покрытием (подкладкой), исключающим повреждения изоляции провода при намотке СТ, то вся работа займет около двух часов. Закончить ее желательно «за один проход», чтобы обмотка не ослаблялась и получалась максимально плотной, с изолирующими прокладками между слоями.
После того, как сетевая будет намотана, неплохо проверить ее на холостом ходу. Если даже за продолжительное время работы магнитопровод с обмоткой станет лишь едва теплым, то все в порядке. Значительное нагревание - свидетельство того, что либо витков мало, либо имеет место межвитковое замыкание (а то и пробой обмотки на корпус!).
На двух-трёхслойную изоляцию сетевой обмотки должна быть уложена вторичная - сварочная, или силовая. А это - от 40 до 80 витков медной шины или многожильного кабеля. Последний предпочтительней по следующим причинам: из него можно сразу сделать сварочные рукава; существенно облегчается намотка; увеличивается срок службы сварочной обмотки с одновременным упрощением условий эксплуатации, что особенно важно при экспериментировании с таким СТ Кроме того, упрощается подсоединение выпрямителя и появляется возможность эффективного регулирования сварочного тока и напряжения путём выполнения элементарной операции - подмотки или отматывания витков кабеля.
Для самодельных не слишком мощных сварочных аппаратов желателен следующий график работы: минута - на сварку, две - на технологический перерыв для охлаждения СТ. Хороший результат дает применение небольших вентиляторов. Вероятно, еще большего можно достичь при использовании для охлаждения «сварочника» простейших теплоизлучающих радиаторов, а также минеральных масел, способных улучшить и изоляцию обмоток СТ.
Добротный сварочный трансформатор должен иметь крутопадающую характеристику. Добиться этого можно, разделив обмотку на две равные части. На одной стороне сердечника наматываются половина сетевой и половина силовой обмотки, а на другой - остальное (и чтобы впоследствии не путаться - в той же последовательности).
Нелишне, видимо, напомнить, что трансформатор - аппарат взаимообратимый: если к любой обмотке подключить переменное напряжение, на которое она рассчитана, то на других появляются те для которых они и предназначены. Кстати, аналогично поступают многие радиолюбители при определении обмоток в неизвестном трансформаторе.
Учитывая вышесказанное, совсем не обязательно сетевую (первичную) обмотку ТС наматывать первой, а уже поверх нее - сварочную (вторичную). Очередность намотки, как и их порядковые номера, лишь условие для более быстрой и привычной ориентации в принципиальной электрической схеме «сварочника». Поэтому если, скажем, надо намотать одну из обмоток достаточно жёсткой шиной, при укладывании которой придется прибегать к киянке, то, конечно же, такую «медь» удобнее располагать первой на сердечнике, дабы не повредить более податливые и уязвимые провода остальных обмоток.
И еще. Если на какую-то обмотку имеется достаточно провода, а для другой обмотки его очень мало, то сначала приступайте к той, где ваши возможности ограничены. Потому что при явной нехватке кабеля или шины на силовую (сварочную) обмотку, но при наличии мощных диодов- полупроводниковых вентилей становится выгодным отказаться от сварки на переменном токе в пользу постоянного (рис.
3). В этом случае напряжение от СТ, а следовательно, и число витков в сварочной обмотке достаточно иметь минимальные. Если шина - с поврежденной изоляцией, то рекомендуется ее сперва отжечь с охлаждением в воде (медь станет мягкой), заизолировать шеллаком и стеклотканью и лишь после этого приступать к наматыванию на магнитопровод.
Рис 3. Схемное решение сварочного выпрямителя с регулятором тока для самодельного мультисварочного трансформатора (R1 - спираль из нихромовой проволоки диаметром 3—5 мм с передвигаемым ножеобразным контактом)
Нередко у самодельщиков возникают затруднения с подключением силового кабеля к свариваемому изделию: то контакт плохой, то «прихватиться» не к чему. Помочь в таких ситуациях могут два варианта приспособлений (рис.4): магнитный контакт и зажим типа «крокодил». Обе самоделки предельно просты в изготовлении, быстро и удобно крепятся.
При отсутствии должного контакта достаточно их немного потереть о деталь.
Рис. 4. Варианты приспособлений для контакта «земля» - магнитный (а) и зажим типа «крокодил» (б):
1 - сварочный кабель; 2 - ручка; 3 - стальная накладка; 4 - кольцевой магнит-«прилипала»; 5- винт (количество и расположение - по месту установки); 6 - половина самодельной «зубастой челюсти» прищепки (из отрезка стальной трубы подходящего типоразмера, 2 шт.); 7 - стальная ось, расклёпанная с двух сторон; 8 - пружина.
Неплохо также оснастить сетевую обмотку СТ стандартным автоматом АП, рассчитанным не менее чем на 30 А, - с его помощью удобно отключать трансформатор в паузах между сваркой. Это значительно сэкономит электричество, создаст благоприятные условия для своевременного охлаждения аппарата, сделает работу более безопасной.
Ну а наличие мощного выпрямителя (рис.3) позволит, как уже отмечалось, использовать получившийся агрегат при зарядке аккумуляторов или организации многопостового питания, например, низковольтных паяльников и электровыжигателей в школьных кружках «Умелые руки». Более того, такой агрегат поистине незаменим, например, при производстве гальванических работ на дому или запуске автомобиля в холодных условиях.
Очень интересным и перспективным является оснащение СТ дополнительной обмоткой, содержащей всего лишь один полный виток из отожжённой медной шины 5x50 мм или толстого многожильного медного кабеля диаметром около 20 мм (с концевиками из отрезков толстостенной медной трубы). Как показала практика, с помощью такой обмотки можно выполнять горячую свободную ковку, закалку и воронение, пайку и наплавку; гибку металлической полосы, трубы, толстого стального прута, «кругляка», хрупкой проволоки; литьё олова, цинка, свинца; отвинчивание «прикипевших» болтов, шпилек и гаек; точечную сварку, горячую посадку и ряд других операций.
Как же производить плавную регулировку тока? Да хотя бы упоминавшимся выше способом - корректировкой силовой (кабельной) обмотки. При сматывании части её с магнитопровода уменьшается напряжение с одновременным увеличением тока от СТ, зато ухудшаются, в частности, условия зажигания дуги.
И наоборот: домотка кабеля приводит к возрастанию трансформируемого напряжения с одновременным снижением силы тока, отдаваемого в нагрузку. Электродуга при этом лучше зажигается.
Или другой вариант, когда сварочный кабель подключают к изделию не напрямую, а через несколько витков провода с высоким сопротивлением (например, нихромовым). Сколько резистентных витков - столько и ступеней регулировки сварочного тока. Дуга зажигается во всех случаях почти одинаково.
Регулировку тока СТ можно осуществить с помощью комбинированной задвижки, выполненной из трансформаторной стали и цветного металла. В этом случае на магнитопроводе выполняется поперечный пропил.
Сантехники, автомобилисты, ремонтники и просто любители мастерить все своими руками, этот «сварочник» со столь универсальными свойствами - для вас.
Сварочный аппарат из лабораторного автотрансформатора ЛАТР2
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата - легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки.
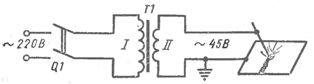
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.

Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток - до 32 А).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом - смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» - к отрицательному.
Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности.
Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла - максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние.
В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь - сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество - два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику».
Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом - держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более - от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
Сварочные аппараты
Сделанный мною сварочный аппарат представляет собой отлично зарекомендовавший себя на практике модернизированный вариант устройства, описание и эскизы которого опубликованы в журнале «Моделист-конструктор» №3 за 1966 год-Главное - новый «сварочник» значительно мощнее своего.
Сварочный аппарат из лабораторного автотрансформатора ЛАТР2
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата - легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных.
Сварочный аппарат из статора неисправного асинхронного электродвигателя
Тем, кто еще не обзавелся сварочным аппаратом (СА), рекомендую изготовить его самостоятельно на базе вышедшего из строя асинхронного электродвигателя. Затраты минимальные, а вот результат. Да и разработок, которыми можно воспользоваться для превращения утильного статора в добротный.
Самодельная плавильная электропечь
Как-то в ходе работы над одним изобретением мне понадобилось плавильное устройство с широким спектром нагрева, которым было бы удобно пользоваться в домашних условиях. Перепробовал разные варианты газовых и электроспиральных нагревателей и убедился, что ни те ни другие не отвечают поставленной.
Самодельный сварочный аппарат с тороидальным магнитопроводом
Почти четверть века являюсь подписчиком журнала «Моделист-конструктор». Примерно столько же лет занимаюсь и электросварочными аппаратами (ЭСА). Убедился: самый подходящий по массе и мощности «сварочник» - с тороидальным магнитопроводом (например, от сгоревшего.
Сварочный полуавтомат с магнитопроводом из электродвигателя
Уверен: компактный электросварочный полуавтомат (ЭСПА), безупречность работы которого гарантируется электроникой и защитной средой углекислого газа, в любом хозяйстве не будет лишним. Особенно при ремонте облицовки сельхозмашин или кузова автомобиля, а также при выполнении неразъёмных соединений из.
Универсальный сварочный аппарат с тороидальным сердечником
Почему «мультисварочный»? Потому что у этого сварочного трансформатора (СТ) много важных дополнительных функций. Если в традиционном «сварочнике», который имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то.
Сварочный аппарат Зайцева (выпрямитель+улучшения) Много лет назад, когда всерьез начал заниматься техническим творчеством, понял, что без сварочного аппарата в этом деле мне не обойтись. С той поры и начал ими интересоваться. Вроде бы и не такое уж сложное устройство, а по-прежнему нет предела его совершенству. Над ним ломают головы и.
Самодельный сварочный аппарат с выпрямителем и удвоением напряжения Как показывает практика, процесс горения дуги протекает стабильнее у сварочных устройств с мягкой (падающей) вольт-амперной характеристикой. К числу таких «сварочников» можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена.
Сварочный трансформатор с электронным регулированием тока (45-140А)
Многие конструкции из металла собираются с применением электрической сварки. Я изготовил для этого несколько аппаратов, и один оказался наиболее удачным и удобным в эксплуатации. Предлагаю вашему вниманию сварочный трансформатор с электронным регулированием тока. Он не имеет подвижных частей.
Давняя задумка — кольцевой трансформатор на сердечнике от асинхронного электродвигателя.

Когда-то очень давно, в начале 90-х я служил в Литве в г. Каунас на ведущем авиаремонтном заводе ВВС по вертолетам Ми-8. Сказать, что этот завод был большим, значит ничего не сказать. Одно то, что завод выпускал по 22 откапиталенных вертолета в месяц говорит о многом. Но речь не о том. Стал я там начальником смешанного цеха по ремонту вооружения, слесарно-механической обработки, гальваники и пр. и т.д. и т.п.
Чем отличались люди, работающие на авиаремонтных заводах, а это был мой второй завод (я начинал службу в Омске на таком же заводе, только значительно меньшем). Люди отличались высокой степенью "рукастости", то есть самодельщики, да еще вооруженные авиационными знаниями и технологиями.
Как известно, в те годы самодельщикам было очень тяжело, в магазинах практически ничего не было. Высоким статусом обладал гаражный "кулибин", владевший сварочным аппаратом. Вот и у меня давно зрело решение построить свой сварочник. Да еще такой, чтобы работал от простой гаражной розетки.
Перелопатив горы журналов и литературы по самодеятельности, я несколько раз встречал самодельные аппараты построенные на основе ЛАТРов.
ЛАТР — лабораторный автотрансформатор, однообмоточный, позволяющий регулировать напряжение от 0 до несколько большего, чем в сети напряжения, как правило, до 250 Вольт. Но главное полезное свойство для сварочного аппарата у ЛАТРа было то, что изготавливались они на тороидальном или, по-русски, кольцевом сердечнике, не имевшем зазоров и поэтому обладавшим практически 100% КПД, вследствие отсутствия потерь в магнитном зазоре. Мощность ЛАТРов выбиралась 10 А, т.е 2 кВт, что при 40-50 Вольтах на выходе, обеспечивало сварочный ток 40-50 Ампер. Это конечно было хорошо, но хотелось большего.
Теперь, немного теории, я думаю, полезной и для современных кулибиных.
Как известно, мощность трансформатора определяется, в основном, площадью сечения магнитопровода — сердечника, на который установлены, намотаны обмотки. Второй фактор — сечение обмоточных проводов, оно определяется по токам и ограничиваются еще и возможностью уместить обмотки в окна сердечника.
Итак, имеем сердечник, ранее работавший (новый врятли доступен) в трансформаторе известной мощности. Для расчета, радиолюбители-электронщики применяют упрощенные формулы.
Измеряем площадь сечения сердечника. Для Ш-образных пластин, из которых набран сердечник — площадь среднего штыря, куда будет намотана обмотка. Площадь вычисляется в квадратных сантиметрах
Измеряем ширину пластины, умнощаем на толщину набора пластин и вычисляем:
50/S, где 50 — коэффициент для трансформаторов длительной или непрерывной работы, можно применить 40 — для трансформаторов, выключаемых после работы. В результате этих вычислений получаем количество витков на 1 Вольт
Для намоточных проводов применяют правило — 1 квадратный мм сечения на 10 Ампер, ВНИМАНИЕ не путать площадь сечения с диаметром! Вспоминаем школу и вычисляем площадь круга.
И вот, возвращаясь к кольцевым сердечникам, попросил меня мастер слесарно-механического участка помочь ему сделать сварочник.
Не помню уже где, но вычитал идею использовать в качестве кольцевого сердечника статор от асинхронного электродвигателя. Нашел мастер на свалке старый 4 кВт двигатель (тогда еще всё валялось), разобрали мы его, выковыряли обмотки, выбили сердечник. На токарном станке срезали пазы для обмоток внутри сердечника, и я занялся расчетом. Намотали авиационными несгораемыми проводами (ПТЛ-200) вторичку сделали на 50 Вольт. Результат превзошел ожидания! Сварочник варил даже электродом пятеркой. И всё из розетки.
Впоследствии к нему добавили выпрямитель и и регулятор тока, мастер ходил как петух довольный.
Вот сейчас, заимев гараж, захотелось мне в его оснащение добавить этот чудо-трансформатор. О его возможном применении напишу ниже.
На свалке завода "приватизировал" статор от могучего электродвигателя. Весу в нем было, килограмм 60-70, но своё же не тянет, пыхтя, кряхтя и попёрдывая, завалил я его в багажник своей Волги.
Фото его еле нашел

Разбив кувалдой ребристую чугуняку корлуса, я из него добыл сердечник статора. Медь обмоток выковыряли еще до меня.
Сын на работе вырезал на токарном станке пазы и приварил к сжимающим кольцам ножки и ручку для переноски этого тяжеловеса.

Обмерил сердечник, получилось 15 см — толщина набора, 2,5 см — ширина кольца. Площадь сечения — 37,5 кв. см.
Далее, обмотал сердечник стеклотканевой лентой, чтобы предохранить изоляцию проводов.

Далее, рассчитал число витков первичной обмотки. 220 х 50/37,5 = 293 Витка.
Далее — провод. На 20 Ампер (4 кВт из розетки) решил мотать сложенным вдвое проводом БПВЛ-0,7
Несколько запутанную бухту 440 метров перемотали сложив начало и конец.

Для намотки из ДВП я вырезал челнок.

Далее, пошло самое интересное и муторное — намотка. 293 витка — это и много и немного, по сравнению с маломощными трансформаторами.

В результате получилась обмотка в два слоя. Для контроля работы, тем же проводом намотал 2 витка, замерял напряжение — 2,4 Вольта. Всё правильно! В качестве баловства замыкаю концы, они начинают весело светиться.
На этом позавчера закончили. Вчера вечером занимались с Жекой Ascender с его БК Мультитроникс, а сегодня я опять продолжил эксперименты с уже наполовину намотанным трансформатором.
Тут надо прояснить для чего он нужен. Задумывался он как трансформатор для точечной сварки и споттера.
А тут еще назрела переборка передней подвески, решил попробовать его для разогрева прикипевших болтов и гаек.
Накрутил вторичку счетверенным проводом 5 мм диаметром. Концы временно, для экспериментов стянул на болты с большими шайбами.

Она выдала 1,2 Вольта.

Далее — пробы. Беру шпильку М12 с накрученной гайкой. Прижимаю один коней обмотки к свободному концу шпильки, второй — к гайке. Трансформатор глухо зарычал, свет при этом не потух. Секунд 5-10 я держал шпильку под током, потом мне стало горячо, держал-то голыми руками, разогрелись болты, стягивающие провода. И вот, что интересно, испытуемая шпилька была просто теплой, зато гайка почти дымилась. Это можно объяснить худшим сопротивлением в резьбе, по сравнению со сплошным телом шпильки. Основная энергия выделилась на сопротивлении — т.е. резьбе. Это очень хорошо, в закисших соединениях важно разогреть ржавчину в резьбе.

В дальнейшем будем пробовать на объекте, изменяя напряжение и ток.
Еще одно применение данного трансформатора — разделитель. Поскольку первичная обмотка намотана двойным проводом, то, расцепив их, получаем две идентичные обмотки. Это позволит "отвязаться" от "земли" в обычной розетке и пользоваться 220 Вольт в сырых местах, не боясь электротравмы. Ударит только, если тупо взяться за оба провода. Если держаться за один, можно стоять босиком в луже и ничего не произойдет.
Простой самодельный сварочный аппарат из ЛАТРа

При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому .
В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные.
Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани.
Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции - имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором - для равномерного расположения и лучшего охлаждения.
Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 - 185 А.
Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 - 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Трансформатор самодельного сварочного аппарата: 1 - первичная обмотка, 2 - вторичная обмотка, 3 - бухта провода, 4 - ярмо.
Электрическая схема сварочного аппарата
Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель.
Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому - свариваемая деталь. Этот же провод для безопасности сварщика заземляется.
Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника - нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 - 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей.

При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 - 185 А — 10 электродов, а с током 70 - 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.
Читайте также: