Сварочный аппарат на пропане
Обновлено: 04.10.2024
Газосварка – это процесс, в котором сваривание металлических деталей происходит за счет оплавления стыков и сварочной проволоки высокотемпературным пламенем.
Пламя образуется благодаря сжиганию ацетилена, пропана или бутана в атмосфере кислорода. Оборудование для резки и сварки с помощью пламени часто используется при соединении заготовок из стали, ремонте чугунных изделий, сваривании цветных металлов и резке всевозможных металлических материалов.

Оборудование для газосварки
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.
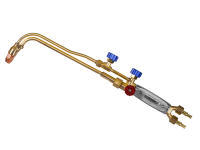
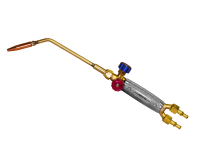
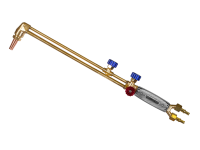
Горелка и резак
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
- генераторы низкого давления до 0,1 атмосферы;
- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Баллоны, редукторы, проволока

Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Кислородные газовые баллоны окрашиваются в голубой цвет, ацетиленовые в белый. Шланги тоже имеют такие же цветовые маркировки. Газовые шланги с красной полосой рассчитаны на давление до 6 атмосфер, с синей – до 20 атм., а шланги с желтой полосой предназначены для перекачки бензина или керосина.
На каждом баллоне устанавливаются по 2 манометра. Один контролирует давление в резервуаре во время сварки или резки, другой в шланге.
Для газовой сварки и резки необходима сварочная проволока, иногда требуется флюс. Перед использованием проволоку необходимо очистить от ржавчины, краски, жира и других загрязнений.
При сварке заготовок из алюминия и других цветных металлов требуется флюс, он защищает их от воздействия воздуха. В качестве него применяют борную кислоту и буру.
Особенности газосварки
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.
При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Плюсы и минусы газосварки

Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.
К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Как варить пропаном
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.

В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.
Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.

При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Устройство горелки
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.
Меры предосторожности

Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований техники безопасности при сварке.
Согласно действующим нормативам газосварочные работы с пропаном должны проводиться в специально предназначенных для этих целей рукавицах, надёжно защищающих ладони от возможных ожогов.
Помимо этого, нежелателен длительный визуальный контакт с ядром пламени, поскольку повышенные световые нагрузки способны привести к поражению роговицы глаза.
Категорически воспрещается прикасаться к газовому оборудованию испачканными в масле руками, так как при соединении смазочных веществ с кислородом возможно мгновенное воспламенение и аварийный разрыв баллона.
Особое внимание должно уделяться вопросу хранению баллонов с пропаном и кислородом, которые, как правило, содержатся в специально изготовленных для этих целей металлических шкафах. Предполагается, что доступ к таким хранилищам строго ограничен.
Можно сказать еще несколько слов о достоинствах резки и сварки посредством пропана. Огромный опыт работ, организованных и проводимых по этой методике, свидетельствует о высоких качественных показателях методики, а также о соответствующем уровне её функциональности.
Такие факторы, как удобство и доступность, экономичность и высокое качество шва позволяют оценивать технику сваривания металлических заготовок пропаном как ни в чём не уступающую классической электродуговой сварке.
Особенности газового сварочного аппарата
Из всех известных способов обработки металлов газовая сварка – самый распространённый и недорогой, что объясняется сравнительно низкой стоимостью используемого энергоносителя. И действительно, цена на применяемые при сварке газы, такие, к примеру, как пропан, бутан, ацетилен и кислород несравнима с тем же показателем для относительно дорогого метода сварки электрической дугой.
Поэтому способ соединения свариваемых заготовок сгораемыми газовыми смесями получил широкое распространение не только в промышленном производстве, но и в быту. А для работы с газами нужен соответствующий сварочный аппарат.

Области применения
Доступность и относительная дешевизна монтажных работ с применением газовых сварочных аппаратов определили и сферу их использования в практической деятельности человека. Методы газовой сварки широко применяются в следующих ситуациях:
- при проведении большинства видов строительных и монтажных работ;
- в коммунальном хозяйстве (при ремонте и замене газовых, тепловых и водных магистралей);
- в металлургии, автомобиле- и судостроении, а также при проведении высотных работ на строящихся объектах любых категорий сложности;
- в частных подсобных хозяйствах (при наличии соответствующего оборудования и профессиональных навыков).
В домашних условиях этот вид сваривания деталей применяется не так часто, однако при наличии соответствующего разрешения от пожарных служб он вполне допустим.
С помощью газовой сварки и с применением соответствующих аппаратов удаётся соединять практически все виды сплавов, включая цветные металлы (при толщине заготовок до 80-ти миллиметров). В случае меньшей толщины деталей этот способ подходит и для работы с низкоуглеродистыми и нелегированными сталями.
Особенности оборудования
Ещё одним достоинством газовой сварки, влияющим на оценочные характеристики этого метода работ, является невысокая стоимость газового сварочного аппарата и большая по сравнению с другими агрегатами мобильность.
Типовой комплект газового сварочного оборудования состоит из пары баллонов, специальных рукавов или шлангов и горелки, что в общей массе редко превышает 100 килограммов. Баллоны с газом подвозят к месту работ и соединяют с горелкой герметичными прорезиненными рукавами. По сути это и есть сварочный аппарат или газовый пост.
Редуктор

Для регулировки параметров сварочного процесса (давления газового состава, например) в комплектующий набор оборудования входит специальный редуктор, подключаемый к каждому типу ёмкости индивидуально.
Его основным рабочим параметром, определяющим выбор конкретного вида сваривания, является пропускная способность. То или иное значение этого показателя подбирается в соответствии с условиями проведения работ и применяемых для сварки резаков, в которых осуществляется непосредственное смешивание газов.
Корпус резака делают из специальной углеродистой стали. Он располагает возможностью оперативной замены всех своих составляющих, включая инжектор, клапана и мундштук. Эти универсальные комплектующие могут различаться по мощности (или производительности), определяющей выбор подходящей по типоразмеру горелки.
Горелка
Последний элемент аппарата (имеется в виду горелка) в зависимости от типа используемой газовой сварочной смеси может иметь самые различные исполнения.
Так для ацетиленовой сварки подходят изделия малой и средней производительности с наконечниками от нулевого до седьмого размера (они предназначаются для сваривания металлов толщиной от 0,3 до 30 миллиметров). Нередко применяются горелки, не имеющие инжектора и функционирующие под давлением поступающей смеси газов.
Для сварки пропанобутановой смесью выпускается два типоразмера этих приборов:
- вариант исполнения ГЗУ-3, используемый для сваривания заготовок толщиной от 0,3-х до 7-ми миллиметров;
- модель ГЗМ-4, предназначенная для предварительного подогрева металла.
Помимо рассмотренных видов газового сварочного оборудования используются универсальные или специализированные горелки, предназначенные для обработки всех известных видов газа.
К особенностям рассматриваемого сварочного аппарата и самой технологии газосварки следует отнести взрывоопасность используемых при сплавлении веществ и как следствие – необходимость в крайне осторожном обращении с баллонами. Вот почему рассмотрению этого вопроса следует уделить особое внимание.
Требования к баллонам

В комплект газового оборудования, используемого для сварки и резки металлических конструкций, входят герметически закрывающиеся сосуды или баллоны, в которых газ находится под высоким давлением.
Для содержания любого вида газообразных составов (другое их название – «активные газы») предназначается особая ёмкость, имеющая отличающуюся от других баллонов форму и размеры. Вентили для различных газовых смесей также отличаются по своей конструкции.
Кислородные баллоны, в частности, изготавливаются из бесшовных труб, производимых на основе углеродистых или легированных сталей, и рассчитаны на работу под высоким давлением.
При газовой сварке с более низким показателем давления могут применяться трубные конструкции сварного типа с рабочей ёмкостью до 40 литров (изготавливаются согласно ГОСТ 949–73).
Порядок производства сварочных баллонов для ацетилена нормируется требованиями ГОСТ 5948–60, в соответствии с которыми предписывается применять двухкамерные ёмкости, обеспечивающие более эффективное выравнивание давлений.
Рабочие ёмкости для пропанобутановых смесей изготавливаются согласно ГОСТ 15860–70, в котором оговариваются их основные параметры (вместимость и предельное давление).
Все виды перечисленных сварочных емкостей должны быть надёжно защищены от попадания на их вентильное устройство технических масел и жиров, что может привести к взрывоопасной ситуации.
Поскольку эти составляющие сварки газом относятся к разряду изделий повышенной взрывоопасности – к обслуживающему их персоналу предъявляются предельно жёсткие требования.
Без предварительного обучения и оформления разового допуска на проведение работ непросто получить разрешение даже на их транспортировку.
Бытовая сварка
При подготовке организации работ с применением газового сварочного аппарата в бытовых условиях должны соблюдаться особые меры предосторожности, которые в условиях производства контролируются в штатном режиме.
Основное внимание следует уделить безопасным приёмам обращения с газовыми баллонами, для перевозки которых в пределах строительной площадки вполне подходит простейшее средство передвижения (тележка, например).
Однако при использовании такого транспорта необходимо помнить о том, что баллон с ацетиленом должен надёжно закрепляться в вертикальном положении. Переносить же газосварочное оборудование с места на место (на короткие дистанции) вполне по силам двум физически здоровым мужчинам.
Несмотря на простоту используемых газовых аппаратов, данный вид обработки металлических заготовок требует высокой квалификации каждого частного исполнителя.
В заключении ещё раз надо отметить, что газосварка относится к самым дешевым методам обработки металлов плавлением, не требующим наличия поблизости электрических сетей. Благодаря указанному преимуществу этот способ сварки используют в отдалённых районах и сельских местностях, лишённых централизованного электроснабжения.
Газосварочное оборудование и материалы
Оборудование для газовой сварки – ряд профессиональных устройств для создания условий плавления присадок под воздействием теплового газового воздействия.





Гелий, Максимальное рабочее давление 0,36 МПа, Максимальная пропускная способность 50 м³/ч, Максимальное давление срабатывания предохранительного клапана 0,8 МПа, Алюминий



Углекислота, Максимальное рабочее давление 0,6 МПа, Максимальная пропускная способность 6 м³/ч, Максимальное давление срабатывания предохранительного клапана 0,7 МПа, Латунь




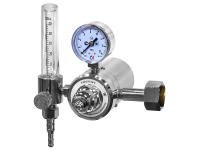
Пропан, Максимальное рабочее давление 1,6 МПа, Диапазон давлений на выходе от 2 до 3,6 МПа, Максимальная пропускная способность 1,2 м³/ч


- ёмкость с горючим газом;
- кислородный баллон;
- современную сварочную горелку;
- кислородный редуктор и аналог, предназначенный для горючего газа;
- сварочные шланги, рукава и т.д.
Газовый сварочный аппарат предназначен для нагревания деталей и расходного материала. Высокотемпературное воздействие создаётся горением газа в кислородной среде. Данная технология предусматривает работу с различными металлами, в частности: углеродистыми и низколегированными сталями. Современный аппарат для газовой сварки и резки незаменим в условиях строительных и ремонтно-восстановительных работ. Ограничением по использованию данного вида оборудования является повышенный газовый фон.
Вместе с газосварочным оборудованием могут использоваться различные виды горючих смесей, которые и классифицируют данный вид воздействия. Наиболее популярные из них: ацетилен-кислородная и бутан-кислородная сварка. Качественный аппарат для газовой сварки и резки обеспечивает безопасность работы с высокоактивными горючими веществами.
Газовое сварочное оборудование
Сейчас газовое сварочное оборудование используется повсеместно. Все чаще сварщики применяют в своей работе газ, и это не удивительно. Благодаря газу удается выполнить сразу несколько задач: защитить шов от окисления, сформировать шов или разрезать металл.

В этой статье мы кратко перечислим, какое оборудование используется для сварки и для резки с применением газа. Вы также узнаете, как принцип работы газового оборудования и каким оно бывает.
Общая информация
Газовая сварка — это незамысловатая технология сварки и резки металлов. Для ее осуществления вам понадобится два баллона: с кислородом и с горючим газом. Баллоны подключаются к газовой горелке, и при их одновременной подаче смешиваются, образуя узкий язык пламени. Подача обоих газов регулируется с помощью двух вентилей, так что вы можете самостоятельно выбирать пропорции смешения.
Затем в сварочную зону подается проволока, и ее прогревают с помощью пламени горелки. Пруток плавится вместе с основным металлом и смешивается в сварочной ванне, после чего образуется шов.

Разделяют два типа газового оборудования: стационарное и переносное. Стационарное оборудование используется только на производствах, где сварщику не нужно перемещаться с места на место. Вся его работа проходит на сварочном посту. А переносное оборудование можно встретить у многих мастеров: от домашних сварщиков до организаций, оказывают сварку на выезде.
Как правило, переносной комплект оборудования закреплен на специальной тележке с колесами, позволяющей перемещать баллоны и комплектующие. Такой комплект весит не так много, как стационарный пост, и все компоненты легко заменить.
Оборудование
Итак, вы уже знаете, что суть газовой сварки заключается в смешивании двух газов для последующего прогрева присадочного прутка. Который, в свою очередь, участвует в формировании сварного шва у металла. Мы также упомянули некоторые составляющие комплекта оборудования для сварки и резки с применением газа. Давайте перечислим их подробнее.
Начнем с газов. Для выполнения сварки или резки необходимо использовать кислород и горючий газ. Зачастую в качестве горючего газа используется ацетилен. Иногда пропан. Именно газ является главным компонентом всего комплекта оборудование.
Также оборудование для газовой резки и сварки металлов состоит из горелки, шлангов и редуктора.
Газовая горелка — второй по значимости компонент всей системы. Газовой горелкой не только прогревают металл. Она также служит для смешения газов и формирования языка пламени. Интенсивность и форму пламени можно регулировать. Это возможно как для сварки ацетиленом, так и для сварки пропаном.

Шланги (они же рукава) необходимо для коммутации горелки с баллонами. По ним передается газ для последующего смешивания в горелке. Шланги изготавливаются из резины, они гибкие и долговечные, но все-таки нуждаются в периодической замене

Еще один важный компонент — газовый редуктор. Вы можете обойтись и без него, но этот простой прибор способен существенно упростить сварку. Редуктор устанавливает на баллон и необходим для понижения давления. Но это общее определение. На самом деле, редуктор не просто снижает показатели давления. Он скорее оптимизирует его до нужных значений.

Вместо заключения
Газосварочное оборудование для газовой сварки может быть разным, в зависимости от тех задач, которые вам нужно выполнить. Домашним мастерам подойдет переносной комплект, а вот профессиональным сварщикам в цеху будет достаточно стационарного оборудования. Если вы новичок, то приобретите набор горелок и рукавов. Так вы сможете испробовать разные комплектующие и выбрать наиболее подходящие. Не забывайте о средствах индивидуальной защиты. Приобретите не только робу, но и очки для газовой сварки. Желаем удачи в работе!
Читайте также: